
Effect of the Initial Grain Size on Laser Beam Weldability for High-Entropy Alloys

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
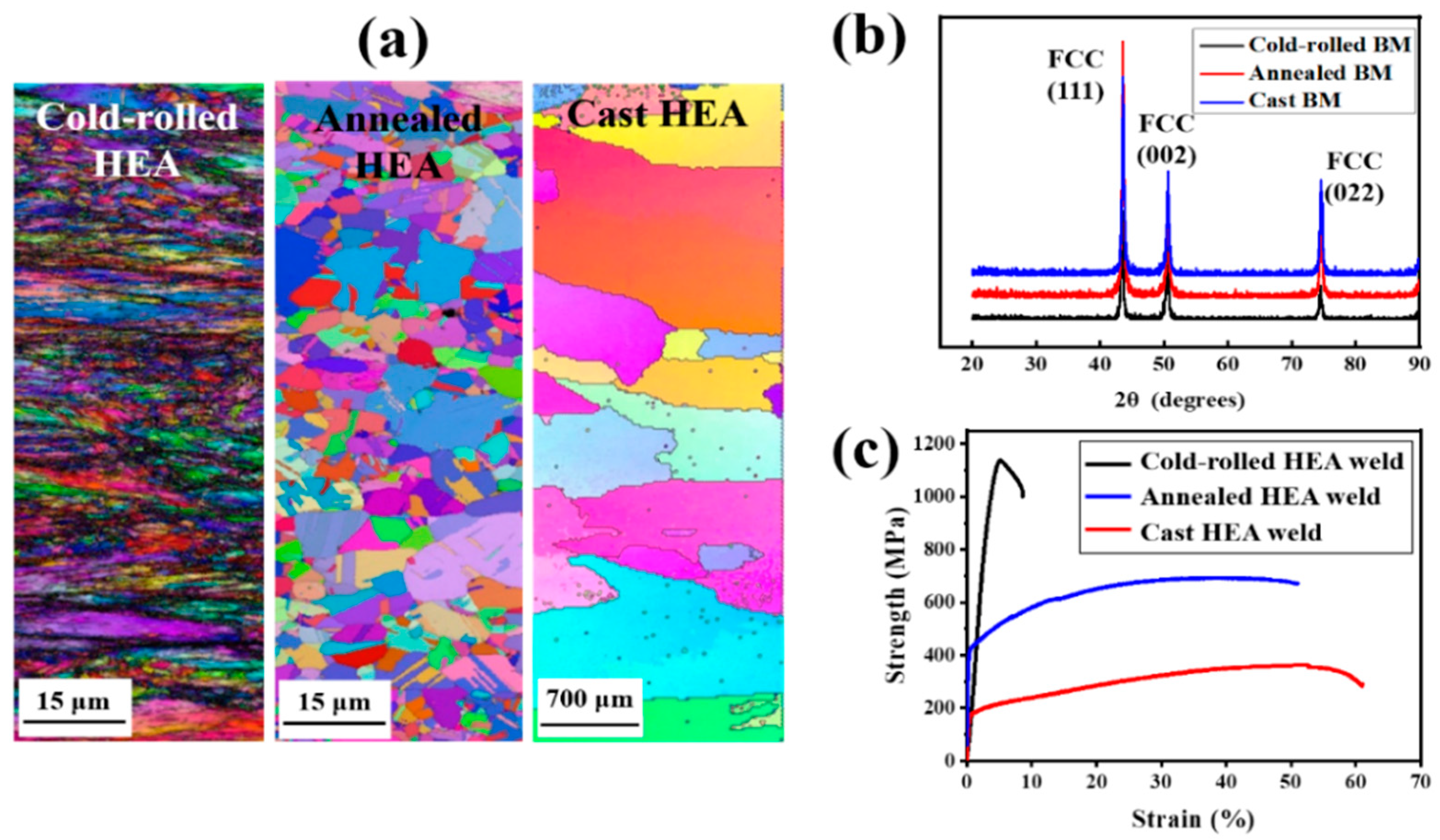
3.1. Microstructure and Mechanical Properties of the Cold-Rolled/Annealed/Cast HEA BMs
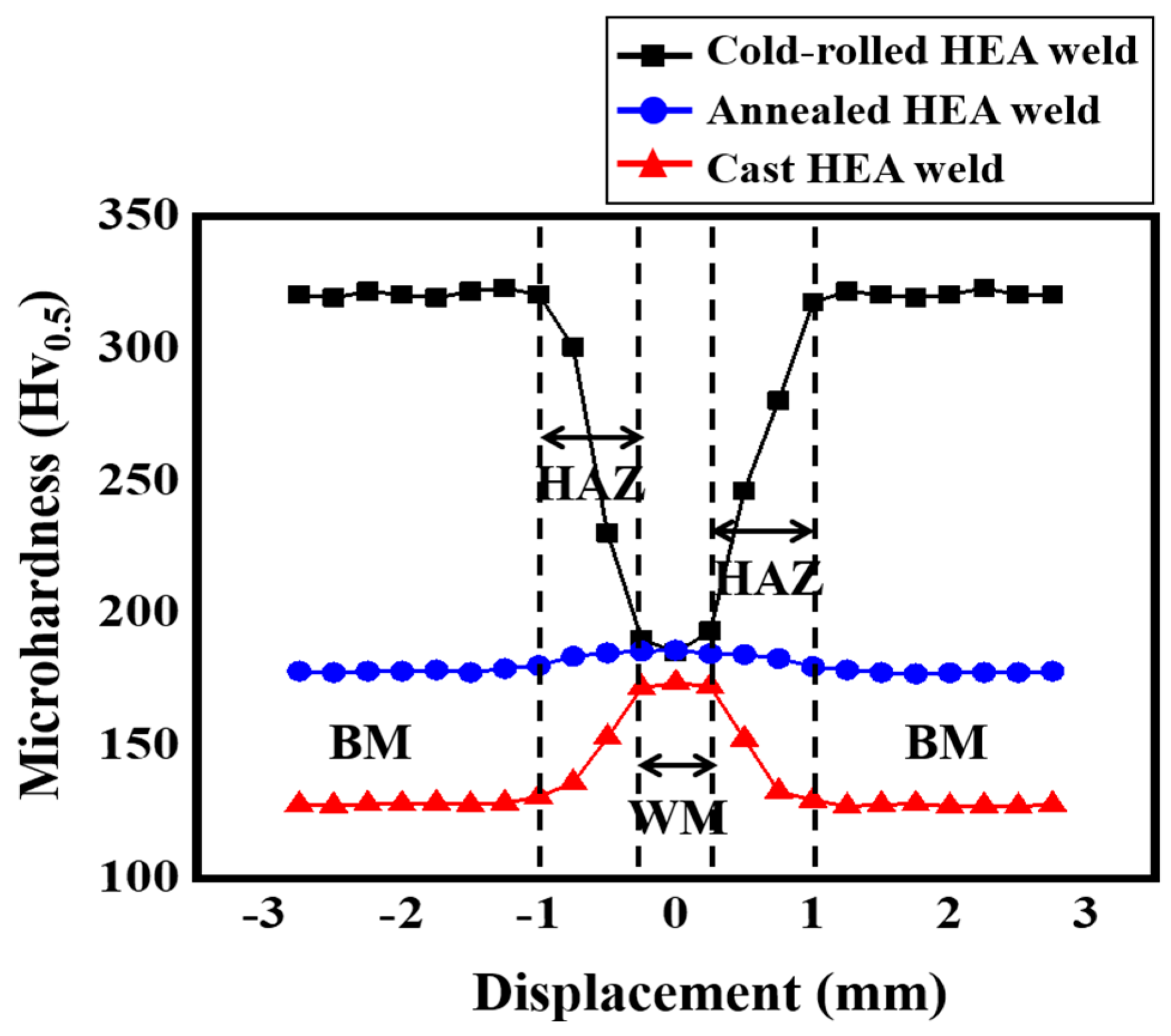
3.2. Laser Weldability of the Cold-Rolled/Annealed/Cast HEAs
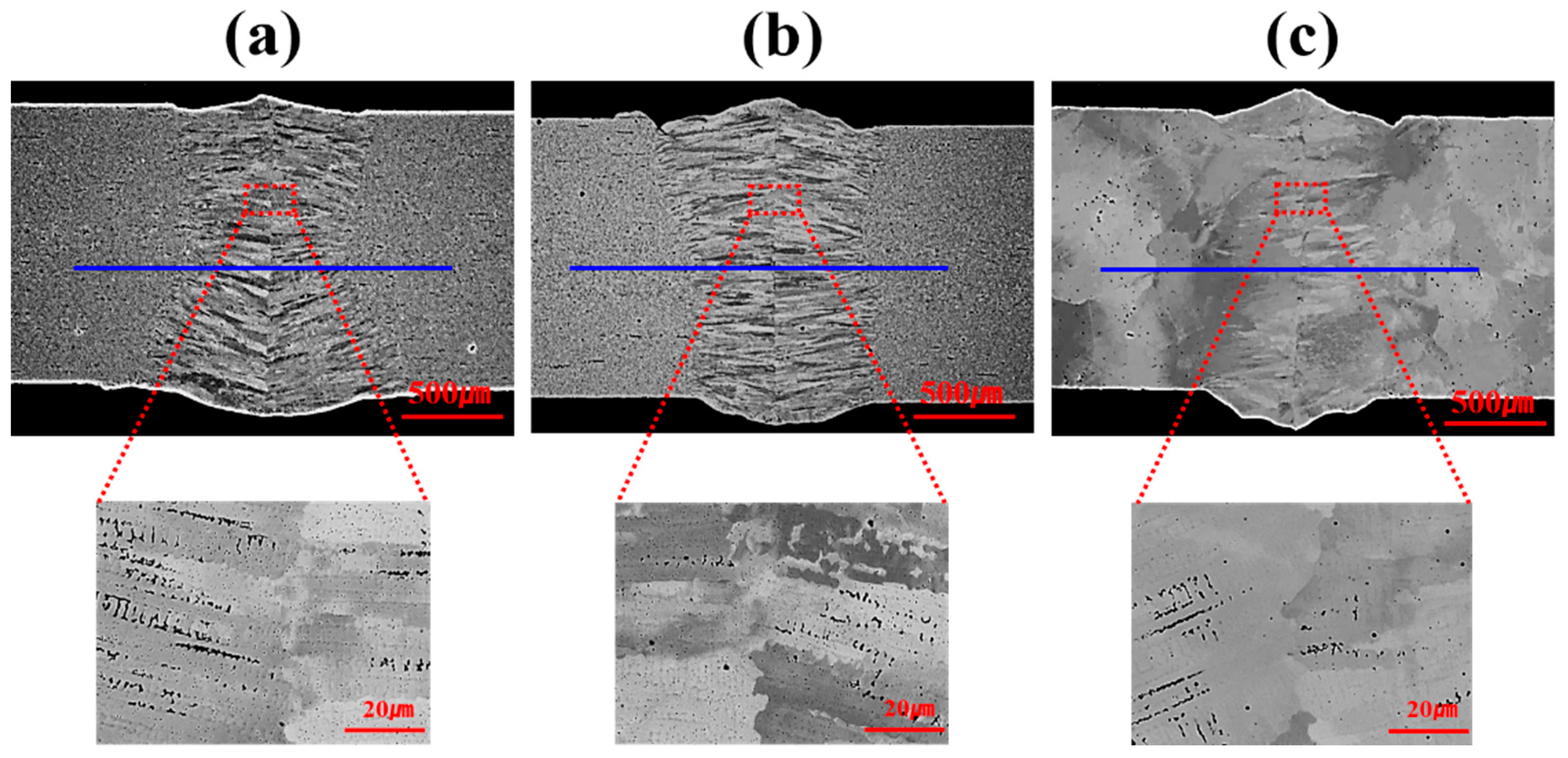
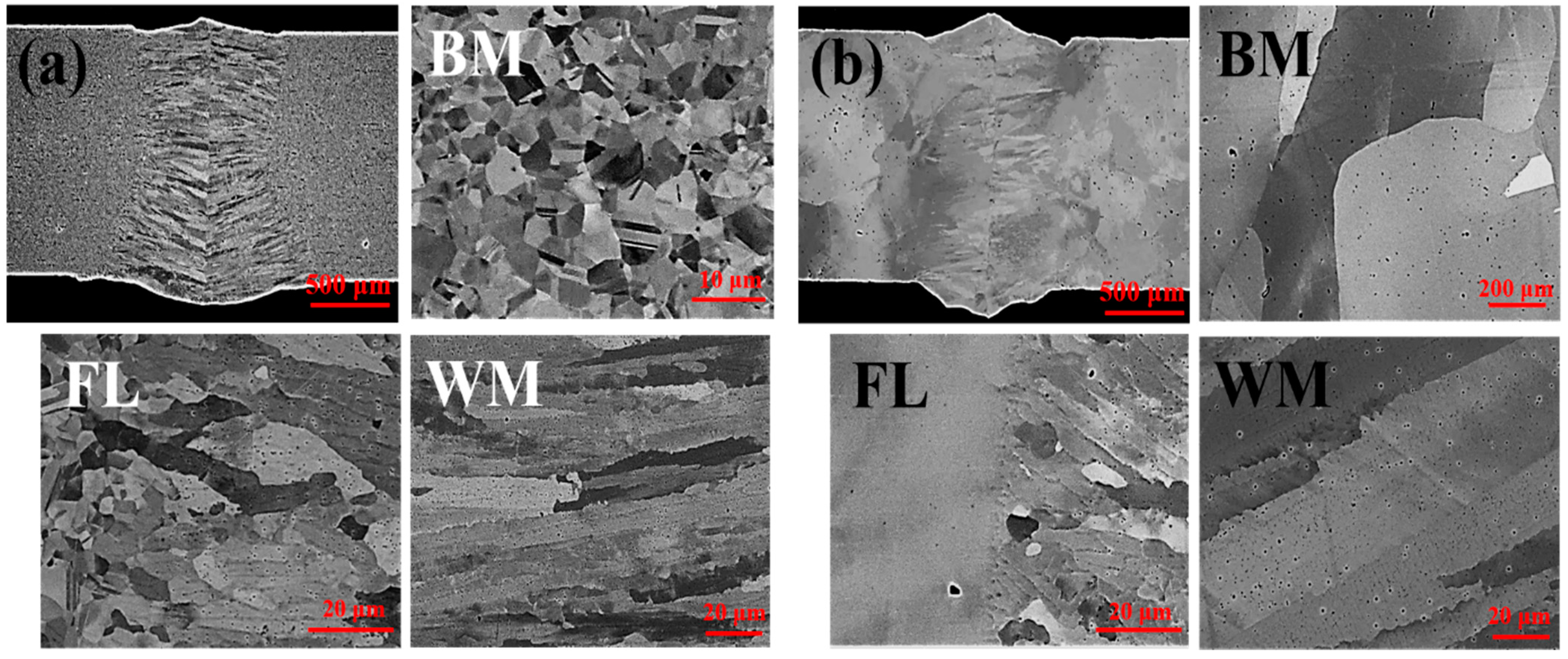
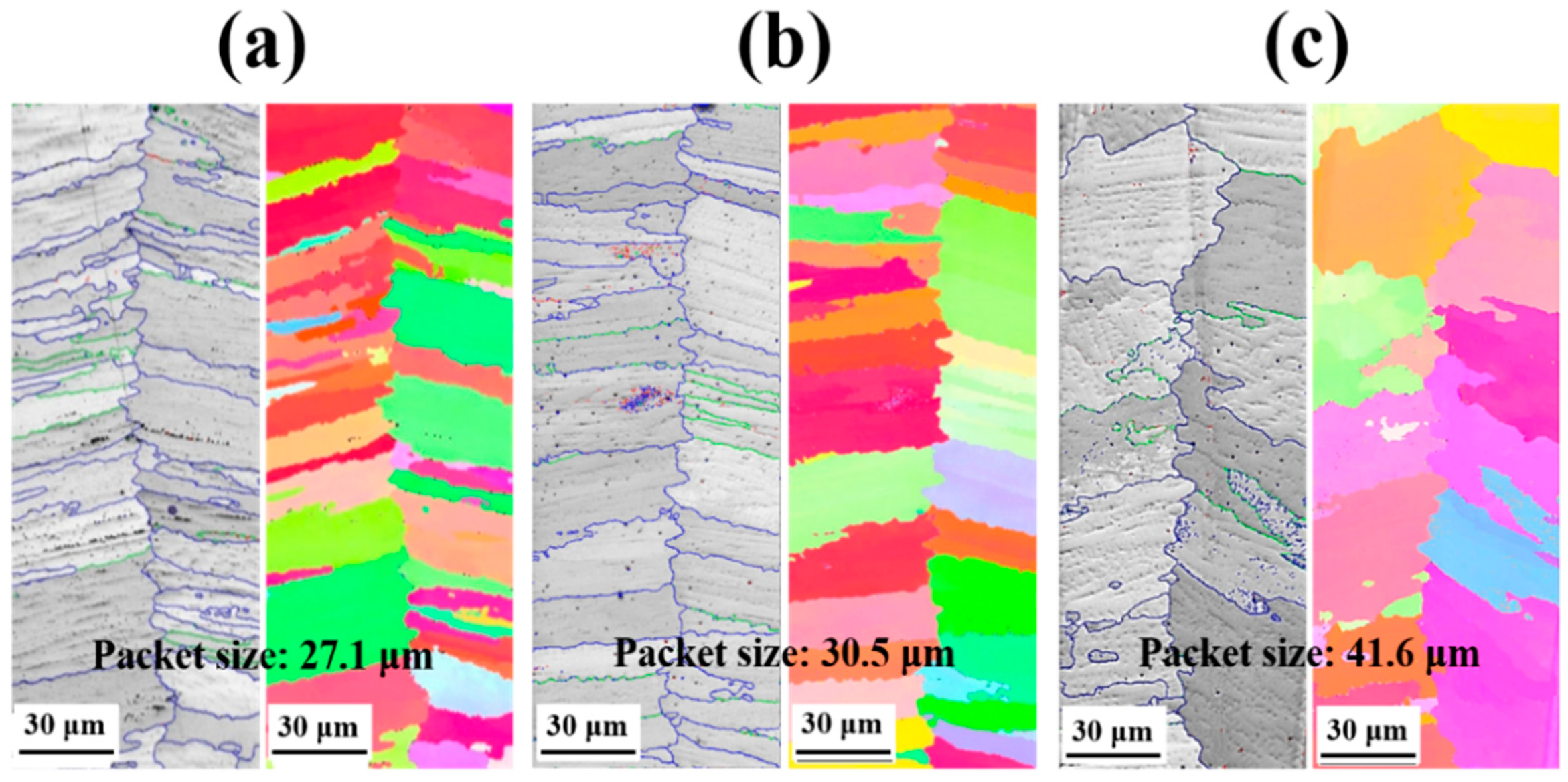
3.3. Microstructural and Compositional Behavior of the Cold-Rolled/Annealed/Cast HEAs
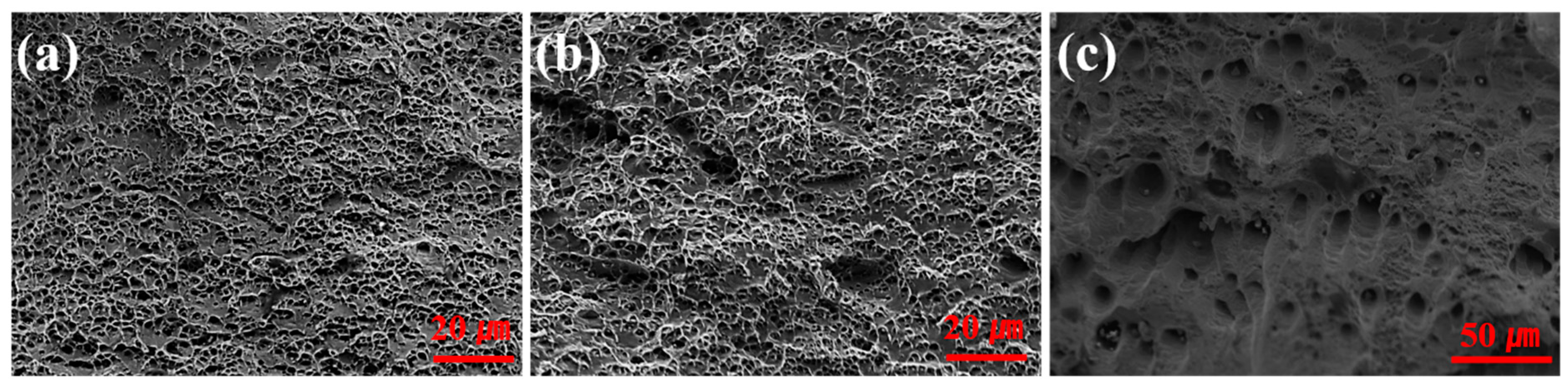
3.4. Mechanical properties of the Cold-Rolled/Annealed/Cast HEAs
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sarıca, K.; Tyner, W.E. Economic Impacts of Increased U.S. Exports of Natural Gas: An Energy System Perspective. Energies 2016, 9, 401. [Google Scholar] [CrossRef] [Green Version]
- Hinojos, A.; Mireles, J.; Reichardt, A.; Frigola, P.; Hosemann, P.; Murr, L.E.; Wicker, R.B. Joining of Inconel 718 and 316 Stainless Steel using electron beam melting additive manufacturing technology. Mater. Des. 2016, 94, 17–27. [Google Scholar] [CrossRef] [Green Version]
