
Control of Welding Speed and Current in Machine–Human Cooperative Welding Processes

Abstract
:
1. Introduction
2. Methods
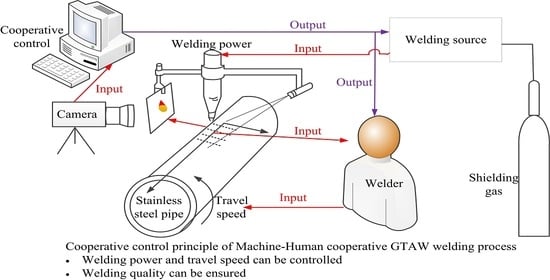
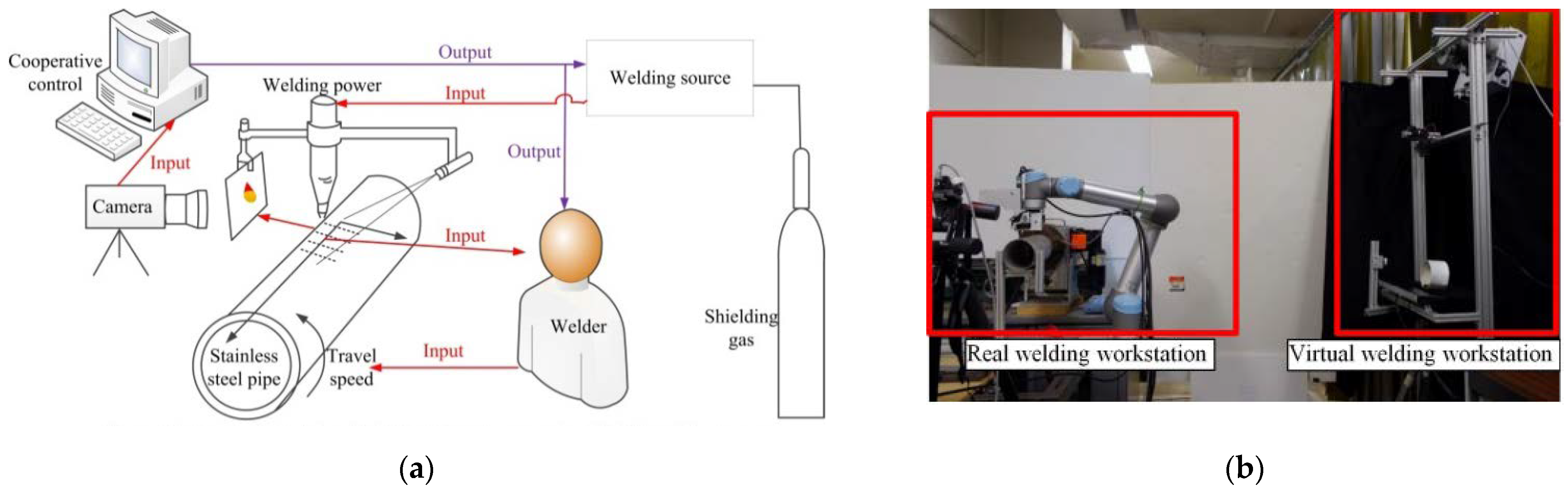
2.1. Experimental System
