
Experimental Investigation and Prediction of Mechanical Properties in a Fused Deposition Modeling Process


Abstract
:1. Introduction
2. Materials and Methods
2.1. 3D Printer and Materials
2.2. Experimental Design
2.3. Specimen Fabrication
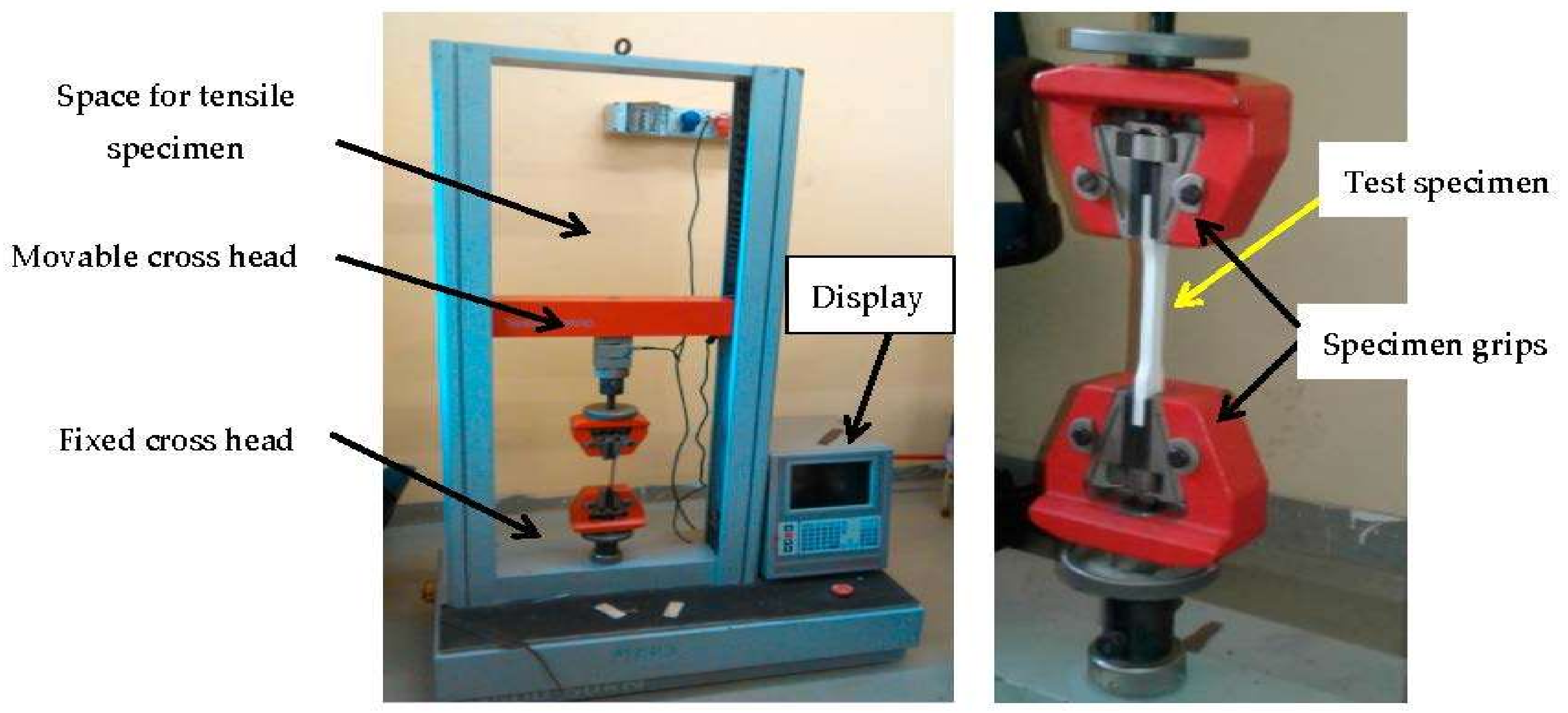
2.4. Experimental Procedure
2.5. Adaptive Neuro-Fuzzy Modeling
2.6. Artificial Neural Network Modeling
3. Results and Discussion
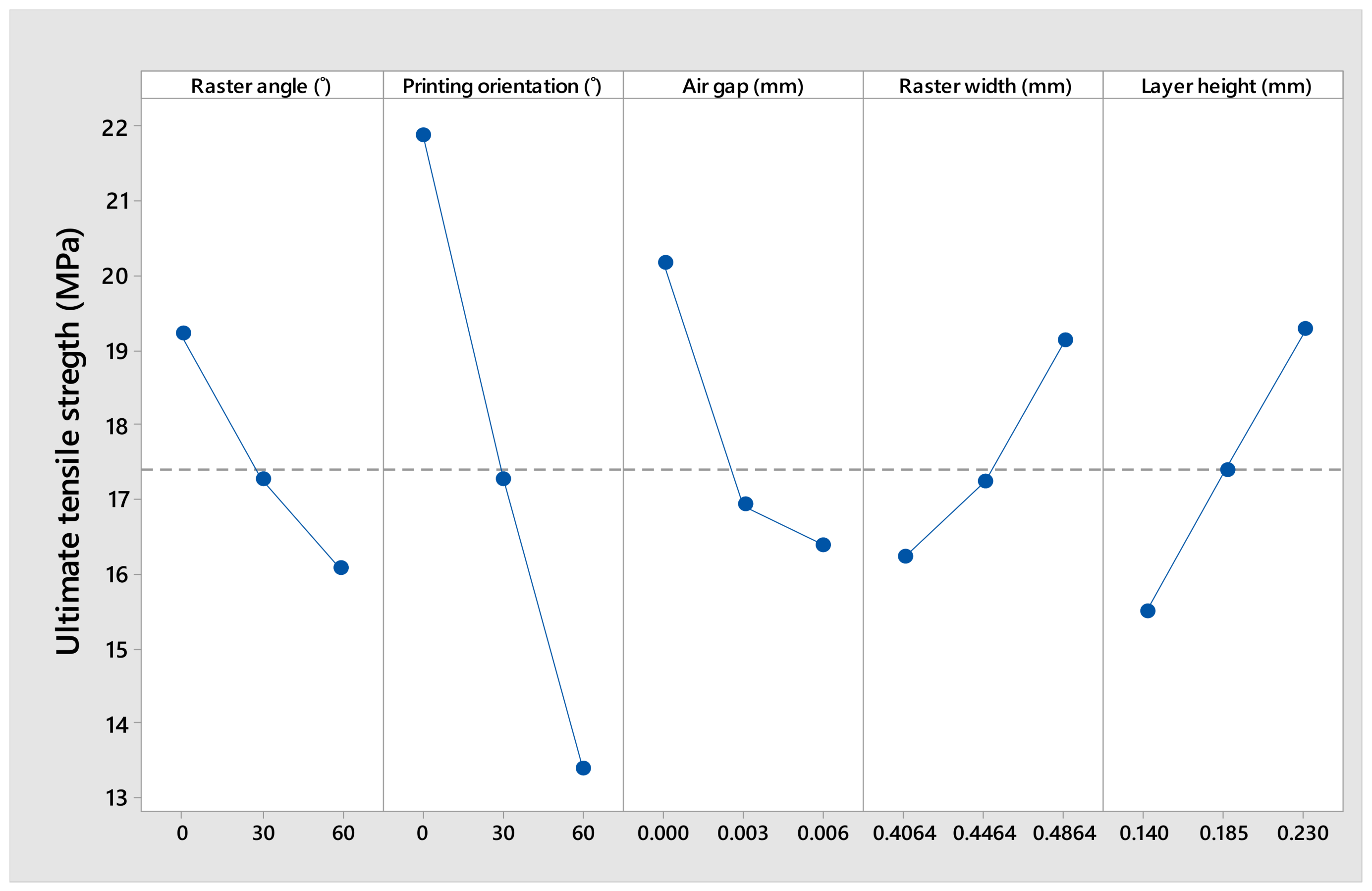
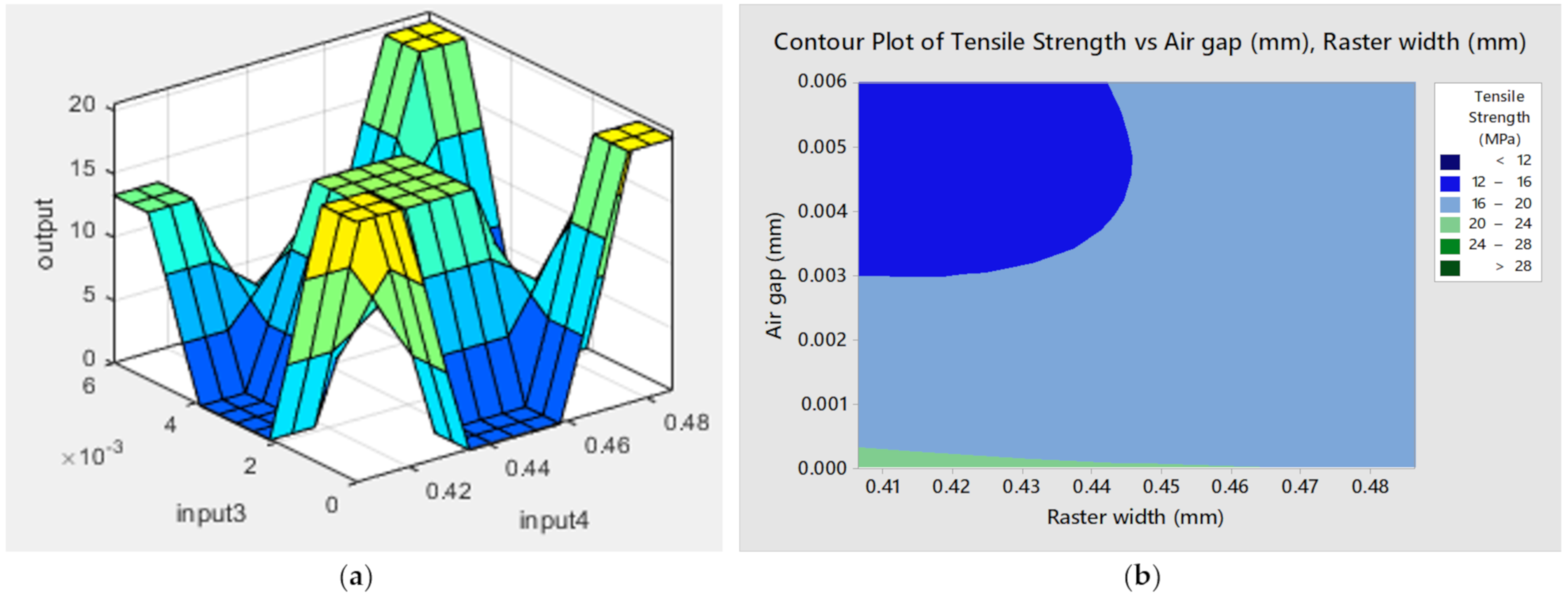
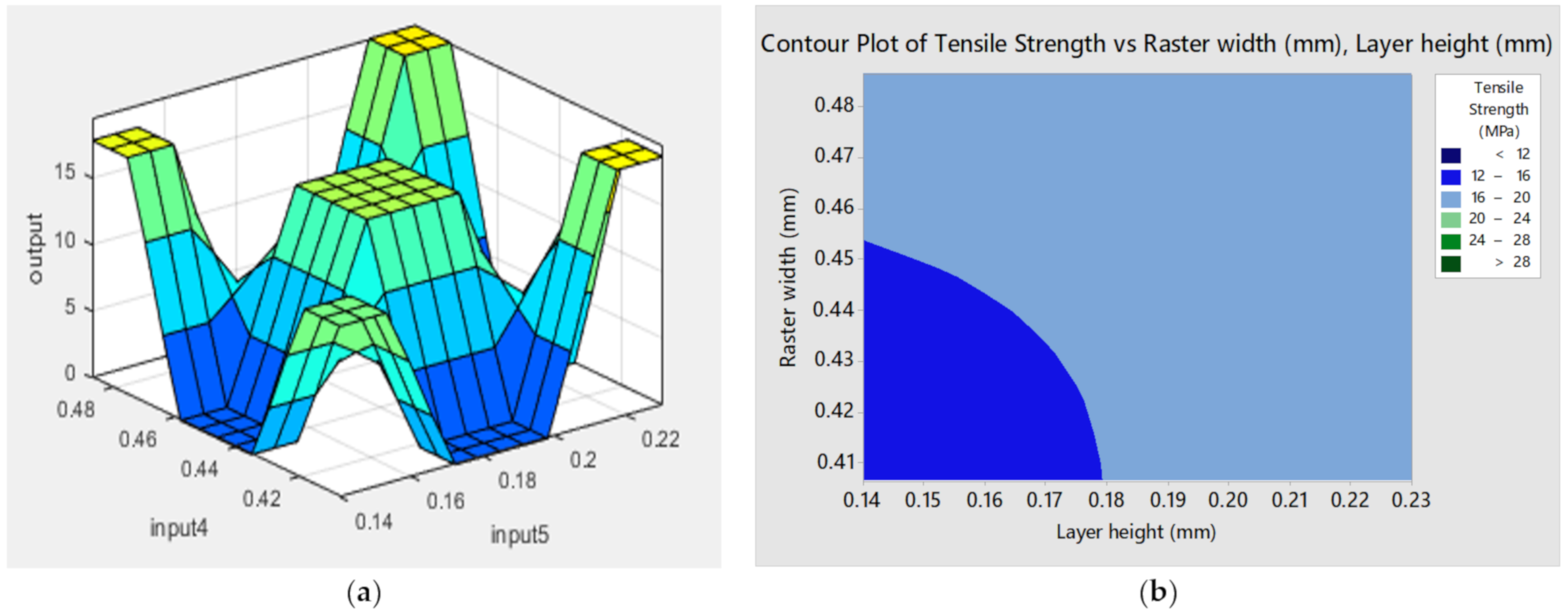
3.1. Effect of Process Parameters on Tensile Strength
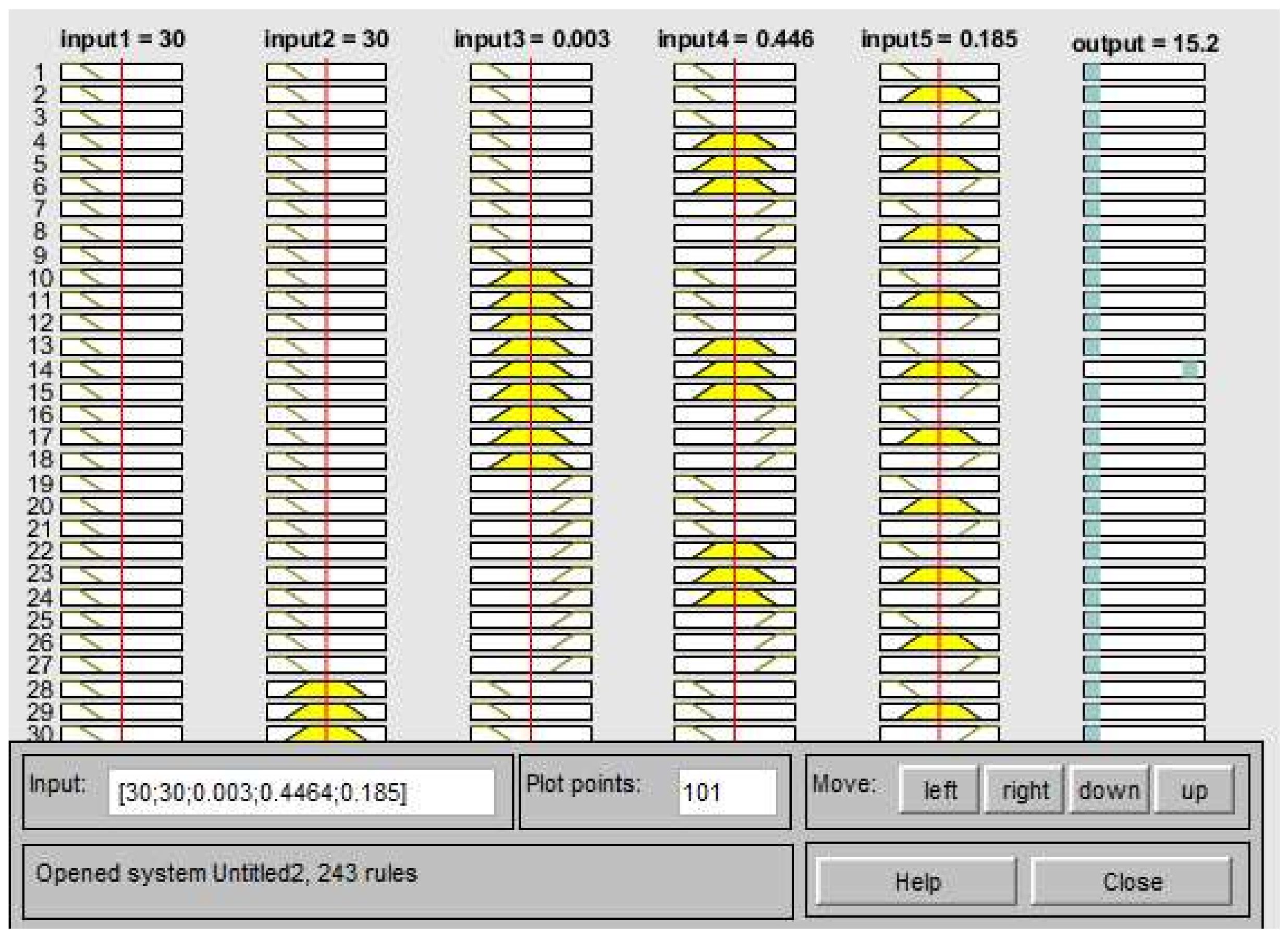
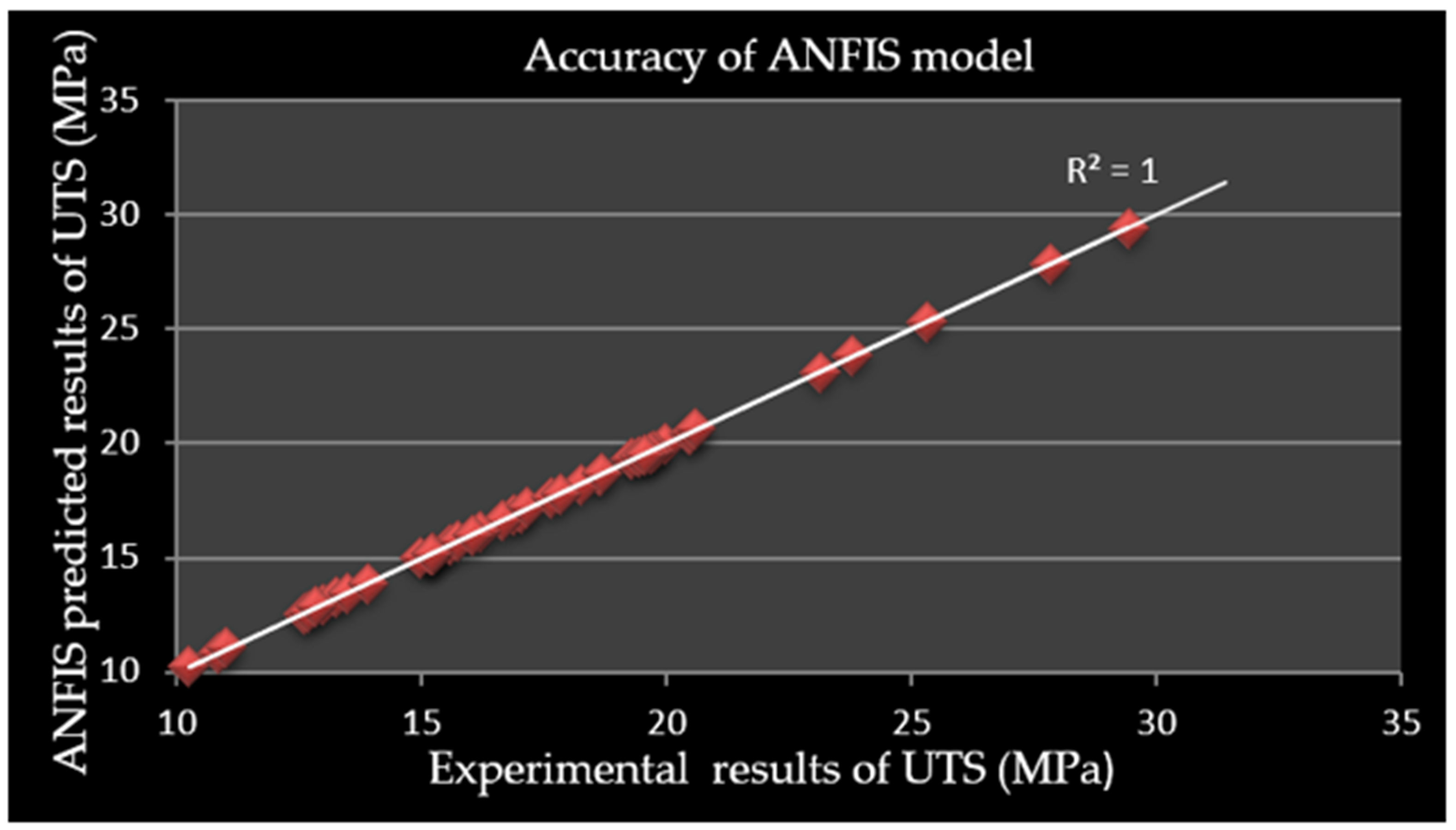
3.2. Results of ANFIS Modeling
3.3. Results of ANN Modeling
3.4. Comparative Evaluation of the Predictive Models
3.5. Validation of the Models
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sheoran, A.J.; Kumar, H. Fused Deposition modeling process parameters optimization and effect on mechanical properties and part quality: Review and reflection on present research. Mater. Today Proc. 2019, 10, 14. [Google Scholar]
- Amelia, N.; Ferliadi, F.; Christa, A.; Gunawan, F.E.; Asrol, M. Experimental Investigation on Influence of Infill Density on Tensile Mechanical Properties of Different FDM 3D Printed Materials. TEM J. 2021, 10, 1195–1201. [Google Scholar]
- Wankhede, V.; Jagetiya, D.; Joshi, A.; Chaudhari, R. Experimental investigation of FDM process parameters using Taguchi analysis. Mater. Today Proc. 2019, 27, 2117–2120. [Google Scholar] [CrossRef]
- Scallan, P. Comparative Study of the Sensitivity of PLA, ABS, PEEK, and PETG’s Mechanical Properties to FDM Printing Process Parameters. Crystals 2021, 11, 219–250. [Google Scholar]
- Milovanović, A.; Sedmak, A.; Grbović, A.; Golubović, Z.; Mladenović, G.; Čolić, K.; Milošević, M. Comparative analysis of printing parameters effect on mechanical properties of natural PLA and advanced PLA-X material. Procedia Struct. Integr. 2020, 28, 1963–1968. [Google Scholar] [CrossRef]
- Onwubolu, G.C.; Rayegani, F. Characterization and Optimization of Mechanical Properties of ABS Parts Manufactured by the Fused Deposition Modelling Process. Hindawi 2014, 2014, 1–13. [Google Scholar] [CrossRef]
- Mamo, H.B.; Tura, A.D.; Santhosh, A.J.; Ashok, N.; Rao, D.K. Modeling and analysis of flexural strength with fuzzy logic technique for a fused deposition modeling ABS components. Mater. Today Proc. 2022, 57, 768–774. [Google Scholar] [CrossRef]
