
Microstructure and Wear Behavior of Laser Cladded CoCrNiMox Coatings on the Low Carbon Steel

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials Preparation
2.2. Characterization
3. Results and Discussion
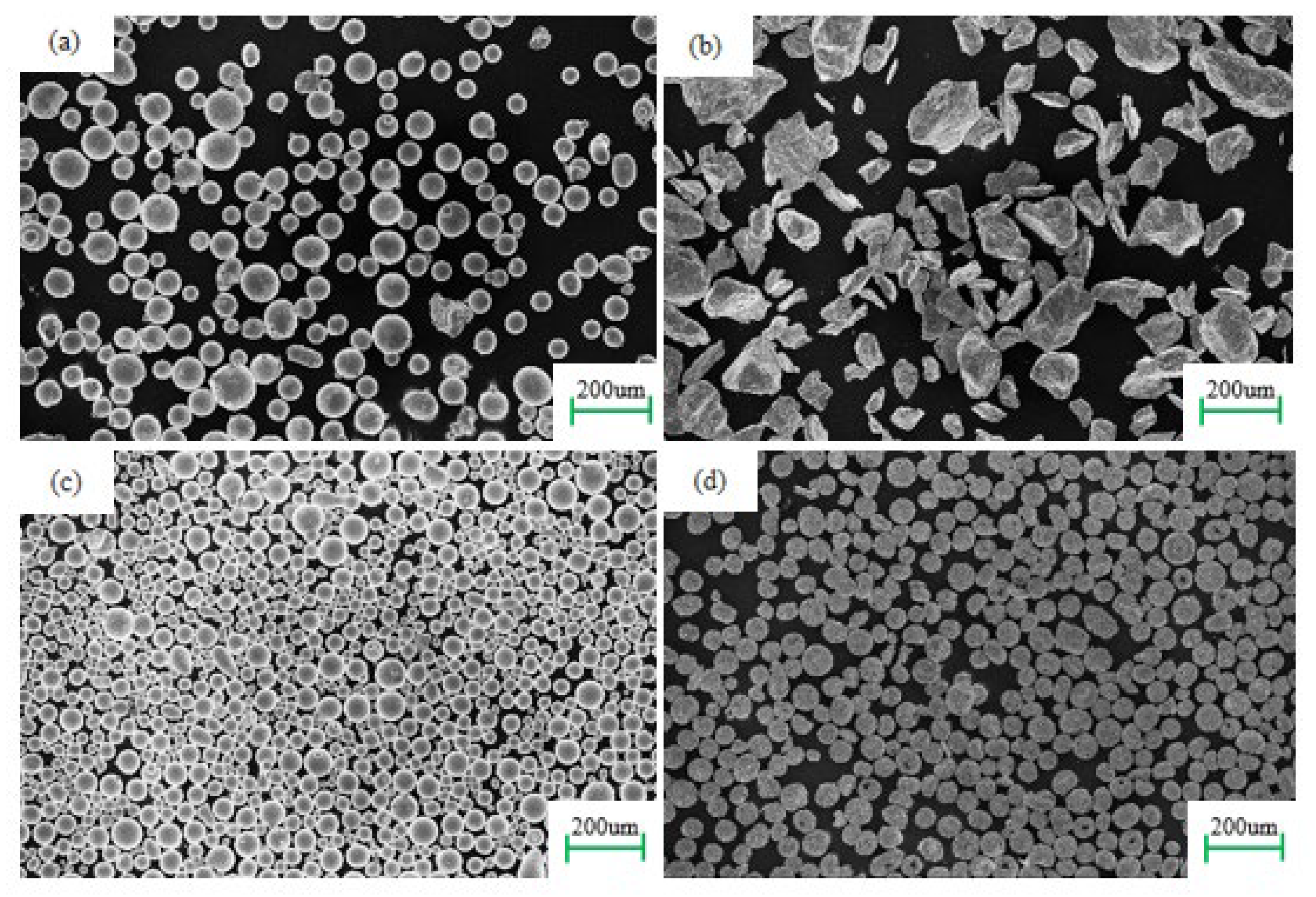
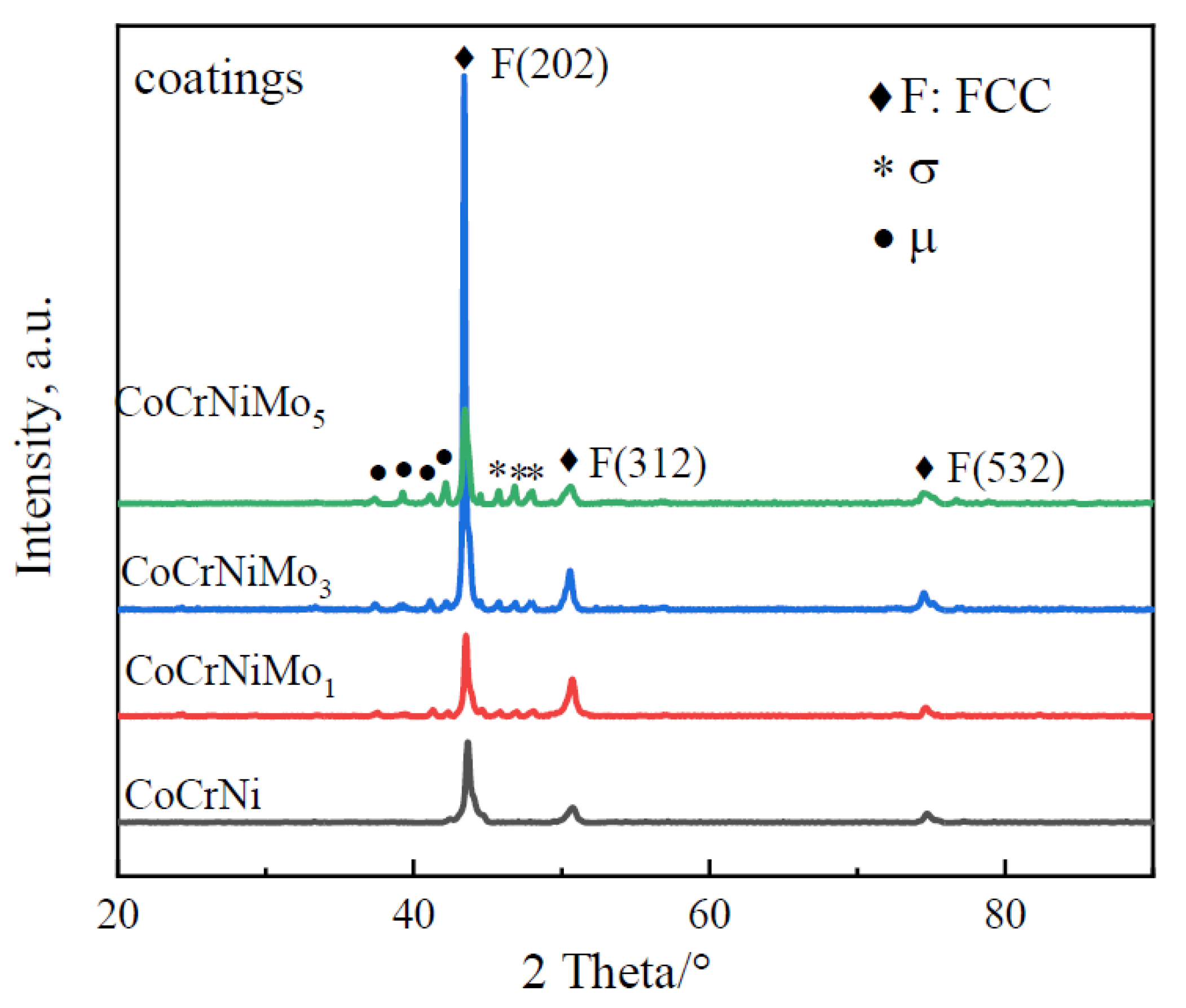
3.1. Morphologies and XRD Analysis of the Mixed Powders
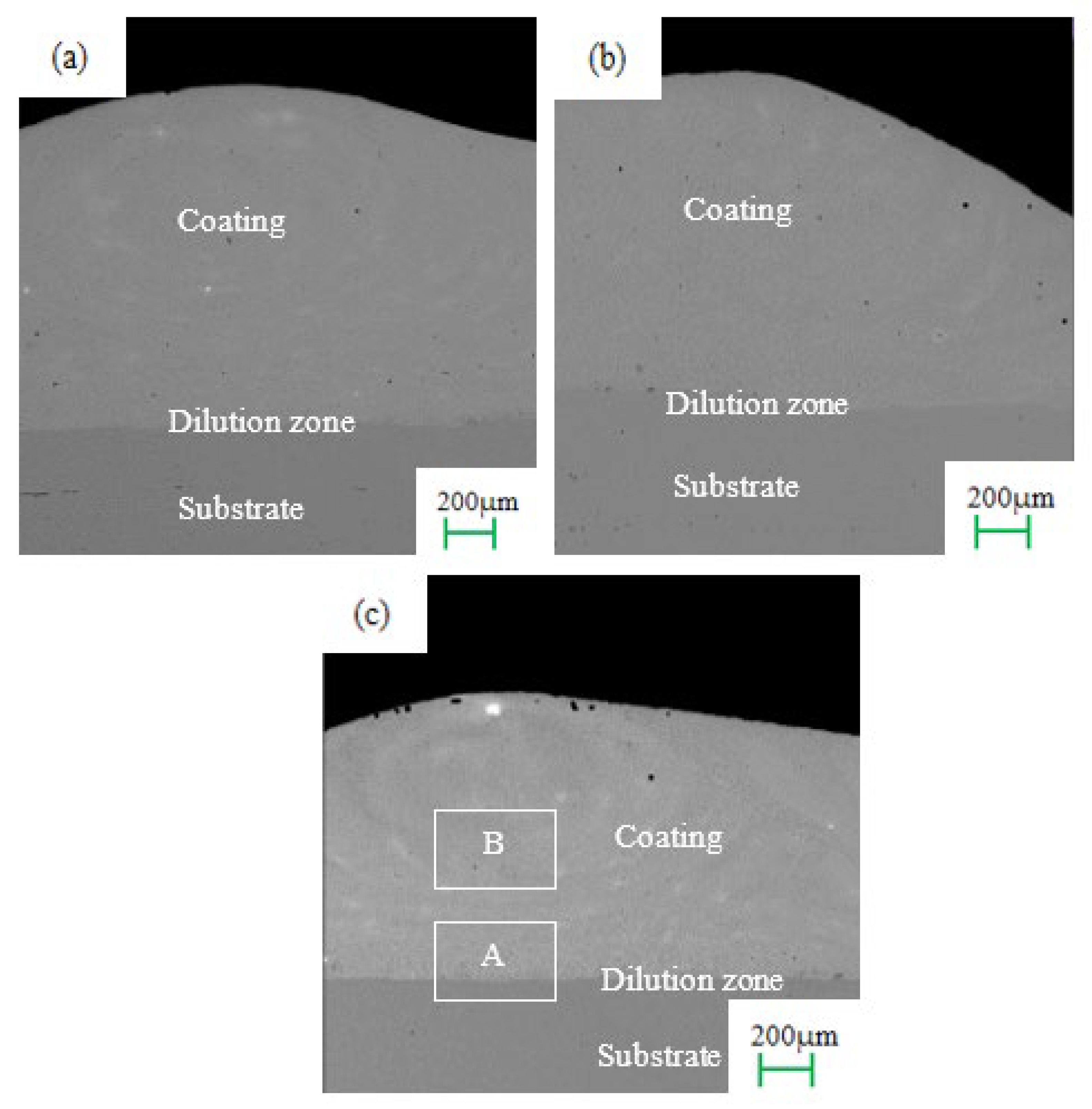
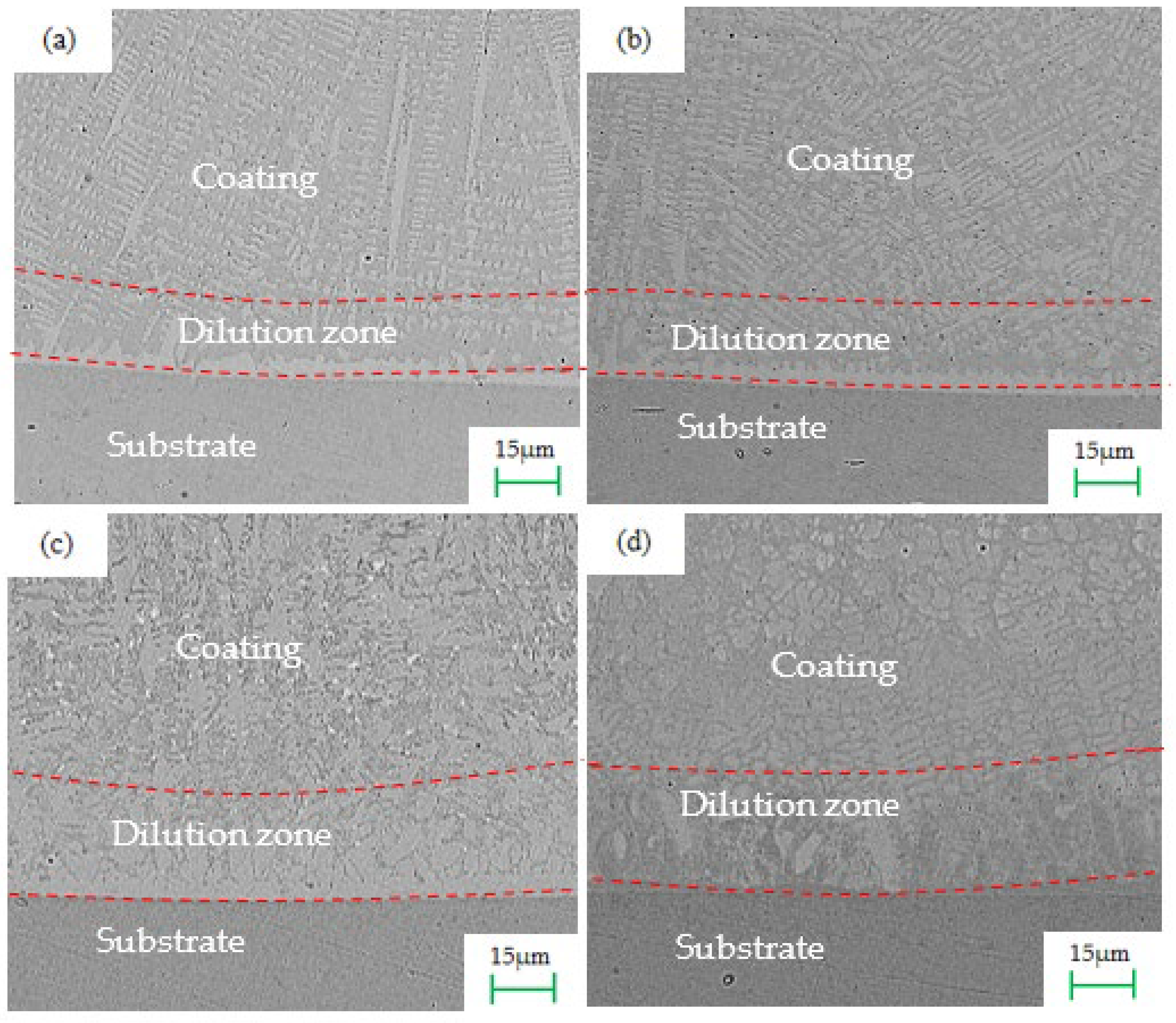
3.2. Morphologiesof the Composites Coatings
3.3. Microhardness Analysis of the Coatings
3.4. Friction and Wear Testing Analysis
4. Conclusions
- (1)
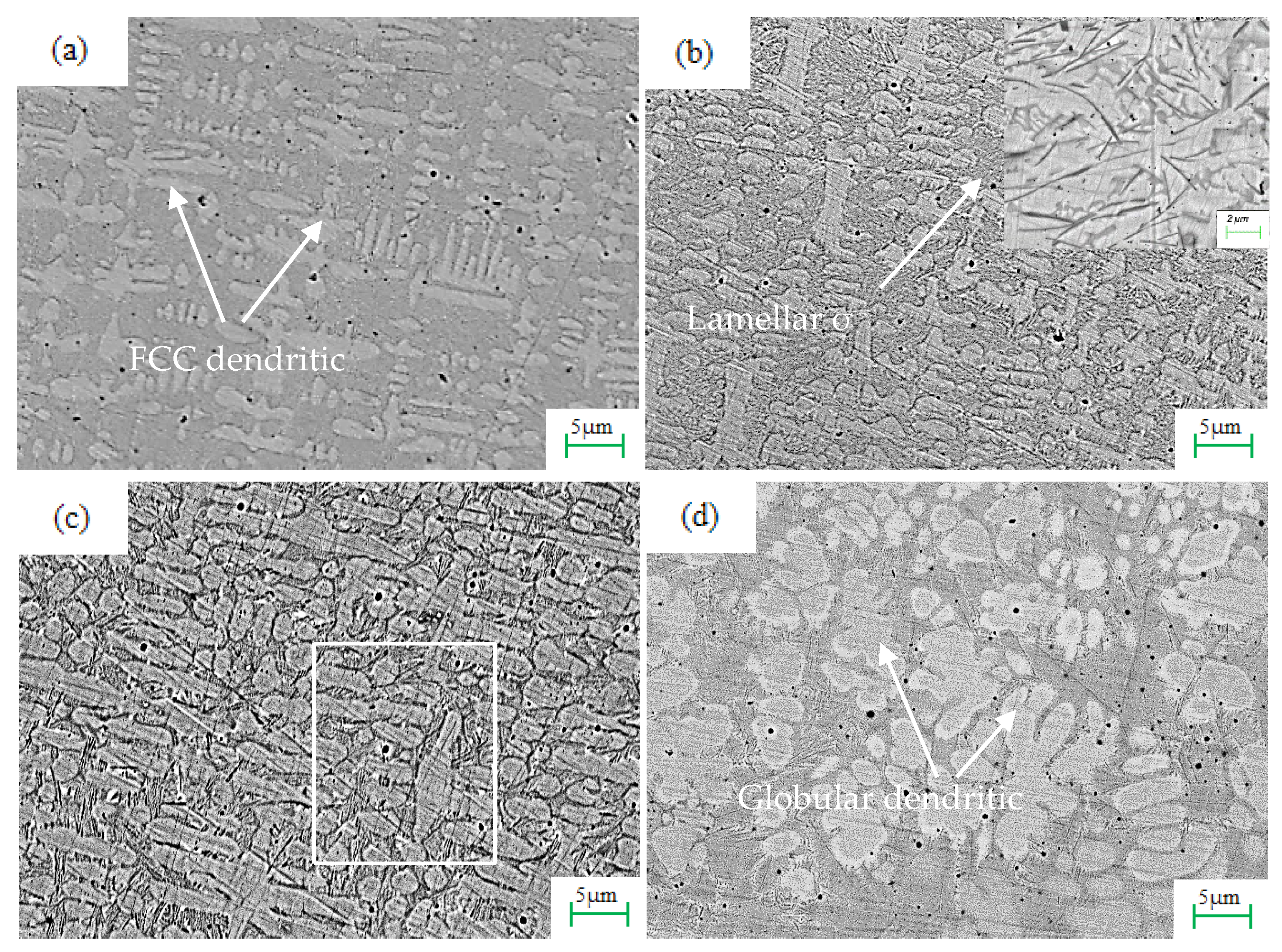
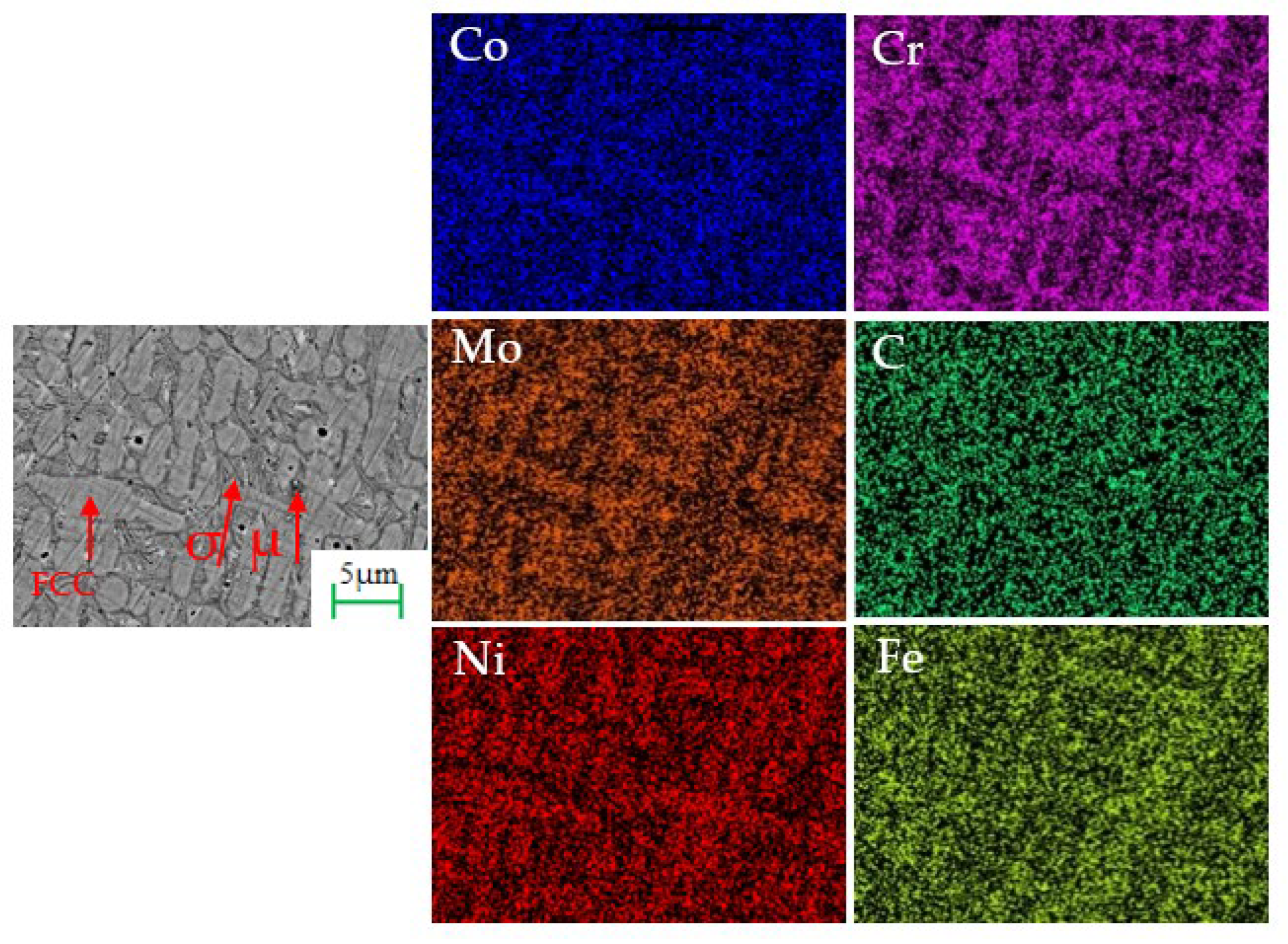
- The microstructures of the multi-principal cladding layer of CoCrNiMo with different Mo concentrations are composed of dendrites and inter-dendritic structures. A single-phase face-centered cubic (FCC) structure generated by CoCrNi ternary compound in all the coatings. The inter-dendritic structures are the σ- and μ-phase enriched with Cr and Mo, which originated with additional Mo and exhibited a lamellar structure. With the increase of Mo, the shape of the dendrite changed from rod-like to spherical-like. Meanwhile, the microstructure composition of the samples changed from FCC to FCC + σ + μ.
