
The Effects of Microalloying on the Precipitation Behavior and Strength Mechanisms of X80 High-Strength Pipeline Steel under Different Processes

 ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
3. Results
4. Discussion
5. Conclusions
- (1)
- The ultimate tensile stress and yield stress of the quenching condition steels are both higher than those of the air-cooling condition steels, and the increase in strength is more pronounced with the addition of Nb-V than with the addition of Nb alone in X80 pipeline steel.
- (2)
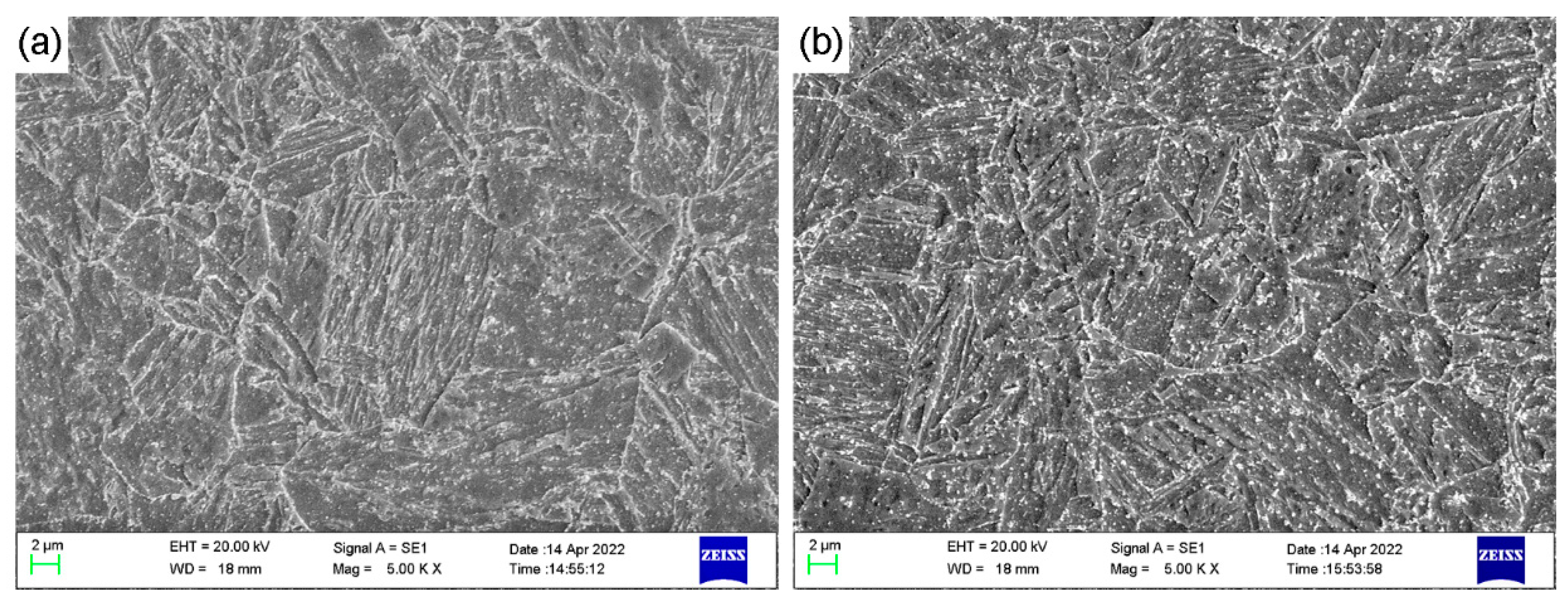
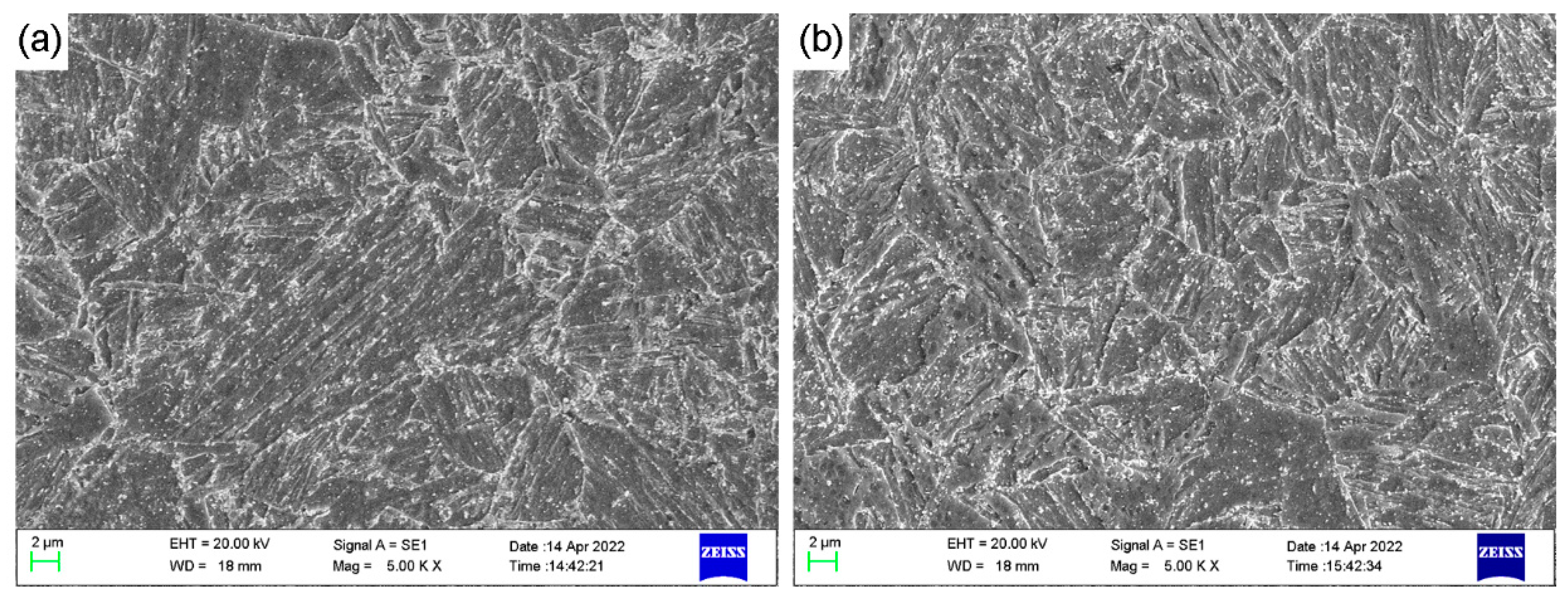
