
Influence of Physical Vapor Deposition on High-Cycle Fatigue Performance of Additively Manufactured Ti-6Al-7Nb Alloy

Abstract
:1. Introduction
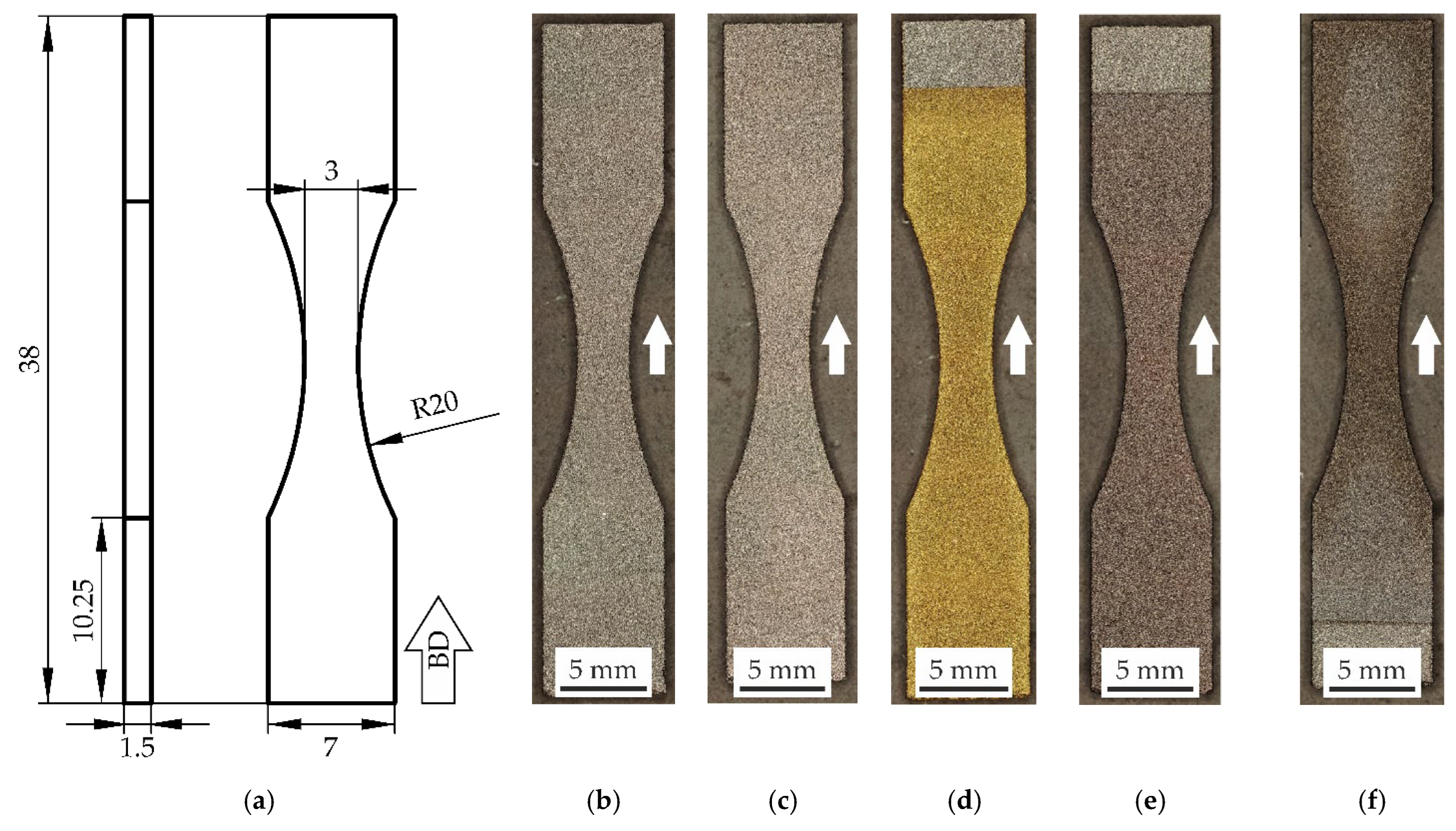
2. Materials and Methods
3. Results and Discussion
3.1. Roughness
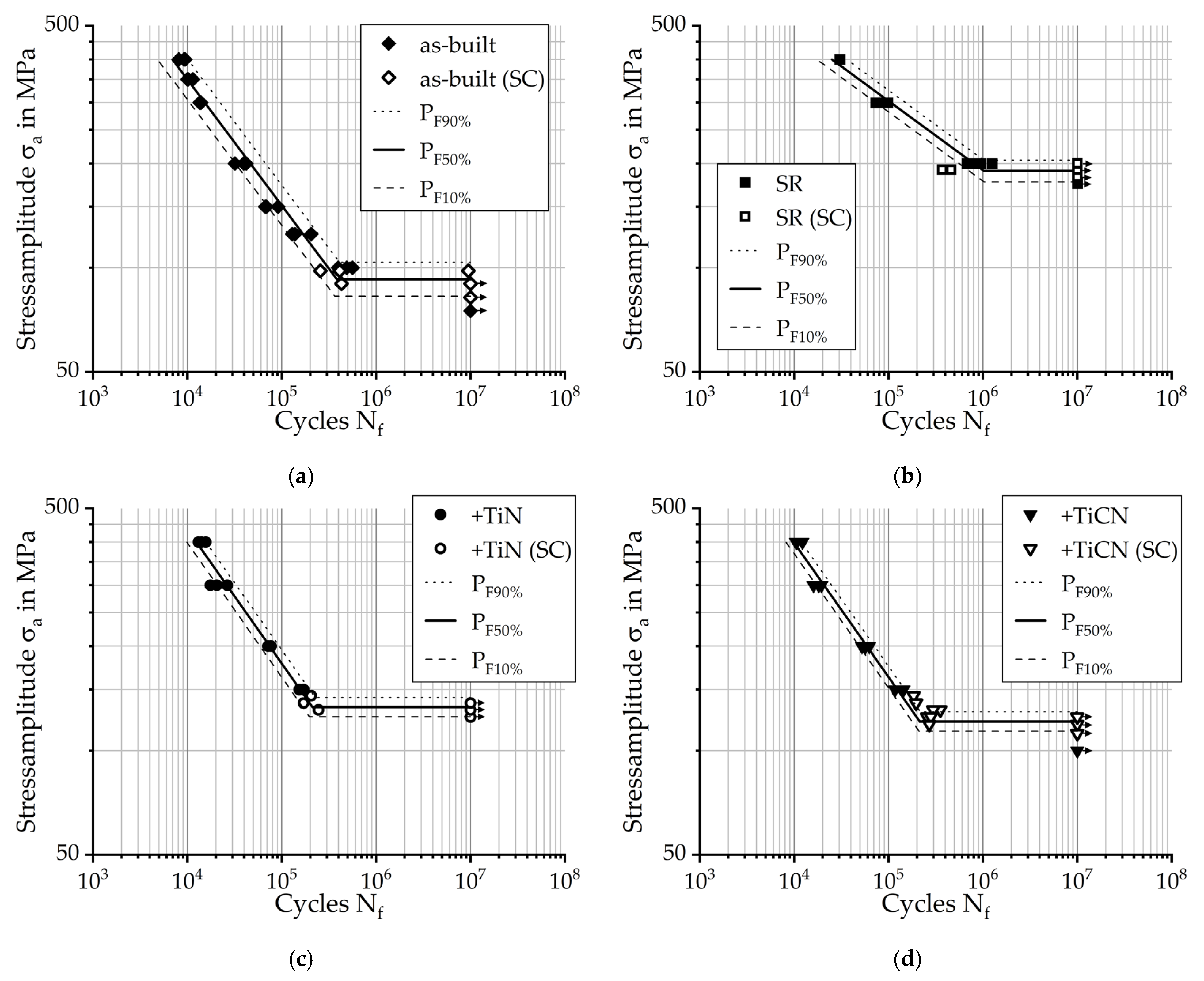
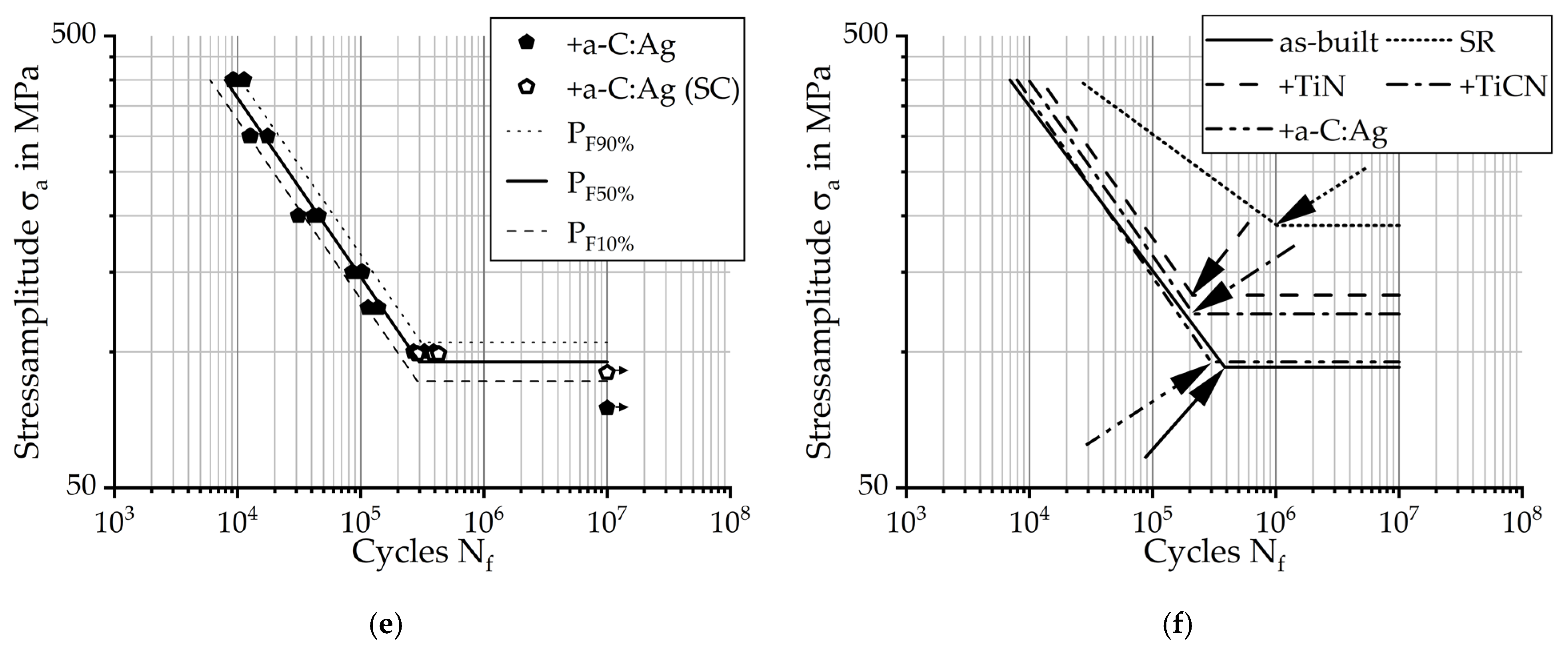
3.2. High-Cycle Fatigue