- (2)
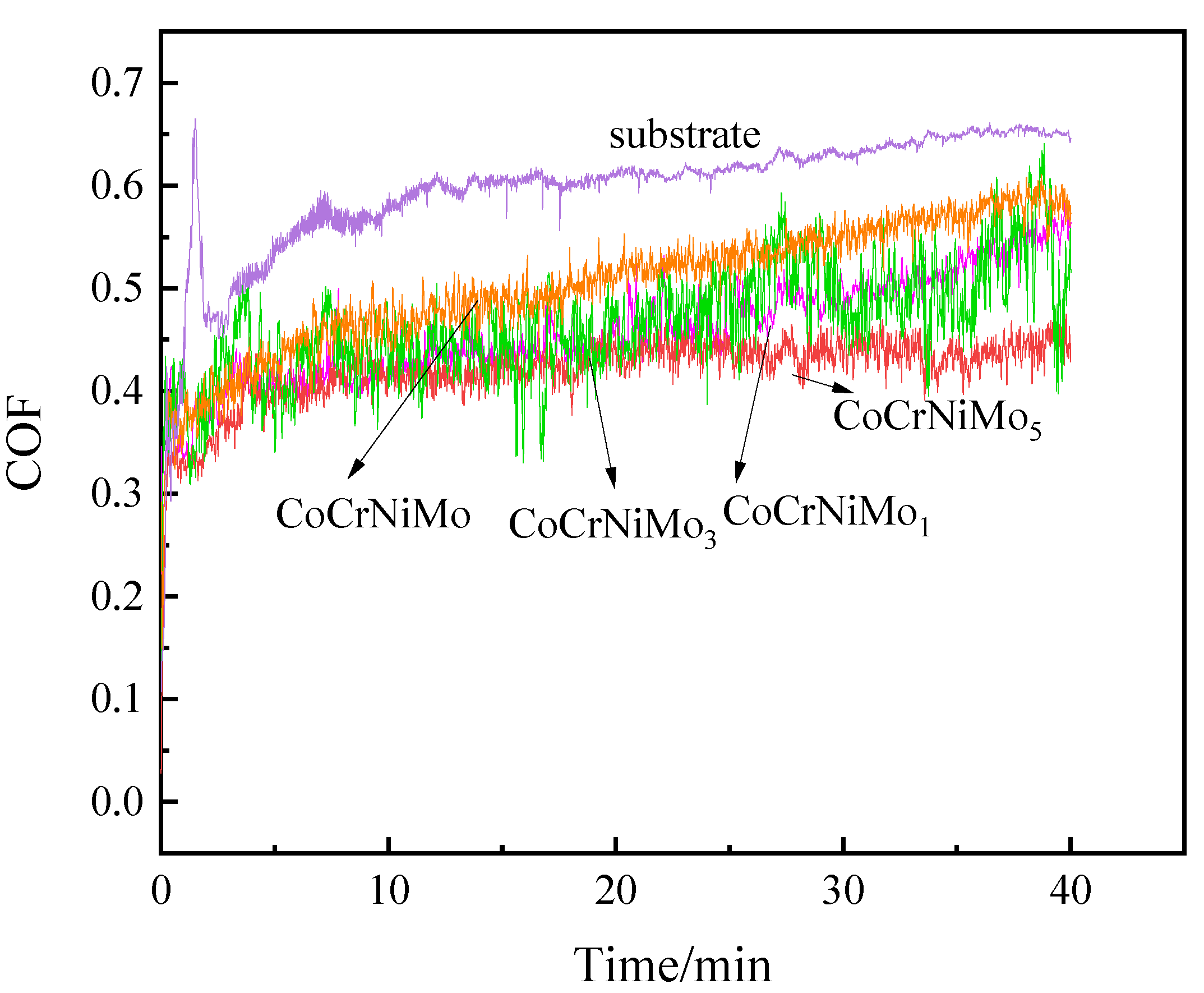
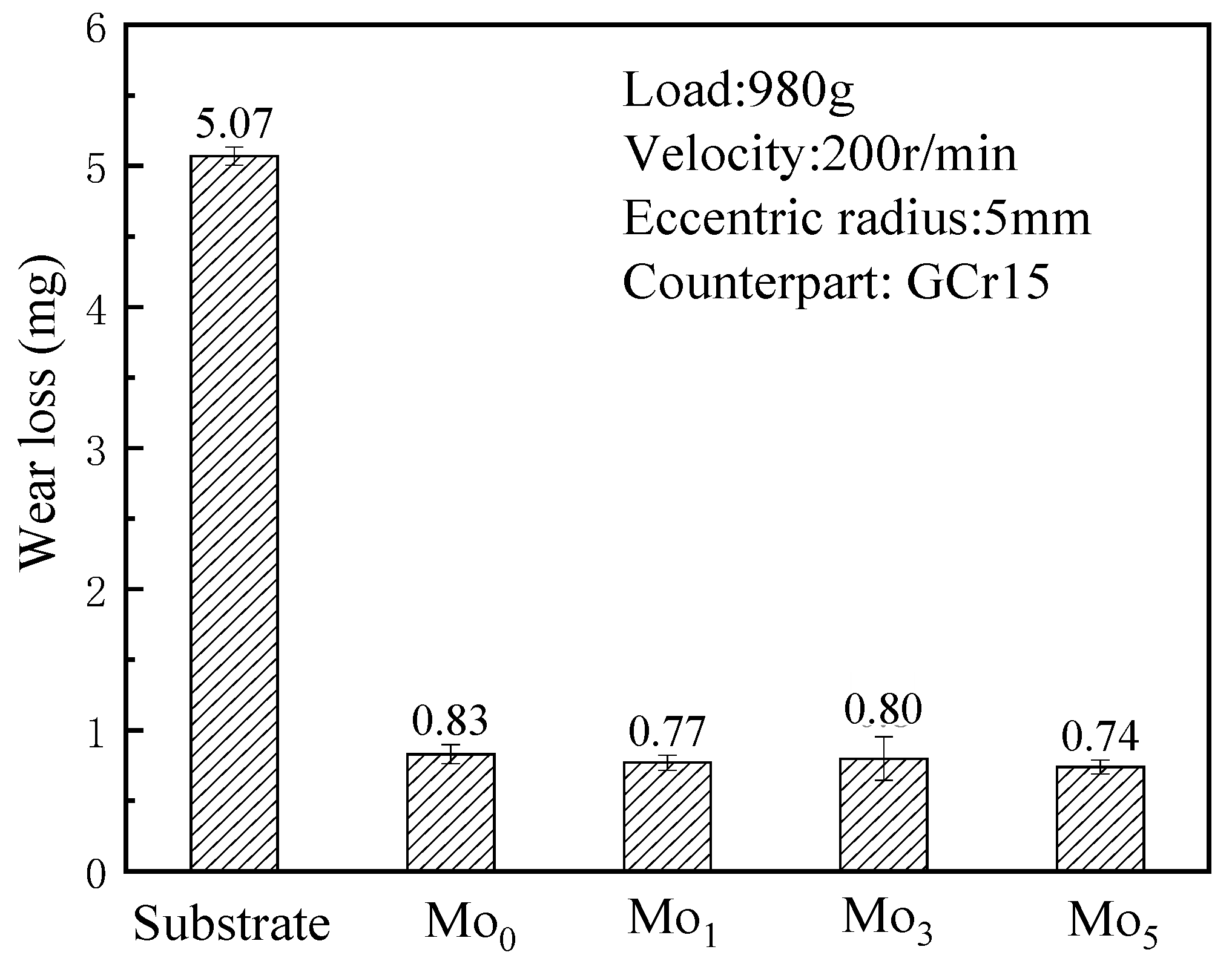
- With the increase of Mo concentration, the hardness in the coatings increases while the COF decreases, owing to the formation of a hard σ and μ phase. The wear loss of the coating of Mo5 is the smallest, with narrowest wear track. The higher hardness makes the coating more resistant to the plastic deformation of the wear surface. The wear mechanism also changes from adhesive wear and abrasive wear to adhesive wear and fatigue wear.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Dalai, R.; Das, S.; Das, K. Effect of thermo-mechanical processing on the low impact abrasion and low stress sliding wear resistance of austenitic high manganese steels. Wear 2019, 420–421, 176–183. [Google Scholar] [CrossRef]
- Chou, C.C.; Lee, S.H. Tribological behavior of nanodiamond-dispersed lubricants on carbon steels and aluminum alloy. Wear 2010, 269, 757–762. [Google Scholar] [CrossRef]