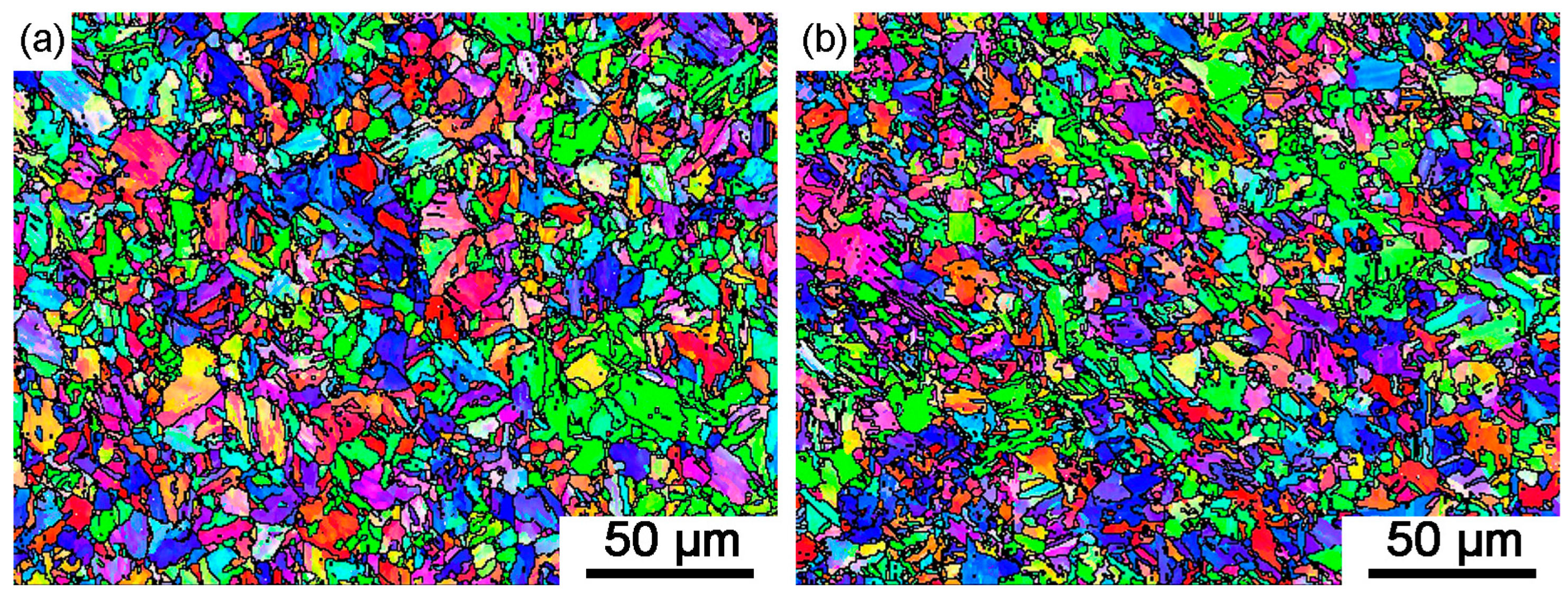
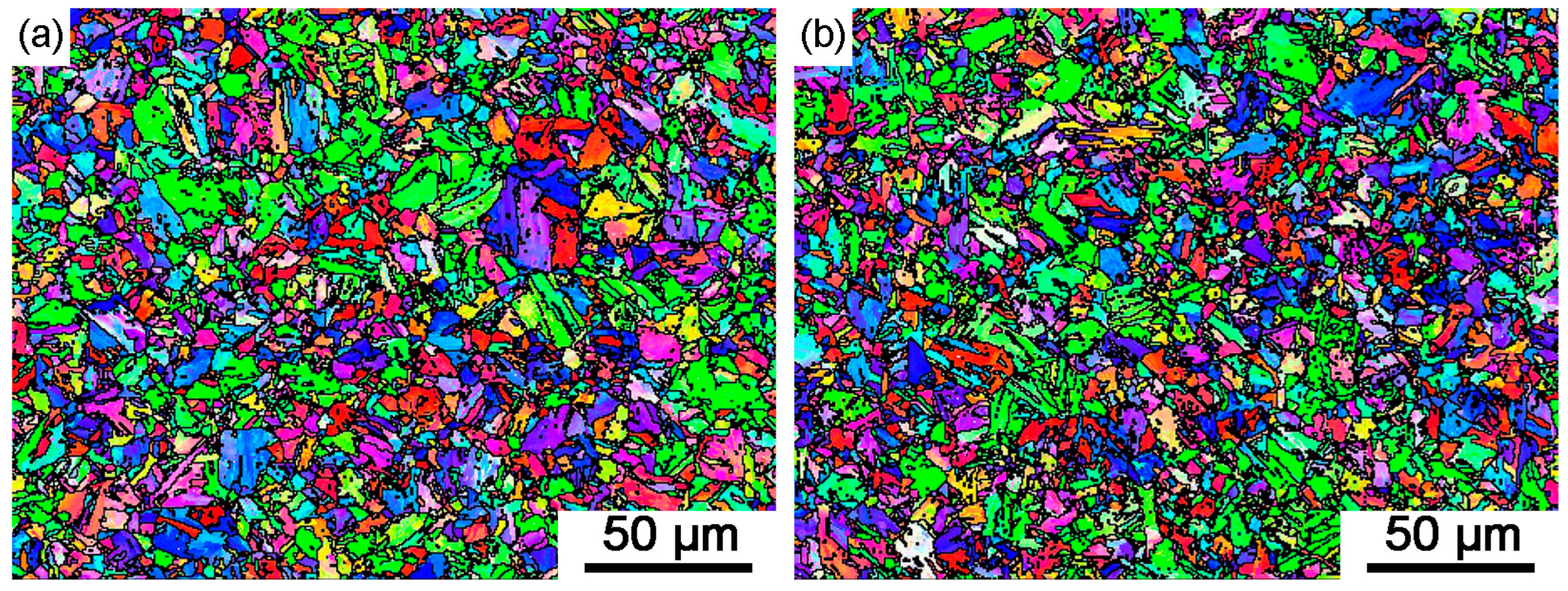
- Under the same cooling condition, the mechanical properties of Nb-V-added steel are better than those of Nb-added steel. Additionally, Nb-V-added steel has larger proportion of lath structure in the microstructure.
