
Gypsum Seeding to Prevent Scaling



Abstract
:1. Introduction
2. Materials and Methods
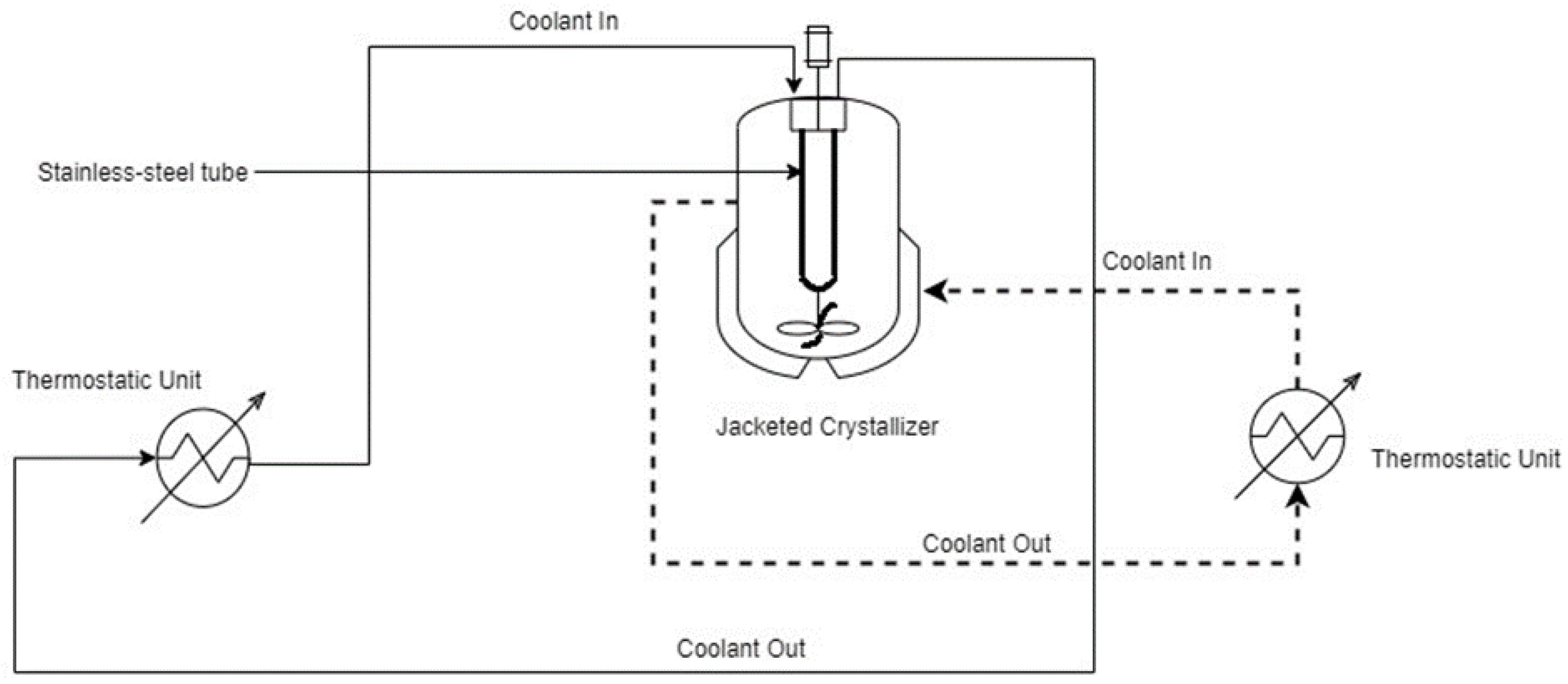
2.1. Experimental Equipment
2.2. Feed Solution Preparation
2.3. Seeds Preparation
2.4. Experimental Procedure
2.5. Measurement/Analytical Techniques
3. Results and Discussion
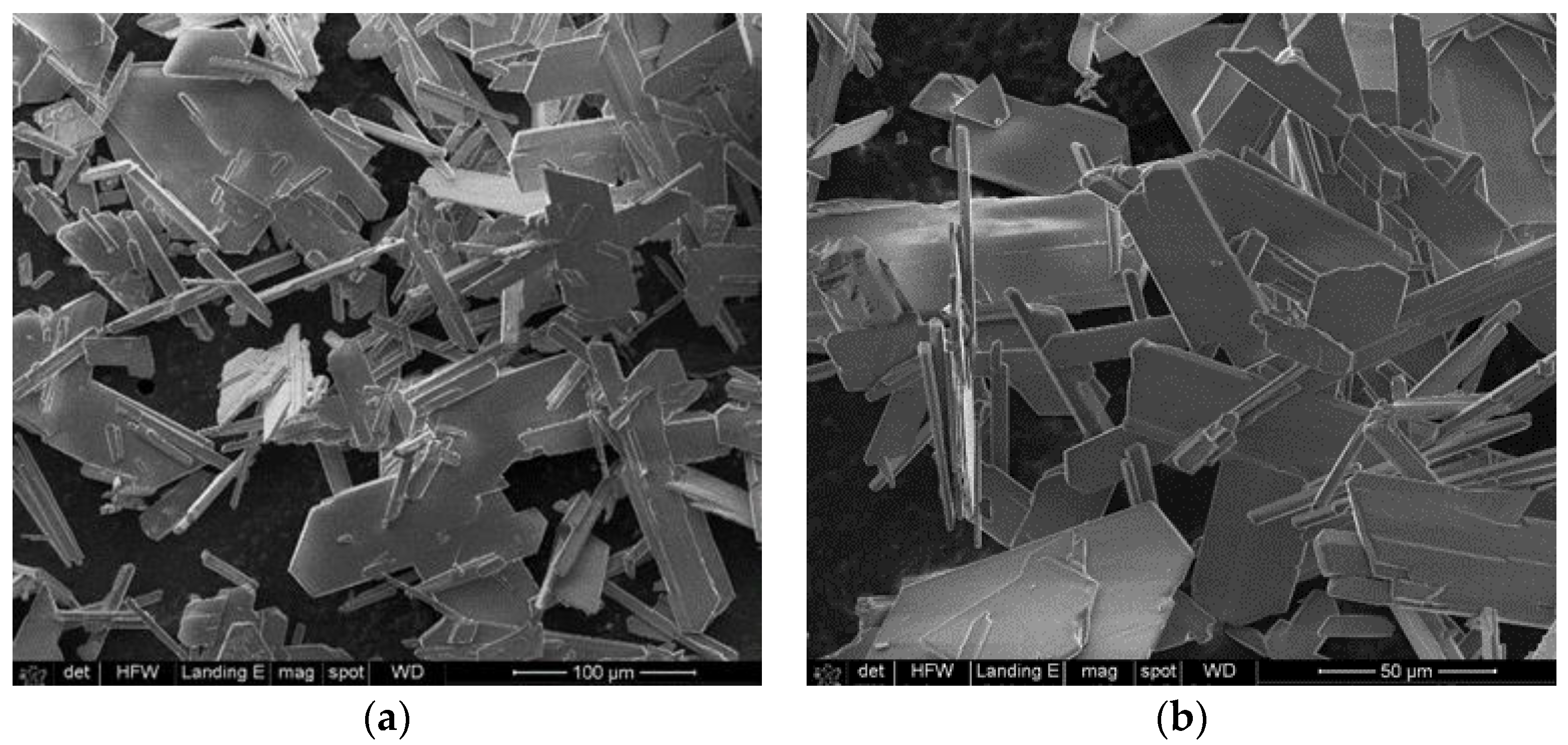
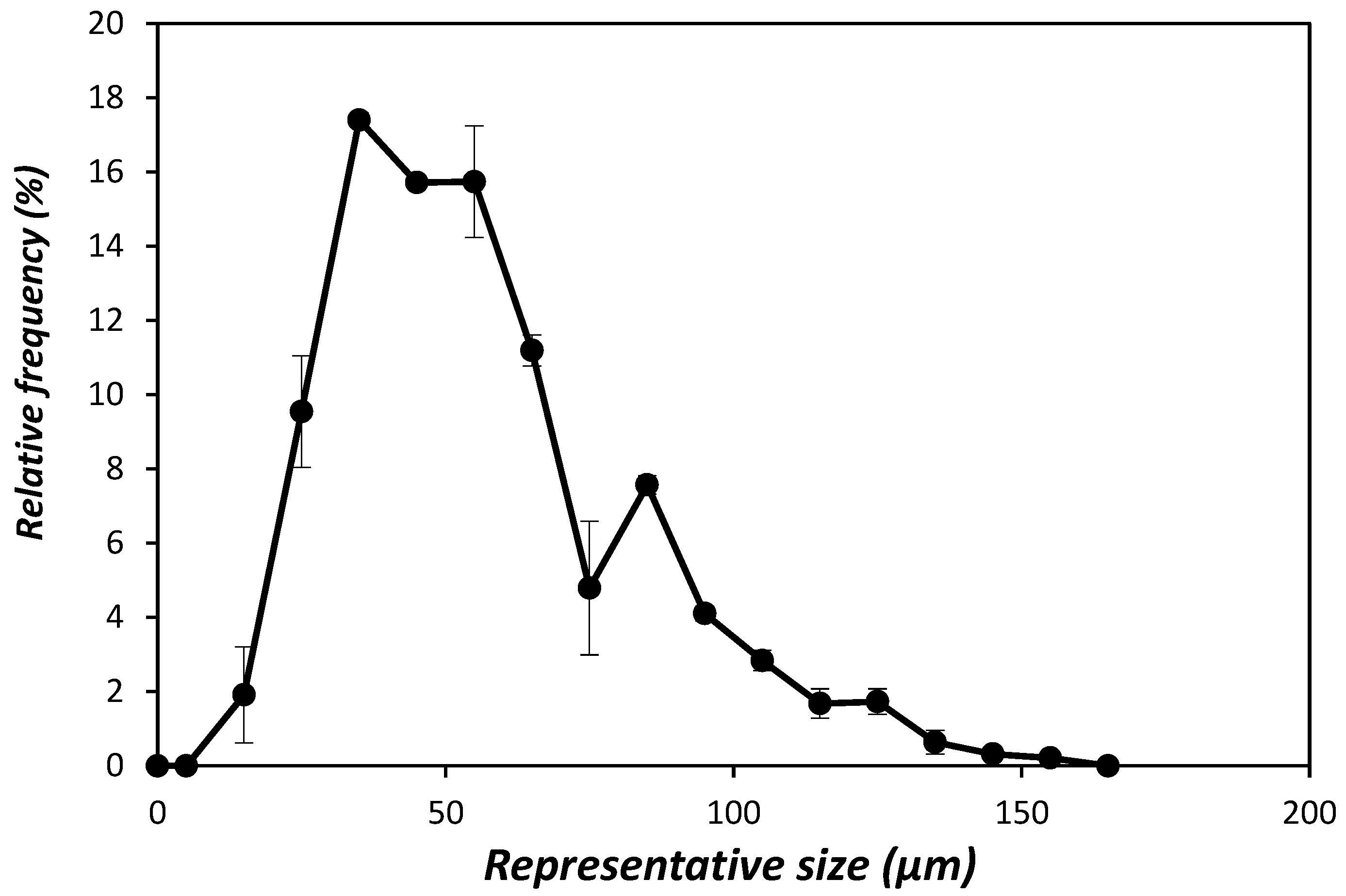
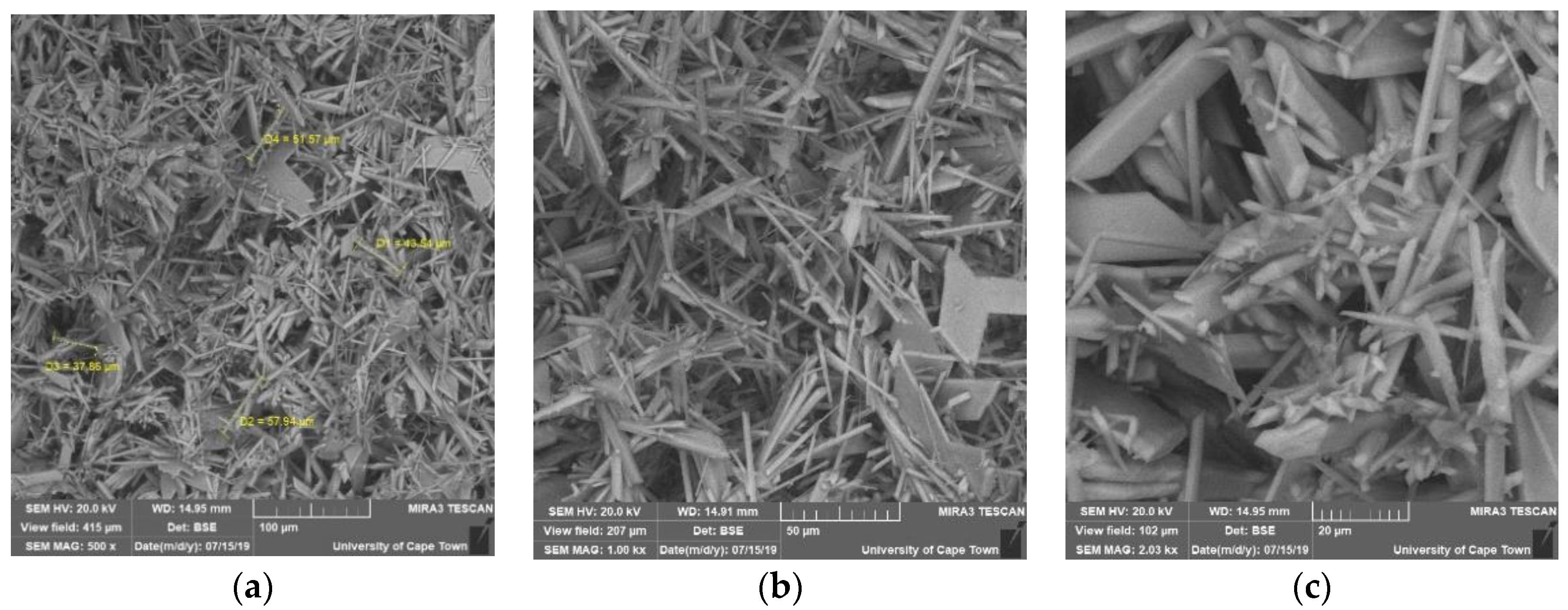
3.1. Seed Crystals
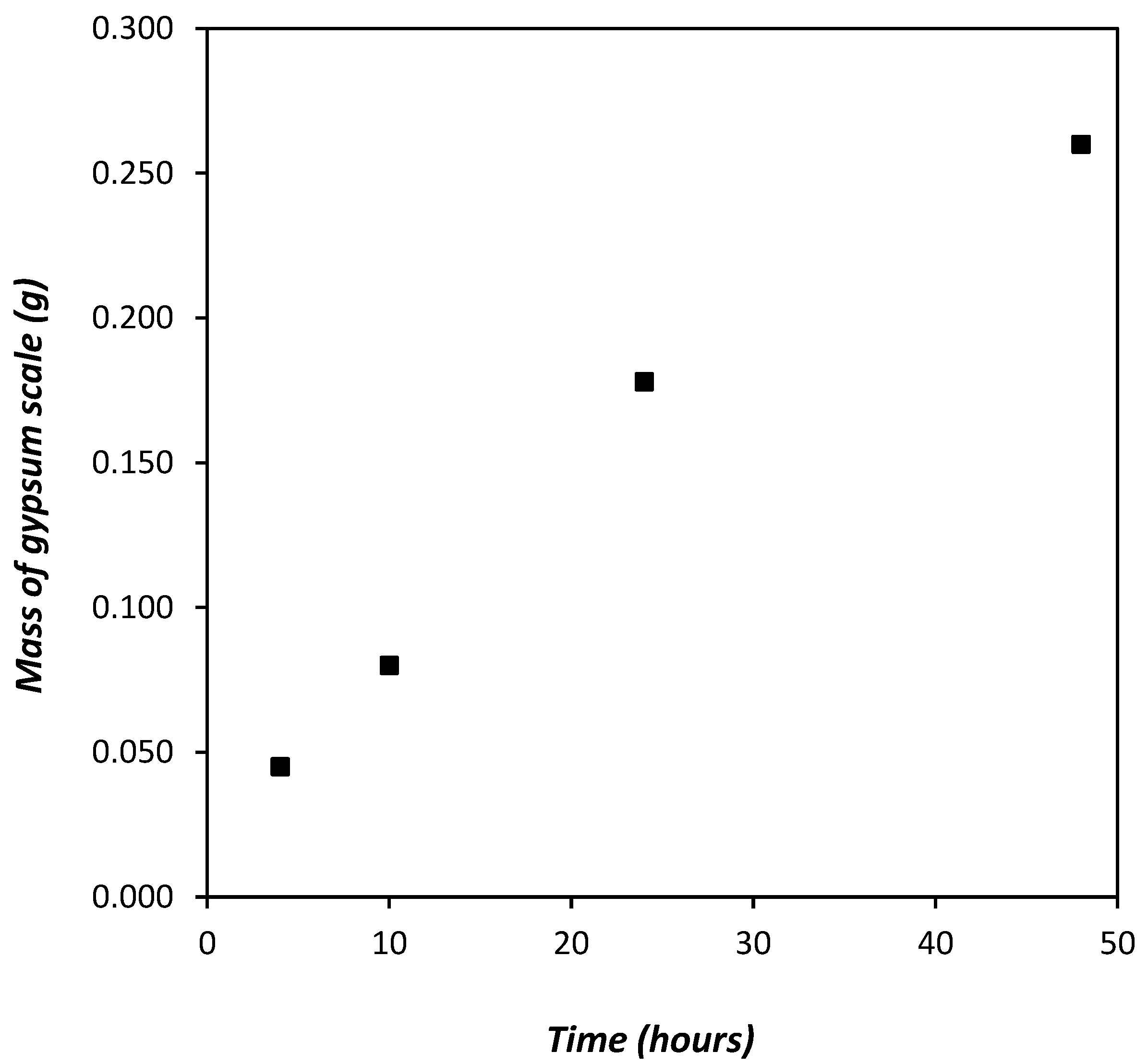
3.2. Preliminary Experiments
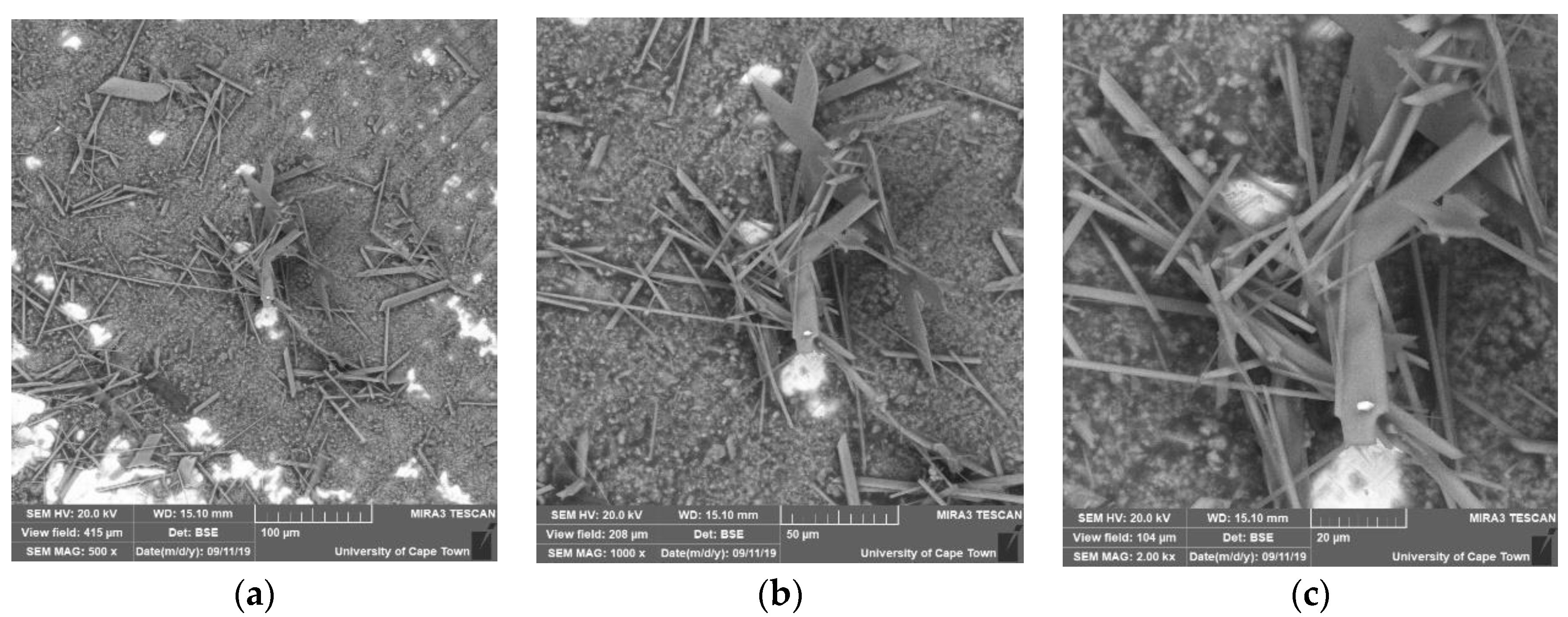
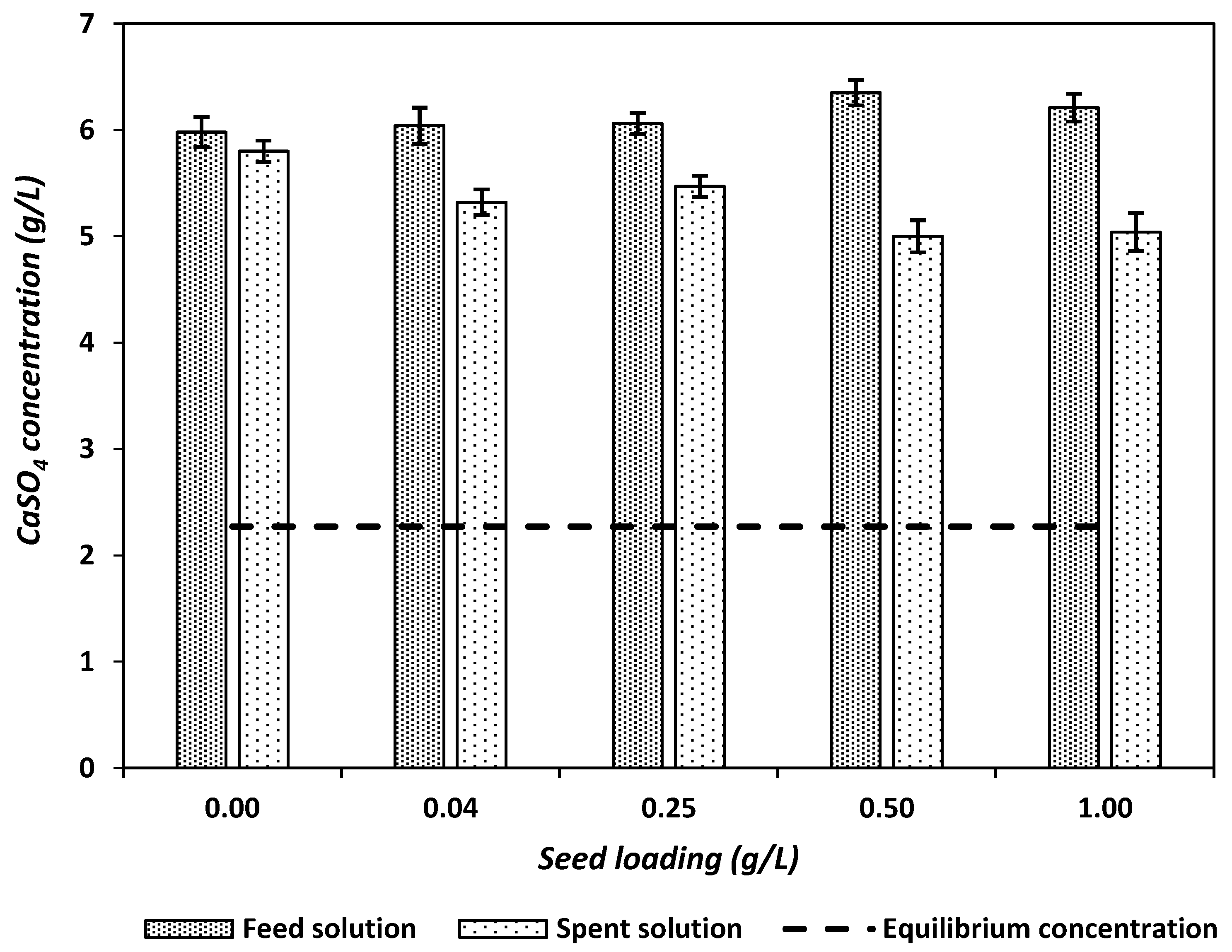
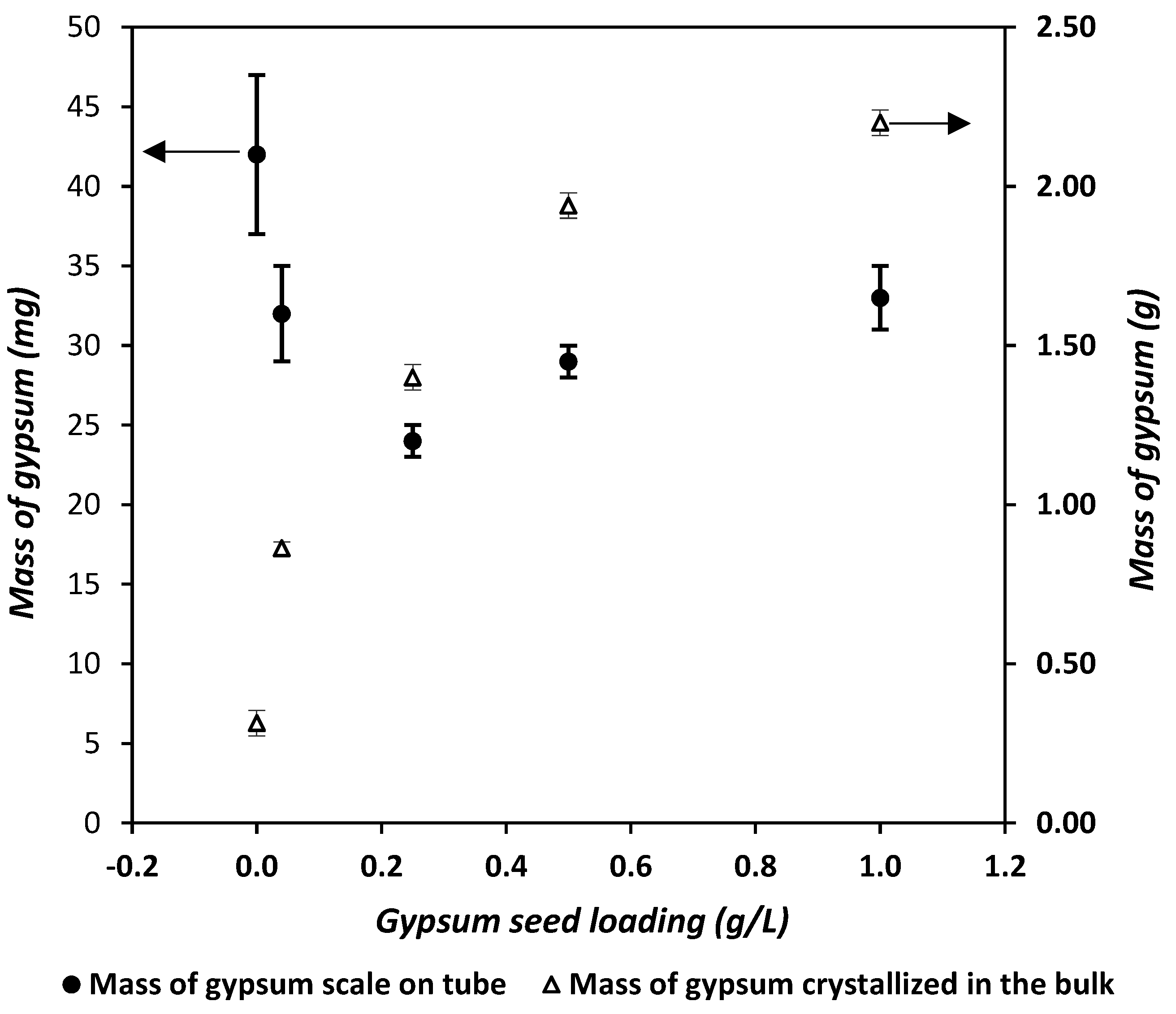
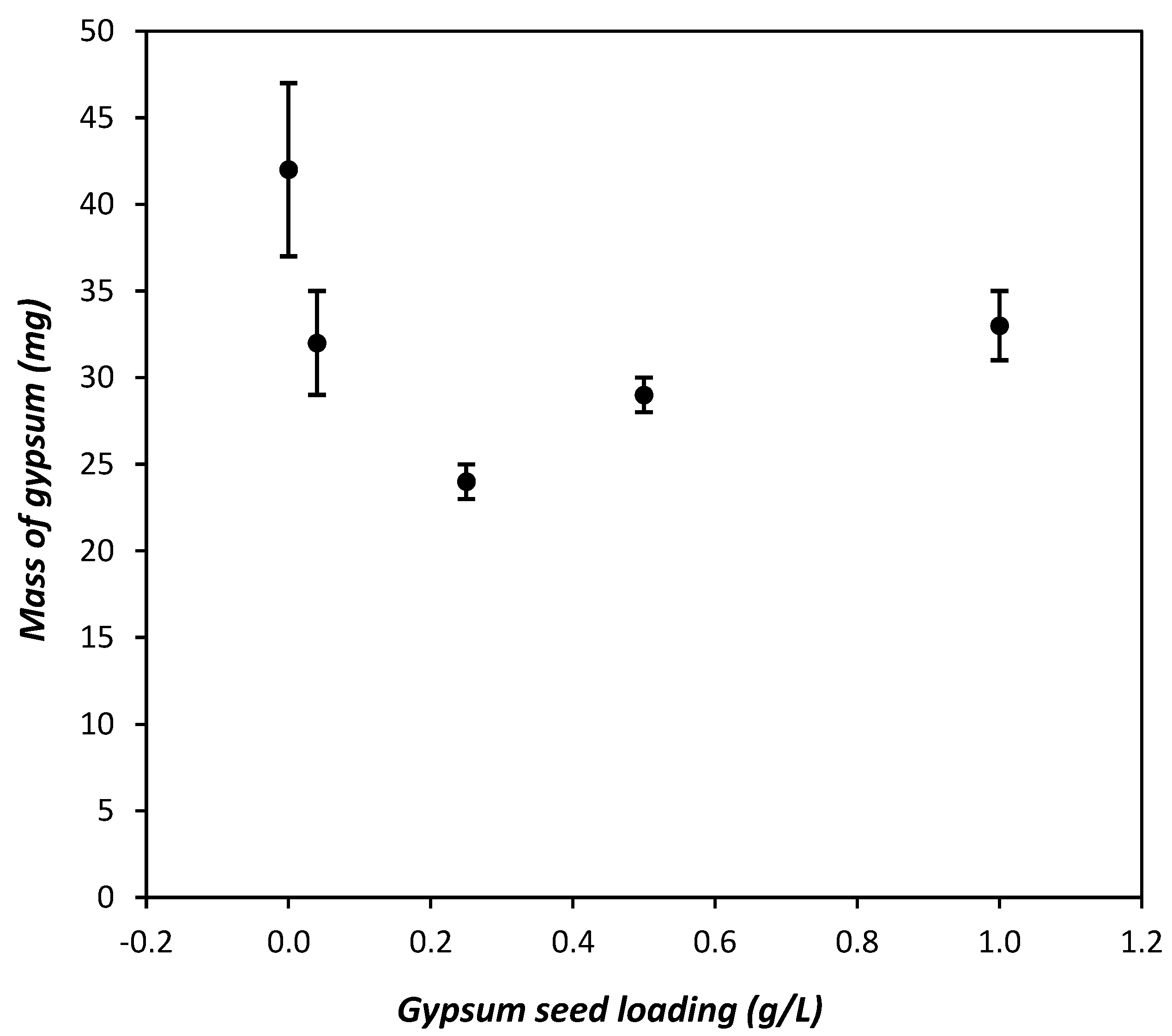
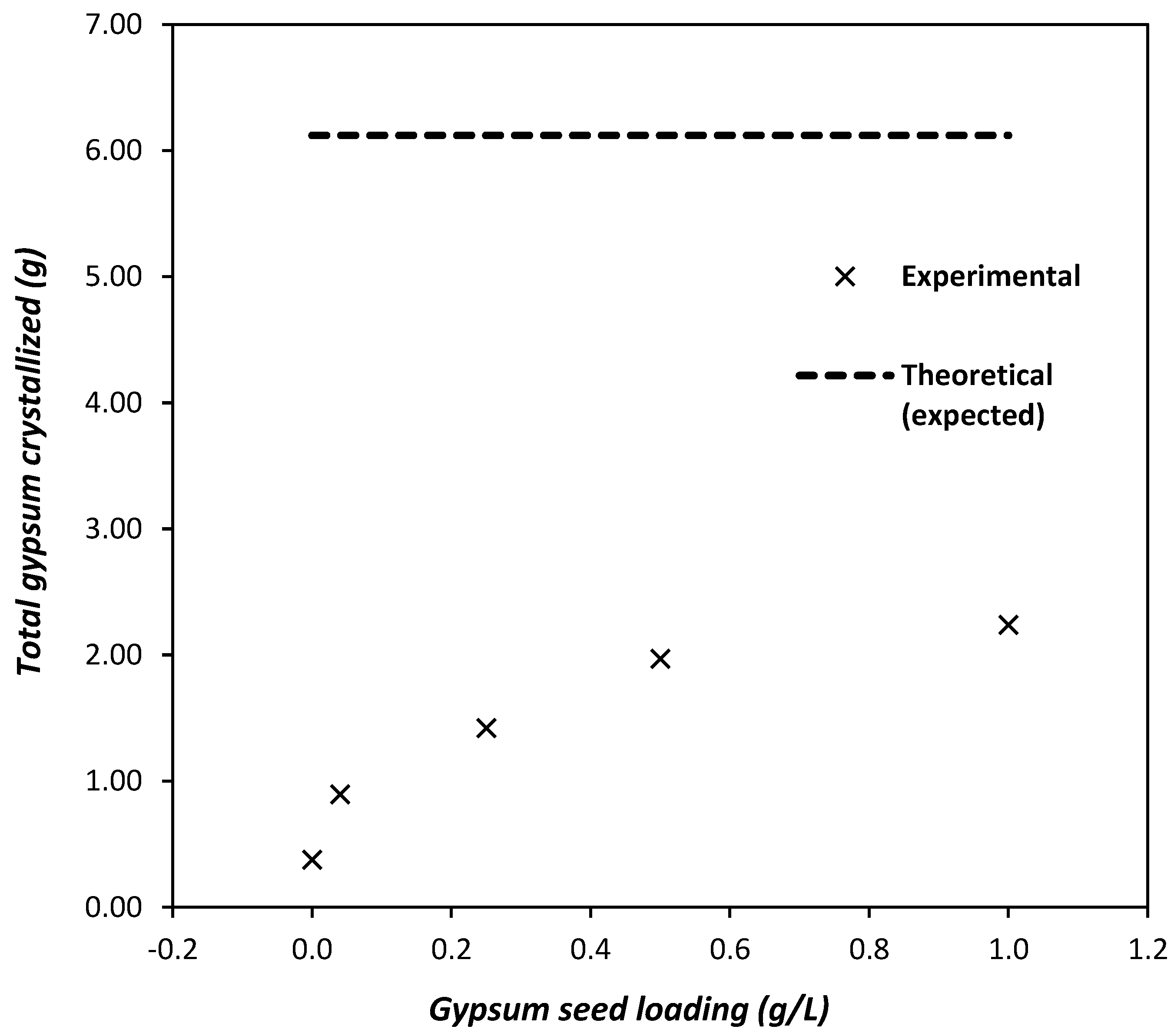
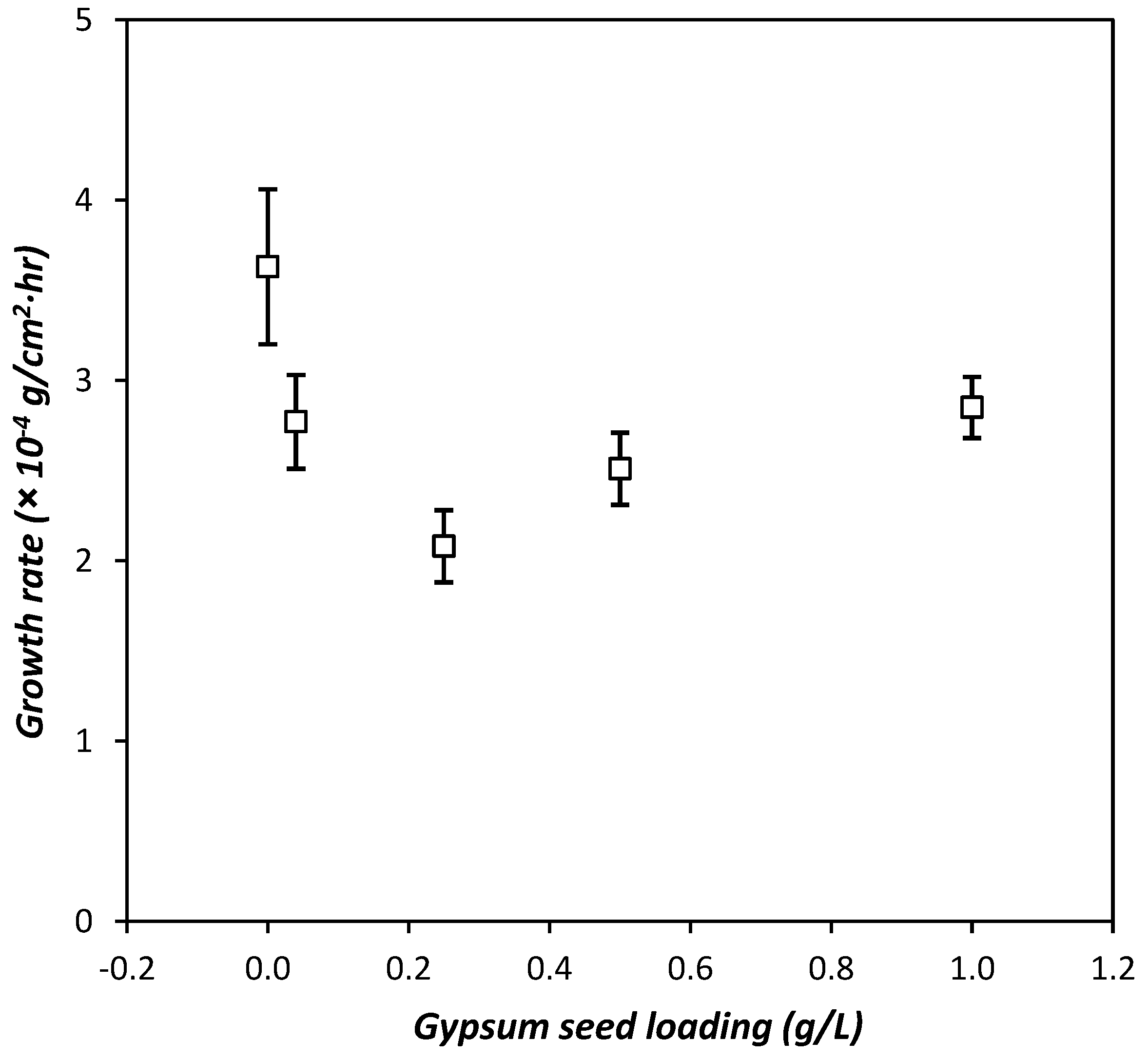
3.3. Effect of Increasing Gypsum Seed Loading on Gypsum Scale Formation
4. Conclusions
5. Recommendation
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter. | Value/Range (mJ/m2) | Source |
|---|---|---|
| Stainless-steel surface free energy, | 37 | [35] |
| Dispersive component of stainless-steel surface free energy, | 33.72 | [36] |
| Water surface tension, | 72.8 | [37] |
| Dispersive component of water surface tension, | 21.8 | [37] |
