
A Multi-Objective Genetic Algorithm-Based Predictive Model and Parameter Optimization for Forming Quality of SLM Aluminum Anodes

 , , , and
, , , and
Abstract
:1. Introduction
2. Experimental Work
2.1. Experimental Materials
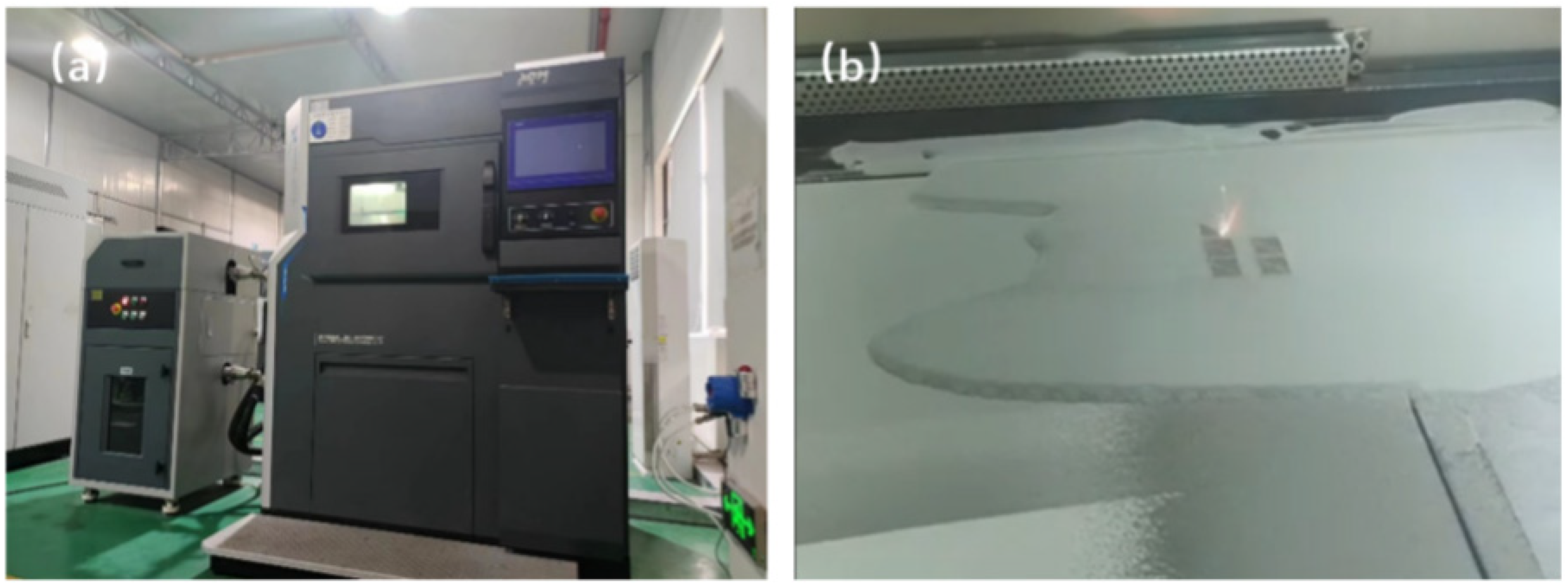
