
Mechanical Properties of Ti Grade 2 Manufactured Using Laser Beam Powder Bed Fusion (PBF-LB) with Checkerboard Laser Scanning and In Situ Oxygen Strengthening

 ,
,  , , , ,
, , , , 
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Manufacturing
2.2. WEDM Cutting and Machining
2.3. Mechanical Tests (Tensile, High Cycle Fatigue—HCF)
2.4. Microstructure Investigation (Light Microscopy—LM, Scanning Electron Microscopy—SEM, X-ray Microtomography—XRT)
2.5. Light Elements (Oxygen—O, Nitrogen—N, Hydrogen—H) Analysis and Archimedes Density Measurements
3. Results
3.1. Samples Fabricated via Powder Bed Fusion Using Laser Beam (PBF-LB) Process
3.2. Microstructure
3.3. Light Elements Analysis
3.4. Mechanical Properties
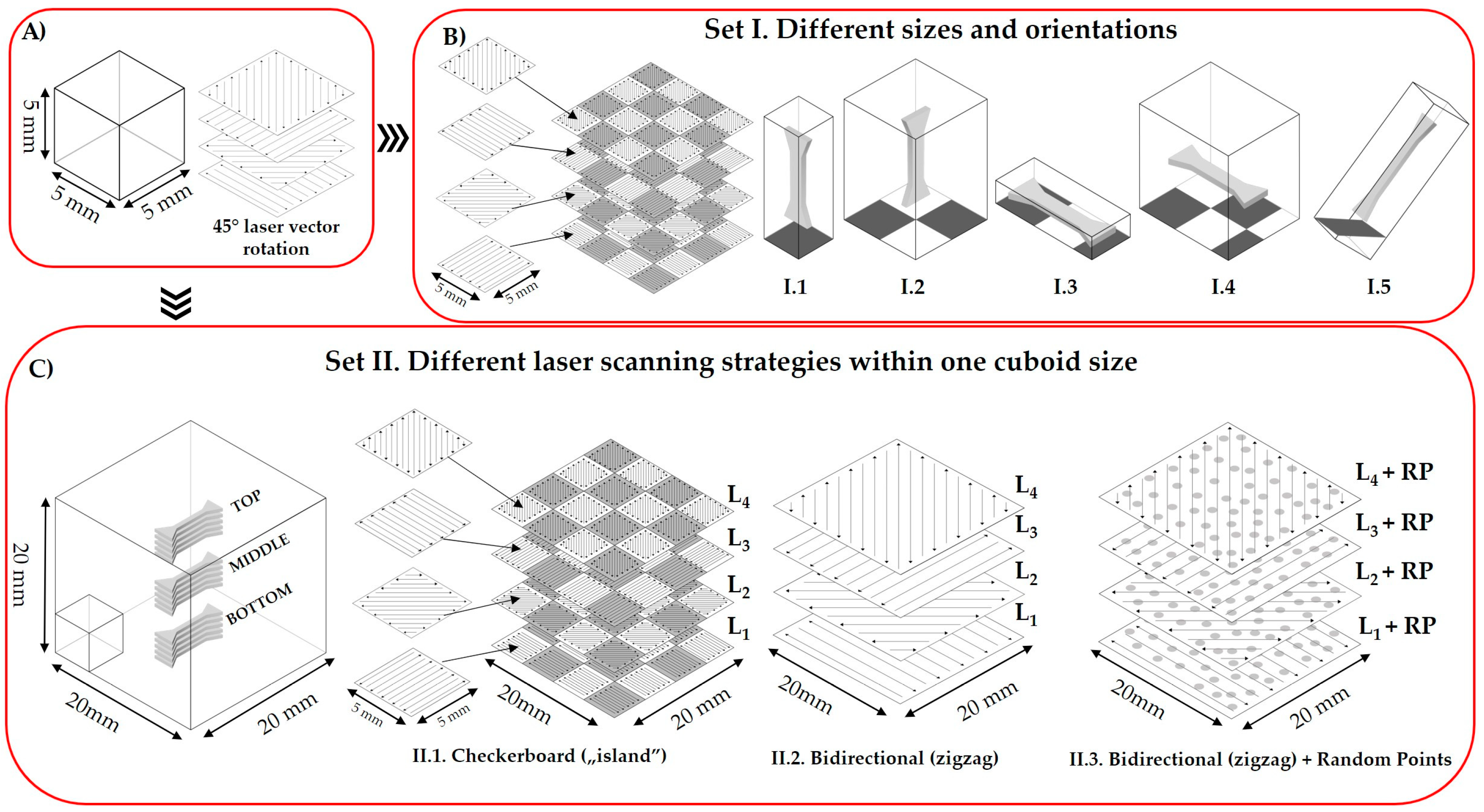
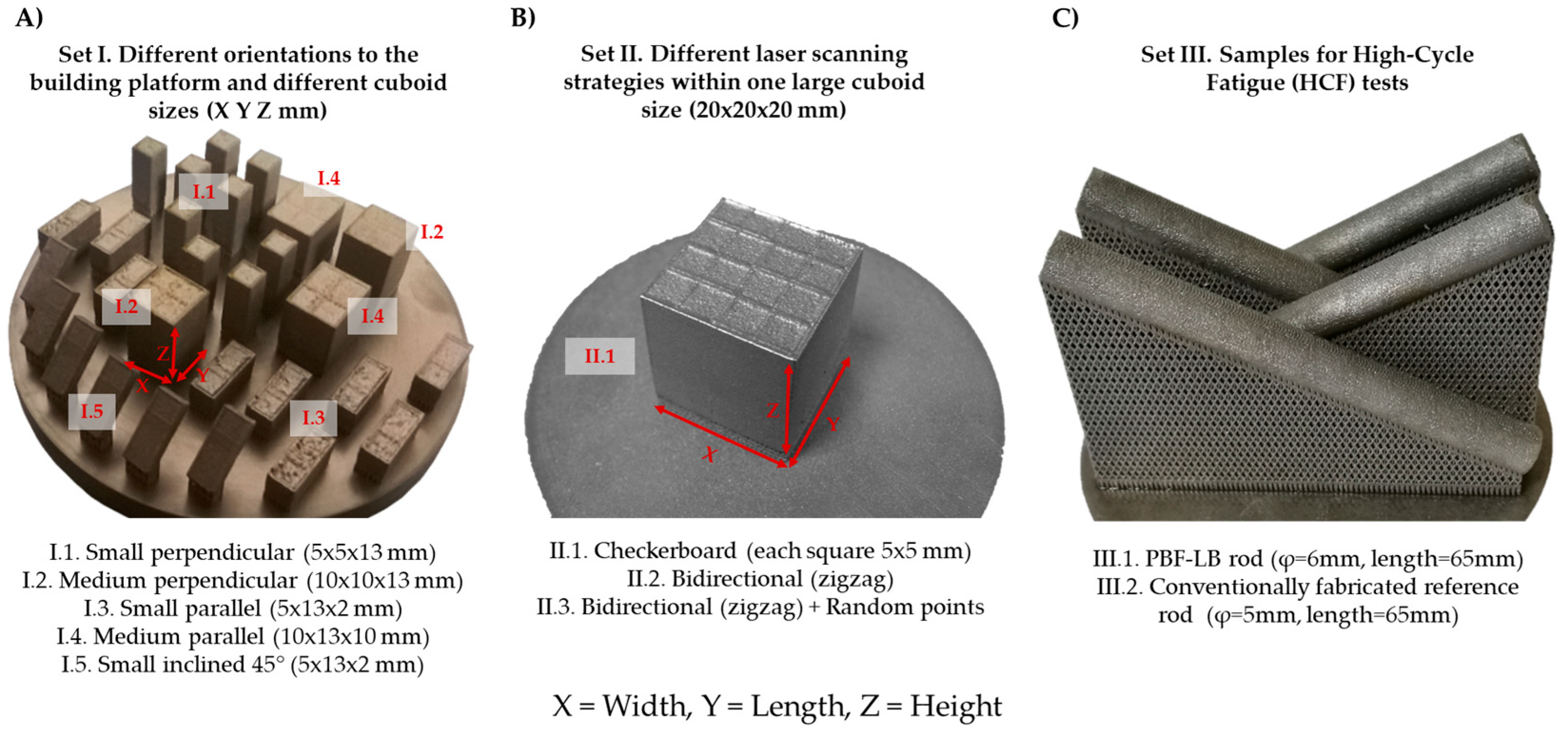
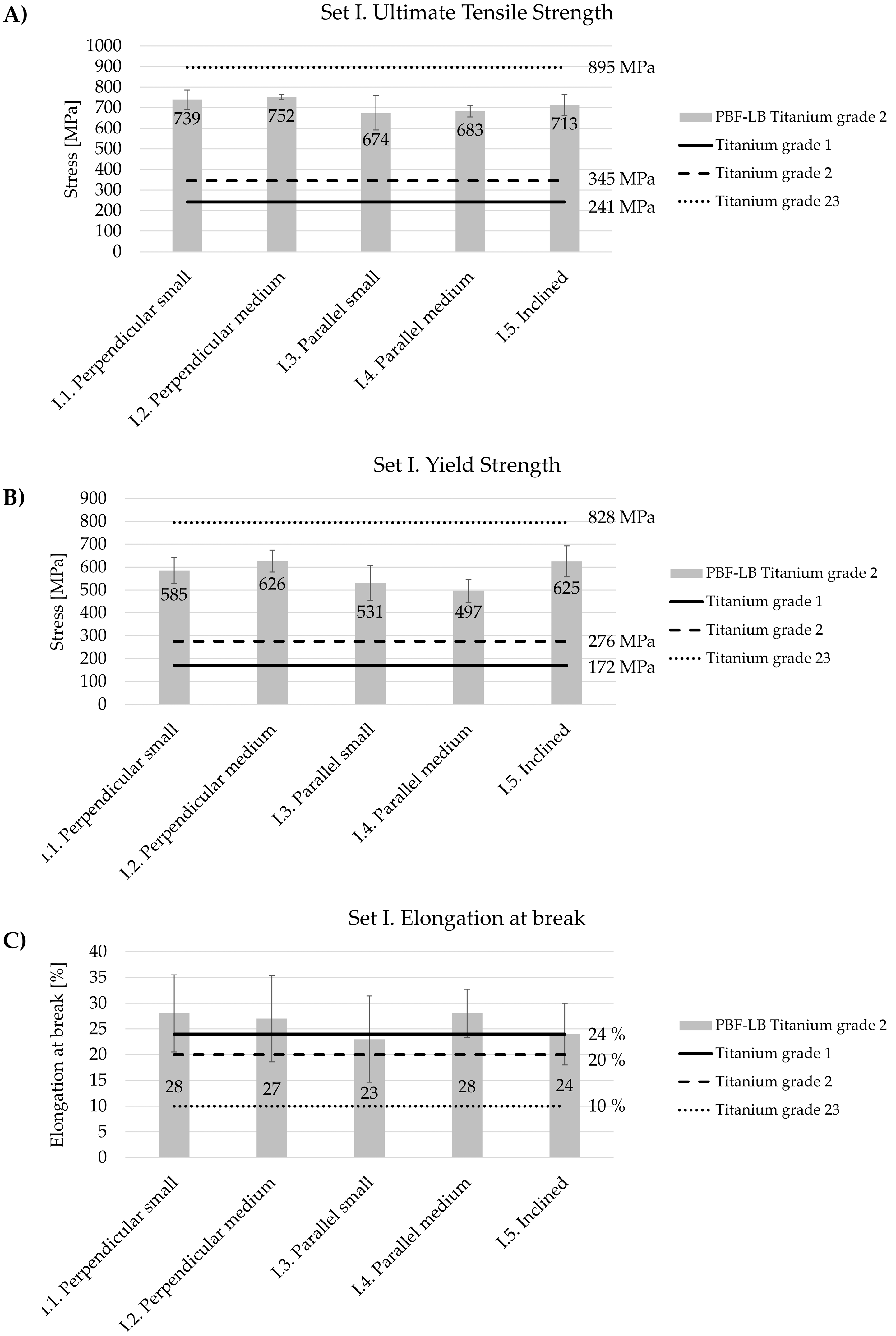
3.4.1. Set I. Different Orientations to the Building Platform and Different Cuboid Sizes
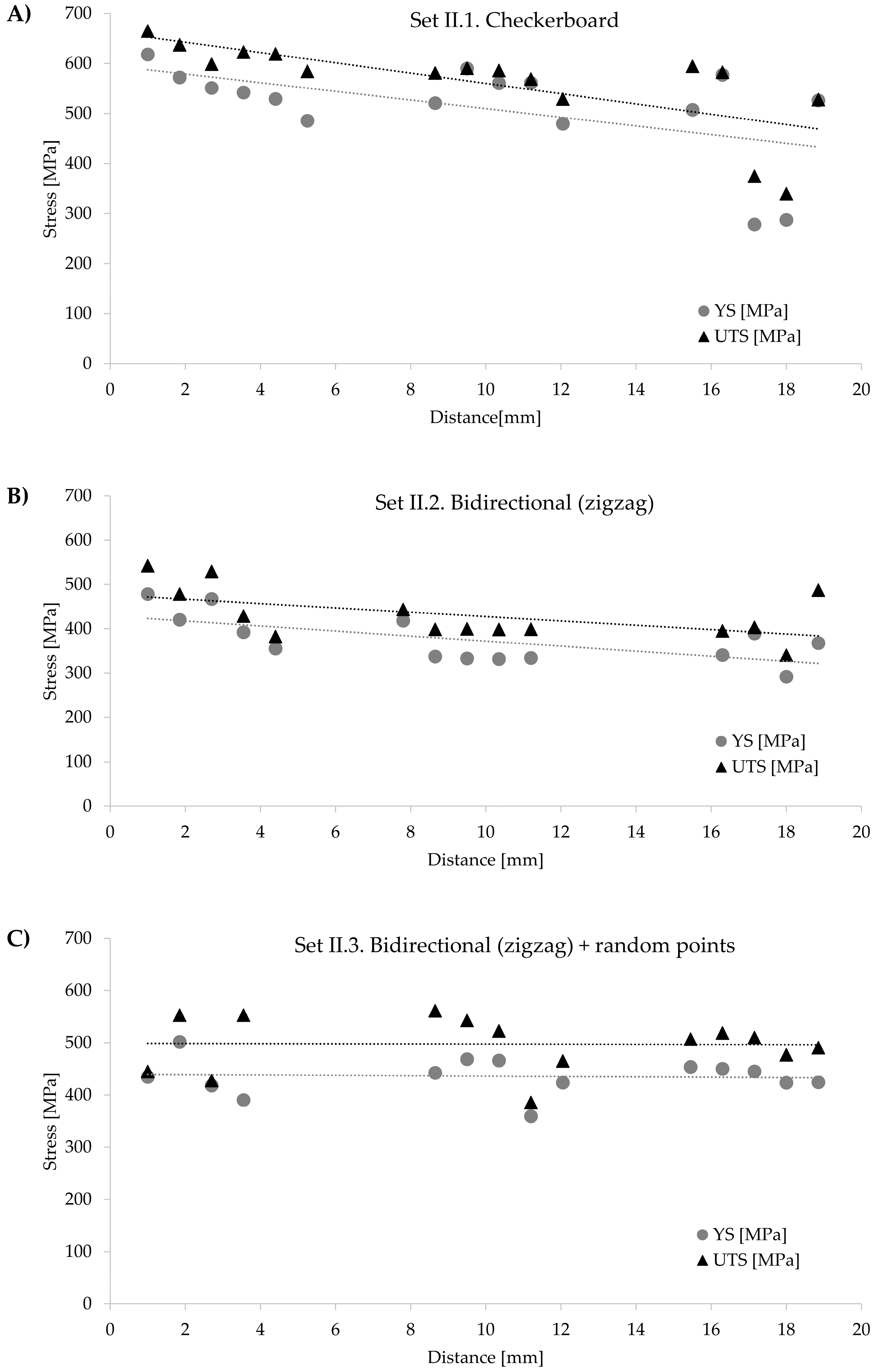
3.4.2. Set II. Different Laser Scanning Strategies within Large Cuboids (20 × 20 × 20 mm)
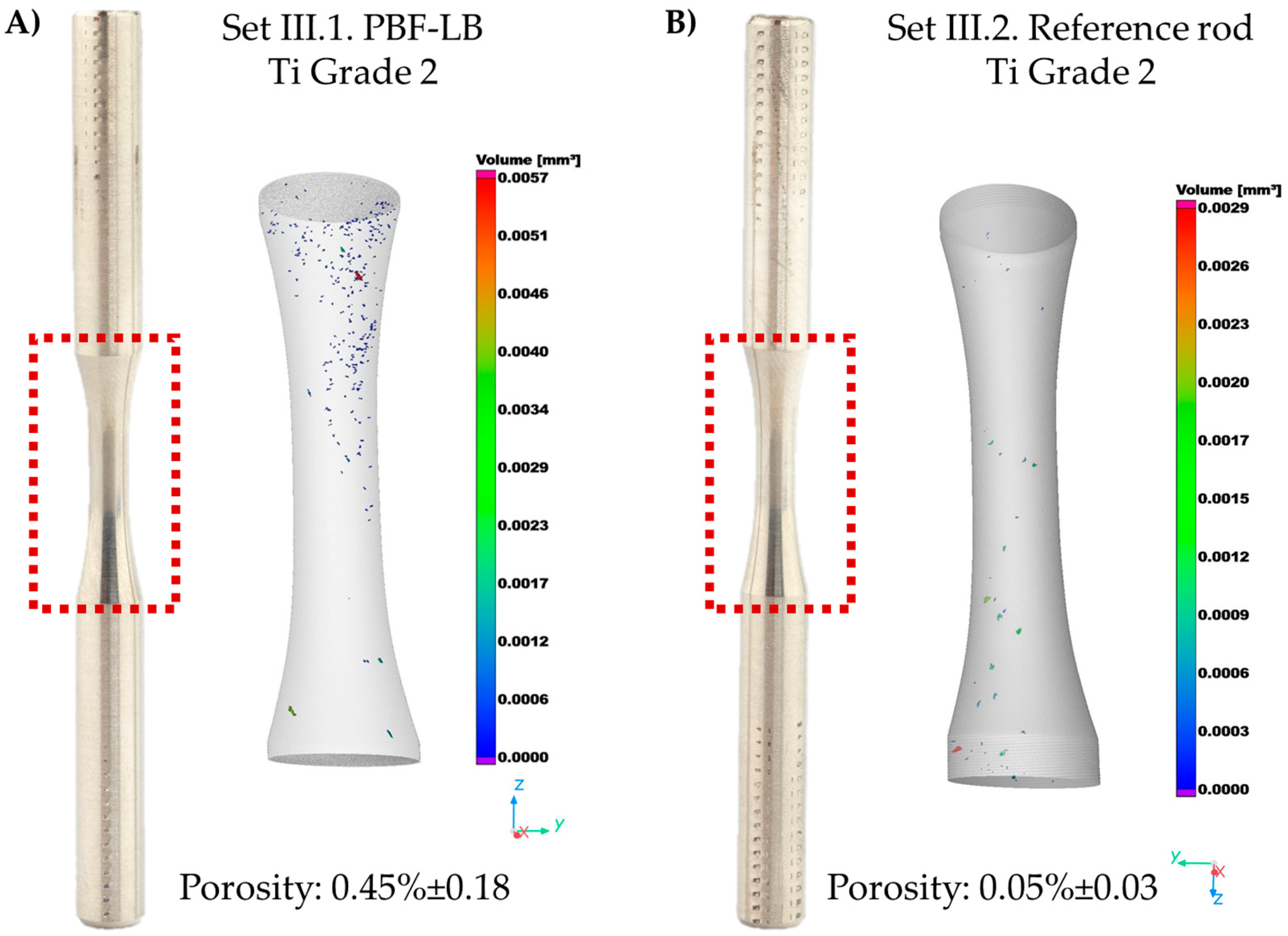
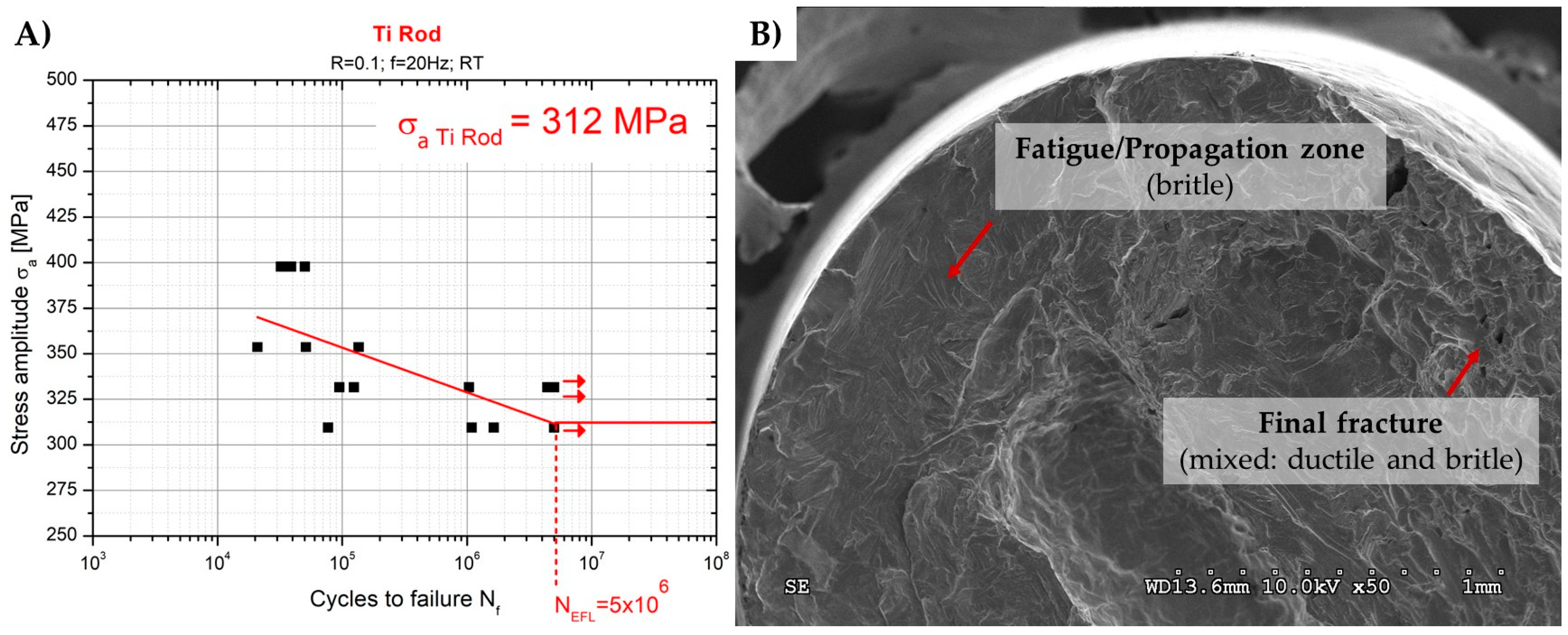
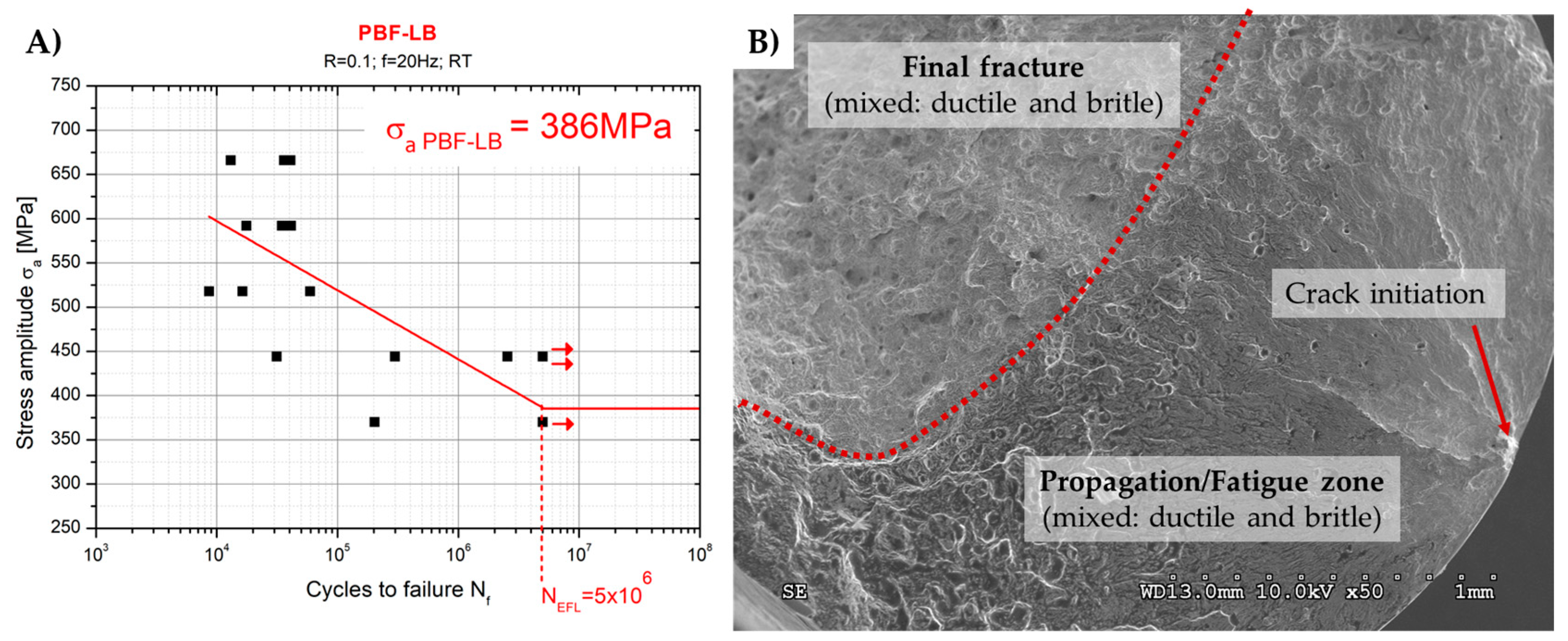
3.4.3. Set III. Samples for High-Cycle Fatigue (HCF) Tests
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yadroitsev, I.; Yadroitsava, I.; Du Plessis, A.; MacDonald, E. Fundamentals of Laser Powder Bed Fusion of Metals; Elsevier: Amsterdam, The Netherlands, 2021; ISBN 0128240911. [Google Scholar]
- Kumar, G.R.; Sathishkumar, M.; Vignesh, M.; Manikandan, M.; Rajyalakshmi, G.; Ramanujam, R.; Arivazhagan, N. Metal Additive Manufacturing of Commercial Aerospace Components—A Comprehensive Review. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2022, 237, 441–454. [Google Scholar] [CrossRef]
- Sing, S.L.; Kuo, C.N.; Shih, C.T.; Ho, C.C.; Chua, C.K. Perspectives of Using Machine Learning in Laser Powder Bed Fusion for Metal Additive Manufacturing. Virtual Phys. Prototyp. 2021, 16, 372–386. [Google Scholar] [CrossRef]
- Zavdoveev, A.; Zrodowski, Ł.; Vedel, D.; Cortes, P.; Choma, T.; Ostrysz, M.; Stasiuk, O.; Baudin, T.; Klapatyuk, A.; Gaivoronskiy, A. Atomization of the Fe-Rich MnNiCoCr High-Entropy Alloy for Spherical Powder Production. Mater. Lett. 2024, 363, 136240. [Google Scholar] [CrossRef]
