


Numerical/Experimental Study of Process Optimization Conducted on an Al-Cu Alloy Produced by Combined Fields of Applied Pressure and Ultrasonic Vibration

Abstract
:1. Introduction
2. Mathematical Model and Solution of Multi-Field Coupling
2.1. Simulation and Control Equations
2.2. Geometric Model Setting
2.2.1. Geometric Model
2.2.2. Parameter Setting
3. Experimental Factors, Materials, and Machines
4. Results and Discussion
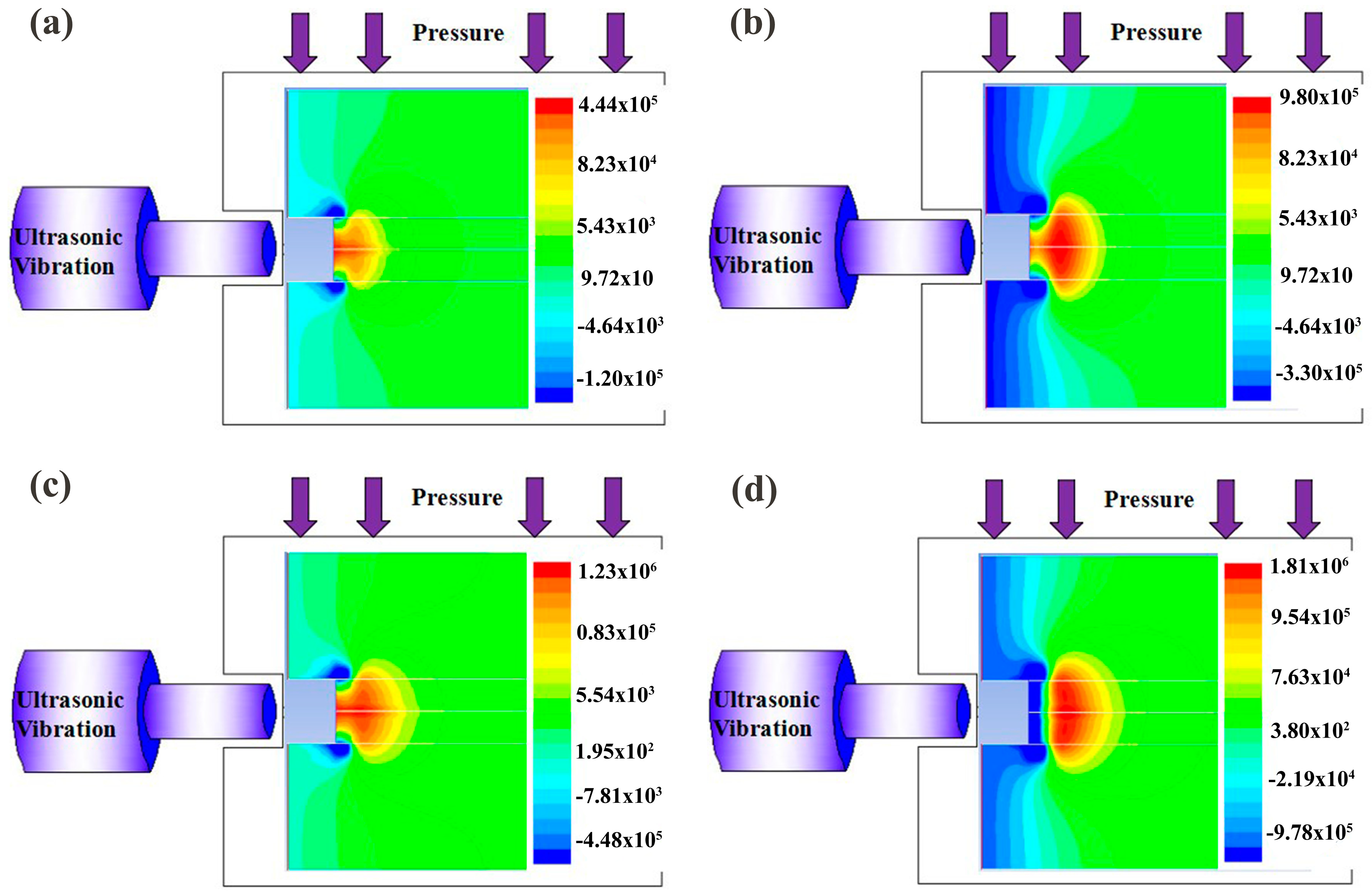
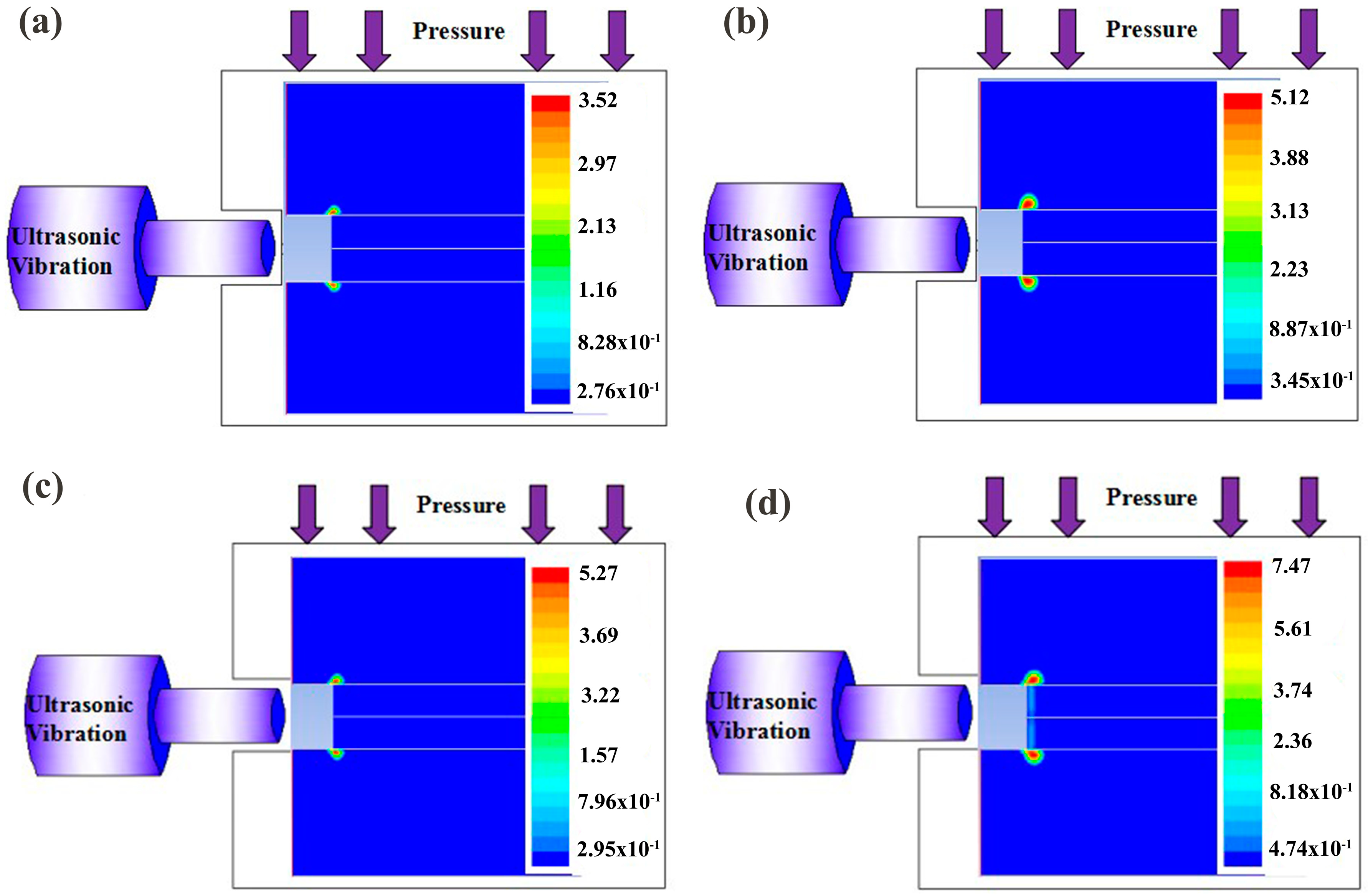
4.1. Numerical Simulation of the Coupled Field Cavitation
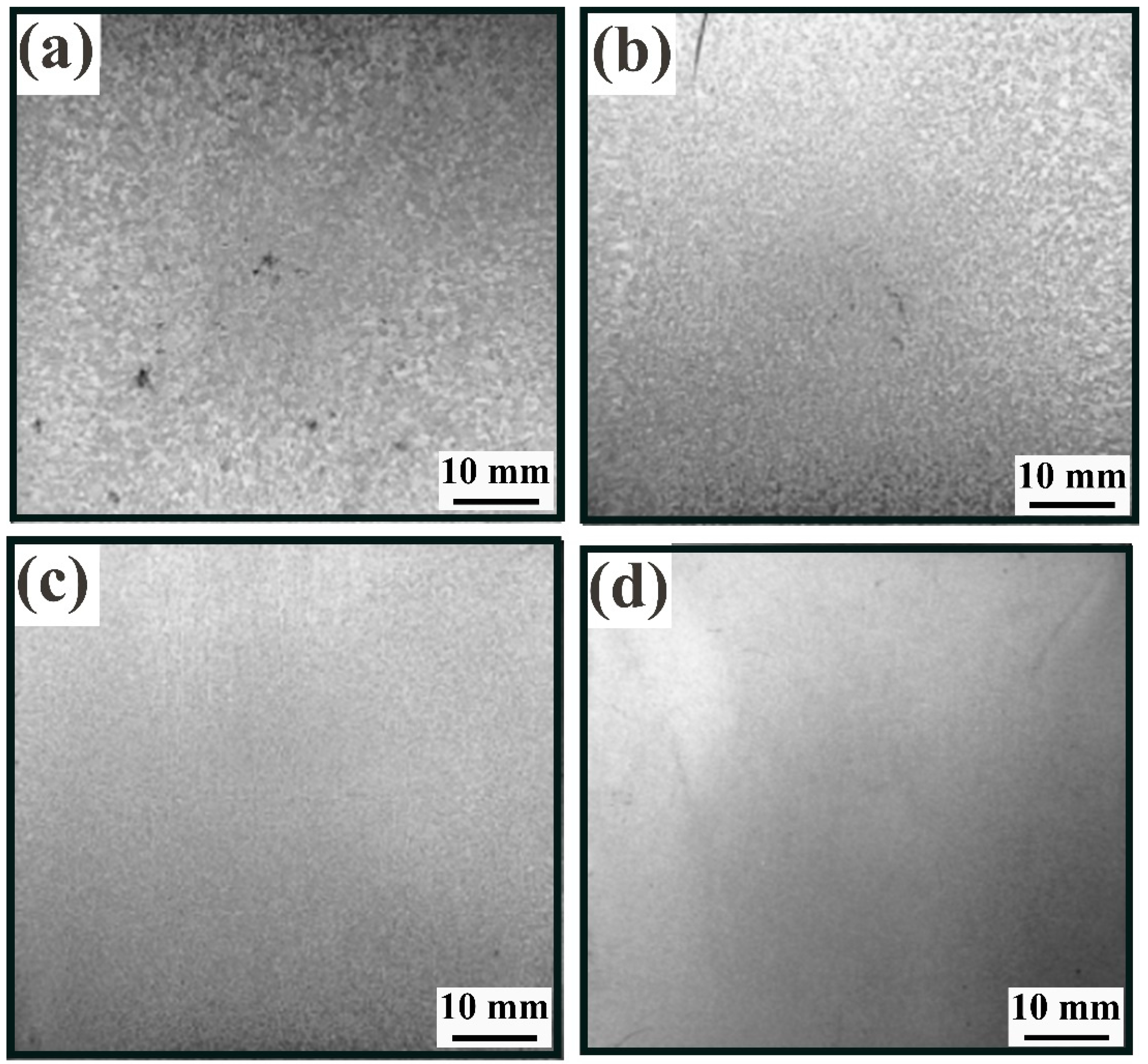
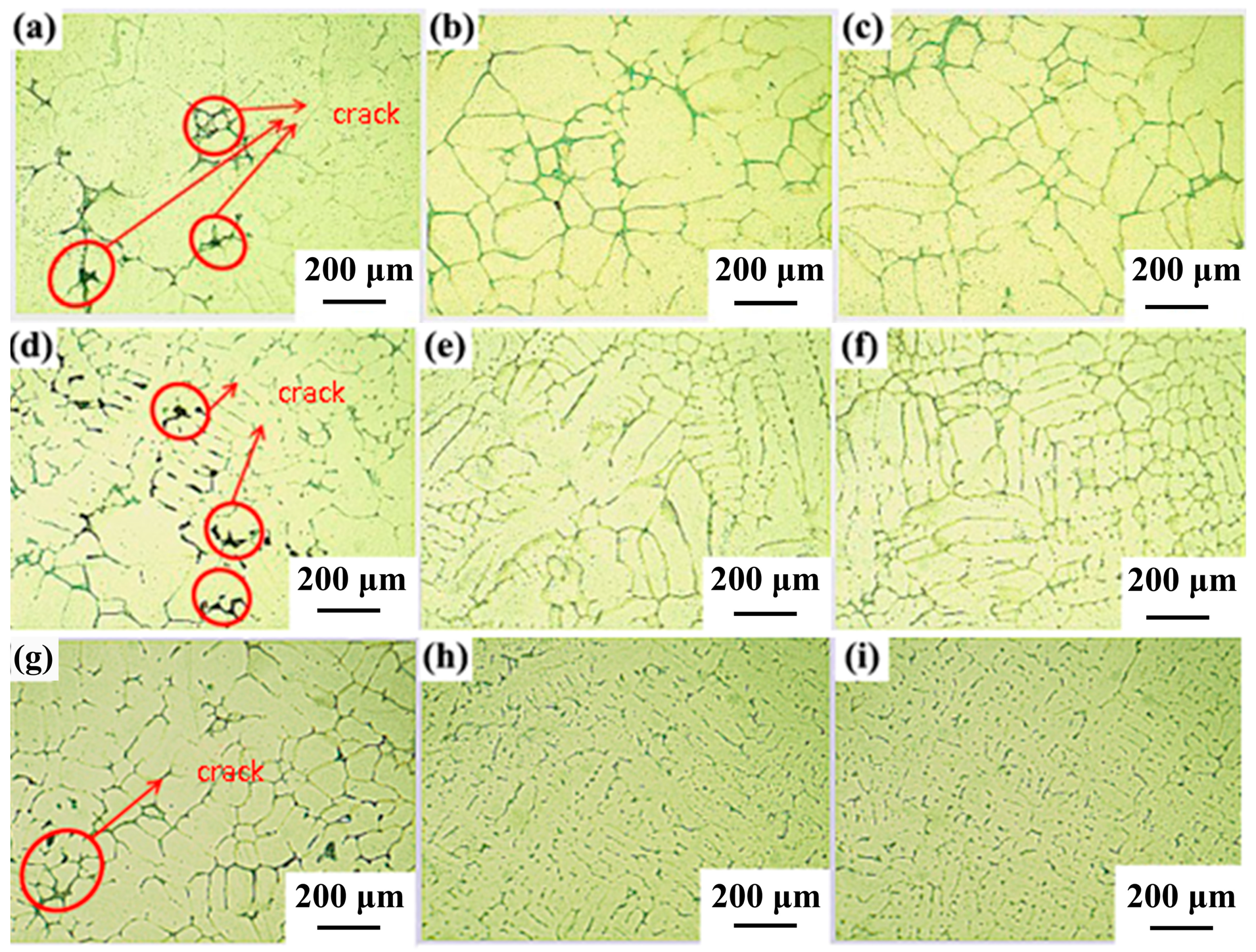
4.2. Experimental Verification
5. Conclusions
- (1)
- Ultrasonic–pressure coupling could enhance the acoustic flow and cavitation effects in the aluminum melt. Through the numerical simulation of the cavitation effect under different pressure and ultrasonic power parameters, it was found that increasing the pressure, while enlarging the area of cavitation and molten convection, shortens the period of cavitation bubble growth–collapse. As for the ultrasound power, its increase, as well as promoting higher melt flow velocities, significantly affected the peak values of positive and negative pressures within the melt.
- (2)
- By comparing the effect of different process parameters on the alloy structure, it was observed that a single-pressure field could basically eliminate casting defects, such as holes existing in the microstructure, and refine the secondary dendrite spacing. However, it was difficult to obtain fine and uniformly equiaxed crystal structure parts. Conversely, a single ultrasonic field, despite being able to lead to uniform equiaxial crystal structures, could not eliminate the above defects.