- Ding, H.H.; Mu, X.P.; Zhu, Y.; Yang, W.; Xiao, Q.; Wang, W.; Liu, Q.; Guo, J.; Zhou, Z. Effect of laser claddings of Fe-based alloy powder with different concentrations of WS2 on the mechanical and tribological properties of railway wheel. Wear 2022, 488–489, 204174. [Google Scholar] [CrossRef]
- Liu, S.S.; Zhang, M.; Zhao, G.L.; Wang, X.H.; Wang, J.F. Microstructure and properties of ceramic particle reinforced FeCoNiCrMnTi high entropy alloy laser cladding coating. Intermetallics 2022, 140, 107402. [Google Scholar] [CrossRef]
- Li, Z.L.; Wei, M.M.; Xiao, K.; Bai, Z.; Xue, W.; Dong, C.; Wei, D.; Li, X. Microhardness and wear resistance of Al2O3-TiB2-TiC ceramic coatings on carbon steel fabricated by laser cladding. Ceram. Int. 2019, 45, 115–121. [Google Scholar] [CrossRef]
- Duriagina, Z.; Kulyk, V.; Kovbasiuk, T.; Vasyliv, B.; Kostryzhev, A. Synthesis of Functional Surface Layers on Stainless Steels by Laser Alloying. Metals 2021, 2021, 434. [Google Scholar] [CrossRef]
- Bartkowski, D.; Bartkowska, A.; Juri, P. Laser cladding process of Fe/WC metal matrix composite coatings on low carbon steel using Yb: YAG disk laser. Opt. Laser Technol. 2021, 136, 106784. [Google Scholar] [CrossRef]