- Monti, C.; Turani, M.; Papis, K.; Bambach, M. A New Al-Cu Alloy for LPBF Developed via Ultrasonic Atomization. Mater. Des. 2023, 229, 111907. [Google Scholar] [CrossRef]
- Żrodowski, Ł.; Wróblewski, R.; Choma, T.; Morończyk, B.; Ostrysz, M.; Leonowicz, M.; Łacisz, W.; Błyskun, P.; Wróbel, J.S.; Cieślak, G.; et al. Novel Cold Crucible Ultrasonic Atomization Powder Production Method for 3D Printing. Materials 2021, 14, 2541. [Google Scholar] [CrossRef] [PubMed]
- Panahizadeh, V.; Ghasemi, A.H.; Dadgar Asl, Y.; Davoudi, M. Optimization of LB-PBF Process Parameters to Achieve Best Relative Density and Surface Roughness for Ti6Al4V Samples: Using NSGA-II Algorithm. Rapid Prototyp. J. 2022, 28, 1821–1833. [Google Scholar] [CrossRef]
- Bergmueller, S.; Gerhold, L.; Fuchs, L.; Kaserer, L.; Leichtfried, G. Systematic Approach to Process Parameter Optimization for Laser Powder Bed Fusion of Low-Alloy Steel Based on Melting Modes. Int. J. Adv. Manuf. Technol. 2023, 126, 4385–4398. [Google Scholar] [CrossRef]
- Cao, L.; Li, J.; Hu, J.; Liu, H.; Wu, Y.; Zhou, Q. Optimization of Surface Roughness and Dimensional Accuracy in LPBF Additive Manufacturing. Opt. Laser Technol. 2021, 142, 107246. [Google Scholar] [CrossRef]
- Ali, M.H.; Sabyrov, N.; Shehab, E. Powder Bed Fusion–Laser Melting (PBF–LM) Process: Latest Review of Materials, Process Parameter Optimization, Application, and up-to-Date Innovative Technologies. Prog. Addit. Manuf. 2022, 7, 1395–1422. [Google Scholar] [CrossRef]
- Salandari-Rabori, A.; Wang, P.; Dong, Q.; Fallah, V. Enhancing As-Built Microstructural Integrity and Tensile Properties in Laser Powder Bed Fusion of AlSi10Mg Alloy Using a Comprehensive Parameter Optimization Procedure. Mater. Sci. Eng. A 2021, 805, 140620. [Google Scholar] [CrossRef]
- Huang, K.; Kain, C.; Diaz-Vallejo, N.; Sohn, Y.; Zhou, L. High Throughput Mechanical Testing Platform and Application in Metal Additive Manufacturing and Process Optimization. J. Manuf. Process. 2021, 66, 494–505. [Google Scholar] [CrossRef]
- Trevisan, F.; Calignano, F.; Aversa, A.; Marchese, G.; Lombardi, M.; Biamino, S.; Ugues, D.; Manfredi, D. Additive Manufacturing of Titanium Alloys in the Biomedical Field: Processes, Properties and Applications. J. Appl. Biomater. Funct. Mater. 2017, 16, 57–67. [Google Scholar] [CrossRef] [PubMed]
- Froes, F.H.; Boyer, R. Additive Manufacturing for the Aerospace Industry; Elsevier: Amsterdam, The Netherlands, 2019; ISBN 0128140631. [Google Scholar]