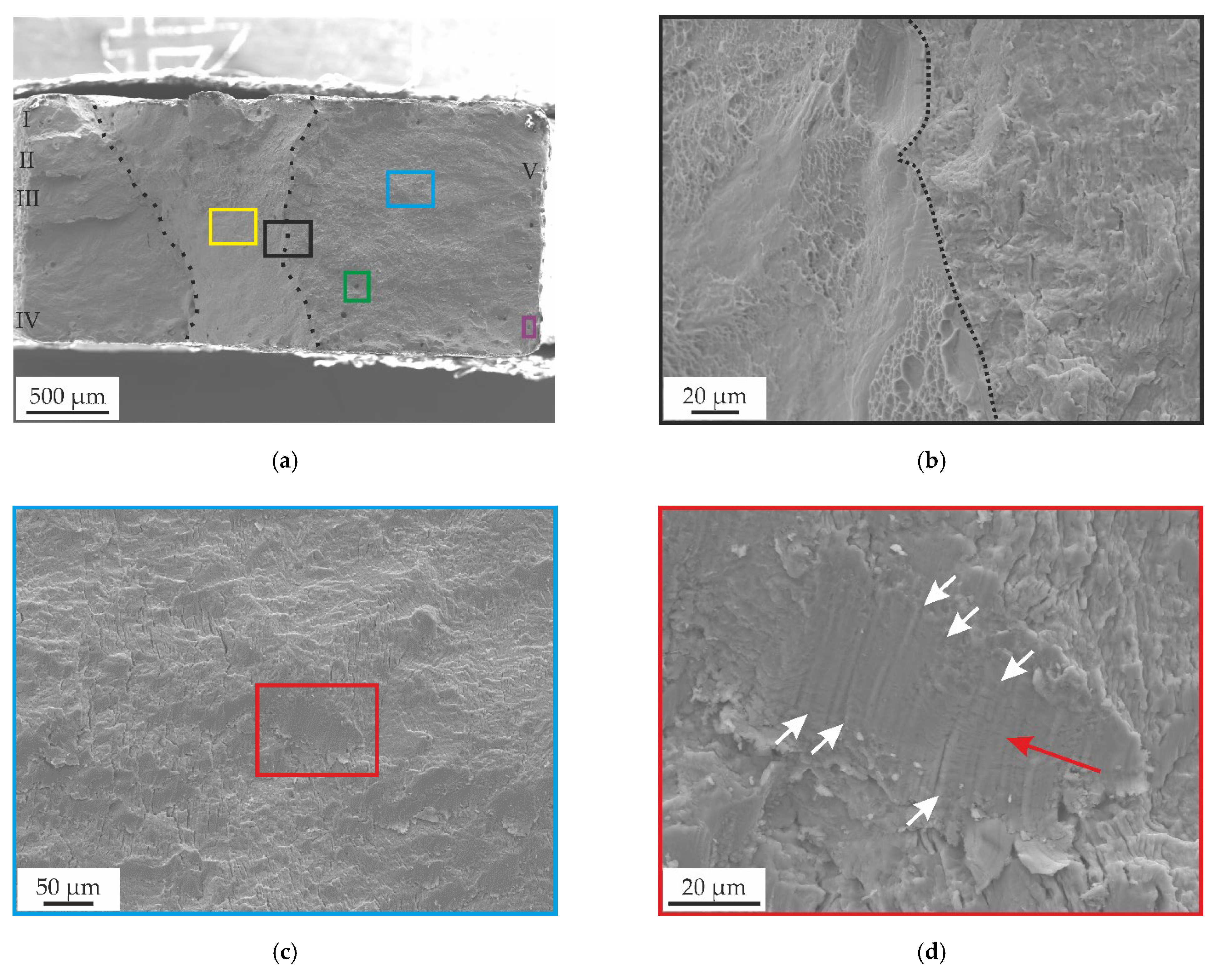
3.3. Fracture Analysis
4. Conclusions
- The deposition of the PVD coatings improves fatigue strength. The PVD coatings improve the fatigue strength for all conditions by 44.2% (TiN), 31.1% (TiCN), and 2.6% (a-C:Ag) compared to the uncoated substrate material. SR heat treatment leads to a significant fatigue strength improvement of 105.4%.