- (3)
- Based on measured microstructural parameters, the flow stress is rationalized utilizing linearly addition of the strengthening by solutes, precipitation, dislocation, and boundaries. The calculated results are in good agreement with the measured values.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hardie, D.; Charles, E.A.; Lopez, A.H. Hydrogen embrittlement of high strength pipeline steels. Corros. Sci. 2006, 48, 4378–4385. [Google Scholar] [CrossRef]
- Zhang, G.A.; Cheng, Y.F. On the fundamentals of electrochemical corrosion of X65 steel in CO2-containing formation water in the presence of acetic acid in petroleum production. Corros. Sci. 2009, 51, 87–94. [Google Scholar] [CrossRef]
- Dong, C.F.; Liu, Z.Y.; Li, X.G.; Cheng, Y.F. Effects of hydrogen-charging on the susceptibility of X100 pipeline steel to hydrogen-induced cracking. Int. J. Hydrogen Energy 2009, 34, 9879–9884. [Google Scholar] [CrossRef]
- Arafin, M.A.; Szpunar, J.A. A new understanding of intergranular stress corrosion cracking resistance of pipeline steel through grain boundary character and crystallographic texture studies. Corros. Sci. 2009, 51, 119–128. [Google Scholar] [CrossRef]
- Chen, Y.M.; Wang, S.Z.; Xiong, J.; Wu, G.L.; Gao, J.H.; Wu, Y.; Ma, G.Q.; Wu, H.H.; Mao, X.P. Identifying facile material descriptors for Charpy impact toughness in low-alloy steel via machine learning. J. Mater. Sci. Technol. 2023, 132, 213–222. [Google Scholar] [CrossRef]
- Zhang, X.F.; Lin, M.; Okodi, A.; Tan, L.C.; Leung, J.Y.; Adeeb, S. Numerical Analysis of API 5 L X42 and X52 Vintage Pipes With Cracks in Corrosion Defects Using Extended Finite Element Method. J. Press. Vess-T 2021, 143, 143. [Google Scholar] [CrossRef]
- Roccisano, A.; Nafisi, S.; Ghomashchi, R. Stress Corrosion Cracking Observed in Ex-service Gas Pipelines: A Comprehensive Study. Metall. Mater. Trans. A 2020, 51, 167–188. [Google Scholar] [CrossRef]
- Zhao, Y.; Song, M. Failure Analysis of a Natural Gas Pipeline. Eng. Fail. Anal. 2016, 63, 61–71. [Google Scholar] [CrossRef]
- Wang, L.; Zhou, P.S.; Hu, Y.W.; Wang, B. Microstructure and Impact Toughness Property of API X90 Heat-Affected Zones at Different Peak Temperatures. J. Mater. Eng. Perform. 2021, 30, 5787–5798. [Google Scholar] [CrossRef]
- Yoo, J.-Y.; Ahn, S.S.; Seo, D.-H.; Song, W.-H.; Kang, K.-B. New Development of High Grade X80 to X120 Pipeline Steels. Mater. Manuf. Process. 2011, 26, 154–160. [Google Scholar] [CrossRef]