- Jiang, G.Y.; Liu, Y.P.; Xie, J.L.; Wang, W.C. Mechanical and Corrosion Resistance of Laser Cladding Ni-Based Alloy of Steel Plate under Variable Defocusing. Opt. Int. J. Light Electron Opt. 2020, 224, 165464. [Google Scholar] [CrossRef]
- Huang, C.; Zhang, Y.; Vilar, R.; Shen, J. Dry sliding wear behavior of laser clad TiVCrAlSi high entropy alloy coatings on Ti-6Al-4V substrate. Mater. Des. 2012, 41, 338–343. [Google Scholar] [CrossRef]
- Zhao, D.; Yamaguchi, T.; Tusbasa, D.; Wang, W. Fabrication and friction properties of the AlFeCrCo medium-entropy alloy coatings on magnesium alloy. Mater. Des. 2020, 193, 108872. [Google Scholar] [CrossRef]
- Huang, S.; Wu, H.; Zhu, H.; Xie, Z. In-situ TiC/Fe0.6MnNi1.4 medium entropy alloy matrix composites with excellent strength-ductility synergy. Ceram. Int. 2021, 47, 26319–26326. [Google Scholar] [CrossRef]
- Jiang, Z.; Wei, R.; Wang, W.; Li, M.; Han, Z.; Yuan, S.; Zhang, K.; Chen, C.; Wang, T.; Li, F. Achieving high strength and ductility in Fe50Mn25Ni10Cr15 medium entropy alloy via Al alloying. J. Mater. Sci. Technol. 2022, 100, 20–26. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhang, B.; Zhu, S.; Tao, X.; Tian, H.; Wang, Z. Achieving enhanced wear resistance in CoCrNi medium entropy alloy co-alloyed with multi-elements. Mater. Lett. 2022, 313, 131650. [Google Scholar] [CrossRef]
- Laplanche, G.; Kostka, A.; Reinhart, C.; Hunfeld, J.; Eggeler, G.; George, E.P. Reasons for the superior mechanical properties of medium-entropy CrCoNi compared to high-entropy CrMnFeCoNi. Acta Mater. 2017, 128, 292–303. [Google Scholar] [CrossRef]
- Lee, D.; Agustianingrum, M.P.; Park, N.; Tsuji, N. Synergistic effect by Al addition in improving mechanical performance of CoCrNi medium-entropy alloy. J. Alloy. Compd. 2019, 800, 372–378. [Google Scholar] [CrossRef]
- Chang, H.; Zhang, T.W.; Ma, S.G.; Zhao, D.; Xiong, R.L.; Wang, T.; Li, Z.Q.; Wang, Z.H. Novel Si-added CrCoNi medium entropy alloys achieving the breakthrough of strength-ductility trade-off. Mater. Des. 2021, 197, 109202. [Google Scholar] [CrossRef]
- Chang, R.; Fang, W.; Bai, X.; Xia, C.; Zhang, X.; Yu, H.; Liu, B.; Yin, F. Effects of tungsten additions on the microstructure and mechanical properties of CoCrNi medium entropy alloys. J. Alloy. Compd. 2019, 790, 732–743. [Google Scholar] [CrossRef]