- The Wöhler curve knee points of the PVD-coated specimens are lower than the as-built condition and the Wöhler line slopes are similar but less steep. Therefore, the Wöhler curves of the PVD-coated specimens are shifted parallel to the as-built Wöhler curves to higher fatigue strengths. An exception is the SR-heat-treated condition, which has a higher knee point (166.2% more cycles) and two-times higher Wöhler line slope. In combination with a higher fatigue strength, this results in a significant change in position and angle of the SR Wöhler curve.
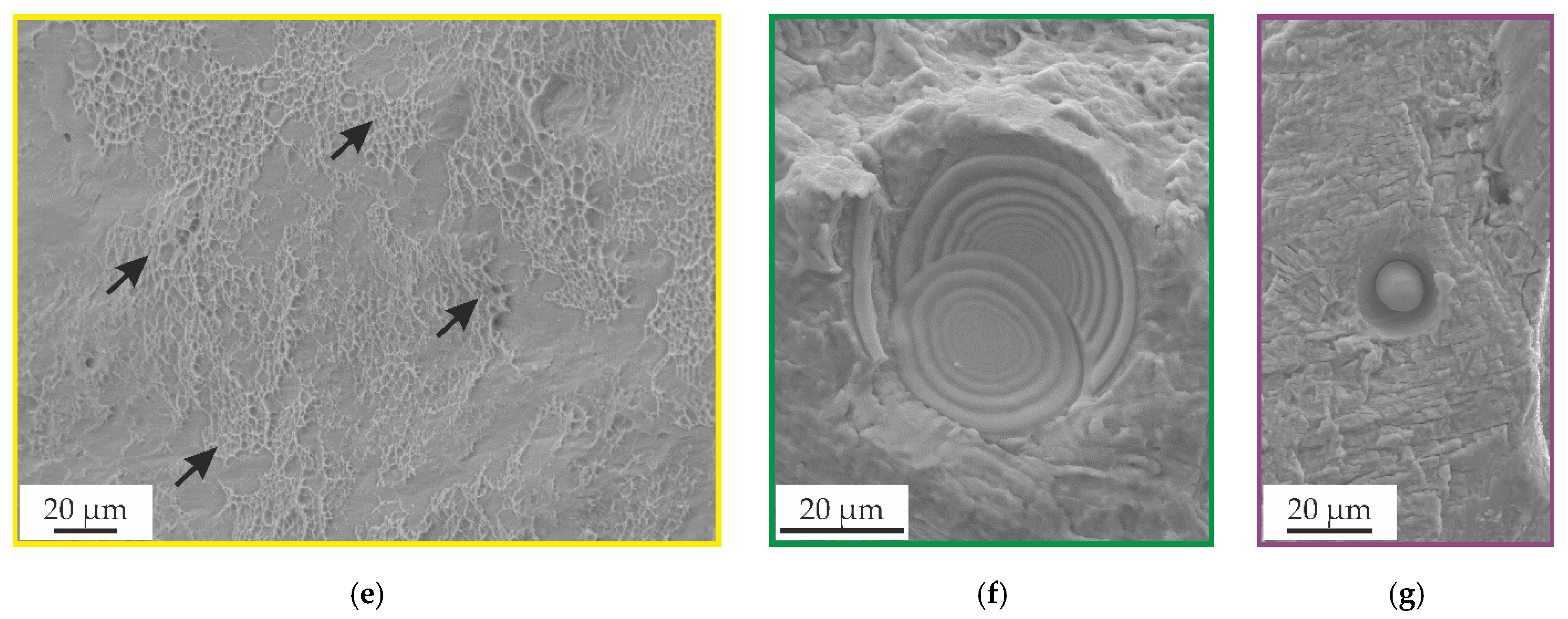
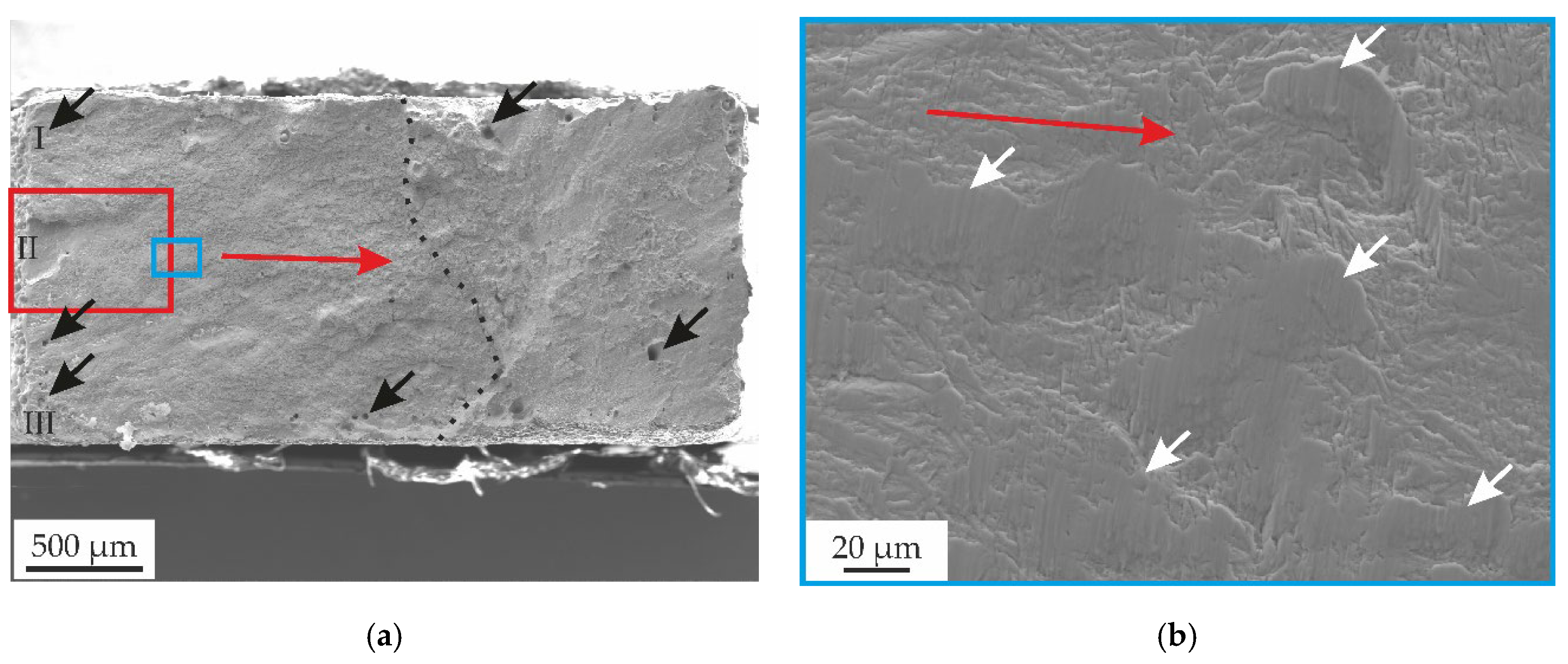
- The fracture surfaces can be divided into fatigue fracture and forced fracture, whereby the fatigue-forced-fracture ratio depends on the applied stress amplitude. The forced fracture surfaces of the different conditions are characterized by transgranular facets. Brittle and ductile fracture features, such as dimples are present on the fracture surface.