- Wang, S.W.; Wang, S.Z.; Wu, H.H.; Wu, Y.; Mi, Z.L.; Mao, X.P. Towards enhanced strength-ductility synergy via hierarchical design in steels: From the material genome perspective. Sci. Bull. 2021, 66, 958–961. [Google Scholar] [CrossRef] [PubMed]
- Wang, M.; Tan, M.Y.; Zhu, Y.; Huang, Y.; Xu, Y. Probing top-of-the-line corrosion using coupled multi-electrode array in conjunction with local electrochemical measurement. Njp Mater. Degrad. 2023, 7, 16. [Google Scholar] [CrossRef]
- Gou, J.; Nie, R.; Xing, X.; Li, Z.; Cui, G.; Liu, J.; Deng, X.; Cheng, Y.F. Hydrogen-induced cracking of welded X80 steel studies by experimental testing and molecular dynamics modeling. Corros. Sci. 2023, 214, 111027. [Google Scholar] [CrossRef]
- Wu, Q.; He, S.; Hu, P.; Liu, Y.; Zhang, Z.; Fan, C.; Fan, R.; Zhong, N. Effect of finish rolling temperature on microstructure and mechanical properties of X80 pipeline steel by on-line quenching. Mater. Sci. Eng. A 2023, 862, 144496. [Google Scholar] [CrossRef]
- Lu, J.; Omotoso, O.; Wiskel, J.B.; Ivey, D.G.; Henein, H. Strengthening Mechanisms and Their Relative Contributions to the Yield Strength of Microalloyed Steels. Metall. Mater. Trans. A 2012, 43, 3043–3061. [Google Scholar] [CrossRef]
- Zhao, J.; Hu, W.; Wang, X.; Kang, J.; Cao, Y.; Yuan, G.; Di, H.; Misra, R.D.K. A Novel thermo-mechanical controlled processing for large-thickness microalloyed 560MPa (X80) pipeline strip under ultra-fast cooling. Mater. Sci. Eng. A 2016, 673, 373–377. [Google Scholar] [CrossRef]
- Guglielmino, E.; Pino, R.; Servetto, C.; Sili, A. Chapter 4—Creep damage of high alloyed reformer tubes. In Handbook of Materials Failure Analysis with Case Studies from the Chemicals, Concrete and Power Industries; Makhlouf, A.S.H., Aliofkhazraei, M., Eds.; Butterworth-Heinemann: Oxford, UK, 2016; pp. 69–91. [Google Scholar]
- Zhao, M.-C.; Yang, K.; Shan, Y. The effects of thermo-mechanical control process on microstructures and mechanical properties of a commercial pipeline steel. Mater. Sci. Eng. A 2002, 335, 14–20. [Google Scholar] [CrossRef]
- Zhao, M.-C.; Yang, K.; Xiao, F.-R.; Shan, Y.-Y. Continuous cooling transformation of undeformed and deformed low carbon pipeline steels. Mater. Sci. Eng. A 2003, 355, 126–136. [Google Scholar] [CrossRef]