| Gypsum surface free energy, | 37 | [18] |
| Dispersive component of gypsum surface free energy, | 25.7–47.1 | [37] |
References
- Fakir, S. The Industrialisation Debate in SA—What Are the Lessons? Available online: https://www.engineeringnews.co.za/article/the-industrialisation-debate-in-sa-what-are-the-lessons-2018-09-21/rep_id:4136 (accessed on 27 October 2020).
- Claassen, M.; Masangane, W. The Current State and Future Priorities of Brine Research in South Africa: Workshop Proceedings; KV338/15; W.R. Commission: Pretoria, South Africa, 2015. [Google Scholar]
- Van der Merwe, I.W.; Lourens, A.; Waygood, C. An Investigation of Innovative Approaches to Brine Handling; 1669/1/09; W.R. Commission: Pretoria, South Africa, 2010. [Google Scholar]
- Macedonio, F.; Katzir, L.; Geisma, N.; Simone, S.; Drioli, E.; Gilron, J. Wind-Aided Intensified eVaporation (WAIV) and Membrane Crystallizer (MCr) integrated brackish water desalination process: Advantages and drawbacks. Desalination 2011, 273, 127–135. [Google Scholar] [CrossRef]
- Randall, D.G.; Nathoo, J.; Lewis, A.E. A case study for treating a reverse osmosis brine using Eutectic Freeze Crystallization—Approaching a zero waste process. Desalination 2011, 266, 256–262. [Google Scholar] [CrossRef]