- The fatigue fracture surfaces are characterized by fatigue striations perpendicular to the crack propagation direction.
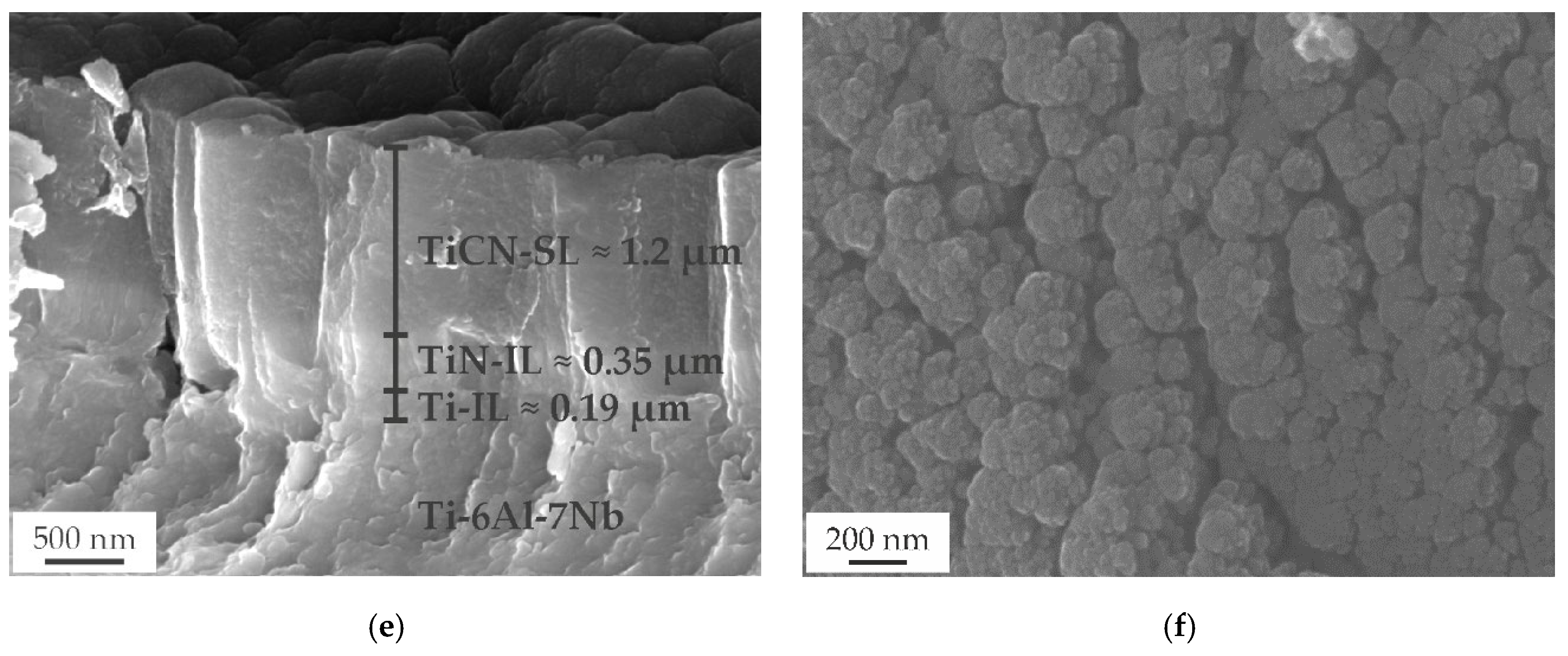
- LPBF-characteristic defects (e.g., pores, unmelted powder) are visible for all conditions and have a high impact on fatigue performance. Defects often can act as crack origins but could not be identified. Delamination or flaking of the TiN, TiCN, and C:Ag coatings was not observable, assuming a high adhesion of the various coatings on the Ti-6Al-7Nb substrate.
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gross, B.C.; Erkal, J.L.; Lockwood, S.Y.; Chen, C.; Spence, D.M. Evaluation of 3D printing and its potential impact on biotechnology and the chemical sciences. Anal. Chem. 2014, 86, 3240–3253. [Google Scholar] [CrossRef] [PubMed]
- Schmidt, M.; Merklein, M.; Bourell, D.; Dimitrov, D.; Hausotte, T.; Wegener, K.; Overmeyer, L.; Vollertsen, F.; Levy, G.N. Laser based additive manufacturing in industry and academia. CIRP Ann. 2017, 66, 561–583. [Google Scholar] [CrossRef]
- Bourell, D.; Kruth, J.P.; Leu, M.C.; Levy, G.N.; Rosen, D.; Beese, A.M.; Clare, A. Materials for additive manufacturing. CIRP Ann. 2017, 66, 659–681. [Google Scholar] [CrossRef]
- Wohlers, T.T.; Campbell, I.; Diegel, O.; Kowen, J. Wohlers Report 2018. 3D Printing and Additive Manufacturing State of the Industry: Annual Worldwide Progress Report; Wohlers Associates, Inc.: Fort Collins, CL, USA, 2018; ISBN 0991333241. [Google Scholar]
- Gibson, I.; Rosen, D.; Stucker, B. Additive Manufacturing Technologies. 3D Printing, Rapid Prototyping and Direct Digital Manufacturing, 2nd ed.; Springer: Berlin/Heidelberg, Germany, 2015; ISBN 978-1493921126. [Google Scholar]
- Dutta, B.; Froes, F.H. Additive Manufacturing of Titanium Alloys. State of the Art, Challenges, and Opportunities; Butterworth-Heinemann is an Imprint of Elsevier: Amsterdam, The Netherlands, 2016; ISBN 9780128047835. [Google Scholar]
- Kumar, R.; Kumar, M.; Chohan, J.S. The role of additive manufacturing for biomedical applications: A critical review. J. Manuf. Process. 2021, 64, 828–850. [Google Scholar] [CrossRef]
- Javaid, M.; Haleem, A. Additive manufacturing applications in medical cases: A literature based review. Alex. J. Med. 2018, 54, 411–422. [Google Scholar] [CrossRef]
- Fazel-Rezai, R. Biomedical Engineering—From Theory to Applications; IntechOpen: London, UK, 2011; ISBN 9789533076379. [Google Scholar]
- Zaman, H.A.; Sharif, S.; Idris, M.H.; Kamarudin, A. Metallic Biomaterials for Medical Implant Applications: A Review. Appl. Mech. Mater. 2015, 735, 19–25. [Google Scholar] [CrossRef]
- Festas, A.J.; Ramos, A.; Davim, J.P. Medical devices biomaterials—A review. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2020, 234, 218–228. [Google Scholar] [CrossRef]
- Vandenbroucke, B.; Kruth, J.P. Selective laser melting of biocompatible metals for rapid manufacturing of medical parts. Rapid Prototyp. J. 2007, 13, 196–203. [Google Scholar] [CrossRef]
- Iijima, D. Wear properties of Ti and Ti–6Al–7Nb castings for dental prostheses. Biomaterials 2003, 24, 1519–1524. [Google Scholar] [CrossRef]
- Niinomi, M. Mechanical biocompatibilities of titanium alloys for biomedical applications. J. Mech. Behav. Biomed. Mater. 2008, 1, 30–42. [Google Scholar] [CrossRef]
- Hollander, D.A.; von Walter, M.; Wirtz, T.; Sellei, R.; Schmidt-Rohlfing, B.; Paar, O.; Erli, H.-J. Structural, mechanical and in vitro characterization of individually structured Ti-6Al-4V produced by direct laser forming. Biomaterials 2006, 27, 955–963. [Google Scholar] [CrossRef] [PubMed]
- Murr, L.E.; Quinones, S.A.; Gaytan, S.M.; Lopez, M.I.; Rodela, A.; Martinez, E.Y.; Hernandez, D.H.; Martinez, E.; Medina, F.; Wicker, R.B. Microstructure and mechanical behavior of Ti-6Al-4V produced by rapid-layer manufacturing, for biomedical applications. J. Mech. Behav. Biomed. Mater. 2009, 2, 20–32. [Google Scholar] [CrossRef] [PubMed]
- Khrunyk, Y.Y.; Ehnert, S.; Grib, S.V.; Illarionov, A.G.; Stepanov, S.I.; Popov, A.A.; Ryzhkov, M.A.; Belikov, S.V.; Xu, Z.; Rupp, F.; et al. Synthesis and Characterization of a Novel Biocompatible Alloy, Ti-Nb-Zr-Ta-Sn. Int. J. Mol. Sci. 2021, 22, 10611. [Google Scholar] [CrossRef]
- Surmeneva, M.; Grubova, I.; Glukhova, N.; Khrapov, D.; Koptyug, A.; Volkova, A.; Ivanov, Y.; Cotrut, C.M.; Vladescu, A.; Teresov, A.; et al. New Ti–35Nb–7Zr–5Ta Alloy Manufacturing by Electron Beam Melting for Medical Application Followed by High Current Pulsed Electron Beam Treatment. Metals 2021, 11, 1066. [Google Scholar] [CrossRef]
- Surmeneva, M.A.; Koptyug, A.; Khrapov, D.; Ivanov, Y.F.; Mishurova, T.; Evsevleev, S.; Prymak, O.; Loza, K.; Epple, M.; Bruno, G.; et al. In situ synthesis of a binary Ti–10at% Nb alloy by electron beam melting using a mixture of elemental niobium and titanium powders. J. Mater. Process. Technol. 2020, 282, 116646. [Google Scholar] [CrossRef]