- Wang, S.; Ma, Y.; Deng, Z.; Zhang, S.; Cai, J. Effects of fused deposition modeling process parameters on tensile, dynamic mechanical properties of 3D printed polylactic acid materials. Polym. Test. 2020, 86, 106483. [Google Scholar] [CrossRef]
- Lluch-Cerezo, J.; Benavente, R.; Meseguer, M.D.; Gutiérrez, S.C. Study of samples geometry to analyze mechanical properties in Fused Deposition Modeling process (FDM). Procedia Manuf. 2019, 41, 890–897. [Google Scholar] [CrossRef]
- Zhou, X.; Hsieh, S.; Ting, C. Modelling and estimation of tensile behaviour of polylactic acid parts manufactured by fused deposition modelling using finite element analysis and knowledge-based library. Virtual Phys. Prototyp. 2018, 13, 177–190. [Google Scholar] [CrossRef]
- Gebisa, A.W.; Lemu, H.G. Influence of 3D printing FDM process parameters on tensile property of ultem 9085. Procedia Manuf. 2019, 30, 331–338. [Google Scholar] [CrossRef]
- Byberg, K.I.; Gebisa, A.W.; Lemu, H.G. Mechanical properties of ULTEM 9085 material processed by fused deposition modeling. Polym. Test. 2018, 72, 335–347. [Google Scholar] [CrossRef]
- Motaparti, K.P.; Taylor, G.; Leu, M.C.; Chandrashekhara, K.; Castle, J.; Matlack, M. Experimental investigation of effects of build parameters on flexural properties in fused deposition modelling parts. Virtual Phys. Prototyp. 2017, 12, 207–220. [Google Scholar] [CrossRef]
- Gebisa, A.W.; Lemu, H.G. Investigating Effects of Fused-Deposition Modeling (FDM) Processing Parameters on Flexural Properties of ULTEM 9085 using Designed Experiment. Materials 2018, 11, 500. [Google Scholar] [CrossRef] [Green Version]
- Christiyan, K.G.J.; Chandrasekhar, U.; Venkateswarlu, K. A study on the influence of process parameters on the Mechanical Properties of 3D printed ABS composite. IOP Conf. Ser. Mater. Sci. Eng. 2016, 114, 12109. [Google Scholar] [CrossRef]
- Hsueh, M.-H.; Lai, C.-J.; Wang, S.-H.; Zeng, Y.-S.; Hsieh, C.-H.; Pan, C.-Y.; Huang, W.-C. Effect of Printing Parameters on the Thermal and Mechanical Properties of 3D-Printed PLA and PETG, Using Fused Deposition Modeling. Polymers 2021, 13, 1758. [Google Scholar] [CrossRef]
- Enemuoh, E.U.; Duginski, S.; Feyen, C.; Menta, V.G. Effect of Process Parameters on Energy Consumption, Physical, and Mechanical Properties of Fused Deposition Modeling. Polymers 2021, 13, 2406. [Google Scholar] [CrossRef]
- Hsueh, M.-H.; Lai, C.-J.; Liu, K.-Y.; Chung, C.-F.; Wang, S.-H.; Pan, C.-Y.; Huang, W.-C.; Hsieh, C.-H.; Zeng, Y.-S. Effects of Printing Temperature and Filling Percentage on the Mechanical Behavior of Fused Deposition Molding Technology Components for 3D Printing. Polymers 2021, 13, 2910. [Google Scholar] [CrossRef]