2.2. Principle of Experiment
2.3. Experimental Process and Parameters
3. Experimental Results and Analysis
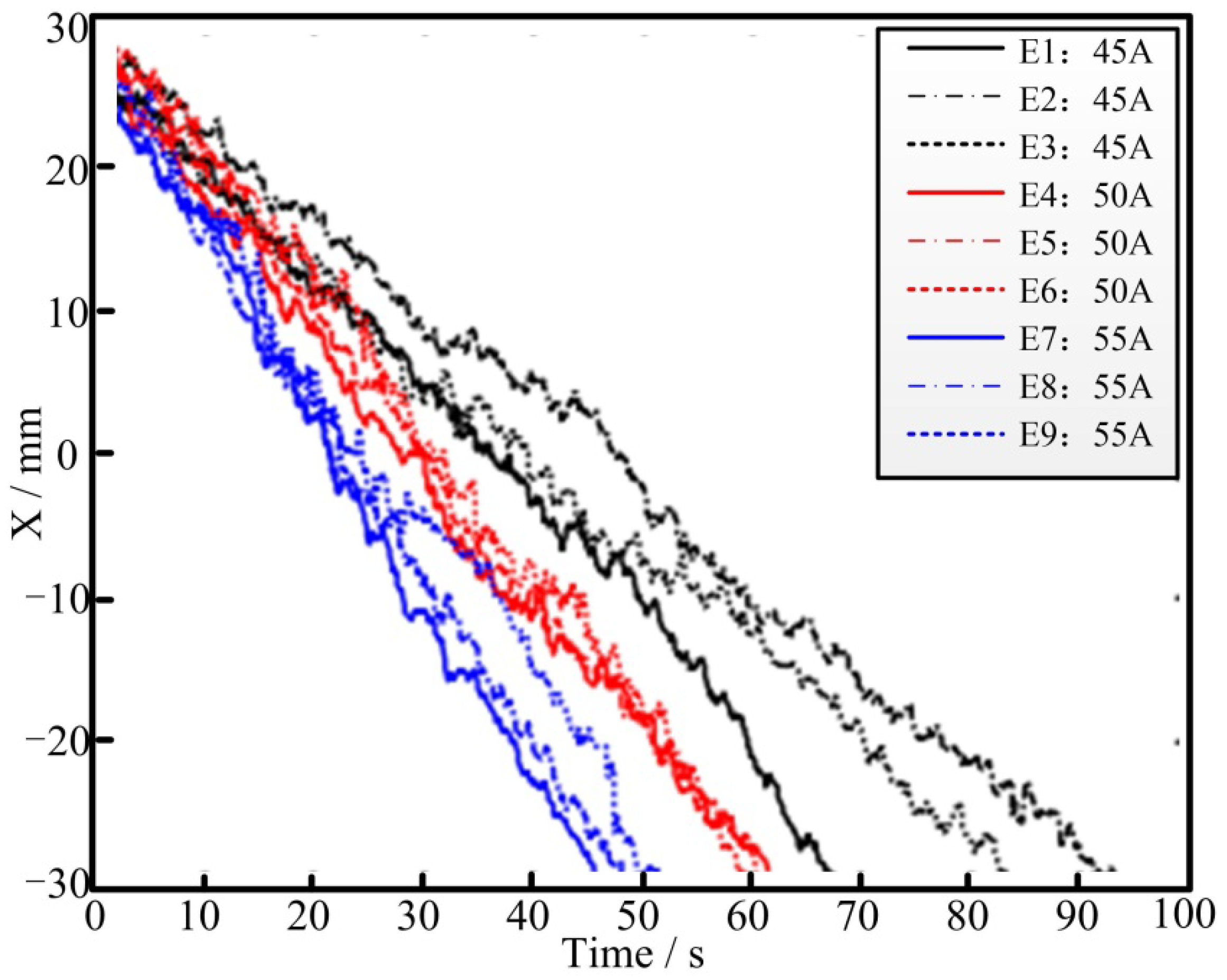
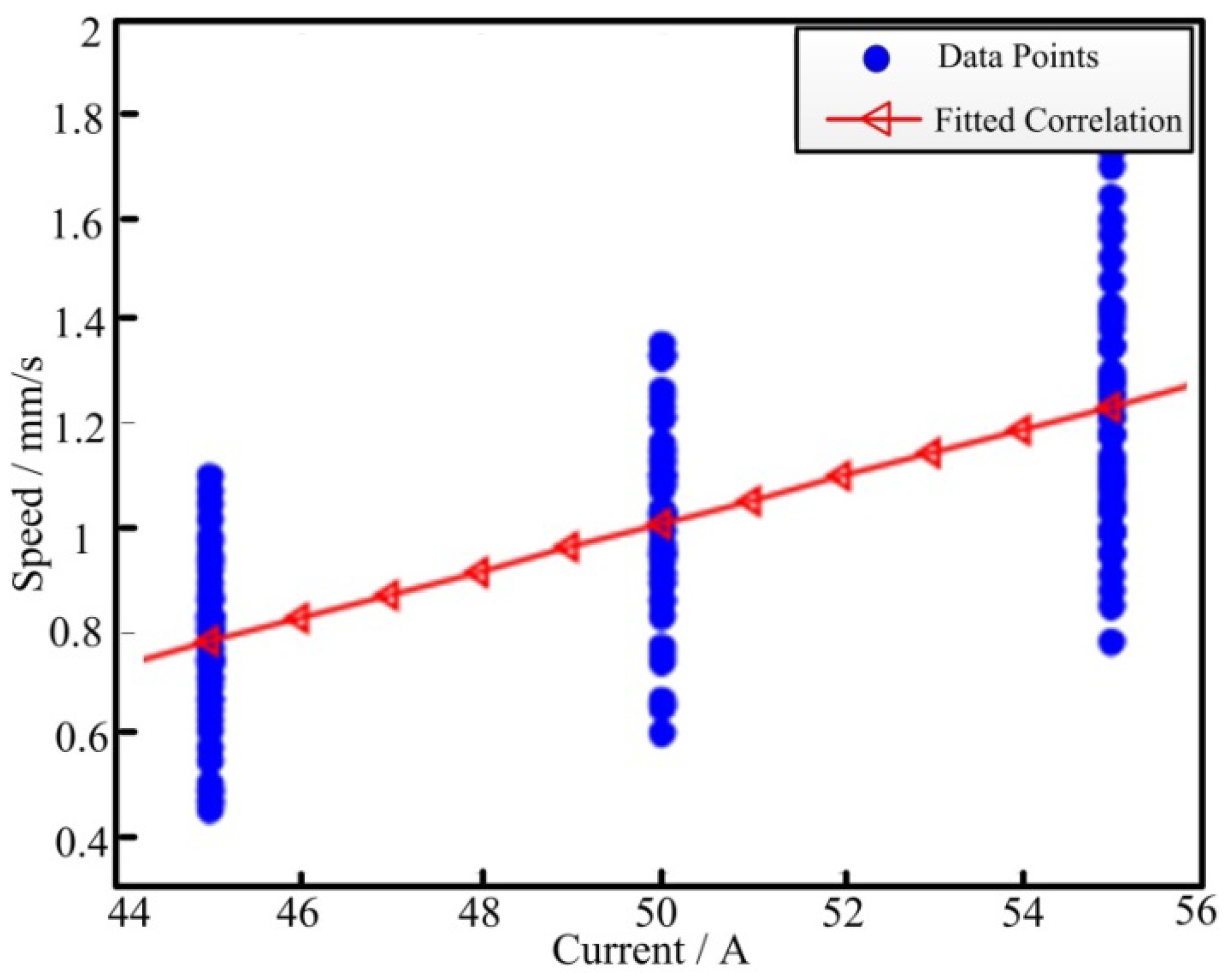
3.1. Relationship between Welding Rate and Current