- Tamilselvi, S.; Raman, V.; Rajendran, N. Corrosion behaviour of Ti–6Al–7Nb and Ti–6Al–4V ELI alloys in the simulated body fluid solution by electrochemical impedance spectroscopy. Electrochim. Acta 2006, 52, 839–846. [Google Scholar] [CrossRef]
- Metikoš-Huković, M.; Kwokal, A.; Piljac, J. The influence of niobium and vanadium on passivity of titanium-based implants in physiological solution. Biomaterials 2003, 24, 3765–3775. [Google Scholar] [CrossRef]
- López, M.; Gutiérrez, A.; Jiménez, J. In vitro corrosion behaviour of titanium alloys without vanadium. Electrochim. Acta 2002, 47, 1359–1364. [Google Scholar] [CrossRef]
- Lewandowski, J.J.; Seifi, M. Metal Additive Manufacturing: A Review of Mechanical Properties. Annu. Rev. Mater. Res. 2016, 46, 151–186. [Google Scholar] [CrossRef]
- Yap, C.Y.; Chua, C.K.; Dong, Z.L.; Liu, Z.H.; Zhang, D.Q.; Loh, L.E.; Sing, S.L. Review of selective laser melting: Materials and applications. Appl. Phys. Rev. 2015, 2, 41101. [Google Scholar] [CrossRef]
- Hein, M.; Hoyer, K.-P.; Schaper, M. Additively processed TiAl6Nb7 alloy for biomedical applications. Mater. Und Werkst. 2021, 52, 703–716. [Google Scholar] [CrossRef]
- Hein, M.; Lopes Dias, N.F.; Pramanik, S.; Stangier, D.; Hoyer, K.-P.; Tillmann, W.; Schaper, M. Heat Treatments of Metastable β Titanium Alloy Ti-24Nb-4Zr-8Sn Processed by Laser Powder Bed Fusion. Materials 2022, 15, 3774. [Google Scholar] [CrossRef] [PubMed]
- Leuders, S.; Thöne, M.; Riemer, A.; Niendorf, T.; Tröster, T.; Richard, H.A.; Maier, H.J. On the mechanical behaviour of titanium alloy TiAl6V4 manufactured by selective laser melting: Fatigue resistance and crack growth performance. Int. J. Fatigue 2013, 48, 300–307. [Google Scholar] [CrossRef]
- Tolosa, I.; Garciandía, F.; Zubiri, F.; Zapirain, F.; Esnaola, A. Study of mechanical properties of AISI 316 stainless steel processed by “selective laser melting”, following different manufacturing strategies. Int. J. Adv. Manuf. Technol. 2010, 51, 639–647. [Google Scholar] [CrossRef]
- Nezhadfar, P.D.; Burford, E.; Anderson-Wedge, K.; Zhang, B.; Shao, S.; Daniewicz, S.R.; Shamsaei, N. Fatigue crack growth behavior of additively manufactured 17-4 PH stainless steel: Effects of build orientation and microstructure. Int. J. Fatigue 2019, 123, 168–179. [Google Scholar] [CrossRef]
- Kluczyński, J.; Śnieżek, L.; Grzelak, K.; Torzewski, J.; Szachogłuchowicz, I.; Wachowski, M.; Łuszczek, J. Crack Growth Behavior of Additively Manufactured 316L Steel-Influence of Build Orientation and Heat Treatment. Materials 2020, 13, 3259. [Google Scholar] [CrossRef] [PubMed]
- Zhang, M.; Sun, C.-N.; Zhang, X.; Wei, J.; Hardacre, D.; Li, H. High cycle fatigue and ratcheting interaction of laser powder bed fusion stainless steel 316L: Fracture behaviour and stress-based modelling. Int. J. Fatigue 2019, 121, 252–264. [Google Scholar] [CrossRef]
- Jerrard, P.G.E.; Hao, L.; Evans, K.E. Experimental investigation into selective laser melting of austenitic and martensitic stainless steel powder mixtures. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2009, 223, 1409–1416. [Google Scholar] [CrossRef]
- Riemer, A.; Leuders, S.; Thöne, M.; Richard, H.A.; Tröster, T.; Niendorf, T. On the fatigue crack growth behavior in 316L stainless steel manufactured by selective laser melting. Eng. Fract. Mech. 2014, 120, 15–25. [Google Scholar] [CrossRef]
- Baufeld, B.; Brandl, E.; van der Biest, O. Wire based additive layer manufacturing: Comparison of microstructure and mechanical properties of Ti–6Al–4V components fabricated by laser-beam deposition and shaped metal deposition. J. Mater. Process. Technol. 2011, 211, 1146–1158. [Google Scholar] [CrossRef]
- Brandl, E. Microstructural and Mechanical Properties of Additive Manufactured Titanium (Ti-6Al-4V) Using Wire. Evaluation with Respect to Additive Processes Using Powder and Aerospace Material Specifications; Zugl.: Cottbus, Germany; Shaker: Aachen, Germany, 2010; ISBN 978-3-8322-9530-1. [Google Scholar]
- Khorasani, A.; Gibson, I.; Goldberg, M.; Littlefair, G. On the role of different annealing heat treatments on mechanical properties and microstructure of selective laser melted and conventional wrought Ti-6Al-4V. Rapid Prototyp. J. 2017, 23, 295–304. [Google Scholar] [CrossRef]
- Liu, S.; Shin, Y.C. Additive manufacturing of Ti6Al4V alloy: A review. Mater. Des. 2019, 164, 107552. [Google Scholar] [CrossRef]
- Riemer, A.; Richard, H.A. Crack Propagation in Additive Manufactured Materials and Structures. Procedia Struct. Integ. 2016, 2, 1229–1236. [Google Scholar] [CrossRef]