- Michiuchi, M.; Kokawa, H.; Wang, Z.J.; Sato, Y.S.; Sakai, K.J.A.M. Twin-induced grain boundary engineering for 316 austenitic stainless steel. Acta. Mater. 2006, 54, 5179–5184. [Google Scholar] [CrossRef]
- Chandra, K.; Kain, V.; Bhutani, V.; Raja, V.S.; Tewari, R.; Dey, G.K.; Chakravartty, J.K. Low temperature thermal aging of austenitic stainless steel welds: Kinetics and effects on mechanical properties. Mater. Sci. Eng. A 2012, 534, 163–175. [Google Scholar] [CrossRef]
- Shin, H.S.; Lee, H.M.; Kim, M.S. Impact tensile behaviors of 9% nickel steel at low temperature. Int. J. Impact Eng. 2000, 24, 571–581. [Google Scholar] [CrossRef]
- Saucedo-Munoz, M.L.; Watanabe, Y.; Sholi, T.; Takahashi, H. Effect of microstructure evolution on fracture toughness in isothermally aged austenitic stainless steels for cryogenic applications. Cryogenics 2000, 40, 693–700. [Google Scholar] [CrossRef]
- Seong, D.; An, G.; Park, J. Evaluation of Welding Residual Stress Characteristics of High-Strength Steel for Offshore Structures Based on Constraint Effect. J. Weld. Join. 2022, 40, 16–21. [Google Scholar] [CrossRef]