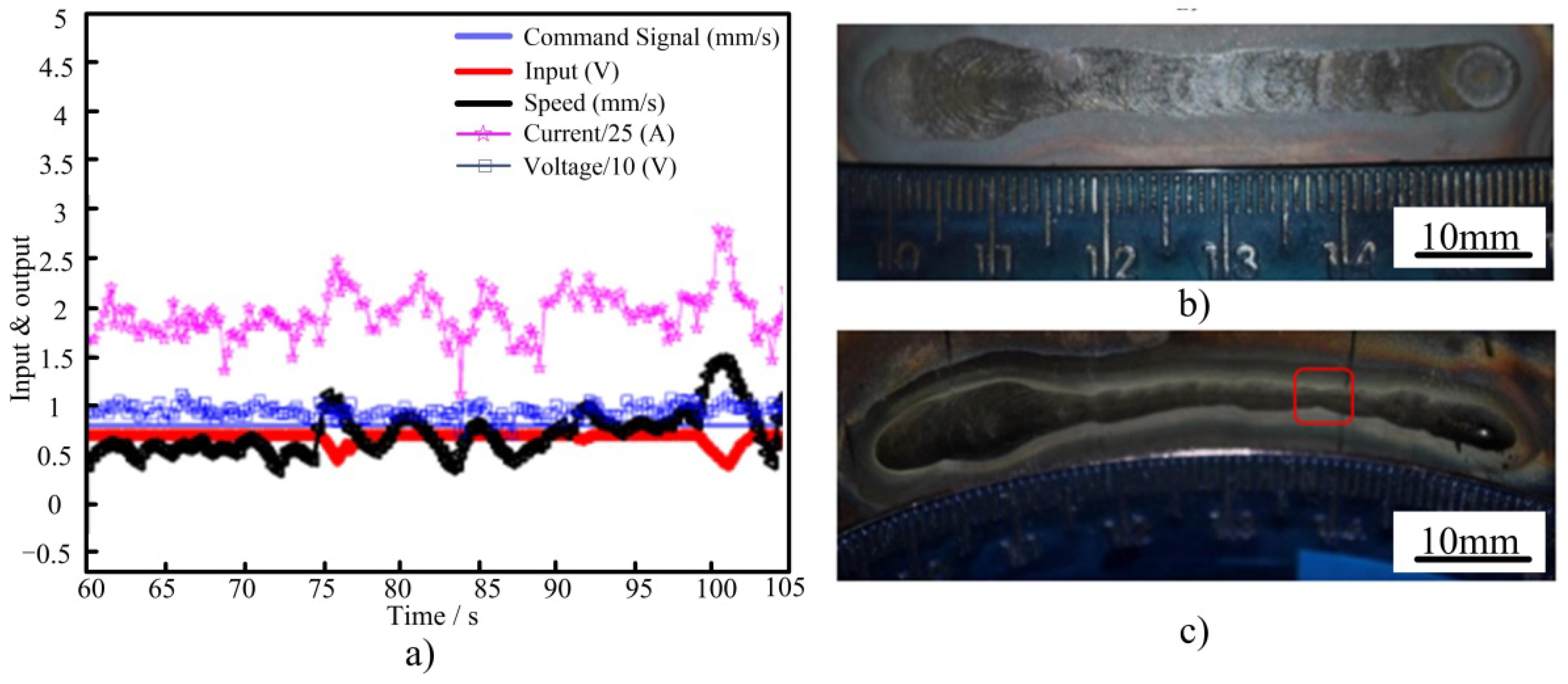
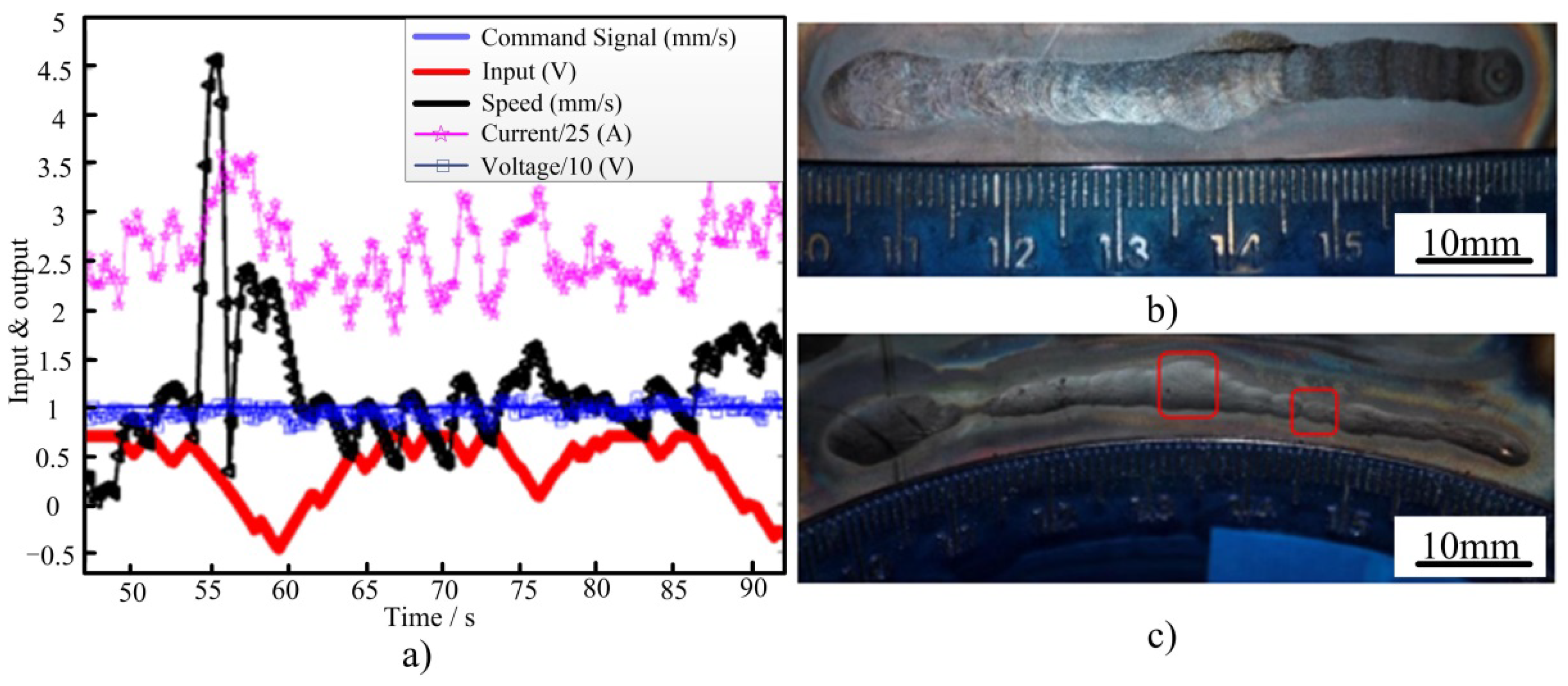
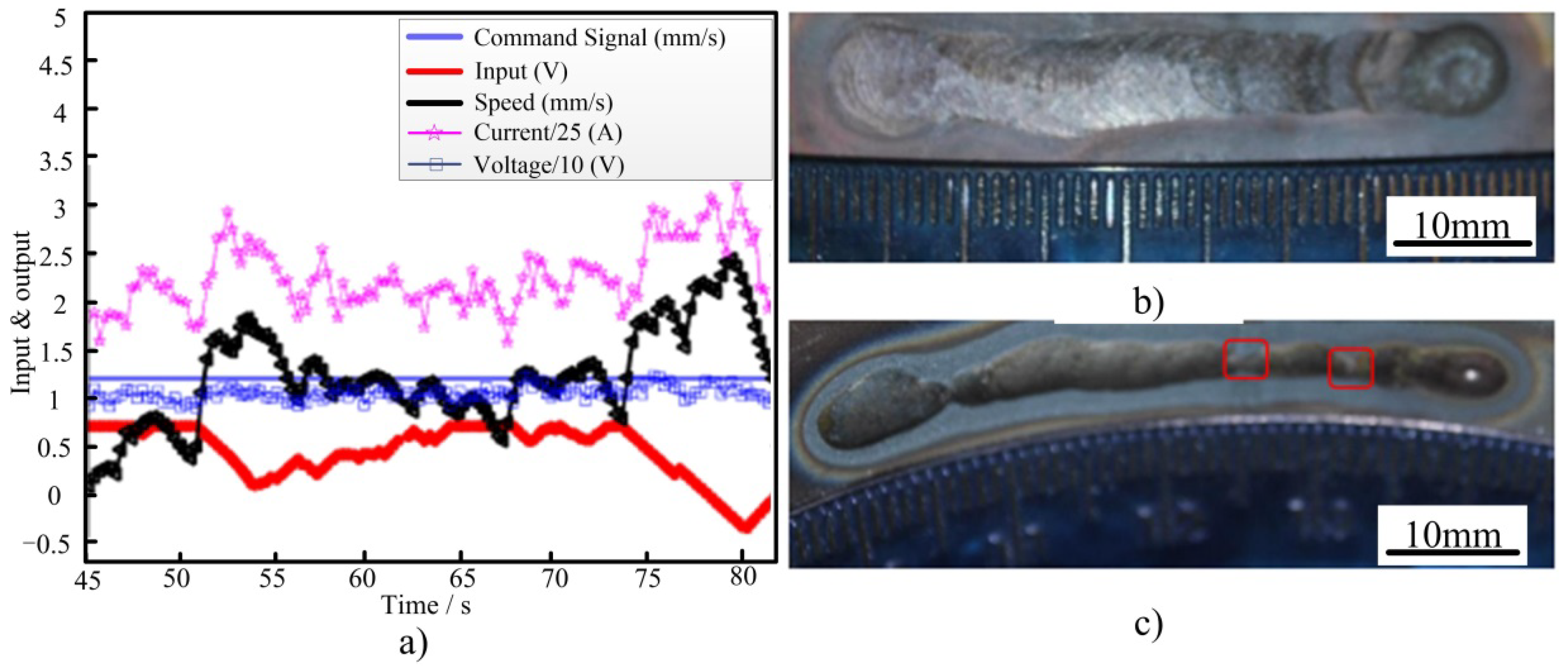
3.2. Speed Control and Current Compensation
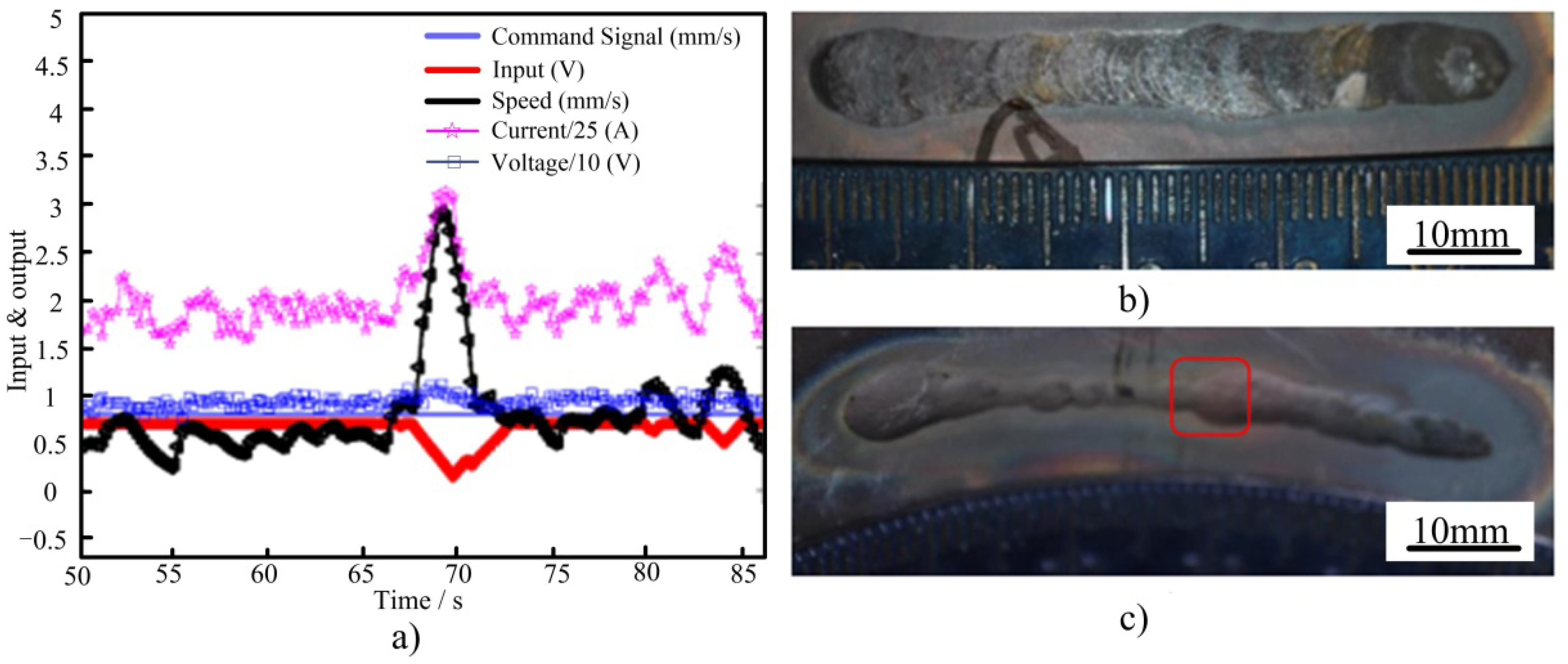
3.3. Stability Verification
4. Conclusions