- Leuders, S.; Lieneke, T.; Lammers, S.; Tröster, T.; Niendorf, T. On the fatigue properties of metals manufactured by selective laser melting—The role of ductility. J. Mater. Res. 2014, 29, 1911–1919. [Google Scholar] [CrossRef]
- Popov, V.V.; Katz-Demyanetz, A.; Garkun, A.; Bamberger, M. The effect of powder recycling on the mechanical properties and microstructure of electron beam melted Ti-6Al-4 V specimens. Addit. Manuf. 2018, 22, 834–843. [Google Scholar] [CrossRef]
- Wood, M.I. The mechanical properties of coatings and coated systems. Mater. Sci. Eng. A Struct. Mater. 1989, 120-121, 633–643. [Google Scholar] [CrossRef]
- Mehran, Q.M.; Fazal, M.A.; Bushroa, A.R.; Rubaiee, S. A Critical Review on Physical Vapor Deposition Coatings Applied on Different Engine Components. Crit. Rev. Solid State Mater. Sci. 2018, 43, 158–175. [Google Scholar] [CrossRef]
- Tillmann, W.; Lopes Dias, N.F.; Kokalj, D.; Stangier, D.; Hein, M.; Hoyer, K.-P.; Schaper, M.; Gödecke, D.; Oltmanns, H.; Meißner, J. Tribo-functional PVD thin films deposited onto additively manufactured Ti6Al7Nb for biomedical applications. Mater. Lett. 2022, 132384. [Google Scholar] [CrossRef]
- Tillmann, W.; Lopes Dias, N.F.; Franke, C.; Kokalj, D.; Stangier, D.; Filor, V.; Mateus-Vargas, R.H.; Oltmanns, H.; Kietzmann, M.; Meißner, J.; et al. Tribo-mechanical properties and biocompatibility of Ag-containing amorphous carbon films deposited onto Ti6Al4V. Surf. Coat. Technol. 2021, 421, 127384. [Google Scholar] [CrossRef]
- Liu, X.; Chu, P.; Ding, C. Surface modification of titanium, titanium alloys, and related materials for biomedical applications. Mater. Sci. Eng. R Rep. 2004, 47, 49–121. [Google Scholar] [CrossRef] [Green Version]
- Fuentes, E.; Alves, S.; López-Ortega, A.; Mendizabal, L.; Sáenz de Viteri, V. Advanced Surface Treatments on Titanium and Titanium Alloys Focused on Electrochemical and Physical Technologies for Biomedical Applications. In Biomaterial-Supported Tissue Reconstruction or Regeneration; Barbeck, M., Jung, O., Smeets, R., Koržinskas, T., Eds.; IntechOpen: London, UK, 2019; ISBN 978-1-83880-377-3. [Google Scholar]
- Nascimento, M. Effects of surface treatments on the fatigue strength of AISI 4340 aeronautical steel. Int. J. Fatigue 2001, 23, 607–618. [Google Scholar] [CrossRef]
- Baragetti, S.; Lavecchia, G.; Terranova, A. Variables affecting the fatigue resistance of PVD-coated components. Int. J. Fatigue 2005, 27, 1541–1550. [Google Scholar] [CrossRef]
- Puchi-Cabrera, E.S.; Matínez, F.; Herrera, I.; Berríos, J.; Dixit, S.; Bhat, D. On the fatigue behavior of an AISI 316L stainless steel coated with a PVD TiN deposit. Surf. Coat. Technol. 2004, 182, 276–286. [Google Scholar] [CrossRef]
- Puchi-Cabrera, E.S.; Staia, M.H.; Ochoa-Pérez, E.A.; Teer, D.G.; Santana-Méndez, Y.Y.; La Barbera-Sosa, J.G.; Chicot, D.; Lesage, J. Fatigue behavior of a 316L stainless steel coated with a DLC film deposited by PVD magnetron sputter ion plating. Mater. Sci. Eng. A Struct. Mater. 2010, 527, 498–508. [Google Scholar] [CrossRef]
- Correa Jácome, J.F.; Caicedo Angulo, J.C.; Castro, Y.A. PVD coatings influence (TiCN, BCN, and CrAlN) on the fatigue life behavior of AISI 1045 steel for automotive applications. Int. J. Adv. Manuf. Technol. 2022, 119, 3995–4009. [Google Scholar] [CrossRef]
- Ferreira, J.; Costa, J.; Lapa, V. Fatigue behaviour of 42Cr Mo4 steel with PVD coatings. Int. J. Fatigue 1997, 19, 293–299. [Google Scholar] [CrossRef]
- Baragetti, S. Fatigue resistance of steel and titanium PVD coated spur gears. Int. J. Fatigue 2007, 29, 1893–1903. [Google Scholar] [CrossRef]
- Baragetti, S.; Borzini, E.; Božic, Ž.; Arcieri, E.V. On the fatigue strength of uncoated and DLC coated 7075-T6 aluminum alloy. Eng. Fail. Anal. 2019, 102, 219–225. [Google Scholar] [CrossRef]
- Gopkalo, A.P.; Rutkovskyy, A.V. The effect of PVD coatings on the tensile strength and low-cycle fatigue resistance of stainless steel and titanium alloys. Fatigue Fract. Eng. Mater. Struct. 2011, 34, 1012–1020. [Google Scholar] [CrossRef]
- Costa, M.Y.P.; Cioffi, M.O.H.; Venditti, M.L.R.; Voorwald, H.J.C. Fatigue fracture behavior of Ti-6Al-4V PVD coated. Procedia Eng. 2010, 2, 1859–1864. [Google Scholar] [CrossRef]
- Costa, M.; Venditti, M.; Cioffi, M.; Voorwald, H.; Guimarães, V.A.; Ruas, R. Fatigue behavior of PVD coated Ti–6Al–4V alloy. Int. J. Fatigue 2011, 33, 759–765. [Google Scholar] [CrossRef]
- Bai, Y.; Xi, Y.; Gao, K.; Yang, H.; Pang, X.; Yang, X.; Volinsky, A.A. Brittle coating effects on fatigue cracks behavior in Ti alloys. Int. J. Fatigue 2019, 125, 432–439. [Google Scholar] [CrossRef]
- Niendorf, T. Ermüdungseigenschaften Ultrafeinkörniger Kubisch Raumzentrierter Werkstoffe. Ph.D. Thesis, Paderborn Univercity, Paderborn, Germany, 2010. [Google Scholar]