- Yi, M.S.; Seo, J.K. Residual Stress Study of High Manganese Steel Riser Pipe Manufactured by Longitudinal Butt Welding (1): Residual Stress Measurement and FE Analysis. J. Weld. Join. 2021, 39, 135–143. [Google Scholar] [CrossRef]
- Ye, Y.; Wang, Q.; Lu, J.; Liu, C.; Yang, Y. High-entropy alloy: Challenges and prospects. Mater. Today 2016, 19, 349–362. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhou, Y.J.; Lin, J.P.; Chen, G.L.; Liaw, P.K. Solid-solution phase formation rules for multi-component alloys. Adv. Eng. Mater. 2008, 10, 534–538. [Google Scholar] [CrossRef]
- Otto, F.; Yang, Y.; Bei, H.; George, E. Relative effects of enthalpy and entropy on the phase stability of equiatomic high-entropy alloys. Acta Mater. 2013, 61, 2628–2638. [Google Scholar] [CrossRef] [Green Version]
- Wei, D.; Li, X.; Jiang, J.; Heng, W.; Koizumi, Y.; Choi, W.M.; Lee, B.J.; Kim, H.S.; Kato, H.; Chiba, A. Novel Co-rich high performance twinning-induced plasticity (TWIP) and transformation-induced plasticity (TRIP) high-entropy alloys. Scr. Mater. 2019, 165, 39–43. [Google Scholar] [CrossRef]