- Zhao, A.-M.; Wang, Y.; Chen, Y.-L.; Tang, D.; Gao, X.-T.; Zuo, B.-Q. Precipitation behaviors of X80 acicular ferrite pipeline steel. Int. J. Min. Met. Mater. 2011, 18, 309–313. [Google Scholar] [CrossRef]
- Gomez, M.; Valles, P.; Medina, S.F. Evolution of microstructure and precipitation state during thermomechanical processing of a X80 microalloyed steel. Mater. Sci. Eng. A 2011, 528, 4761–4773. [Google Scholar] [CrossRef]
- Li, H.; Liang, J.-L.; Feng, Y.-L.; Huo, D.-X. Microstructure transformation of X70 pipeline steel welding heat-affected zone. Rare Met. 2014, 33, 493–498. [Google Scholar] [CrossRef]
- Patterson, T.; Lippold, J.C. Effect of niobium on the microstructure and properties of submerged arc welds in HSLA steel. Weld. World 2020, 64, 1089–1105. [Google Scholar] [CrossRef]
- Sabokrouh, M.; Hashemi, S.H.; Farahani, M. Experimental study of the weld microstructure properties in assembling of natural gas transmission pipelines. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 231, 1039–1047. [Google Scholar] [CrossRef]
- Venkatsurya, P.K.C.; Jia, Z.; Misra, R.D.K.; Mulholland, M.D.; Manohar, M.; Hartmann, J.E. Understanding mechanical property anisotropy in high strength niobium-microalloyed linepipe steels. Mater. Sci. Eng. A 2012, 556, 194–210. [Google Scholar] [CrossRef]
- Yang, C. Principle and Application of Vanadium Steel Metallurgy; Metallurgical Industry Press: Beijing, China, 2012. [Google Scholar]
- Li, Z.; Liu, D.; Zhang, J.; Tian, W. Precipitates in Nb and Nb–V Microalloyed X80 Pipeline Steel. Microsc. Microanal. 2013, 19, 62–65. [Google Scholar] [CrossRef] [PubMed]
- Chen, S.; Ma, G.; Wu, G.; Godfrey, A.; Huang, T.; Huang, X. Strengthening mechanisms in selective laser melted 316L stainless steel. Mater. Sci. Eng. A 2022, 832, 142434. [Google Scholar] [CrossRef]
- Seher, R.J.; James, H.M.; Maniar, G.N. Stereology and Quantitative Metallography; ASTM International: West Conshohocken, PA, USA, 1972. [Google Scholar]
- Ning, A.; Mao, W.; Chen, X.; Guo, H.; Guo, J. Precipitation Behavior of Carbides in H13 Hot Work Die Steel and Its Strengthening during Tempering. Metals 2017, 7, 70. [Google Scholar] [CrossRef]
- Gladman, T. Precipitation hardening in metals. Mater. Sci. Technol. 1999, 15, 30–36. [Google Scholar] [CrossRef]
- Hall, E.O. The deformation and aging of mild steel, Discussion of Metals. Proc. Phys. Soc. Lond. B 1951, 64, 747–753. [Google Scholar] [CrossRef]