- Hein, M.; Kokalj, D.; Lopes Dias, N.F.; Stangier, D.; Oltmanns, H.; Pramanik, S.; Kietzmann, M.; Hoyer, K.-P.; Meißner, J.; Tillmann, W.; et al. Low Cycle Fatigue Performance of Additively Processed and Heat-Treated Ti-6Al-7Nb Alloy for Biomedical Applications. Metals 2022, 12, 122. [Google Scholar] [CrossRef]
- Donachie, M.J. Titanium. A technical Guide, 2nd ed.; ASM International: Materials Park, OH, USA, 2000; ISBN 9780871706867. [Google Scholar]
- Liang, Z.; Sun, Z.; Zhang, W.; Wu, S.; Chang, H. The effect of heat treatment on microstructure evolution and tensile properties of selective laser melted Ti6Al4V alloy. J. Alloys Compd. 2019, 782, 1041–1048. [Google Scholar] [CrossRef]
- Tillmann, W.; Lopes Dias, N.F.; Franke, C.; Kokalj, D.; Stangier, D.; Thomann, C.A.; Debus, J. Mechanical properties and adhesion behavior of amorphous carbon films with bias voltage controlled TixCy interlayers on Ti6Al4V. Diam. Relat. Mater. 2021, 115, 108361. [Google Scholar] [CrossRef]
- DIN EN ISO 4288:1998-04; Geometrische Produktspezifikation (GPS)_-Oberflächenbeschaffenheit: Tastschnittverfahren_-Regeln und Verfahren für die Beurteilung der Oberflächenbeschaffenheit (ISO_4288:1996); Deutsche Fassung EN_ISO_4288:1997. Beuth Verlag GmbH: Berlin, Germany, 1998. [CrossRef]
- Lin, C.-Y.; Kang, J.-H. Mechanical Properties of Compact Bone Defined by the Stress-Strain Curve Measured Using Uniaxial Tensile Test: A Concise Review and Practical Guide. Materials 2021, 14, 4224. [Google Scholar] [CrossRef]
- DIN 50100:2016-12; DIN Deutsches Institut für Normung e. V. Schwingfestigkeitsversuch—Durchführung und Auswertung von zyklischen Versuchen mit konstanter Lastamplitude für metallische Werkstoffproben und Bauteile. DIN 50100: 2016-12. Beuth Verlag GmbH: Berlin, Germany, 2016. [CrossRef]
- Hück, M. Ein verbessertes Verfahren für die Auswertung von Treppenstufenversuchen. Mat. Werkstofftech. 1983, 14, 406–417. [Google Scholar] [CrossRef]
- Nakatani, M.; Masuo, H.; Tanaka, Y.; Murakami, Y. Effect of Surface Roughness on Fatigue Strength of Ti-6Al-4V Alloy Manufactured by Additive Manufacturing. Procedia Struct. Integr. 2019, 19, 294–301. [Google Scholar] [CrossRef]
- Korhonen, A.S. Corrosion of thin hard PVD coatings. Vacuum 1994, 45, 1031–1034. [Google Scholar] [CrossRef]
- Mertová, K.; Džugan, J.; Roudnická, M.; Daniel, M.; Vojtěch, D.; Seifi, M.; Lewandowski, J.J. Build Size and Orientation Influence on Mechanical Properties of Powder Bed Fusion Deposited Titanium Parts. Metals 2020, 10, 1340. [Google Scholar] [CrossRef]
- Kasperovich, G.; Hausmann, J. Improvement of fatigue resistance and ductility of TiAl6V4 processed by selective laser melting. J. Mater. Processing Technol. 2015, 220, 202–214. [Google Scholar] [CrossRef]
- Liu, Q.C.; Elambasseril, J.; Sun, S.J.; Leary, M.; Brandt, M.; Sharp, P.K. The Effect of Manufacturing Defects on the Fatigue Behaviour of Ti-6Al-4V Specimens Fabricated Using Selective Laser Melting. Adv. Mat. Res. 2014, 891–892, 1519–1524. [Google Scholar] [CrossRef]
- Murakami, Y. Metal Fatigue. Effects of Small Defects and Nonmetallic Inclusions, 2nd ed.; Academic Press: Amsterdam, The Netherlands, 2019; ISBN 9780128138779. [Google Scholar]
- Sercombe, T.; Jones, N.; Day, R.; Kop, A. Heat treatment of Ti-6Al-7Nb components produced by selective laser melting. Rapid Prototyp. J. 2008, 14, 300–304. [Google Scholar] [CrossRef]
- Von Niessen, K.; Gindrat, M.; Refke, A. Vapor Phase Deposition Using Plasma Spray-PVD™. J. Therm. Spray Tech. 2010, 19, 502–509. [Google Scholar] [CrossRef]
- Cheng, Z.; Yang, J.; Shao, F.; Zhong, X.; Zhao, H.; Zhuang, Y.; Sheng, J.; Ni, J.; Tao, S. Thermal Stability of PS-PVD YSZ Coatings with Typical Dense Layered and Columnar Structures. Crystals 2020, 10, 826. [Google Scholar] [CrossRef]
- Deng, Z.-Q.; Mao, J.; Liu, M.; Deng, C.-M.; Ma, J.-T. Regional characteristic of 7YSZ coatings prepared by plasma spray-physical vapor deposition technique. Rare Met. 2021, 40, 3308–3315. [Google Scholar] [CrossRef]
- Zhao, H.; Zhang, X.; Deng, C.; Deng, Z.; Chen, X. Performance Evaluation and Thermal Shock Behavior of PS-PVD (Gd0.9Yb0.1)2Zr2O7/YSZ Thermal Barrier Coatings. Coatings 2022, 12, 323. [Google Scholar] [CrossRef]
- Tillmann, W.; Lopes Dias, N.F.; Stangier, D.; Nienhaus, A.; Thomann, C.A.; Wittrock, A.; Moldenhauer, H.; Debus, J. Effect of the bias voltage on the structural and tribo-mechanical properties of Ag-containing amorphous carbon films. Diam. Relat. Mater. 2020, 105, 107803. [Google Scholar] [CrossRef]
- Baba, K.; Hatada, R.; Flege, S.; Ensinger, W. Preparation and Properties of Ag-Containing Diamond-Like Carbon Films by Magnetron Plasma Source Ion Implantation. Adv. Mater. Sci. Eng. 2012, 2012, 1–5. [Google Scholar] [CrossRef]