- Wei, D.; Li, X.; Schönecker, S.; Jiang, J.; Choi, W.M.; Lee, B.J.; Kim, H.S.; Chiba, A.; Kato, H. Development of strong and ductile metastable face-centered cubic single-phase high-entropy alloys. Acta Mater. 2019, 181, 318–330. [Google Scholar] [CrossRef]
- Wei, D.; Li, X.; Heng, W.; Heng, W.; Koizumi, Y.; He, F.; Choi, W.M.; Lee, B.J.; Kim, H.S.; Kato, H. Novel Co-rich high entropy alloys with superior tensile properties. Mater. Res. Lett. 2019, 7, 82–88. [Google Scholar] [CrossRef] [Green Version]
- Son, S.; Lee, D.; Kwon, H.; Moon, J.; Park, K.B.; Kim, A.; Choi, J.; Jeong, J.H.; Cho, S.; Kim, H.S. Microstructure and mechanical properties of equiatomic Ti-containing medium-entropy alloys. J. Alloy. Compd. 2023, 935, 168089. [Google Scholar] [CrossRef]
- Shim, S.H.; Moon, J.; Pouraliakbar, H.; Lee, B.J.; Hong, S.I.; Kim, H.S. Toward excellent tensile properties of nitrogen-doped CoCrFeMnNi high-entropy alloy at room and cryogenic temperatures. J. Alloy. Compd. 2022, 897, 163217. [Google Scholar] [CrossRef]