- Patil, C.; Sonawane, P.D.; Naik, M.; Thakur, D.G. Finite element analysis of flexural test of additively manufactured components fabricated by fused deposition modelling. In AIP Conf. Proc. 2020, 2311, 070026. [Google Scholar] [CrossRef]
- Pazhamannil, R.V.; Govindan, P.S.P. Prediction of the tensile strength of polylactic acid fused deposition models using artificial neural network technique. Mater. Today Proc. 2020, 199, 9187–9193. [Google Scholar] [CrossRef]
- Rayegani, F.; Onwubolu, G.C. Fused deposition modelling (FDM) process parameter prediction and optimization using group method for data handling (GMDH ) and differential evolution (DE). Int. J. Adv. Manuf. Technol. 2014, 2, 509–519. [Google Scholar] [CrossRef]
- Srinivasan, R.; Pridhar, T.; Ramprasath, L.S.; Charan, N.S.; Ruban, W. Proceedings Prediction of tensile strength in FDM printed ABS parts using response surface methodology (RSM). Mater. Today Proc. 2020, 3, 788. [Google Scholar] [CrossRef]
- Vishwakarma, S.K.; Pandey, P.; Gupta, N.K. Characterization of ABS Material: A Review. J. Res. Mech. Eng. 2017, 3, 13–16. [Google Scholar]
- Harris, M.; Potgieter, J.; Ray, S.; Archer, R.; Arif, K.M. Acrylonitrile butadiene styrene and polypropylene blend with enhanced thermal and mechanical properties for fused filament fabrication. Materials 2019, 12, 4167. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rutkowski, J.V.; Levin, B.C. Acrylonitrile–butadiene–styrene copolymers (ABS): Pyrolysis and combustion products and their toxicity—a review of the literature. Fire Mater. 1986, 10, 93–105. [Google Scholar] [CrossRef] [Green Version]
- Nguyen, H.T.; Crittenden, K.; Weiss, L.; Bardaweel, H. Experimental Modal Analysis and Characterization of Additively Manufactured Polymers. Polymers 2022, 14, 2071. [Google Scholar] [CrossRef]
- Akessa, A.D.; Lemu, H.G.; Gebisa, A.W. Mechanical Property Characterization of Additive Manufactured ABS Material Using Design of Experiment Approach. In Proceedings of the ASME 2017 International Mechanical Engineering Congress and Exposition, Volume 14: Emerging Technologies, Materials: Genetics to Structures, Safety Engineering and Risk Analysis. Tampa, FL, USA, 3–9 November 2017. [Google Scholar]
- Croccolo, D.; De Agostinis, M.; Olmi, G. Experimental characterization and analytical modelling of the mechanical behaviour of fused deposition processed parts made of ABS-M30. Comput. Mater. Sci. 2013, 79, 506–518. [Google Scholar] [CrossRef]
- Zadeth, L.A. Fuzzy sets as a basis for a theory of possibility. Fuzzy Sets Syst. 1999, 148, 9–34. [Google Scholar] [CrossRef]