- Bociaga, D.; Komorowski, P.; Batory, D.; Szymanski, W.; Olejnik, A.; Jastrzebski, K.; Jakubowski, W. Silver-doped nanocomposite carbon coatings (Ag-DLC) for biomedical applications—Physiochemical and biological evaluation. Appl. Surf. Sci. 2015, 355, 388–397. [Google Scholar] [CrossRef]
- Kumar, K.; Pooleery, A.; Madhusoodanan, K.; Singh, R.N.; Chakravartty, J.K.; Dutta, B.K.; Sinha, R.K. Use of Miniature Tensile Specimen for Measurement of Mechanical Properties. Procedia Eng. 2014, 86, 899–909. [Google Scholar] [CrossRef] [Green Version]
- Paik, J.K.; Melchers, R.E. Condition Assessment of Aged Structures; CRC Press: Boca Raton, FL, USA, 2008; ISBN 978-1-84569-334-3. [Google Scholar]
- Lumley, R. Fundamentals of Aluminium Metallurgy. Production, Processing and Applications; Elsevier Science & Technology: Cambridge, UK, 2011; ISBN 978-1-84569-654-2. [Google Scholar]
- Pfeifer, M. Degradation and Reliability of Materials. Materials Enabled Designs; Elsevier: Amsterdam, The Netherlands, 2009; pp. 161–187. ISBN 9780750682879. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter Sets | Layer Thickness t in µm | Laser Power P in W | Scanning Speed in m s−1 | Hatch Distance h in mm |
|---|---|---|---|---|
| Hatch | 50 | 185 | 1.675 | 0.077 |
| Contour | 50 | 123 | 0.512 | - |
| Condition | As-Built | SR | +TiN | +TiCN | +a-C:Ag | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Test | σa | N | σa | N | σa | N | σa | N | σa | N | |
| Wöhler | 1 | 400 | 9243 | 400 | 30,576 | 400 | 14,141 | 400 | 12,244 | 400 | 11,259 |
| 2 | 400 | 9456 | 400 | 30,292 | 400 | 13,121 | 400 | 10,483 | 400 | 9294 | |
| 3 | 400 | 8123 | 400 | 30,201 | 400 | 15,663 | 400 | 10,624 | 400 | 9131 | |
| 4 | 350 | 11,462 | 300 | 97,779 | 300 | 26,428 | 300 | 16,029 | 300 | 17,525 | |
| 5 | 350 | 9979 | 300 | 73,048 | 300 | 20,530 | 300 | 18,132 | 300 | 12,786 | |
| 6 | 350 | 10,211 | 300 | 86,040 | 300 | 17,525 | 300 | 19,386 | 300 | 12,477 | |
| 7 | 300 | 13,979 | 300 | 74,281 | 200 | 76,525 | 200 | 62,671 | 200 | 41,585 | |
| 8 | 300 | 13,462 | 200 | 1,250,876 | 200 | 71,204 | 200 | 51,996 | 200 | 45,665 | |
| 9 | 300 | 13,782 | 200 | 764,148 | 200 | 77,222 | 200 | 57,180 | 200 | 31,088 | |
| 10 | 200 | 39,514 | 200 | 945,842 | 150 | 152,991 | 150 | 137,682 | 150 | 85,630 | |
| 11 | 200 | 42,166 | 200 | 675,594 | 150 | 171,897 | 150 | 144,485 | 150 | 100,463 | |
| 12 | 200 | 31,930 | 175 | 107 | 150 | 168,327 | 150 | 117,362 | 150 | 102,704 | |
| 13 | 100 | 486,130 | 175 | 107 | 125 | 107 | 125 | 107 | 125 | 139,143 | |
| 14 | 100 | 396,010 | 175 | 107 | 125 | 107 | 125 | 306,679 | 125 | 114,243 | |
| 15 | 100 | 560,428 | - | - | 125 | 107 | 125 | 107 | 125 | 138,871 | |
| 16 | 150 | 69,036 | - | - | - | - | 125 | 107 | 100 | 268,655 | |
| 17 | 150 | 91,714 | - | - | - | - | - | - | 100 | 390,224 | |
| 18 | 150 | 66,932 | - | - | - | - | - | - | 100 | 328,678 | |
| 19 | 125 | 205,157 | - | - | - | - | - | - | 75 | 107 | |
| 20 | 125 | 137,410 | - | - | - | - | - | - | 75 | 107 | |
| 21 | 125 | 128,867 | - | - | - | - | - | - | 75 | 107 | |
| 22 | 75 | 107 | - | - | - | - | - | - | - | - | |
| 23 | 75 | 107 | - | - | - | - | - | - | - | - | |
| 24 | 75 | 107 | - | - | - | - | - | - | - | - | |
| SC | 1 | 98 | 257,290 | 192 | 369,262 | 131 | 107 | 144 | 184,074 | 99 | 417,474 |
| 2 | 90 | 107 | 183 | 107 | 137 | 169,586 | 137 | 196,359 | 90 | 107 | |
| 3 | 98 | 411,817 | 192 | 460,000 | 131 | 245,437 | 131 | 354,125 | 99 | 390,952 | |
| 4 | 90 | 429,664 | 192 | 107 | 125 | 107 | 125 | 256,334 | 90 | 107 | |
| 5 | 82 | 107 | 200 | 107 | 131 | 107 | 119 | 107 | 99 | 430,847 | |
| 6 | 90 | 107 | - | - | 137 | 107 | 125 | 107 | 90 | 107 | |
| 7 | 98 | 9,519,363 | - | - | 144 | 205,177 | 131 | 298,425 | 99 | 289,494 | |
| 8 | - | - | - | - | - | - | 125 | 281,170 | - | - | |
| 9 | - | - | - | - | - | - | 119 | 270,714 | - | - | |
| Condition | As-Built | SR | +TiN | +TiCN | +a-C:Ag |
|---|---|---|---|---|---|
| σF in MPa | 92.6 | 190.2 | 133.5 | 121.4 | 95.0 |
| NK | 385,153 | 1,025,238 | 210,470 | 214,018 | 298,870 |
| k | 2.7 | 5.0 | 2.6 | 2.6 | 2.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hein, M. Influence of Physical Vapor Deposition on High-Cycle Fatigue Performance of Additively Manufactured Ti-6Al-7Nb Alloy. Crystals 2022, 12, 1190. https://doi.org/10.3390/cryst12091190
Hein M. Influence of Physical Vapor Deposition on High-Cycle Fatigue Performance of Additively Manufactured Ti-6Al-7Nb Alloy. Crystals. 2022; 12(9):1190. https://doi.org/10.3390/cryst12091190
Chicago/Turabian StyleHein, Maxwell. 2022. "Influence of Physical Vapor Deposition on High-Cycle Fatigue Performance of Additively Manufactured Ti-6Al-7Nb Alloy" Crystals 12, no. 9: 1190. https://doi.org/10.3390/cryst12091190