- Vasco, J.C. Chapter 16—Additive Manufacturing for the Automotive Industry. In Additive Manufacturing; Pou, J., Riveiro, A., Davim, J.P., Eds.; Elsevier: Amsterdam, The Netherlands, 2021; pp. 505–530. ISBN 978-0-12-818411-0. [Google Scholar]
- Jia, Y.; Fu, R.; Ling, C.; Shen, Z.; Zheng, L.; Zhong, Z.; Hong, Y. Fatigue Life Prediction Based on a Deep Learning Method for Ti-6Al-4V Fabricated by Laser Powder Bed Fusion up to Very-High-Cycle Fatigue Regime. Int. J. Fatigue 2023, 172, 107645. [Google Scholar] [CrossRef]
- Falkowska, A.; Seweryn, A.; Skrodzki, M. Strength Properties of a Porous Titanium Alloy Ti6al4v with Diamond Structure Obtained by Laser Power Bed Fusion (Lpbf). Materials 2020, 13, 5138. [Google Scholar] [CrossRef] [PubMed]
- Tamayo, J.A.; Riascos, M.; Vargas, C.A.; Baena, L.M. Additive Manufacturing of Ti6Al4V Alloy via Electron Beam Melting for the Development of Implants for the Biomedical Industry. Heliyon 2021, 7, e06892. [Google Scholar] [CrossRef] [PubMed]
- Bruze, M.; Netterlid, E.; Siemund, I. Aluminum—Allergen of the Year 2022. Dermatitis 2022, 33, 10–15. [Google Scholar] [CrossRef] [PubMed]
- Domingo, J.L. Vanadium: A Review of the Reproductive and Developmental Toxicity. Reprod. Toxicol. 1996, 10, 175–182. [Google Scholar] [CrossRef] [PubMed]
- Kwasniak, P.; Muzyk, M.; Garbacz, H.; Kurzydlowski, K.J. Influence of Oxygen Content on the Mechanical Properties of Hexagonal Ti—First Principles Calculations. Mater. Sci. Eng. A 2014, 590, 74–79. [Google Scholar] [CrossRef]
- Kwasniak, P.; Garbacz, H.; Kurzydlowski, K.J. Solid Solution Strengthening of Hexagonal Titanium Alloys: Restoring Forces and Stacking Faults Calculated from First Principles. Acta Mater. 2016, 102, 304–314. [Google Scholar] [CrossRef]
- Firstov, S.; Kulikovsky, V.; Rogul, T.; Ctvrtlik, R. Effect of Small Concentrations of Oxygen and Nitrogen on the Structure and Mechanical Properties of Sputtered Titanium Films. Surf. Coat. Technol. 2012, 206, 3580–3585. [Google Scholar] [CrossRef]
- Wysocki, B.; Maj, P.; Sitek, R.; Buhagiar, J.; Kurzydłowski, K.J.K.; Świeszkowski, W.; Święszkowski, W.; Świeszkowski, W.; Święszkowski, W.; Świeszkowski, W.; et al. Laser and Electron Beam Additive Manufacturing Methods of Fabricating Titanium Bone Implants. Appl. Sci. 2017, 7, 657. [Google Scholar] [CrossRef]