- Sarkar, J.; Prottoy, Z.H.; Bari, M.T.; al Faruque, M.A. Comparison Of Anfis And Ann Modeling For Predicting The Water Absorption Behavior Of Polyurethane Treated Polyester Fabric. Heliyon 2021, 7, e08000. [Google Scholar] [CrossRef]
- Ghorbani, B.; Arulrajah, A.; Narsilio, G.; Horpibulsuk, S.; Leong, M. Resilient moduli of demolition wastes in geothermal pavements: Experimental testing and ANFIS modelling. Transp. Geotech. 2021, 29, 100592. [Google Scholar] [CrossRef]
- Saleh, B.; Maher, I.; Abdelrhman, Y.; Heshmat, M.; Abdelaal, O. Adaptive Neuro-Fuzzy Inference System for Modelling the Effect of Slurry Impacts on PLA Material Processed by FDM. Polymers 2021, 13, 118. [Google Scholar] [CrossRef] [PubMed]
- Nafees, A.; Javed, M.F.; Khan, S.; Nazir, K.; Farooq, F.; Aslam, F.; Musarat, M.A.; Vatin, N.I. Predictive Modeling of Mechanical Properties of Silica Fume-Based Green Concrete Using Artificial Intelligence Approaches: MLPNN, ANFIS, and GEP. Materials 2021, 14, 7531. [Google Scholar] [CrossRef] [PubMed]
- Zhu, H.; Zhu, L.; Sun, Z.; Khan, A. Machine learning based simulation of an anti-cancer drug (busulfan) solubility in supercritical carbon dioxide: ANFIS model and experimental validation. J. Mol. Liq. 2021, 338, 116731. [Google Scholar] [CrossRef]
- Santhosh, A.J.; Tura, A.D.; Jiregna, I.T.; Gemechu, W.F.; Ashok, N.; Ponnusamy, M. Optimization of CNC turning parameters using face centred CCD approach in RSM and ANN-genetic algorithm for AISI 4340 alloy steel. Results Eng. 2021, 11, 00251. [Google Scholar] [CrossRef]
- Tura, A.D.; Mamo, H.B.; Jelila, Y.D.; Lemu, H.G. Experimental investigation and ANN prediction for part quality improvement of fused deposition modeling parts. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1201, 012031. [Google Scholar] [CrossRef]
- Onu, C.E.; Nwabanne, J.T.; Ohale, P.E.; Asadu, C.O. Comparative analysis of RSM, ANN and ANFIS and the mechanistic modeling in eriochrome black-T dye adsorption using modified clay. S. Afr. J. Chem. Eng. 2021, 36, 24–42. [Google Scholar] [CrossRef]
- Deshwal, S.; Kumar, A.; Chhabra, D. Exercising hybrid statistical tools GA-RSM, GA-ANN and GA-ANFIS to optimize FDM process parameters for tensile strength improvement. CIRP J. Manuf. Sci. Technol. 2020, 5, 11. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Guider II |
|---|---|
| Number of extruder | 1 |
| Print technology | Fused deposition modeling (FDM) |
| Build volume | 280 × 250 × 300 mm |
| Layer resolution | 0.05–0.4 mm |
| Build accuracy | ±0.2 mm |
| Positioning accuracy | Z axis 0.0025 mm; XY axis 0.011 mm |