2.2. Experimental Equipment
2.3. Experimental Programme
2.4. Parameter Selection for SLM-Based Anode Quality Prediction Model
3. Results and Discussion
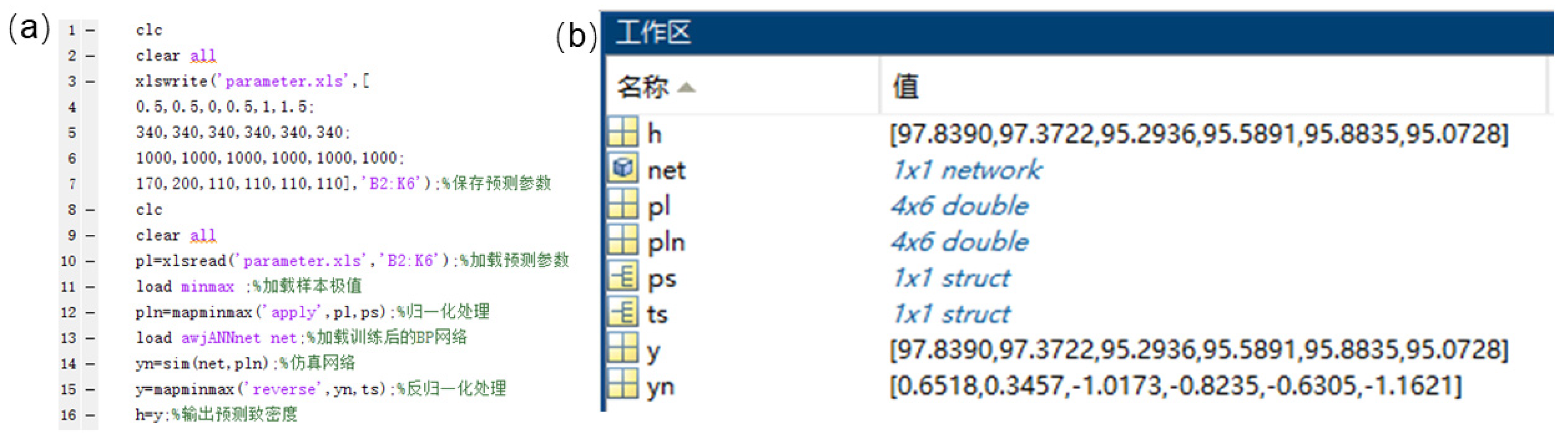
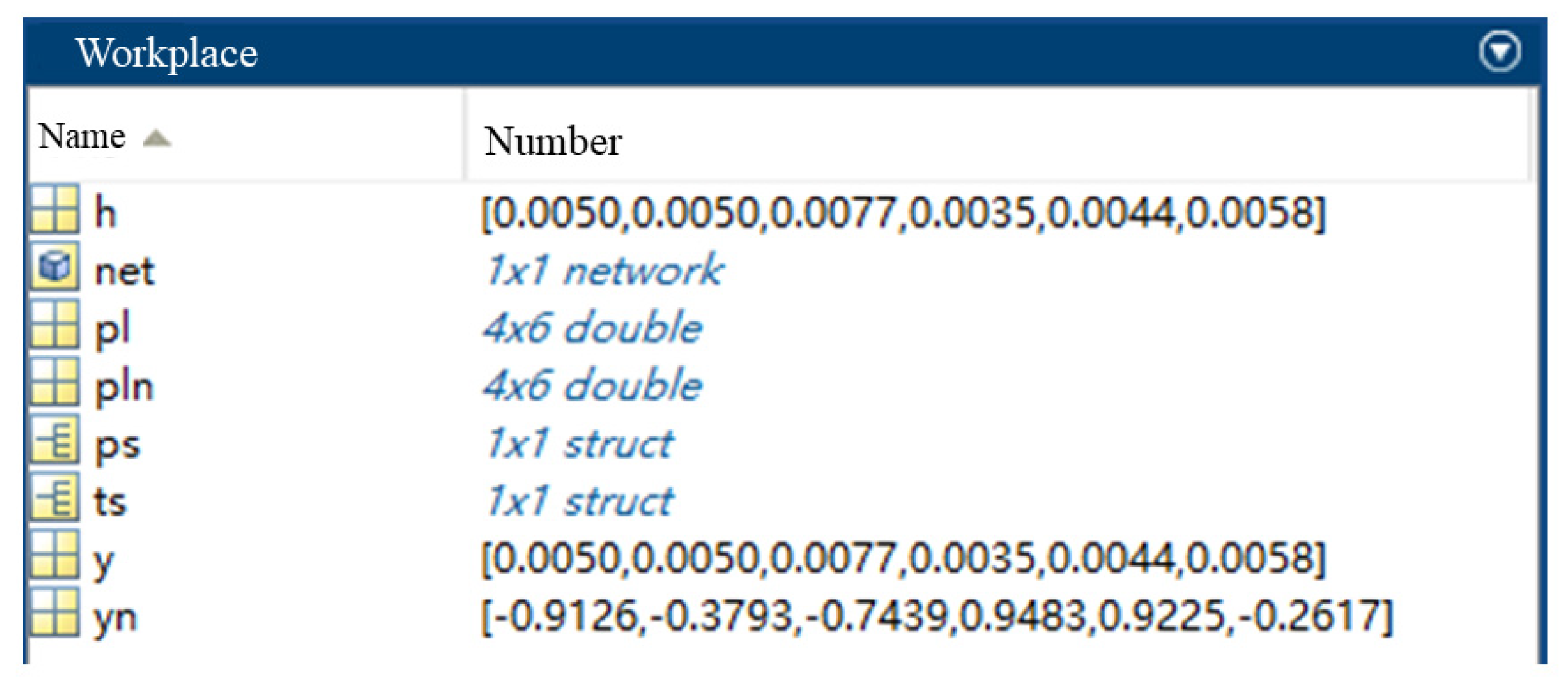
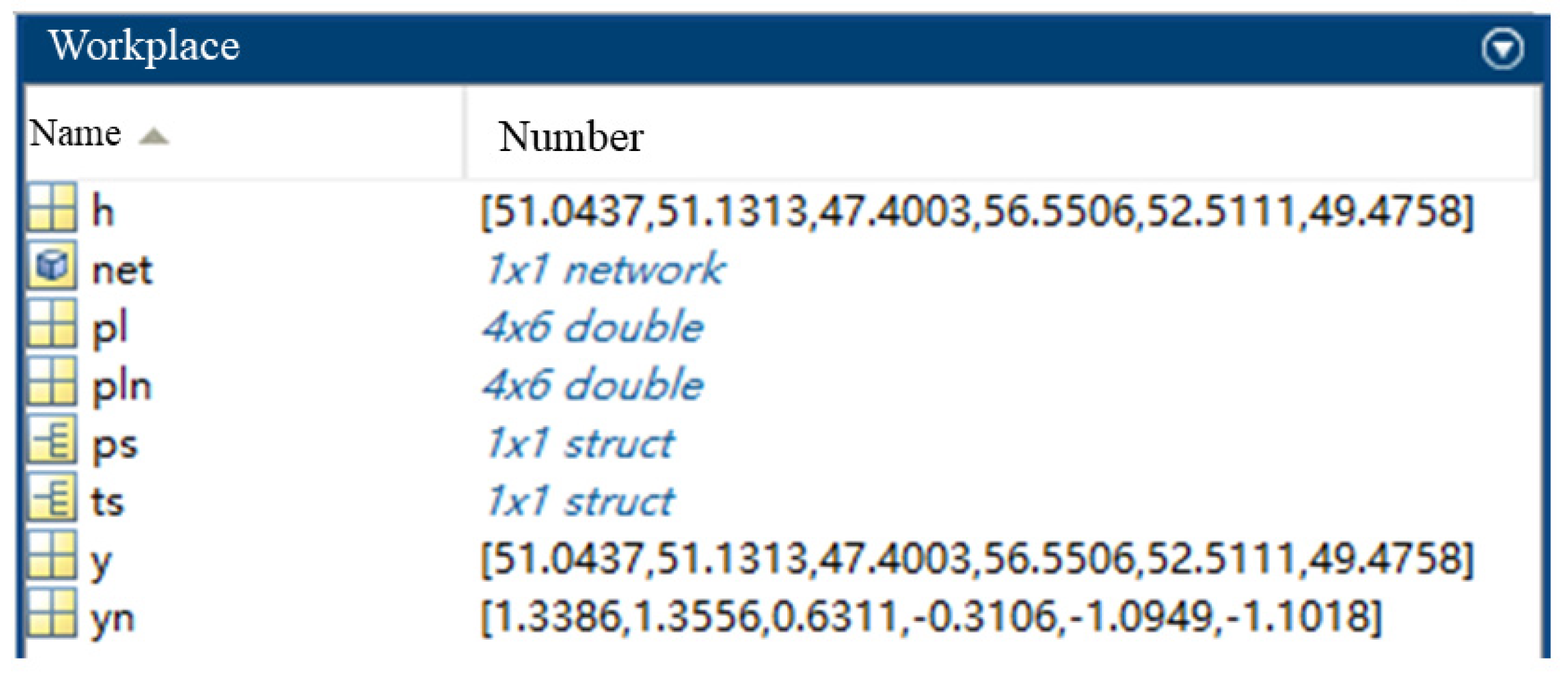