- Miracle, D.B.; Miller, J.D.; Senkov, O.; Woodward, C.; Uchic, M.D.; Tiley, J. Exploration and Development of High Entropy Alloys for Structural Applications. Entropy 2014, 16, 494–525. [Google Scholar] [CrossRef]
- Haftlang, F.; Kwon, J.; Moon, J.; Asghari-Rad, P.; Kim, H.S. Excellent combination of cryogenic strength and ductility of a metastable Fe65Ni15Co8Mn8Ti3Si medium entropy alloy through the exceptional deformation-induced martensitic transformation. J. Mater. Sci. 2022, 57, 18062–18074. [Google Scholar] [CrossRef]
- Moon, J.; Tabachnikova, E.; Shumilin, S.; Hryhorova, T.; Estrin, Y.; Brechtl, J.; Liaw, P.K.; Wang, W.; Dahmen, K.A.; Zargaran, A.; et al. Deformation behavior of a Co-Cr-Fe-Ni-Mo medium-entropy alloy at extremely low temperatures. Mater. Today 2021, 50, 55–68. [Google Scholar] [CrossRef]
- Kwon, H.; Moon, J.; Bae, J.W.; Park, J.M.; Son, S.; Do, H.S.; Lee, B.J.; Kim, H.S. Precipitation-driven metastability engineering of carbon-doped CoCrFeNiMo medium-entropy alloys at cryogenic temperature. Scr. Mater. 2020, 188, 140–145. [Google Scholar] [CrossRef]