- Wysocki, B.; Maj, P.; Krawczyńska, A.; Rożniatowski, K.; Zdunek, J.; Kurzydłowski, K.J.K.J.; Święszkowski, W. Microstructure and Mechanical Properties Investigation of CP Titanium Processed by Selective Laser Melting (SLM). J. Mater. Process. Technol. 2017, 241, 13–23. [Google Scholar] [CrossRef]
- Weng, W.; Biesiekierski, A.; Li, Y.; Wen, C. Effects of Selected Metallic and Interstitial Elements on the Microstructure and Mechanical Properties of Beta Titanium Alloys for Orthopedic Applications. Matereials 2019, 6, 100323. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Stucker, B.; Khorasani, M. Design for Additive Manufacturing. Addit. Manuf. Technol. 2021, 555–607. [Google Scholar] [CrossRef] [PubMed]
- Wysocki, B.; Buhagiar, J.; Durejko, T. Design and Post Processing for Metal Additive Manufacturing; MDPI: Basel, Switzerland, 2024. [Google Scholar]
- Chmielewska, A.; Wysocki, B.; Buhagiar, J.; Michalski, B.; Adamczyk-Cieślak, B.; Gloc, M.; Święszkowski, W. In Situ Alloying of NiTi: Influence of Laser Powder Bed Fusion (LBPF) Scanning Strategy on Chemical Composition. Mater. Today Commun. 2022, 30, 103007. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Everitt, N.M.; Ashcroft, I.; Tuck, C. Reducing Porosity in AlSi10Mg Parts Processed by Selective Laser Melting. Addit. Manuf. 2014, 1–4, 77–86. [Google Scholar] [CrossRef]
- Tolochko, N.K.; Mozzharov, S.E.; Yadroitsev, I.A.; Laoui, T.; Froyen, L.; Titov, V.I.; Ignatiev, M.B. Balling Processes during Selective Laser Treatment of Powders. Rapid Prototyp. J. 2004, 10, 78–87. [Google Scholar] [CrossRef]
- Chmielewska, A.; Wysocki, B.A.; Gadalińska, E.; MacDonald, E.; Adamczyk-Cieślak, B.; Dean, D.; Świeszkowski, W. Laser Powder Bed Fusion (LPBF) of NiTi Alloy Using Elemental Powders: The Influence of Remelting on Printability and Microstructure. Rapid Prototyp. J. 2022, 28, 1845–1868. [Google Scholar] [CrossRef]
- Jia, H.; Sun, H.; Wang, H.; Wu, Y.; Wang, H. Scanning Strategy in Selective Laser Melting (SLM): A Review. Int. J. Adv. Manuf. Technol. 2021, 113, 2413–2435. [Google Scholar] [CrossRef]
- Nemat-Nasser, S.; Guo, W.G.; Cheng, J.Y. Mechanical Properties and Deformation Mechanisms of a Commercially Pure Titanium. Acta Mater. 1999, 47, 3705–3720. [Google Scholar] [CrossRef]
- ASTM F67—13(2017); Standard Specification for Unalloyed Titanium, for Surgical Implant Applications (UNS R50250, UNS R50400, UNS R50550, UNS R50700). ASTM International: West Conshohocken, PA, USA, 2017.