- Helalizadeh, A.; Müller-Steinhagen, H.; Jamialahmadi, M. Mixed salt crystallisation fouling. Chem. Eng. Process. Process Intensif. 2000, 39, 29–43. [Google Scholar] [CrossRef] [Green Version]
- Benecke, J.; Haas, M.; Baur, F.; Ernst, M. Investigating the development and reproducibility of heterogeneous gypsum scaling on reverse osmosis membranes using real-time membrane surface imaging. Desalination 2018, 428, 161–171. [Google Scholar] [CrossRef]
- Jaramillo, H.; Boo, C.; Hashmi, S.M.; Elimelech, M. Zwitterionic coating on thin-film composite membranes to delay gypsum scaling in reverse osmosis. J. Membr. Sci. 2021, 618, 118568. [Google Scholar] [CrossRef]
- Matin, A.; Rahman, F.; Shafi, H.Z.; Zubair, S.M. Scaling of reverse osmosis membranes used in water desalination: Phenomena, impact, and control; future directions. Desalination 2019, 455, 135–157. [Google Scholar] [CrossRef]
- Amjad, Z. Calcium sulfate dihydrate (gypsum) scale formation on heat exchanger surfaces: The influence of scale inhibitors. J. Colloid Interface Sci. 1988, 123, 523–536. [Google Scholar] [CrossRef]