- Shi, Y.; Wang, Y.D.; Li, S.; Li, R.; Wang, Y. Mechanical behavior in boron-microalloyed CoCrNi medium-entropy alloy studied by in situ high-energy X-ray diffraction. Mater. Sci. Eng. A 2020, 788, 139600. [Google Scholar] [CrossRef]
- Wang, J.; Yang, H.; Huang, H.; Ruan, J.; Ji, S. In-situ Mo nanoparticles strengthened CoCrNi medium entropy alloy. J. Alloy. Compd. 2019, 798, 576–586. [Google Scholar] [CrossRef]
- Chang, R.; Fang, W.; Yan, J.; Yu, H.; Bai, X.; Li, J.; Wang, S.; Zheng, S.; Yin, F. Microstructure and mechanical properties of CoCrNi-Mo medium entropy alloys: Experiments and first-principle calculations. J. Mater. Sci. Technol. 2020, 62, 25–33. [Google Scholar] [CrossRef]
- Li, N.; Chen, W.T.; He, J.Y.; Gu, J.; Wang, Z.; Li, Y.; Song, M. Dynamic deformation behavior and microstructure evolution of CoCrNiMox medium entropy alloys. Mater. Sci. Eng. A 2021, 827, 142048. [Google Scholar] [CrossRef]
- Chung, D.H.; Liu, X.D.; Yang, Y. Fracture of sigma phase containing Co-Cr-Ni-Mo medium entropy alloys. J. Alloy. Compd. 2020, 846, 156189. [Google Scholar] [CrossRef]