- ASTM F136—13; Standard Specification for Wrought Titanium-6Aluminum-4Vanadium ELI (Extra Low Interstitial) Alloy for Surgical Implant Applications (UNS R56401). ASTM International: West Conshohocken, PA, USA, 2013.
- Song, B.; Dong, S.; Zhang, B.; Liao, H.; Coddet, C. Effects of Processing Parameters on Microstructure and Mechanical Property of Selective Laser Melted Ti6Al4V. Mater. Des. 2012, 35, 120–125. [Google Scholar] [CrossRef]
- Sing, S.L.; Wiria, F.E.; Yeong, W.Y. Selective Laser Melting of Titanium Alloy with 50 wt% Tantalum: Effect of Laser Process Parameters on Part Quality. Int. J. Refract. Met. Hard Mater. 2018, 77, 120–127. [Google Scholar] [CrossRef]
- Shipley, H.; McDonnell, D.; Culleton, M.; Coull, R.; Lupoi, R.; O’Donnell, G.; Trimble, D. Optimisation of Process Parameters to Address Fundamental Challenges during Selective Laser Melting of Ti-6Al-4V: A Review. Int. J. Mach. Tools Manuf. 2018, 128, 1–20. [Google Scholar] [CrossRef]
- Ahmadi, S.M.; Hedayati, R.; Ashok Kumar Jain, R.K.; Li, Y.; Leeflang, S.; Zadpoor, A.A. Effects of Laser Processing Parameters on the Mechanical Properties, Topology, and Microstructure of Additively Manufactured Porous Metallic Biomaterials: A Vector-Based Approach. Mater. Des. 2017, 134, 234–243. [Google Scholar] [CrossRef]
- Bartolomeu, F.; Gasik, M.; Silva, F.S.; Miranda, G. Mechanical Properties of Ti6Al4V Fabricated by Laser Powder Bed Fusion: A Review Focused on the Processing and Microstructural Parameters Influence on the Final Properties. Meterials 2022, 12, 986. [Google Scholar] [CrossRef]
- Hasib, M.T.; Ostergaard, H.E.; Liu, Q.; Li, X.; Kruzic, J.J. Tensile and Fatigue Crack Growth Behavior of Commercially Pure Titanium Produced by Laser Powder Bed Fusion Additive Manufacturing. Addit. Manuf. 2021, 45, 102027. [Google Scholar] [CrossRef]
- Yu, Q.; Qi, L.; Tsuru, T.; Traylor, R.; Rugg, D.; Morris, J.W.; Asta, M.; Chrzan, D.C.; Minor, A.M. Origin of Dramatic Oxygen Solute Strengthening Effect in Titanium. Science 2015, 347, 635–639. [Google Scholar] [CrossRef] [PubMed]
- Ghazisaeidi, M.; Trinkle, D.R. Interaction of Oxygen Interstitials with Lattice Faults in Ti. Acta Mater. 2014, 76, 82–86. [Google Scholar] [CrossRef]
- Joost, W.J.; Ankem, S.; Kuklja, M.M. Interaction between Oxygen Interstitials and Deformation Twins in Alpha-Titanium. Acta Mater. 2016, 105, 44–51. [Google Scholar] [CrossRef]