- Nam, H.; Park, C.; Kim, C.; Kim, H.S.; Kang, N.H. Effect of post weld heat treatment on weldability of high entropy alloy welds. Sci. Technol. Weld. Join. 2017, 23, 420–427. [Google Scholar] [CrossRef]
- Nam, H.; Park, C.; Moon, J.; Na, Y.; Kim, H.; Kang, N.H. Laser weldability of cast and rolled high-entropy alloys for cryogenic applications. Mater. Sci. Eng. A 2019, 742, 224–230. [Google Scholar] [CrossRef]
- Nam, H.; Park, S.; Chun, E.-J.; Kim, H.S.; Na, Y.; Kang, N. Laser dissimilar weldability of cast and rolled CoCrFeMnNi high-entropy alloys for cryogenic applications. Sci. Technol. Weld. Join. 2019, 25, 127–134. [Google Scholar] [CrossRef]
- Park, S.; Park, C.; Na, Y.; Kim, H.S.; Kang, N. Effects of (W, Cr) carbide on grain refinement and mechanical properties for CoCrFeMnNi high entropy alloys. J. Alloy. Compd. 2019, 770, 222–228. [Google Scholar] [CrossRef]
- Park, S.; Nam, H.; Na, Y.; Kim, H.; Moon, Y.; Kang, N. Effect of Initial Grain Size on Friction Stir Weldability for Rolled and Cast CoCrFeMnNi High-Entropy Alloys. Met. Mater. Int. 2019, 26, 641–649. [Google Scholar] [CrossRef]