| Filament diameter | 1.75 mm (±0.07) |
| Nozzle diameter | 0.4 mm |
| Nozzle temperature | 210–250 °C |
| Platform temperature | 0–120 °C |
| Print speed | 10–200 mm/s |
| Properties | Specification |
|---|---|
| Material | ABS |
| Color | White |
| Wire diameter | 1.75 ± 0.05 mm |
| Recommended printing temperature | 230–250 °C |
| Recommended printing speed | 30–90 mm/s |
| Extrusion temperature (°C) | 190–210 |
| Heated bed temperature (°C) | 80 |
| Density (g/cm3) | 1.04 |
| S.No. | Process Parameters | Units | Levels | ||
|---|---|---|---|---|---|
| Low (−1) | Medium (0) | High (+1) | |||
| 1 | Raster angle | 0 | 30 | 60 | |
| 2 | Printing orientation | 0 | 30 | 60 | |
| 3 | Air gap | mm | 0 | 0.003 | 0.006 |
| 4 | Raster width | mm | 0.4064 | 0.4464 | 0.4864 |
| 5 | Layer height | mm | 0.14 | 0.185 | 0.23 |
| Run Order | Std Order | Raster Angle (°) | Printing Orientation (°) | Air Gap (mm) | Raster Width (mm) | Layer Height (mm) | Tensile Strength (MPa) |
|---|---|---|---|---|---|---|---|
| 8 | 1 | 0 | 0 | 0.003 | 0.4464 | 0.185 | 27.835 |
| 2 | 2 | 60 | 0 | 0.003 | 0.4464 | 0.185 | 15.585 |
| 34 | 3 | 0 | 60 | 0.003 | 0.4464 | 0.185 | 10.248 |
| 30 | 4 | 60 | 60 | 0.003 | 0.4464 | 0.185 | 16.198 |
| 45 | 5 | 30 | 30 | 0 | 0.4064 | 0.185 | 20.608 |
| 13 | 6 | 30 | 30 | 0.006 | 0.4064 | 0.185 | 13.283 |
| 1 | 7 | 30 | 30 | 0 | 0.4864 | 0.185 | 19.983 |
| 14 | 8 | 30 | 30 | 0.006 | 0.4864 | 0.185 | 19.758 |
| 31 | 9 | 30 | 0 | 0.003 | 0.4464 | 0.14 | 19.642 |
| 17 | 10 | 30 | 60 | 0.003 | 0.4464 | 0.14 | 10.854 |
| 40 | 11 | 30 | 0 | 0.003 | 0.4464 | 0.23 | 23.129 |
| 10 | 12 | 30 | 60 | 0.003 | 0.4464 | 0.23 | 14.942 |
| 16 | 13 | 0 | 30 | 0 | 0.4464 | 0.185 | 23.804 |
| 15 | 14 | 60 | 30 | 0 | 0.4464 | 0.185 | 16.654 |
| 46 | 15 | 0 | 30 | 0.006 | 0.4464 | 0.185 | 16.029 |
| 9 | 16 | 60 | 30 | 0.006 | 0.4464 | 0.185 | 16.879 |
| 33 | 17 | 30 | 30 | 0.003 | 0.4064 | 0.14 | 12.835 |
| 41 | 18 | 30 | 30 | 0.003 | 0.4864 | 0.14 | 17.810 |
| 37 | 19 | 30 | 30 | 0.003 | 0.4064 | 0.23 | 18.673 |
| 43 | 20 | 30 | 30 | 0.003 | 0.4864 | 0.23 | 19.548 |
| 22 | 21 | 30 | 0 | 0 | 0.4464 | 0.185 | 29.415 |
| 27 | 22 | 30 | 60 | 0 | 0.4464 | 0.185 | 11.027 |
| 38 | 23 | 30 | 0 | 0.006 | 0.4464 | 0.185 | 15.740 |
| 18 | 24 | 30 | 60 | 0.006 | 0.4464 | 0.185 | 17.152 |
| 19 | 25 | 0 | 30 | 0.003 | 0.4064 | 0.185 | 19.639 |
| 4 | 26 | 60 | 30 | 0.003 | 0.4064 | 0.185 | 12.592 |
| 21 | 27 | 0 | 30 | 0.003 | 0.4864 | 0.185 | 18.604 |
| 36 | 28 | 60 | 30 | 0.003 | 0.4864 | 0.185 | 19.404 |
| 29 | 29 | 30 | 30 | 0 | 0.4464 | 0.14 | 19.285 |