- Petch, N.J. The cleavage strength of polycrystals. J. Iron Steel Inst. 1953, 174, 25–28. [Google Scholar]
- Fan, L.; Zhou, D.; Wang, T.; Li, S.; Wang, Q. Tensile properties of an acicular ferrite and martensite/austenite constituent steel with varying cooling rates. Mater. Sci. Eng. A 2014, 590, 224–231. [Google Scholar] [CrossRef]
- Yong, Q. Secondary Phases in Steels; Metallurgical Industry Press: Beijing, China, 2006. [Google Scholar]
- Armstrong, R. Crystal Engineering for Mechanical Strength at Nano-Scale Dimensions. Crystals 2017, 7, 315. [Google Scholar] [CrossRef]
- Malow, T.R.; Koch, C.C. Mechanical properties, ductility, and grain size of nanocrystalline iron produced by mechanical attrition. Metall. Mater. Trans. A 1998, 29, 2285–2295. [Google Scholar] [CrossRef]
- Karavaeva, M.V.; Kiseleva, S.K.; Ganeev, A.V.; Protasova, E.O.; Ganiev, M.M.; Simonova, L.A.; Valiev, R.Z. Superior strength of carbon steel with an ultrafine-grained microstructure and its enhanced thermal stability. J. Mater. Sci. 2015, 50, 6730–6738. [Google Scholar] [CrossRef]
- Li, B.L.; Godfrey, A.; Meng, Q.C.; Liu, Q.; Hansen, N. Microstructural evolution of IF-steel during cold rolling. Acta Mater. 2004, 52, 1069–1081. [Google Scholar] [CrossRef]
- Tsuji, N.; Ito, Y.; Saito, Y.; Minamino, Y. Strength and ductility of ultrafine grained aluminum and iron produced by ARB and annealing. Scr. Mater 2002, 47, 893–899. [Google Scholar] [CrossRef]
- Xu, S.; Wang, S.; Li, S.; Cao, R.; Wu, H.; Wu, G.; Gao, J.; Feng, Q.; Li, H.; Mao, X. Achieving high strength and large elongation in a strip casting microalloyed steel by ageing treatment. Mater. Sci. Eng. A 2022, 860, 144217. [Google Scholar] [CrossRef]
- Hansen, N. Hall–Petch relation and boundary strengthening. Scr. Mater 2004, 51, 801–806. [Google Scholar] [CrossRef]
- Huang, T.; Shuai, L.; Wakeel, A.; Wu, G.; Hansen, N.; Huang, X. Strengthening mechanisms and Hall-Petch stress of ultrafine grained Al-0.3%Cu. Acta Mater. 2018, 156, 369–378. [Google Scholar] [CrossRef]
- Ma, G.; Hughes, D.A.; Godfrey, A.W.; Chen, Q.; Hansen, N.; Wu, G. Microstructure and strength of a tantalum-tungsten alloy after cold rolling from small to large strains. J. Mater. Sci. Technol. 2021, 83, 34–48. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | C | Si | Mn | Ni | Cr | Cu | Ti | Nb | V | Mo | Al | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| X6Nb | 0.07 | 0.25 | 1.75 | 0.2 | 0.2 | 0.15 | 0.03 | 0.06 | 0 | 0.2 | 0.03 | Bal. |