- Hasson, D.; Avriel, M.; Resnick, W.; Rozenman, T.; Windreich, S. Mechanism of Calcium Carbonate Scale Deposition on Heat-Transfer Surfaces. Ind. Eng. Chem. Fundam. 1968, 7, 59–65. [Google Scholar] [CrossRef]
- Gill, J.S.; Nancollas, G.H. Kinetics of growth of calcium sulfate crystals at heated metal surfaces. J. Cryst. Growth 1980, 48, 34–40. [Google Scholar] [CrossRef]
- Linnikov, O.D. Investigation of the initial period of sulphate scale formation Part 1. Kinetics and mechanism of calcium sulphate surface nucleation at its crystallization on a heat-exchange surface. Desalination 1999, 122, 1–14. [Google Scholar] [CrossRef]
- Linnikov, O.D. Investigation of the initial period of sulphate scale formation Part 2. Kinetics of calcium sulphate crystal growth at its crystallization on a heat-exchange surface. Desalination 2000, 128, 35–46. [Google Scholar] [CrossRef]
- Mwaba, M.G.; Rindt, C.C.M.; Van Steenhoven, A.A.; Vorstman, M.A.G. Experimental investigation of CaSO4 crystallization on a flat Plate. Heat Transf. Eng. 2006, 27, 42–54. [Google Scholar] [CrossRef]
- Kashchiev, D. On the relation between nucleation work, nucleus size, and nucleation rate. J. Chem. Phys. 1982, 76, 5098–5102. [Google Scholar] [CrossRef]