- (3)
- When the applied pressure increased from 25 MPa to 100 MPa, the average grain size decreased from 96.7 μm to 71.4 μm. The coupled field of ultrasound and pressure (100 MPa and 1 kW) could further reduce the grain size and decrease the proportion of columnar grain structures. Additionally, it enhanced the uniformity of microscopic tissue distribution at the sampling location, facilitating the attainment of parts with a fine and uniformly equiaxed grain structure.
- (4)
- In the microscopic numerical simulation, the influence of extrusion force on the macroscopic temperature field and the influence of power ultrasound on the nucleation rate and growth coefficient are fully considered. However, there is a lack of an effective calculation model to add the ultrasonic–extrusion coupling effect to the simulation of the macroscopic temperature field, which needs to be continuously improved and improved in the follow-up.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Park, J.P.; Kim, M.G.; Yoon, U.S. Microstructures and mechanical properties of Mg-Al-Zn-Ca alloys fabricated by high frequency electromagnetic casting method. J. Mater. Sci. 2009, 44, 47–54. [Google Scholar] [CrossRef]
- Tolga, D.; Costas, S. Recent developments in advanced aircraft aluminium alloys. Mater. Design 2014, 56, 862–871. [Google Scholar] [CrossRef]
- Fiorese, E.; Bonollo, F.; Timelli, G. New Classification of Defects and Imperfections for Aluminum Alloy Castings. Int. J. Met. 2015, 9, 55–66. [Google Scholar] [CrossRef]
- Li, Z.Q.; Li, Y.K.; Zhou, R.F.; Xie, L.Z.; Wang, Q.S.; Zhang, L.Z.; Ji, Q.; Xu, B. Microstructure and properties of semi-solid 7075 aluminum alloy processed with an enclosed cooling slope channel. Crystals 2023, 13, 1102. [Google Scholar] [CrossRef]
- Xiao, G.F.; Jiang, J.F.; Liu, Y.Z.; Wang, Y.; Guo, B.Y. Recrystallization and microstructure evolution of hot extruded 7075 aluminum alloy during semi-solid isothermal treatment. Mater. Charact. 2019, 156, 109874. [Google Scholar] [CrossRef]
- Li, R.X.; Liu, L.J.; Zhang, L.J.; Sun, J.H.; Shi, Y.J.; Yu, B.Y. Effect of Squeeze Casting on Microstructure and Mechanical Properties of Hypereutectic Al-xSi Alloys. J. Mater. Sci. Technol. 2017, 33, 404–410. [Google Scholar] [CrossRef]
- Lin, B.; Zhang, W.; Zheng, X. Developing high performance mechanical properties at elevated temperature in squeeze cast Al-Cu-Mn-Fe-Ni alloys. Mater. Charact. 2019, 150, 128–137. [Google Scholar] [CrossRef]
- Holl, J.W.; Wislicenus, G.F. Scale effects on cavitation. J. Fluids Eng. 1961, 83, 385–395. [Google Scholar] [CrossRef]
- Yuan, D.; Yang, X.; Wu, S. Development of high strength and toughness nano-SiCp/A356 composites with ultrasonic vibration and squeeze casting. J. Mater. Process. Technol. 2019, 269, 1–9. [Google Scholar] [CrossRef]
- Qi, M.F.; Xu, Y.Z.; Li, J.Y. Microstructure refinement and corrosion resistance improvement mechanisms of a novel Al-Si-Fe-Mg-Cu-Zn alloy prepared by ultrasonic vibration-assisted rheological die-casting process. Corros. Sci. 2021, 180, 109180. [Google Scholar] [CrossRef]
- Zhang, L.; Yu, J.; Zhang, X. Effect of ultrasonic power and casting speed on solidification structure of 7050 aluminum alloy ingot in ultrasonic field. J. Cent. South Univ. Technol. 2010, 17, 431–436. [Google Scholar] [CrossRef]