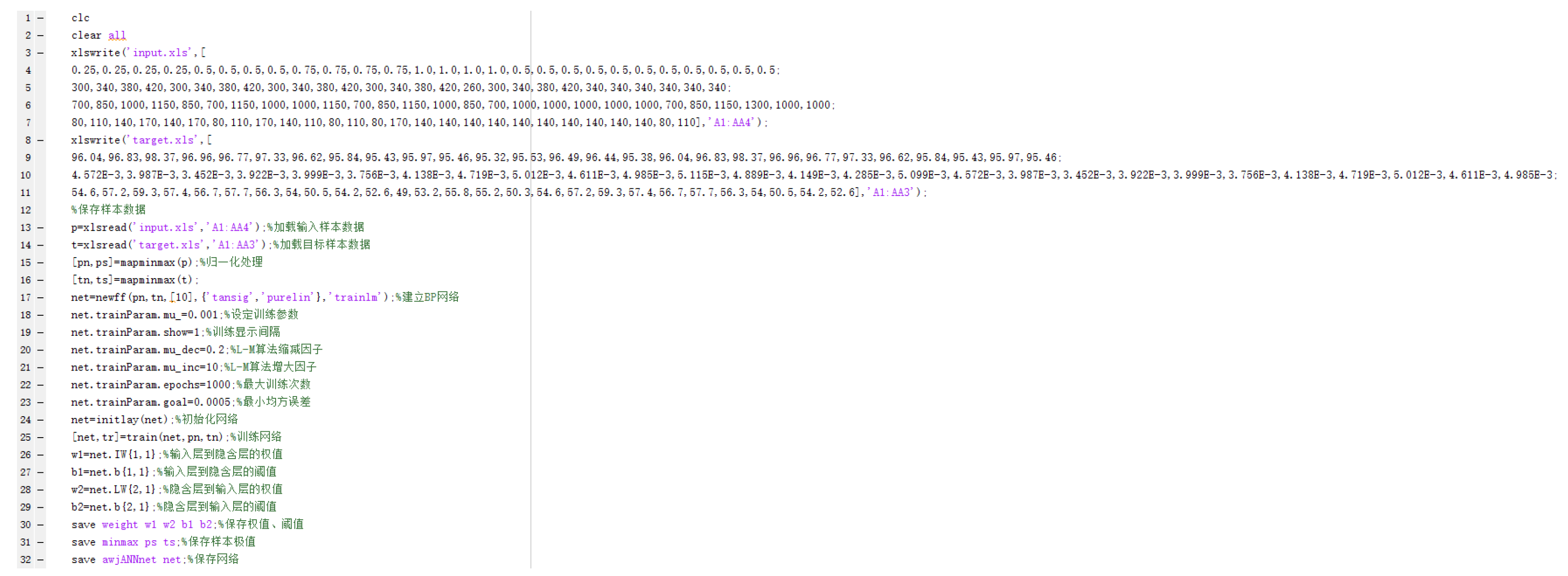
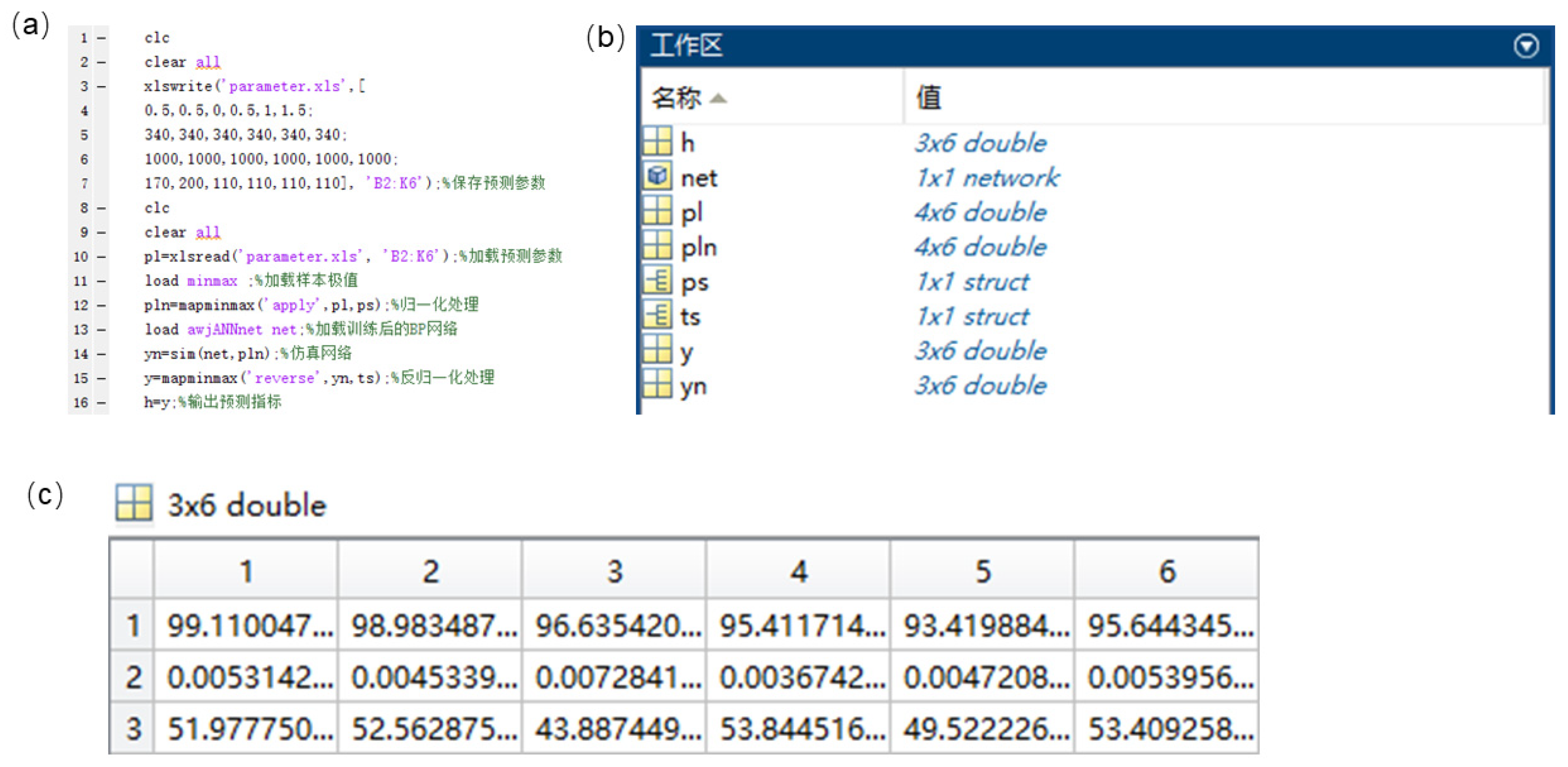
3.1. MATLAB Implementation of Network Models