| X6Nb6V | 0.07 | 0.25 | 1.75 | 0.2 | 0.2 | 0.15 | 0.03 | 0.06 | 0.06 | 0.2 | 0.03 | Bal. |
| Conditions | Volume Fraction (f), % | Average Size (d), nm |
|---|---|---|
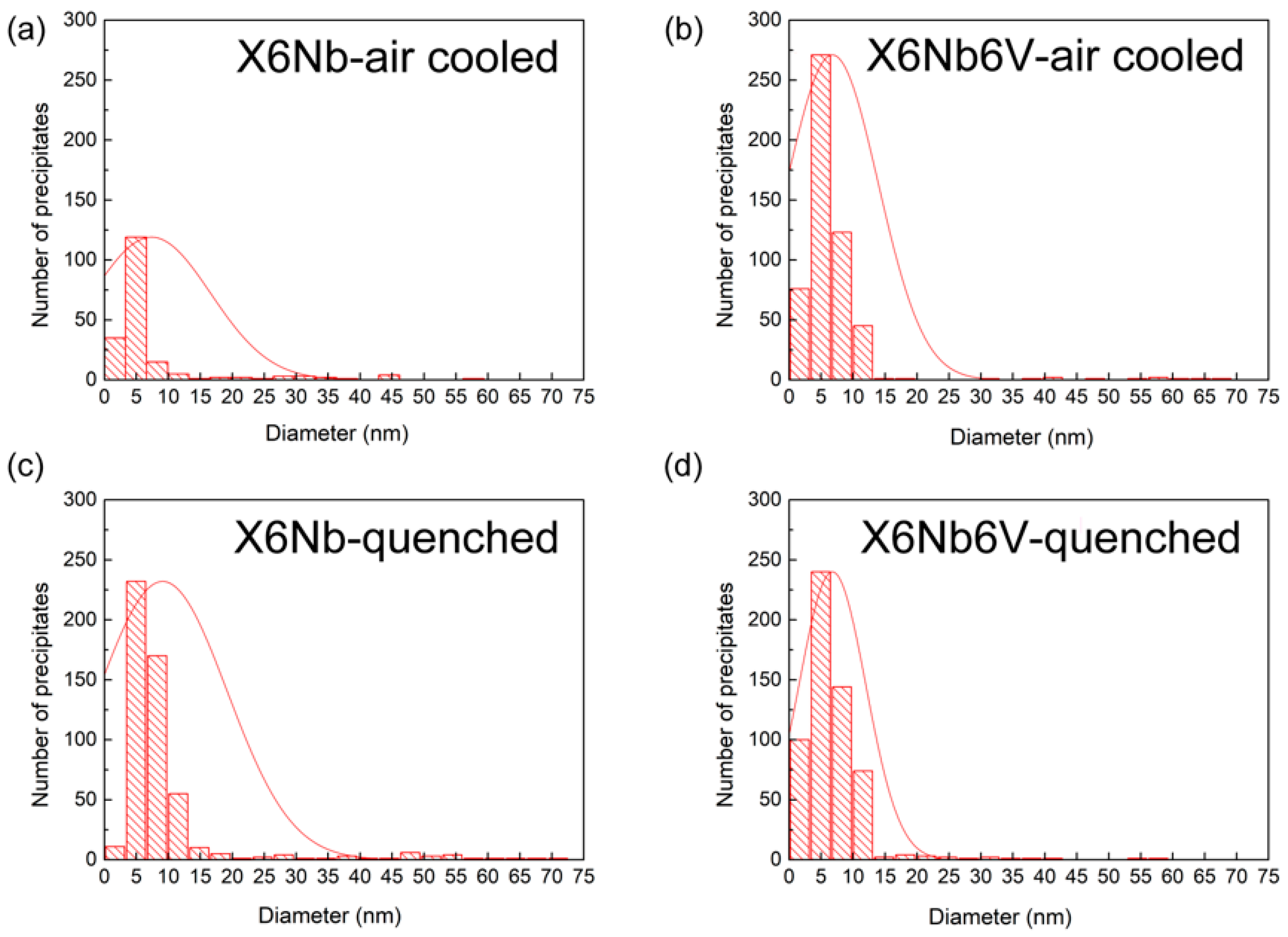
| X6Nb-air-cooled | 0.0770 | 12.244 |
| X6Nb6V-air-cooled | 0.2154 | 9.895 |
| X6Nb-quenched | 0.1510 | 8.127 |
| X6Nb6V-quenched | 0.2230 | 6.936 |
| Conditions | σUTS (MPa) | σy (MPa) |
|---|---|---|
| X6Nb-air-cooled | 724 | 658 |
| X6Nb6V-air-cooled | 801 | 740 |
| X6Nb-quenched | 737 | 688 |
| X6Nb6V-quenched | 880 | 850 |
| Conditions | σ0 (MPa) | σss (MPa) | σp (MPa) | σFe3C (MPa) | σGB (MPa) | σdis (MPa) | ρ (m−2) | σcalculated (MPa) | σy (MPa) |
|---|---|---|---|---|---|---|---|---|---|
| X6Nb-air-cooled | 50 | 82 | 76 | 16 | 290 | 121 | 1.9×1014 | 635 | 658 |
| X6Nb6V-air-cooled | 50 | 82 | 146 | 13 | 298 | 132 | 2.3×1014 | 721 | 740 |
| X6Nb-quenched | 50 | 82 | 139 | 17 | 327 | 138 | 2.4×1014 | 753 | 688 |
| X6Nb6V-quenched | 50 | 82 | 187 | 14 | 338 | 198 | 5.0×1014 | 869 | 850 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, G.; Chen, Y.; Wu, G.; Wang, S.; Li, T.; Liu, W.; Wu, H.; Gao, J.; Zhao, H.; Zhang, C.; et al. The Effects of Microalloying on the Precipitation Behavior and Strength Mechanisms of X80 High-Strength Pipeline Steel under Different Processes. Crystals 2023, 13, 714. https://doi.org/10.3390/cryst13050714
Ma G, Chen Y, Wu G, Wang S, Li T, Liu W, Wu H, Gao J, Zhao H, Zhang C, et al. The Effects of Microalloying on the Precipitation Behavior and Strength Mechanisms of X80 High-Strength Pipeline Steel under Different Processes. Crystals. 2023; 13(5):714. https://doi.org/10.3390/cryst13050714
Chicago/Turabian StyleMa, Guoqiang, Yimian Chen, Guilin Wu, Shuize Wang, Tianyi Li, Wenyue Liu, Honghui Wu, Junheng Gao, Haitao Zhao, Chaolei Zhang, and et al. 2023. "The Effects of Microalloying on the Precipitation Behavior and Strength Mechanisms of X80 High-Strength Pipeline Steel under Different Processes" Crystals 13, no. 5: 714. https://doi.org/10.3390/cryst13050714
APA StyleMa, G., Chen, Y., Wu, G., Wang, S., Li, T., Liu, W., Wu, H., Gao, J., Zhao, H., Zhang, C., & Mao, X. (2023). The Effects of Microalloying on the Precipitation Behavior and Strength Mechanisms of X80 High-Strength Pipeline Steel under Different Processes. Crystals, 13(5), 714. https://doi.org/10.3390/cryst13050714