| 12 | 30 | 30 | 30 | 0.006 | 0.4464 | 0.14 | 12.960 |
| 42 | 31 | 30 | 30 | 0 | 0.4464 | 0.23 | 20.523 |
| 7 | 32 | 30 | 30 | 0.006 | 0.4464 | 0.23 | 19.298 |
| 11 | 33 | 0 | 30 | 0.003 | 0.4464 | 0.14 | 17.006 |
| 20 | 34 | 60 | 30 | 0.003 | 0.4464 | 0.14 | 13.506 |
| 3 | 35 | 0 | 30 | 0.003 | 0.4464 | 0.23 | 20.443 |
| 25 | 36 | 60 | 30 | 0.003 | 0.4464 | 0.23 | 17.644 |
| 23 | 37 | 30 | 0 | 0.003 | 0.4064 | 0.185 | 18.239 |
| 44 | 38 | 30 | 60 | 0.003 | 0.4064 | 0.185 | 13.902 |
| 5 | 39 | 30 | 0 | 0.003 | 0.4864 | 0.185 | 25.314 |
| 28 | 40 | 30 | 60 | 0.003 | 0.4864 | 0.185 | 12.677 |
| 6 | 41 | 30 | 30 | 0.003 | 0.4464 | 0.185 | 15.210 |
| 24 | 42 | 30 | 30 | 0.003 | 0.4464 | 0.185 | 15.211 |
| 35 | 43 | 30 | 30 | 0.003 | 0.4464 | 0.185 | 15.200 |
| 32 | 44 | 30 | 30 | 0.003 | 0.4464 | 0.185 | 15.220 |
| 26 | 45 | 30 | 30 | 0.003 | 0.4464 | 0.185 | 15.210 |
| 39 | 46 | 30 | 30 | 0.003 | 0.4464 | 0.185 | 15.200 |
| ANFIS Information | Takagi–Sugeno–Kang |
|---|---|
| Number of MFs | 3 3 3 3 3 |
| MF type (Input) | Trapmf |
| Output MF types | Constant |
| Optimization method | Hybrid |
| Error tolerance | 1 × 10−7 |
| Epochs | 100 |
| FIS generation | Grid partitioning (GP) |
| Data points | 32 |
| Number of fuzzy rules | 243 |
| Type of Network | Feed-Forward Neural Network |
|---|---|
| Training function | Train Levenberg–Marquardt (LM) algorithm |
| Adaption Learning function | LEARNGD (Gradient descent) |
| Performance function | Mean square error |
| Network topology | 5-50-1-1 |
| Transfer function | TANSIG |
| Number of Hidden Layers | 1 |
| Number of Hidden Neurons | 50 |
| Training method | Back-propagation |
| Number of Epochs | 1000 |
| Source | DF | Adj. SS | Adj. MS | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Regression | 20 | 772.083 | 38.6042 | 133.88 | 0.000 | |
| A | 1 | 30.224 | 30.2237 | 104.82 | 0.000 | Significant |
| B | 1 | 1.175 | 1.175 | 4.07 | 0.054 | Insignificant |
| C | 1 | 39.473 | 39.4735 | 136.89 | 0.000 | Significant |
| D | 1 | 8.424 | 8.4238 | 29.21 | 0.000 | Significant |
| E | 1 | 0.643 | 0.643 | 2.23 | 0.148 | Insignificant |
| A*A | 1 | 11.292 | 11.2923 | 39.16 | 0.000 | Significant |
| B*B | 1 | 11.127 | 11.1274 | 38.59 | 0.000 | Significant |
| C*C | 1 | 35.055 | 35.0547 | 121.57 | 0.000 | Significant |
| D*D | 1 | 12.655 | 12.6547 | 43.89 | 0.000 | Significant |
| E*E | 1 | 5.761 | 5.7614 | 19.98 | 0.000 | Significant |
| A*B | 1 | 82.81 | 82.81 | 287.19 | 0.000 | Significant |
| A*C | 1 | 16 | 16 | 55.49 | 0.000 | Significant |
| A*D | 1 | 15.603 | 15.6025 | 54.11 | 0.000 | Significant |