- Mersmann, A.; Eble, A.; Heyer, C. Crystal Growth. In Crystallization Technology Handbook; Mersmann, A., Ed.; Marcel Dekker, Inc.: New York, NY, USA, 2001. [Google Scholar]
- Mullin, J.W. Crystallization, 4th ed.; Butterworth-Heinemann: Oxford, UK, 2001. [Google Scholar]
- Jagadesh, D.; Kubota, N.; Yokota, M.; Sato, A.; Tavare, N.S. Large and mono-sized product crystals from natural cooling mode batch crystallizer. J. Chem. Eng. Jpn. 1996, 29, 865–873. [Google Scholar] [CrossRef] [Green Version]
- Lewis, A.E.; Seckler, M.; Kramer, H.J.M.; Rosmalen, G. Industrial Crystallization: Fundamentals and Applications; Cambridge University Press: Cambridge, UK, 2015. [Google Scholar]
- Doki, N.; Kubota, N.; Sato, A.; Yokota, M.; Hamada, O.; Masumi, F. Scaleup experiments on seeded batch cooling crystallization of potassium alum. AIChE J. 1999, 45, 2527–2533. [Google Scholar] [CrossRef]
- Doki, N.; Kubota, N.; Yokota, M.; Chianese, A. Determination of critical seed loading ratio for the production of crystals of uni-modal size distribution in batch cooling crystallization of potassium alum. J. Chem. Eng. Jpn. 2002, 35, 670–676. [Google Scholar] [CrossRef]