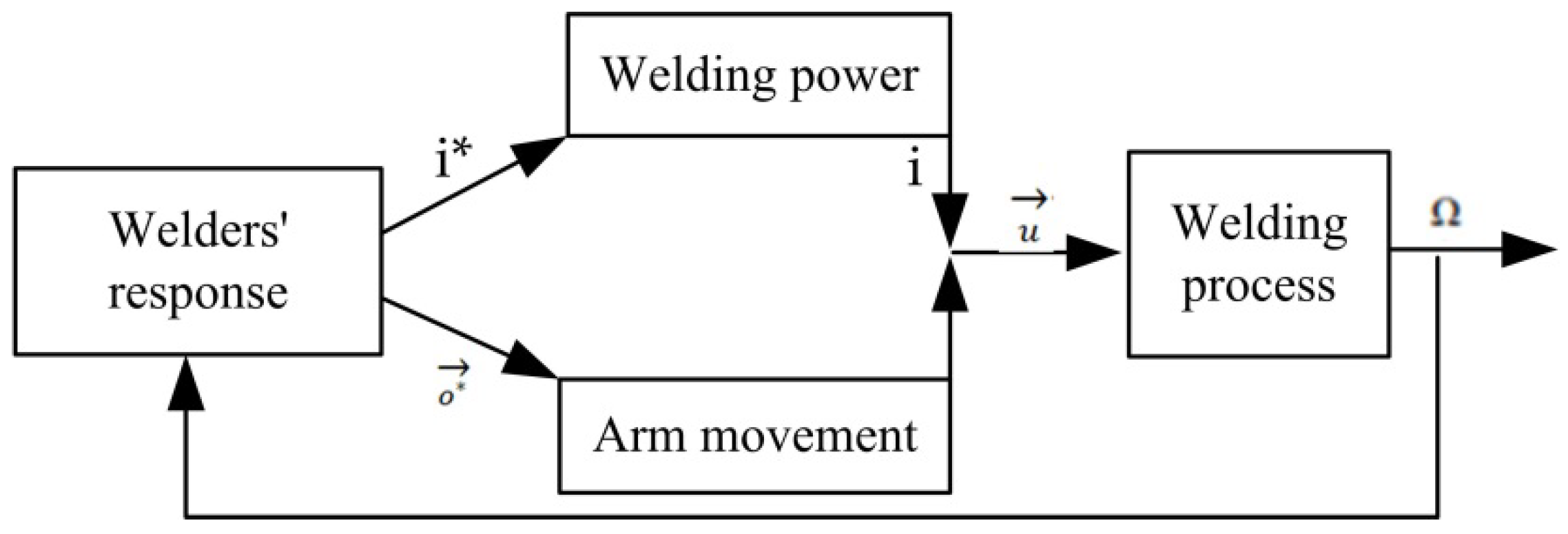
- A model of the relationship between the welding current I and the welding speed s was obtained through a virtual reality welding system by learning the operational experience of skilled welders, i.e., through their