- Singh, N.; Hameed, P.; Ummethala, R.; Manivasagam, G.; Prashanth, K.G.; Eckert, J. Selective Laser Manufacturing of Ti-Based Alloys and Composites: Impact of Process Parameters, Application Trends, and Future Prospects. Mater. Today Adv. 2020, 8, 100097. [Google Scholar] [CrossRef]
- Żrodowski, Ł.; Wysocki, B.; Wróblewski, R.; Krawczyńska, A.; Adamczyk-Cieślak, B.; Zdunek, J.; Błyskun, P.; Ferenc, J.; Leonowicz, M.; Święszkowski, W. New Approach to Amorphization of Alloys with Low Glass Forming Ability via Selective Laser Melting. J. Alloys Compd. 2019, 771, 769–776. [Google Scholar] [CrossRef]
- Lindwall, G.; Wang, P.; Kattner, U.R.; Campbell, C.E. The Effect of Oxygen on Phase Equilibria in the Ti-V System: Impacts on the AM Processing of Ti Alloys. JOM 2018, 70, 1692–1705. [Google Scholar] [CrossRef] [PubMed]
- Majchrowicz, K.; Chmielewska, A.; Wysocki, B.; Przybysz-Gloc, S.; Kulczyk, M.; Garbacz, H.; Pakieła, Z. The Effect of Microstructural Defects on High-Cycle Fatigue of Ti Grade 2 Manufactured by PBF-LB and Hydrostatic Extrusion. Crystals 2023, 13, 1250. [Google Scholar] [CrossRef]
- Wysocki, B.; Idaszek, J.; Buhagiar, J.; Szlązak, K.; Brynk, T.; Kurzydłowski, K.J.; Święszkowski, W. The Influence of Chemical Polishing of Titanium Scaffolds on Their Mechanical Strength and In-Vitro Cell Response. Mater. Sci. Eng. C 2018, 95, 428–439. [Google Scholar] [CrossRef] [PubMed]
- Chmielewska, A.; Wysocki, B.; Żrodowski, Ł.; Święszkowski, W. Hybrid Solid-Porous Titanium Scaffolds. Trans. Addit. Manuf. Meets Med. 2019, 1, 2–3. [Google Scholar] [CrossRef]
- Cwieka, K.; Wysocki, B.; Skibinski, J.; Chmielewska, A.; Swieszkowski, W. Numerical Design of Open-Porous Titanium Scaffolds for Powder Bed Fusion Using Laser Beam (PBF-LB). J. Mech. Behav. Biomed. Mater. 2024, 151, 106359. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Set I. Different Orientations to the Building Platform and Different Cuboid Sizes (X Y Z) | Set II. Different Laser Scanning Strategies within One Large Cuboid Size (20 × 20 × 20 mm) | Set III. Samples for High-Cycle Fatigue (HCF) Tests |
|---|---|---|
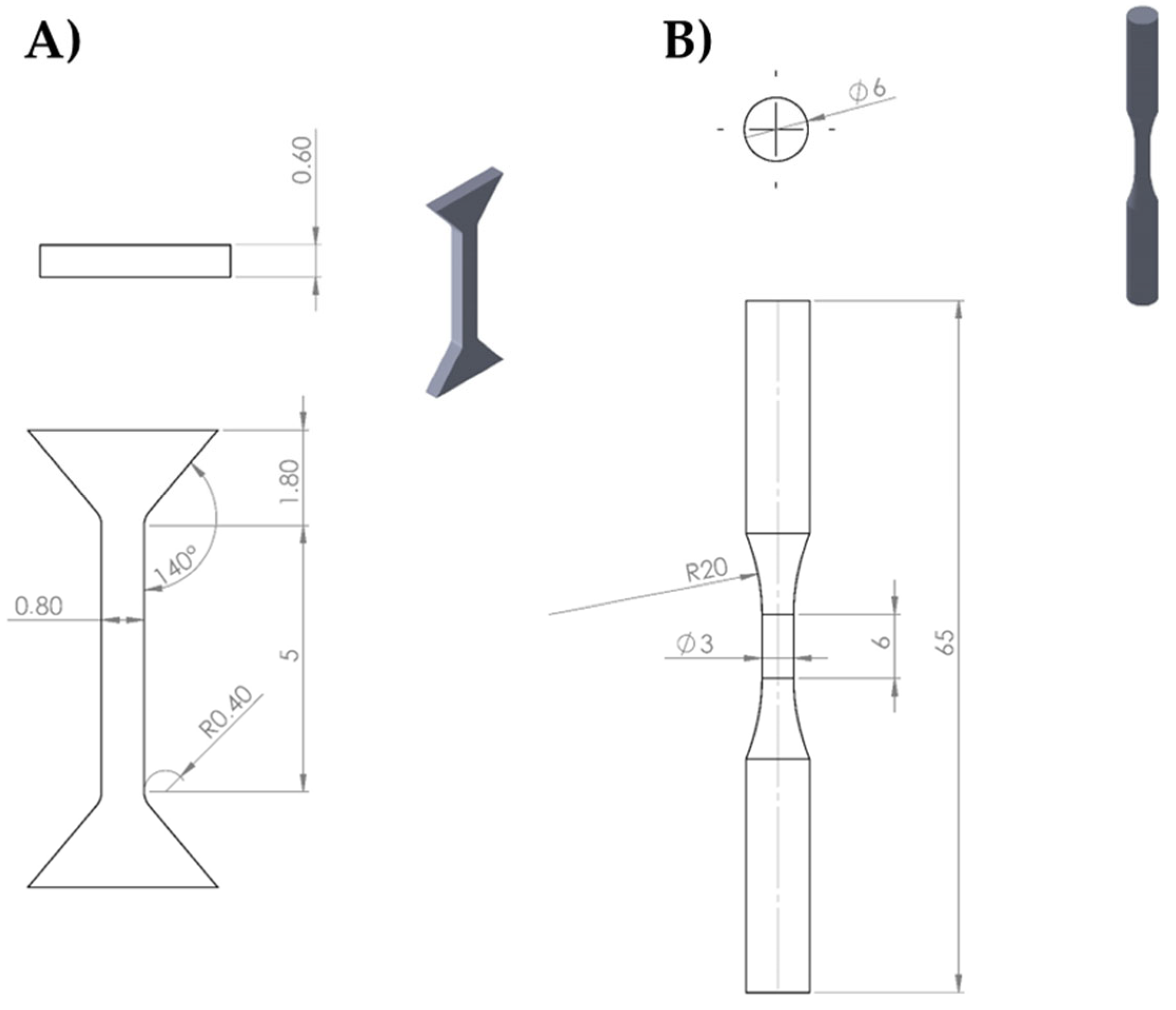
| I.1. Small perpendicular (5 × 5 × 13 mm) | II.1. Checkerboard (each square 5 × 5 mm) | III.1. PBF-LB rod (φ = 6 mm, length = 65 mm) |