- Haghayeghi, R.; Kapranos, P. Direct-chill casting of wrought Al alloy under electromagnetic and ultrasonic combined fields. Mater. Lett. 2013, 105, 213–215. [Google Scholar] [CrossRef]
- Nastac, L. Mathematical modeling of the solidification structure evolution in the presence of ultrasonic stirring. Metall. Mater. Trans. B 2011, 42, 1297–1305. [Google Scholar] [CrossRef]
- Ugajin, H.; Shito, M.; Kawai, M. Numerical simulation of cavitating flow in an inducer. J. Nucl. Mater. 2014, 37, 125–132. [Google Scholar] [CrossRef]
- Curiel, L. High intensity focused ultrasound optimal device design for targeted prostate cancer treatment: A Numerical Study. J. Mod. Phys. 2013, 4, 28326. [Google Scholar] [CrossRef]
- Goncalves, E.; Patella, R.F. Numerical simulation of cavitating flows with homogeneous models. Comput. Fluids. 2009, 38, 1682–1696. [Google Scholar] [CrossRef]
- Shin, B.R.; Iwata, Y.; Ikohagi, T. Numerical simulation of unsteady cavitating flows using a homogenous equilibrium model. Comput. Mech. 2003, 30, 388–395. [Google Scholar] [CrossRef]
- Guo, C.; Wang, Z.; Wang, D. Numerical analysis of the residual stress in ultrasonic impact treatment process with single-impact and two-impact models. Appl. Surf. Sci. 2015, 347, 596–601. [Google Scholar] [CrossRef]
- Ashida, Y.; Aoyama, H. Press forming using ultrasonic vibration. J. Mater. Process. Technol. 2007, 187–188, 118–122. [Google Scholar] [CrossRef]
- Zhang, J.; Xing, Y.F.; Zhang, J.J.; Cao, J.Y.; Yang, F.Y.; Zhang, X.B. Effects of In-Process Ultrasonic Vibration on Weld Formation and Grain Size of Wire and Arc Additive Manufactured Parts. Materials 2022, 15, 5168. [Google Scholar] [CrossRef]
- Tuan, N.Q.; Puga, H.; Barbosa, J. Grain refinement of Al-Mg-Sc alloy by ultrasonic treatment. Met. Mater. Int. 2015, 21, 72–78. [Google Scholar] [CrossRef]
- Li, C.; Wu, S.S.; Lu, S.L.; Li, J.Y.; Liu, L.F.; Xia, L.Q. Effects of excessive Zr content and ultrasonic tTreatment on microstructure and mechanical properties of Al-Zn-Mg-Cu alloy. Metals 2021, 11, 632. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Thermal Properties | Al-5.0Cu | H13Steel |
|---|---|---|
| Density/kg·m−3 | 2450 | 7500 |
| Thermal conductivity/J·Kg−1·°C−1 | 15.5 | 28.8 |
| Young’s modulus/GPa | 63 | 210 |
| Poisson’s ratio | 0.3 | 0.3 |
| Process Parameters | Average Grain Size/μm | Proportion of Columnar Crystal/% |
|---|---|---|
| 25 MPa and 500 W | 187.5 | 4.14 |
| 100 MPa and 500 W | 125.5 | 10.33 |
| 25 MPa and 1 kW | 134.4 | 3.15 |
| 100 MPa and 1 kW | 87.6 | 1.76 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, J.; Khanlari, K.; Chen, Y.; Lin, B.; Zhang, Y.; Zhang, W. Numerical/Experimental Study of Process Optimization Conducted on an Al-Cu Alloy Produced by Combined Fields of Applied Pressure and Ultrasonic Vibration. Crystals 2023, 13, 1466. https://doi.org/10.3390/cryst13101466
Wang J, Khanlari K, Chen Y, Lin B, Zhang Y, Zhang W. Numerical/Experimental Study of Process Optimization Conducted on an Al-Cu Alloy Produced by Combined Fields of Applied Pressure and Ultrasonic Vibration. Crystals. 2023; 13(10):1466. https://doi.org/10.3390/cryst13101466
Chicago/Turabian StyleWang, Jinxue, Khashayar Khanlari, Yali Chen, Bo Lin, Yang Zhang, and Weiwen Zhang. 2023. "Numerical/Experimental Study of Process Optimization Conducted on an Al-Cu Alloy Produced by Combined Fields of Applied Pressure and Ultrasonic Vibration" Crystals 13, no. 10: 1466. https://doi.org/10.3390/cryst13101466