3.2. SLM Multi-Performance Indicator Prediction Model Construction and Validation
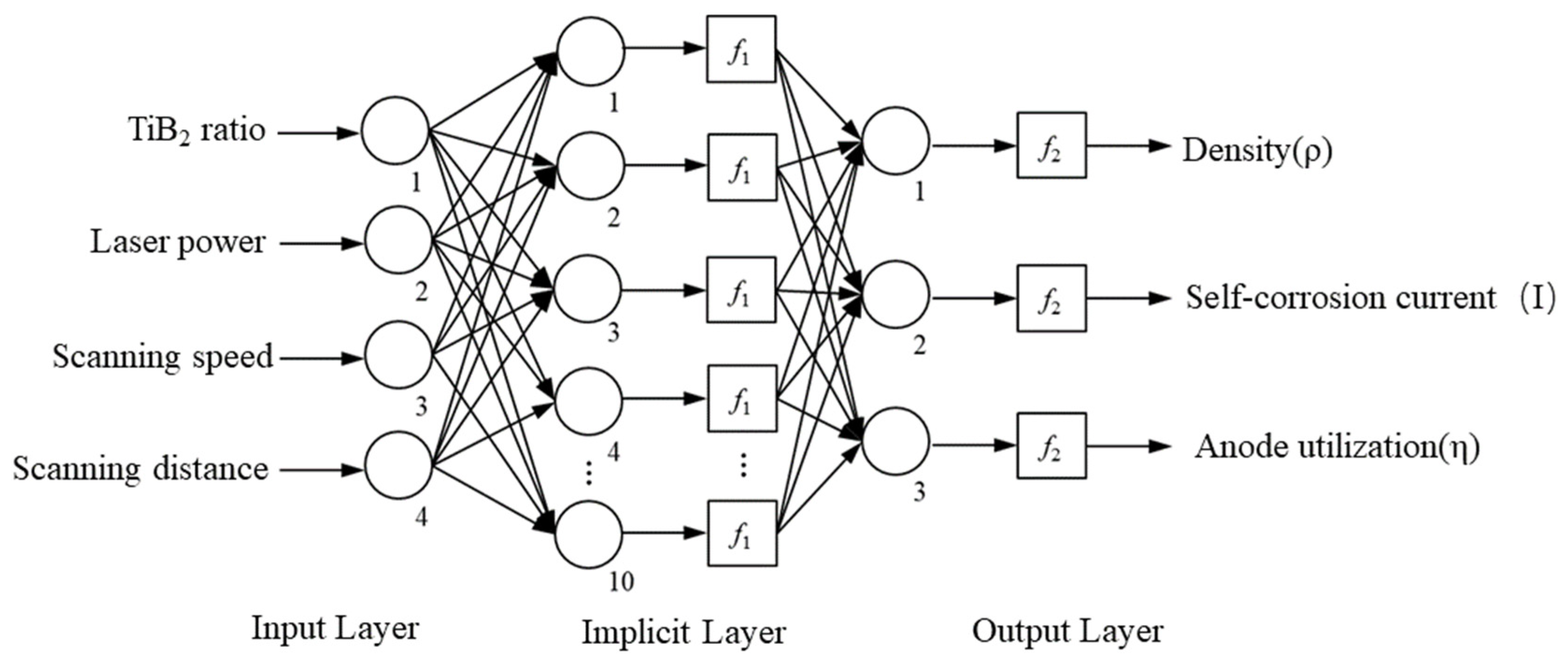
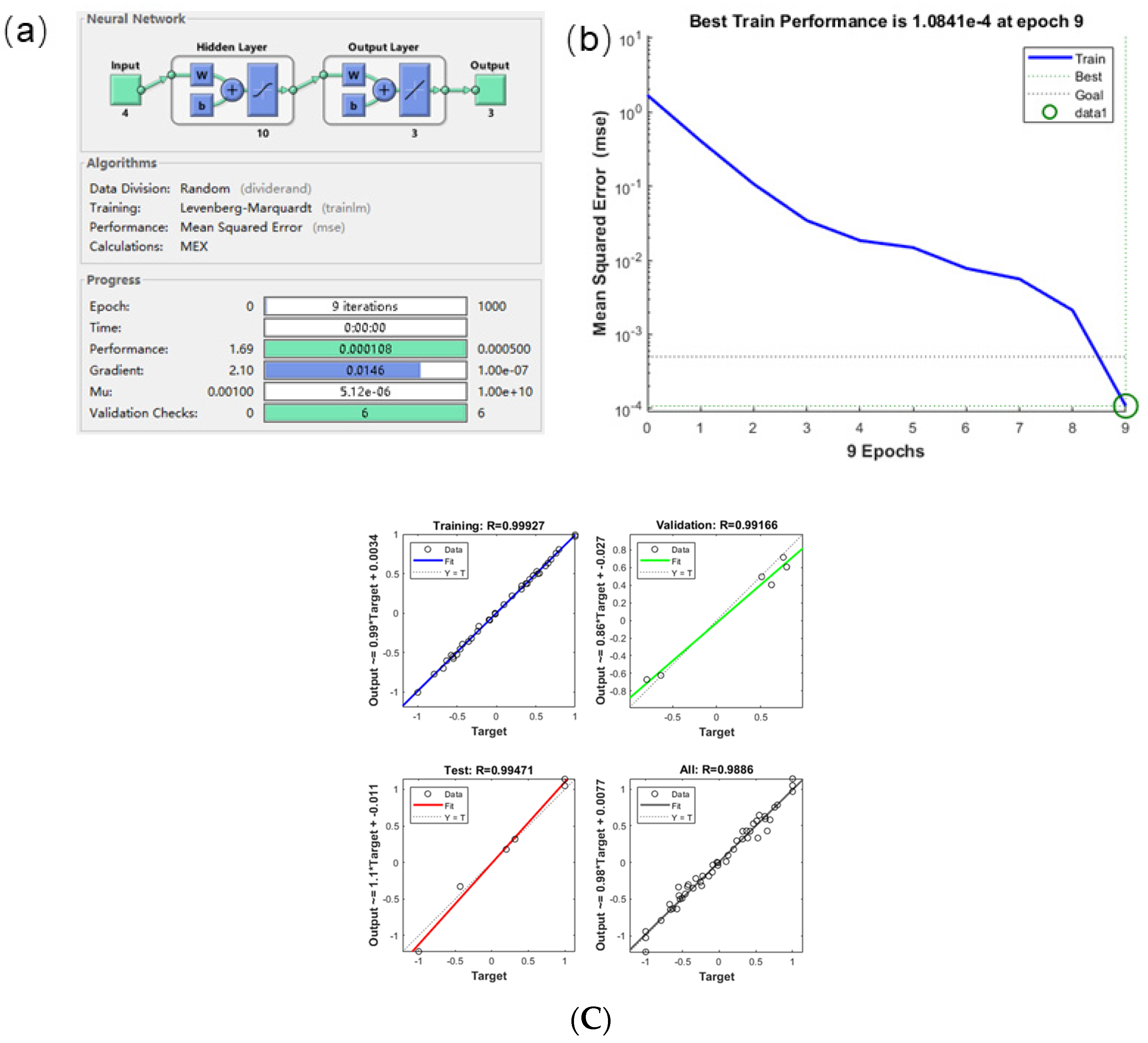