| I.2. Medium perpendicular * (10 × 10 × 13 mm) | II.2. Bidirectional (zigzag) | III. 2. Conventionally fabricated reference rod (φ = 5 mm, length = 65 mm) |
| I.3. Small parallel (5 × 13 × 2 mm) | II.3. Bidirectional (zigzag) + random points | |
| I.4. Medium parallel * (10 × 13 × 10 mm) | ||
| I.5. Small inclined 45° (5 × 13 × 2 mm) |
| Set I. Different orientations to the building platform and different cubical sizes (X Y Z mm) | ||||
| I.1. Small perpendicular (5 × 5 × 13 mm) | I.2. Medium perpendicular (10 × 10 × 13 mm) | I.3. Small parallel (5 × 13 × 2 mm) | I.4. Medium parallel (10 × 13 × 10 mm) | I.5. Small inclined 45° (5 × 13 × 2 mm) |
| 98.9 ± 0.4 | 99.4 ± 0.2 | 98.6 ± 0.6 | 99.5 ± 0.1 | 98.6 ± 0.9 |
| Set II. Different laser scanning strategies within one large cuboid size (20 × 20 × 20 mm) | ||||
| II.1. Checkerboard (each square 5 × 5 mm) | II.2. Bidirectional (zigzag) | II.3. Bidirectional (zigzag) + random points | ||
| 98.1 ± 0.5 | 96.9 ± 0.8 | 96.1 ± 0.9 | ||
| Set III. Samples for High-Cycle Fatigue (HCF) tests | ||||
| III.1. PBF-LB rod * (φ = 6 mm, length = 65 mm) | III.2. Conventionally fabricated reference rod (φ = 5 mm, length = 65 mm) | |||
| 98.5 ± 0.7 | 99.5 ± 0.4 | |||
| Set I. Different orientations to the building platform and different cuboid sizes | ||
| Oxygen [wt. %] | Nitrogen [wt. %] | Hydrogen [wt. %] |
| 0.23 ± 0.02 | 0.07 ± 0.02 | 0.008 ± 0.001 |
| Set II. Different laser scanning strategies within one large cuboid size (20 × 20 × 20 mm) | ||
| Oxygen [wt. %] | Nitrogen [wt. %] | Hydrogen [wt. %] |
| 0.82 ± 0.05 | 0.05 ± 0.03 | 0.02 ± 0.002 |
| Set III. Samples for High-Cycle Fatigue (HCF) tests | ||
| III.1. PBF-LB rod (φ = 6 mm, length = 65 mm) | ||
| Oxygen [wt. %] | Nitrogen [wt. %] | Hydrogen [wt. %] |
| 0.20 ± 0.014 | 0.05 ± 0.02 | 0.006 ± 0.001 |
| III.2. Conventionally fabricated reference rod (φ = 5 mm, length = 65 mm) | ||
| Oxygen [wt. %] | Nitrogen [wt. %] | Hydrogen [wt. %] |
| 0.07 ± 0.014 | 0.012 ± 0.004 | 0.003 ± 0.001 |
| Titanium powders used within study | ||
| 1. Fresh Ti grade 2 powder | ||
| Oxygen [wt. %] | Nitrogen [wt. %] | Hydrogen [wt. %] |
| 0.13 ± 0.017 | 0.013 ± 0.005 | 0.005 ± 0.001 |
| 2. Used Ti grade 2 powder (1 process) | ||
| Oxygen [wt. %] | Nitrogen [wt. %] | Hydrogen [wt. %] |
| 0.17 ± 0.014 | 0.015 ± 0.004 | 0.006 ± 0.002 |
| Sample | Size | Orientation | UTS [MPa] | YS [MPa] | A [%] |
|---|---|---|---|---|---|