- Wang, H.; Wang, D.; Li, Z.; Demopoulos, G.P. Solubility and scale prevention of gypsum in transportation pipes of well brine with salinities up to 5 M at temperature range of 278–298 K. Desalination Water Treat. 2012, 22, 78–86. [Google Scholar] [CrossRef] [Green Version]
- Liu, S.T.; Nancollas, G.H. The kinetics of crystal growth of calcium sulfate dihydrate. J. Cryst. Growth 1970, 6, 281–289. [Google Scholar] [CrossRef]
- Doki, N.; Kubota, N.; Sato, A.; Yokota, M. Effect of cooling mode on product crystal size in seeded batch crystallization of potassium alum. Chem. Eng. J. 2001, 81, 313–316. [Google Scholar] [CrossRef]
- Aspeling, B.J.; Chivavava, J.; Lewis, A.E. Selective salt crystallization from a seeded ternary eutectic system in Eutectic Freeze crystallization. Sep. Purif. Technol. 2020, 248, 117019. [Google Scholar] [CrossRef]
- Randall, D.G.; Nathoo, J.; Lewis, A.E. Seeding for selective salt recovery during eutectic freeze crystallization. In Proceedings of the International Mine Water Conference, Pretoria, South Africa, 19–23 October 2009. [Google Scholar]
- Randall, D.G. Development of a Brine Treatment Protocol Using Eutectic Freeze Crystallization. Ph.D. Thesis, University of Cape Town, Cape Town, South Africa, 2010. [Google Scholar]