| A*E | 1 | 0.122 | 0.1225 | 0.42 | 0.52 | Insignificant |
| B*C | 1 | 98.01 | 98.01 | 339.9 | 0.000 | Significant |
| B*D | 1 | 17.222 | 17.2225 | 59.73 | 0.000 | Significant |
| B*E | 1 | 0.09 | 0.09 | 0.31 | 0.581 | Insignificant |
| C*D | 1 | 12.603 | 12.6025 | 43.71 | 0.000 | Significant |
| C*E | 1 | 6.503 | 6.5025 | 22.55 | 0.000 | Significant |
| D*E | 1 | 4.203 | 4.2025 | 14.57 | 0.001 | Significant |
| Error | 25 | 7.209 | 0.2883 | |||
| Lack-of-Fit | 20 | 7.209 | 0.3604 | |||
| Pure Error | 5 | 0.000 | 0.0001 | |||
| Total | 45 | 779.292 |
| Exp. Trials | Experimental Results of UTS | ANFIS Model | ANN Model | ||
|---|---|---|---|---|---|
| Predicted Results | % Errors | Predicted Results | % Errors | ||
| 1. | 19.983 | 19.985 | −0.0100 | 20.309 | −1.6314 |
| 2. | 15.585 | 15.587 | −0.0128 | 15.732 | −0.9432 |
| 3. | 20.443 | 20.442 | 0.0049 | 20.481 | −0.1859 |
| 4. | 12.592 | 12.593 | −0.0079 | 12.578 | 0.1112 |
| 5. | 25.314 | 25.317 | −0.0119 | 25.735 | −1.6631 |
| 6. | 15.210 | 15.207 | 0.0197 | 15.094 | 0.7627 |
| 7. | 19.298 | 19.292 | 0.0311 | 19.672 | −1.9380 |
| 8. | 27.835 | 27.839 | −0.0144 | 27.017 | 2.9387 |
| 9. | 16.879 | 16.880 | −0.0059 | 16.221 | 3.8983 |
| 10. | 14.942 | 14.941 | 0.0067 | 14.835 | 0.7161 |
| 11. | 17.006 | 17.009 | −0.0176 | 17.756 | −4.4102 |
| 12. | 12.960 | 12.961 | −0.0077 | 13.294 | −2.5772 |
| 13. | 13.283 | 13.287 | −0.0301 | 13.647 | −2.7403 |
| 14. | 19.758 | 19.761 | −0.0152 | 18.8662 | 4.5136 |
| 15. | 16.654 | 16.652 | 0.0120 | 17.263 | −3.6568 |
| 16. | 23.804 | 23.812 | −0.0336 | 23.3201 | 2.0329 |
| 17. | 10.854 | 10.860 | −0.0553 | 11.1657 | −2.8718 |
| 18. | 17.152 | 17.150 | 0.0117 | 17.443 | −1.6966 |
| 19. | 19.639 | 19.634 | 0.0255 | 19.9011 | −1.3346 |
| 20. | 13.506 | 13.501 | 0.0370 | 13.3181 | 1.3912 |
| 21. | 18.604 | 18.603 | 0.0054 | 18.764 | −0.8600 |
| 22. | 29.415 | 29.414 | 0.0034 | 28.8888 | 1.7889 |
| 23. | 18.239 | 18.243 | −0.0219 | 17.876 | 1.9902 |
| 24. | 15.211 | 15.204 | 0.0460 | 15.094 | 0.7692 |
| 25. | 17.644 | 17.643 | 0.0057 | 17.602 | 0.2380 |
| 26. | 15.210 | 15.203 | 0.0460 | 15.094 | 0.7627 |
| 27. | 11.027 | 11.026 | 0.0091 | 10.7033 | 2.9355 |
| 28. | 12.677 | 12.676 | 0.0079 | 12.851 | −1.3726 |
| 29. | 19.285 | 19.281 | 0.0207 | 19.938 | −3.3861 |
| 30. | 16.198 | 16.196 | 0.0123 | 15.789 | 2.5250 |
| 31. | 19.642 | 19.641 | 0.0051 | 19.645 | −0.0153 |
| 32. | 15.220 | 15.203 | 0.1117 | 15.094 | 0.8279 |
| 33. | 12.835 | 12.834 | 0.0078 | 12.587 | 1.9322 |
| 34. | 10.248 | 10.246 | 0.0195 | 10.236 | 0.1171 |