| I.1. | Small | perpendicular | 739 ± 48 | 585 ± 57 | 28% ± 8 |
| I.2. | Medium | perpendicular | 752 ± 14 | 626 ± 48 | 27% ± 8 |
| I.3. | Small | parallel | 674 ± 83 | 531 ± 76 | 23% ± 8 |
| I.4. | Medium | parallel | 683 ± 28 | 497 ± 49 | 28% ± 5 |
| I.5. | Small | inclined | 713 ± 52 | 625 ± 68 | 24% ± 6 |
| II.1. Checkerboard (Each Square 5 × 5 mm) | II.2. Bidirectional (Zigzag) | II.3. Bidirectional (Zigzag) + Random Points | ||||
|---|---|---|---|---|---|---|
| Height | UTS [MPa] | YS [MPa] | UTS [MPa] | YS [MPa] | UTS [MPa] | YS [MPa] |
| Top | 456 ± 102 | 417 ± 136 | 406 ± 52 | 347 ± 36 | 501 ± 16 | 440 ± 12 |
| Middle | 571 ± 8 | 542 ± 25 | 399 ± 15 | 334 ± 10 | 496 ± 61 | 432 ± 44 |
| Bottom | 612 ± 16 | 536 ± 25 | 472 ± 55 | 423 ± 41 | 505 ± 52 | 437 ± 41 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wysocki, B.A.; Chmielewska-Wysocka, A.; Maj, P.; Molak, R.M.; Romelczyk-Baishya, B.; Żrodowski, Ł.; Ziętala, M.; Nowak, W.; Święszkowski, W.; Muzyk, M. Mechanical Properties of Ti Grade 2 Manufactured Using Laser Beam Powder Bed Fusion (PBF-LB) with Checkerboard Laser Scanning and In Situ Oxygen Strengthening. Crystals 2024, 14, 574. https://doi.org/10.3390/cryst14060574
Wysocki BA, Chmielewska-Wysocka A, Maj P, Molak RM, Romelczyk-Baishya B, Żrodowski Ł, Ziętala M, Nowak W, Święszkowski W, Muzyk M. Mechanical Properties of Ti Grade 2 Manufactured Using Laser Beam Powder Bed Fusion (PBF-LB) with Checkerboard Laser Scanning and In Situ Oxygen Strengthening. Crystals. 2024; 14(6):574. https://doi.org/10.3390/cryst14060574
Chicago/Turabian StyleWysocki, Bartlomiej Adam, Agnieszka Chmielewska-Wysocka, Piotr Maj, Rafał Maksymilian Molak, Barbara Romelczyk-Baishya, Łukasz Żrodowski, Michał Ziętala, Wojciech Nowak, Wojciech Święszkowski, and Marek Muzyk. 2024. "Mechanical Properties of Ti Grade 2 Manufactured Using Laser Beam Powder Bed Fusion (PBF-LB) with Checkerboard Laser Scanning and In Situ Oxygen Strengthening" Crystals 14, no. 6: 574. https://doi.org/10.3390/cryst14060574
APA StyleWysocki, B. A., Chmielewska-Wysocka, A., Maj, P., Molak, R. M., Romelczyk-Baishya, B., Żrodowski, Ł., Ziętala, M., Nowak, W., Święszkowski, W., & Muzyk, M. (2024). Mechanical Properties of Ti Grade 2 Manufactured Using Laser Beam Powder Bed Fusion (PBF-LB) with Checkerboard Laser Scanning and In Situ Oxygen Strengthening. Crystals, 14(6), 574. https://doi.org/10.3390/cryst14060574