- Shun, T.T.; Chang, L.Y.; Shiu, M.H. Microstructure and mechanical properties of multi-principal component CoCrFeNiMo x alloys. Mater. Charact. 2012, 70, 63–67. [Google Scholar] [CrossRef]
- Ambrozini, B.; Guastaldi, A.C.; Herculano, R.D.; Miranda, M.C.; Jafelicci, M., Jr. Sol-gel based calcium phosphates coating deposited on Co-Cr-Ni-Mo alloys modified by laser beam irradiation for cardiovascular devices. Mater. Today Proc. 2019, 14, 663–670. [Google Scholar] [CrossRef]
- Adomako, N.K.; Noh, S.; Oh, C.S.; Yang, S.; Kim, J.H. Laser deposition additive manufacturing of 17-4PH stainless steel on Ti-6Al-4V using V interlayer. Mater. Res. Lett. 2019, 7, 259–266. [Google Scholar] [CrossRef]
- Qi, K.; Yang, Y.; Liang, W.; Jin, K.; Xiong, L. Influence of the anomalous elastic modulus on the crack sensitivity and wear properties of laser cladding under the effects of a magnetic field and Cr addition. Surf. Coat. Technol. 2021, 423, 127575. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample No. | Composite | Weight Ratio (%) | Molar Ratio (%) | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Co | Cr | Ni | Mo | Co | Cr | Ni | Mo | ||