empirical skills in regulating the welding speed under different welding current conditions.
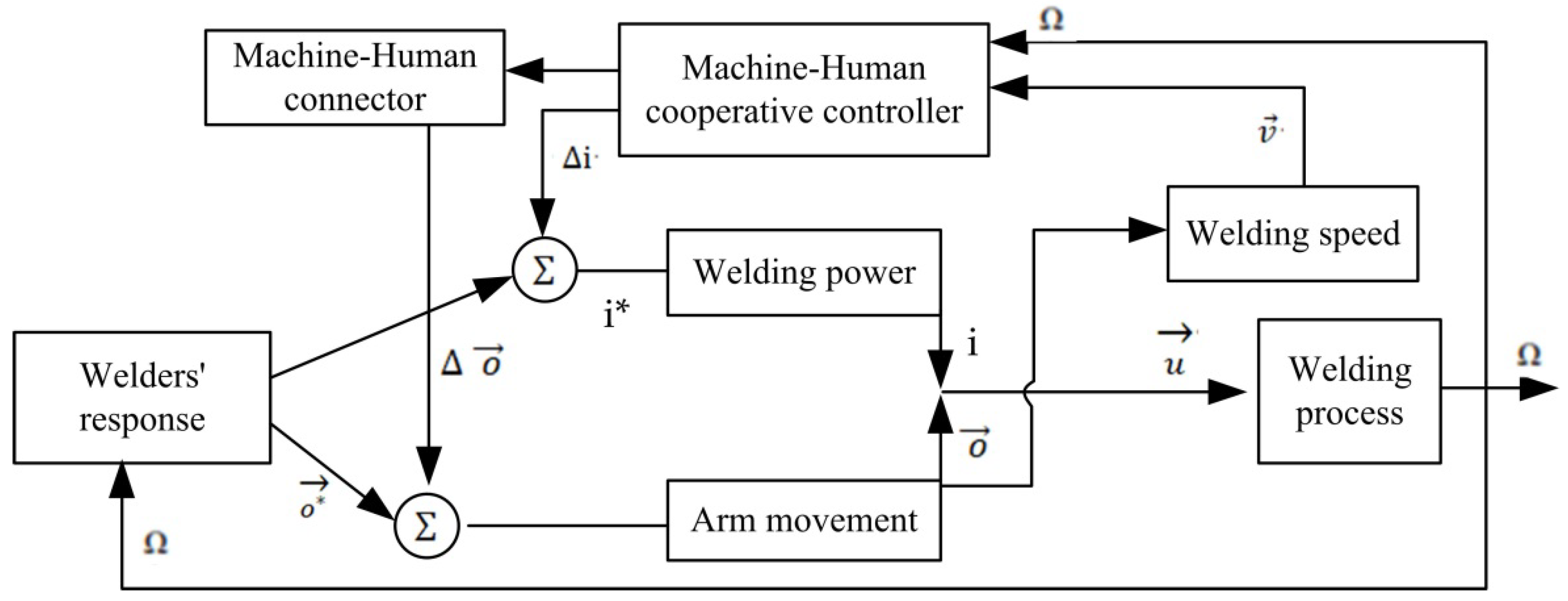
- With the current compensation function of the system controller, the welding current fluctuates linearly with the welding speed, eliminating the effect of fluctuations in welding speed on the heat input.
- The addition of the current compensation function caused small fluctuations in weld voltage (around 1 V) and had little effect on weld penetration.