- Oliveira, J.P.; Shen, J.; Zeng, Z.; Park, J.M.; Choi, Y.T.; Schell, N.; Maawad, E.; Zhou, N.; Kim, H.S. Dissimilar laser welding of a CoCrFeMnNi high entropy alloy to 316 stainless steel. Scr. Mater. 2022, 206, 114219. [Google Scholar] [CrossRef]
- Adomako, N.; Kim, J.H. Microstructure and mechanical properties of dissimilar laser lap joint between CoCrFeMnNi-high entropy alloy and duplex stainless steel. Mater. Lett. 2021, 288, 129354. [Google Scholar] [CrossRef]
- Adomako, N.K.; Shin, G.; Park, N.; Park, K.; Kim, J. Laser dissimilar welding of CoCrFeMnNi-high entropy alloy and duplex stainless steel. J. Mater. Sci. Technol. 2021, 85, 95–105. [Google Scholar] [CrossRef]
- Yang, W.; Kil, W.; Moon, B.; Nam, H.; Kang, N. Tensile and Microstructural Behaviors of Austenitic Stainless Steel GTA Welds for Cryogenic Application. J. Weld. Join. 2020, 38, 400–408. [Google Scholar] [CrossRef]
- Wei, D.; Gong, W.; Wang, L.; Tang, B.; Kawasaki, T.; Harjo, S.; Kato, H. Strengthening of high-entropy alloys via modulation of cry-pre-straining-induced defects. J. Mater. Sci. Technol. 2022, 129, 251–260. [Google Scholar] [CrossRef]