| Mo0 | CoCrNiMo0 | 35 | 31 | 34 | 0 | 33.6 | 33.7 | 32.7 | 0 |
| Mo1 | CoCrNiMo1 | 35 | 30 | 34 | 1 | 33.4 | 32.6 | 32.6 | 1.4 |
| Mo3 | CoCrNiMo3 | 34 | 30 | 33 | 3 | 32.2 | 32.2 | 31.4 | 4.2 |
| Mo5 | CoCrNiMo5 | 33 | 29 | 33 | 5 | 31.0 | 30.9 | 31.1 | 7.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, R.; Dang, X.; Peng, Y.; Wu, T. Microstructure and Wear Behavior of Laser Cladded CoCrNiMox Coatings on the Low Carbon Steel. Crystals 2022, 12, 1229. https://doi.org/10.3390/cryst12091229
Liu R, Dang X, Peng Y, Wu T. Microstructure and Wear Behavior of Laser Cladded CoCrNiMox Coatings on the Low Carbon Steel. Crystals. 2022; 12(9):1229. https://doi.org/10.3390/cryst12091229
Chicago/Turabian StyleLiu, Ran, Xianting Dang, Yating Peng, and Tao Wu. 2022. "Microstructure and Wear Behavior of Laser Cladded CoCrNiMox Coatings on the Low Carbon Steel" Crystals 12, no. 9: 1229. https://doi.org/10.3390/cryst12091229
APA StyleLiu, R., Dang, X., Peng, Y., & Wu, T. (2022). Microstructure and Wear Behavior of Laser Cladded CoCrNiMox Coatings on the Low Carbon Steel. Crystals, 12(9), 1229. https://doi.org/10.3390/cryst12091229