- The machine–human cooperative control system designed in this paper lays the foundation for the development of a next-generation machine–human cooperative intelligent welding system by relieving the human welders’ reliance on empirical skills through machine decision making and welder implementation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- David, S.A.; DebRoy, T. Current issues and problems in welding science. Science 1992, 257, 497–502. [Google Scholar] [CrossRef]
- Li, L.; Wang, X.; Huang, Y. Analysis of In Situ Optical Signals during Laser Metal Deposition of Aluminum Alloys. Crystals 2021, 11, 589. [Google Scholar] [CrossRef]
- Yan, Z.Y.; Chen, S.J.; Jiang, F.; Zheng, X.; Tian, O.; Cheng, W.; Ma, X. Effect of Asymmetric Material Flow on the Microstructure and Mechanical Properties of 5A06 Al-Alloy Welded Joint by VPPA Welding. Metals 2021, 11, 120. [Google Scholar] [CrossRef]
- Liu, J.; Sun, J.; Wei, S.; Lu, S. The Effect of Nickel Contents on the Microstructure Evolution and Toughness of 800 MPa Grade Low Carbon Bainite Deposited Metal. Crystals 2021, 11, 709. [Google Scholar] [CrossRef]
- Kagermann, H.; Helbig, J.; Hellinger, A. Recommendations for Implementing the Strategic Initiative INDUSTRIE 4.0: Securing the Future of German Manufacturing Industry; Final Report of the Industrie 4.0 Working Group; Forschungsunion: Enschede, The Netherlands, 2013. [Google Scholar]
- Uttrachi, G.D. Welder Shortage Requires New Thinking; American Welding Society: Miami, FL, USA, 2007. [Google Scholar]
- Liu, Y.K.; Zhang, Y.M. Toward welding robot with human knowledge: A remotely-controlled approach. IEEE Trans Actions Autom. Sci. Eng. 2014, 12, 769–774. [Google Scholar] [CrossRef]
- Zhang, W.J.; Zhang, Y.M. Modeling of Human Welder Response to 3D Weld Pool Surface: Part I—Principles. Weld. J. 2012, 91, 310s–318s. [Google Scholar]
- Hang, W.J.; Zhang, Y.M. Modeling of Human Welder Response to 3D Weld Pool Surface: Part II—Results and Analysis. Weld. J. 2012, 91, 329s–337s. [Google Scholar]
- Guu, A.C.; Rokhlin, S.I. Arc weld process control using radiographic sensing. Mater. Eval. 1992, 50, 1344. [Google Scholar]
- Andersen, K. Synchronous Weld Pool Oscillation for Monitoring and Control. Ph.D. Thesis, Vanderbilt University, Nashville, TN, USA, 1993. [Google Scholar]
- Hartman, D.A. Intelligent Control in Arc Welding: Intelligent Engineering Systems through Artificial Neuro Networks; ASME: New York, NY, USA, 1999. [Google Scholar]
- Ohshima, K.; Yamamoto, M.; Tanii, T.; Yamane, S. Digital control of torch position and weld pool in MIG welding using image processing device. IEEE Trans. Ind. Appl. 1992, 28, 607–612. [Google Scholar] [CrossRef]
- Zhang, Y.M.; Kovacevic, R.; Wu, L. Dynamic analysis and identification of gas tungsten arc welding process for weld penetration control. J. Eng. Ind. -Trans. ASME 1996, 118, 123–136. [Google Scholar] [CrossRef]
- Zhang, Y.M.; Kovacevic, R. Neurofuzzy model-based predictive control of weld fusion zone geometry. IEEE Trans. Fuzzy Syst. 1998, 6, 389–401. [Google Scholar] [CrossRef]
- Boo, K.S.; Cho, H.S. A self-organizing fuzzy control of weld pool size in GMA welding process. Control Eng. Pract. 1994, 2, 1007–1018. [Google Scholar] [CrossRef]
- Banerjee, P.; Govardhan, S.; Wikle, H.C.; Liu, H.Y.; Chin, B.A. Infrared sensing for on-line weld geometry monitoring and control. J. Eng. Ind.-Trans. ASME 1995, 117, 323–330. [Google Scholar] [CrossRef]
- Rokhlin, S.I.; Guu, A.C. A study of arc force, pool depression, and weld penetration during gas tungsten arc welding. Weld. J. 1993, 72, 381s–390s. [Google Scholar]
- Kovacevic, R.; Zhang, Y.M. Real-time image processing for monitoring of free weld pool surface. ASME J. Manuf. Sci. Eng. 1997, 119, 161–169. [Google Scholar] [CrossRef]
- Liu, Y.K.; Zhang, Y.M.; Kvidahl, L. Skilled Human Welder Intelligence Modeling and Control: Part 1—Modeling. Weld. J. 2014, 93, 46s–52s. [Google Scholar]
- Liu, Y.K.; Zhang, Y.M.; Kvidahl, L. Skilled Human Welder Intelligence Modeling and Control: Part II—Analysis and Control Applications. Weld. J. 2014, 93, 162s–170s. [Google Scholar]