| 35. | 15.200 | 15.212 | −0.0789 | 15.094 | 0.6974 |
| 36. | 19.404 | 19.405 | −0.0052 | 20.048 | −3.3189 |
| 37. | 18.673 | 18.672 | 0.0054 | 19.1365 | −2.4822 |
| 38. | 15.740 | 15.739 | 0.0064 | 16.111 | −2.3571 |
| 39. | 15.200 | 15.210 | −0.0658 | 15.094 | 0.6974 |
| 40. | 23.129 | 23.128 | 0.0043 | 23.0753 | 0.2322 |
| 41. | 17.810 | 17.811 | −0.0056 | 18.549 | −4.1494 |
| 42. | 20.523 | 20.522 | 0.0049 | 20.698 | −0.8527 |
| 43. | 19.548 | 19.551 | −0.0153 | 19.785 | −1.2124 |
| 44. | 13.902 | 13.901 | 0.0072 | 14.204 | −2.1723 |
| 45. | 20.608 | 20.607 | 0.0049 | 20.812 | −0.9899 |
| 46. | 16.029 | 16.026 | 0.0187 | 15.995 | 0.2121 |
| Average percentage error | 0.0163 | 1.6437 | |||
| Run Order | Raster Angle (°) | Printing Orientation (°) | Air Gap (mm) | Raster Width (mm) | Layer Height (mm) | Exp. Results of UTS (MPa) | ANFIS Model | ANN Model | ||
|---|---|---|---|---|---|---|---|---|---|---|
| Predicted Results (MPa) | % Errors | Predicted Results (MPa) | % Errors | |||||||
| 1 | 15 | 15 | 0.002 | 0.4264 | 0.17 | 9.690 | 9.689 | 0.011 | 9.558 | 1.363 |
| 2 | 15 | 15 | 0.002 | 0.4664 | 0.20 | 10.500 | 10.508 | −0.072 | 10.482 | 0.175 |
| 3 | 15 | 45 | 0.004 | 0.4264 | 0.17 | 7.043 | 7.040 | 0.045 | 7.040 | 0.047 |
| 4 | 15 | 45 | 0.004 | 0.4664 | 0.20 | 7.012 | 7.010 | 0.034 | 7.017 | −0.063 |
| 5 | 45 | 15 | 0.004 | 0.4264 | 0.20 | 7.500 | 7.581 | −1.079 | 7.173 | 4.361 |
| 6 | 45 | 15 | 0.004 | 0.4664 | 0.17 | 8.931 | 8.930 | 0.006 | 8.932 | −0.019 |
| 7 | 45 | 45 | 0.002 | 0.4264 | 0.20 | 7.052 | 7.049 | 0.048 | 7.051 | 0.024 |
| 8 | 45 | 45 | 0.002 | 0.4664 | 0.17 | 7.541 | 7.538 | 0.040 | 7.522 | 0.248 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tura, A.D.; Lemu, H.G.; Mamo, H.B. Experimental Investigation and Prediction of Mechanical Properties in a Fused Deposition Modeling Process. Crystals 2022, 12, 844. https://doi.org/10.3390/cryst12060844
Tura AD, Lemu HG, Mamo HB. Experimental Investigation and Prediction of Mechanical Properties in a Fused Deposition Modeling Process. Crystals. 2022; 12(6):844. https://doi.org/10.3390/cryst12060844
Chicago/Turabian StyleTura, Amanuel Diriba, Hirpa G. Lemu, and Hana Beyene Mamo. 2022. "Experimental Investigation and Prediction of Mechanical Properties in a Fused Deposition Modeling Process" Crystals 12, no. 6: 844. https://doi.org/10.3390/cryst12060844
APA StyleTura, A. D., Lemu, H. G., & Mamo, H. B. (2022). Experimental Investigation and Prediction of Mechanical Properties in a Fused Deposition Modeling Process. Crystals, 12(6), 844. https://doi.org/10.3390/cryst12060844