- Wei, D.; Gong, W.; Tsuru, T.; Kawasaki, T.; Harjo, S.; Cai, B.; Liaw, P.K.; Kato, H. Mechanical behaviors of equiatomic and near-equiatomic face-centered-cubic phase high-entropy alloys probed using in situ neutron diffraction. Int. J. Plast. 2022, 158, 103417. [Google Scholar] [CrossRef]
- Choi, M.; Lee, J.; Nam, H.; Kang, N.; Kim, M.; Cho, D. Tensile and Microstructural Characteristics of Fe-24Mn Steel Welds for Cryogenic Applications. Met. Mater. Int. 2020, 26, 240–247. [Google Scholar] [CrossRef]



Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Park, C.; Hwang, T.; Kim, G.-D.; Nam, H.; Kang, N. Effect of the Initial Grain Size on Laser Beam Weldability for High-Entropy Alloys. Crystals 2023, 13, 65. https://doi.org/10.3390/cryst13010065
Park C, Hwang T, Kim G-D, Nam H, Kang N. Effect of the Initial Grain Size on Laser Beam Weldability for High-Entropy Alloys. Crystals. 2023; 13(1):65. https://doi.org/10.3390/cryst13010065
Chicago/Turabian StylePark, Cheolho, Taewoo Hwang, Gi-Dong Kim, Hyunbin Nam, and Namhyun Kang. 2023. "Effect of the Initial Grain Size on Laser Beam Weldability for High-Entropy Alloys" Crystals 13, no. 1: 65. https://doi.org/10.3390/cryst13010065