- Randall, D.G.; Mohamed, R.; Nathoo, J.; Rossenrode, H.; Lewis, A.E. Improved calcium sulfate recovery from a reverse osmosis retentate using eutectic freeze crystallization. Water Sci. Technol. 2013, 67, 139–146. [Google Scholar] [CrossRef] [PubMed]
- Adams, J.F.; Papangelakis, V.G. Gypsum scale formation in continuous neutralization reactors. Can. Metall. Q. 2013, 39, 421–432. [Google Scholar] [CrossRef]
- Gainey, R.J.; Thorp, C.A.; Cadwallader, E.A. CaSO4 seeding prevents CaSO4 scale. Ind. Eng. Chem. 1963, 55, 39–43. [Google Scholar] [CrossRef]
- Oshchepkov, M.; Popov, K.; Kovalenko, A.; Redchuk, A.; Dikareva, J.; Pochitalkina, I. Initial stages of gypsum nucleation: The role of “nano/microdust”. Minerals 2020, 10, 1083. [Google Scholar] [CrossRef]
- Choi, J.Y.; Lee, T.; Cheng, Y.; Cohen, Y. Observed crystallization induction time in seeded gypsum crystallization. Ind. Eng. Chem. Res. 2019, 58, 23359–23365. [Google Scholar] [CrossRef]
- OLI Systems Inc. OLI Studio 10.0 User Guide; OLI Systems Inc.: Morris Plains, NJ, USA, 2020. [Google Scholar]