- Liu, Y.K.; Shao, Z.; Zhang, Y.M. Learning Human Welder Movement in Pipe GTAW: A Virtualized Welding Approach. Weld. J. 2014, 93, 388s–398s. [Google Scholar]
- Chen, S.J.; Huang, N.; Liu, Y.K.; Zhang, Y.M. Machine-Assisted Travel Speed Control in Manual Welding Torch Operation. Int. J. Adv. Manuf. Technol. 2015, 76, 1371–1381. [Google Scholar] [CrossRef]
- Chen, S.J.; Huang, N.; Liu, Y.K.; Zhang, Y.M. Machine Assisted Manual Torch Operation: System Design, Response Modeling, and Speed Control. J. Intell. Manuf. 2016, 28, 1249–1258. [Google Scholar] [CrossRef]
- Liu, Y.K.; Zhang, W.J.; Zhang, Y.M. Adaptive neuro-fuzzy inference system (ANFIS) modeling of human welder’s response to 3D weld pool surface in GTAW. J. Manuf. Sci. Eng.-Trans. ASME 2013, 135, 0210101–02101011. [Google Scholar] [CrossRef]
- Liu, Y.K.; Zhang, W.J.; Zhang, Y.M. Dynamic neuro-fuzzy based human intelligence modeling and control in GTAW. IEEE Trans. Autom. Sci. Eng. 2014, 12, 324–335. [Google Scholar] [CrossRef]
- Chandrasekhar, N.; Vasudevan, M.; Bhaduri, A.K.; Jayakumar, T. Intelligent modeling for estimating weld bead width and depth of penetration from infra-red thermal images of the weld pool. J. Intell. Manuf. 2013, 26, 59–71. [Google Scholar] [CrossRef]
- Zhang, W.J.; Liu, Y.K.; Wang, X.; Zhang, Y.M. Characterization of Three-Dimensional Weld Pool Surface in GTAW. Weld. J. 2012, 91, 195s–203s. [Google Scholar]
- Pandremenos, J.; Chryssolouris, G. A neural network approach for the development of modular product architectures. Int. J. Comput. Integr. Manuf. 2011, 24, 879–887. [Google Scholar] [CrossRef]
- Yan, Z.Y.; Chen, S.J.; Jiang, F.; Zhang, W.; Huang, N. Study and optimization against the gravity effect on mechanical property of VPPA horizontal welding of aluminum alloys. J. Manuf. Process. 2019, 46, 109–117. [Google Scholar] [CrossRef]
- Yan, Z.Y.; Chen, S.J.; Jiang, F.; Zhang, W.; Huang, N.; Chen, R. Control of gravity effects on weld porosity distribution during variable polarity plasma arc welding of aluminum alloys. J. Mater. Process. Technol. 2020, 282, 116693. [Google Scholar] [CrossRef]
- Vora, J.; Patel, V.K.; Srinivasan, S.; Chaudhari, R.; Pimenov, D.Y.; Giasin, K.; Sharma, S. Optimization of Activated Tungsten Inert Gas Welding Process Parameters Using Heat Transfer Search Algorithm: With Experimental Validation Using Case Studies. Metals 2021, 11, 981. [Google Scholar] [CrossRef]
- Liu, Y.K.; Huang, N.; Zhang, Y.M. Human Welder Intelligent Modeling and Control Using Virtualized Welding Platform. In Proceedings of the Technical Program for Annual FABTECH International & AWS Welding Show, Atlanta, GA, USA, 10–13 November 2014. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Welding Current (A) | Welding Speed (mm/s) | Arc Height (mm) | Gas Flow (L/min) |
|---|---|---|---|
| 45, 50, 55 | - | 4 | 11.8 |
| No. | Welding Speed | Welding Current | Arc Height | Gas Flow | Back Shielding Flow |
|---|---|---|---|---|---|
| 1–3 | 0.8 mm/s | 48 A | 3 mm | 12 L/min | 15 L/min |
| 4 | 1.0 mm/s | 50 A | 3 mm | 12 L/min | 15 L/min |
| 5 | 1.2 mm/s | 52 A | 3 mm | 12 L/min | 15 L/min |
| No. | Welding Speed (mm/s) | Average Speed (mm/s) | Error (%) |
|---|---|---|---|
| 1 | 0.8 | 0.739 | 7.6 |
| 2 | 0.8 | 0.842 | 5.2 |
| 3 | 0.8 | 0.753 | 5.9 |
| 4 | 1.0 | 1.074 | 7.4 |
| 5 | 1.2 | 1.956 | 0.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, N.; Zhang, J.; Zhang, T.; Zheng, X.; Yan, Z. Control of Welding Speed and Current in Machine–Human Cooperative Welding Processes. Crystals 2022, 12, 235. https://doi.org/10.3390/cryst12020235
Huang N, Zhang J, Zhang T, Zheng X, Yan Z. Control of Welding Speed and Current in Machine–Human Cooperative Welding Processes. Crystals. 2022; 12(2):235. https://doi.org/10.3390/cryst12020235
Chicago/Turabian StyleHuang, Ning, Junlin Zhang, Tiemin Zhang, Xing Zheng, and Zhaoyang Yan. 2022. "Control of Welding Speed and Current in Machine–Human Cooperative Welding Processes" Crystals 12, no. 2: 235. https://doi.org/10.3390/cryst12020235
APA StyleHuang, N., Zhang, J., Zhang, T., Zheng, X., & Yan, Z. (2022). Control of Welding Speed and Current in Machine–Human Cooperative Welding Processes. Crystals, 12(2), 235. https://doi.org/10.3390/cryst12020235