- MacAdam, J.; Parsons, S.A. Calcium carbonate scale formation and control. Environ. Sci. Bio Technol. 2004, 3, 11. [Google Scholar] [CrossRef]
- Ozbay, S.; Erbil, H.Y. Ice accretion by spraying supercooled droplets is not dependent on wettability and surface free energy of substrates. Colloids Surf. A Physicochem. Eng. Asp. 2016, 504, 210–218. [Google Scholar] [CrossRef]
- Nikoo, A.H.; Kalantariasl, A.; Malayeri, M.R. Propensity of gypsum precipitation using surface energy approach. J. Mol. Liq. 2020, 300, 112320. [Google Scholar] [CrossRef]













Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chagwedera, T.M.; Chivavava, J.; Lewis, A.E. Gypsum Seeding to Prevent Scaling. Crystals 2022, 12, 342. https://doi.org/10.3390/cryst12030342
Chagwedera TM, Chivavava J, Lewis AE. Gypsum Seeding to Prevent Scaling. Crystals. 2022; 12(3):342. https://doi.org/10.3390/cryst12030342
Chicago/Turabian StyleChagwedera, Taona Malvin, Jemitias Chivavava, and Alison Emslie Lewis. 2022. "Gypsum Seeding to Prevent Scaling" Crystals 12, no. 3: 342. https://doi.org/10.3390/cryst12030342
APA StyleChagwedera, T. M., Chivavava, J., & Lewis, A. E. (2022). Gypsum Seeding to Prevent Scaling. Crystals, 12(3), 342. https://doi.org/10.3390/cryst12030342