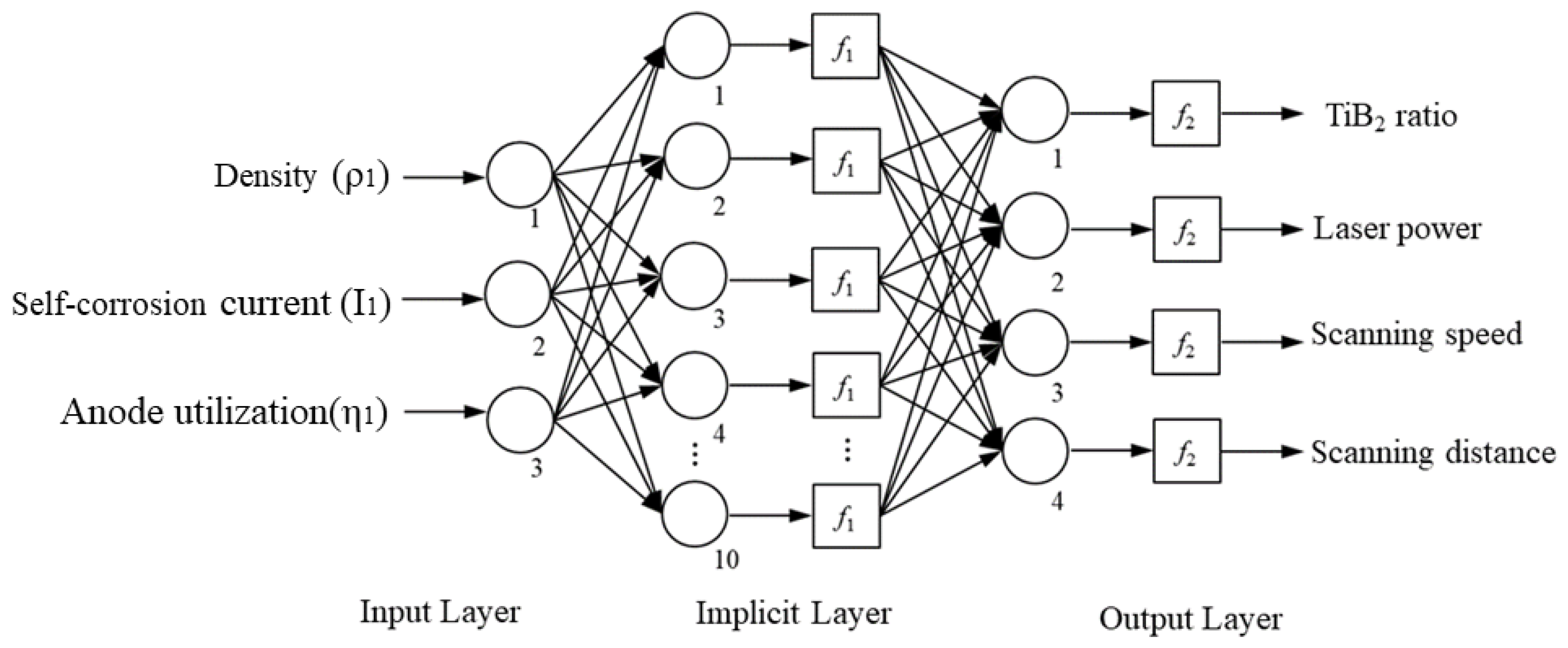
3.3. Construction of Neural Network Multi-Performance Indicator Prediction Model
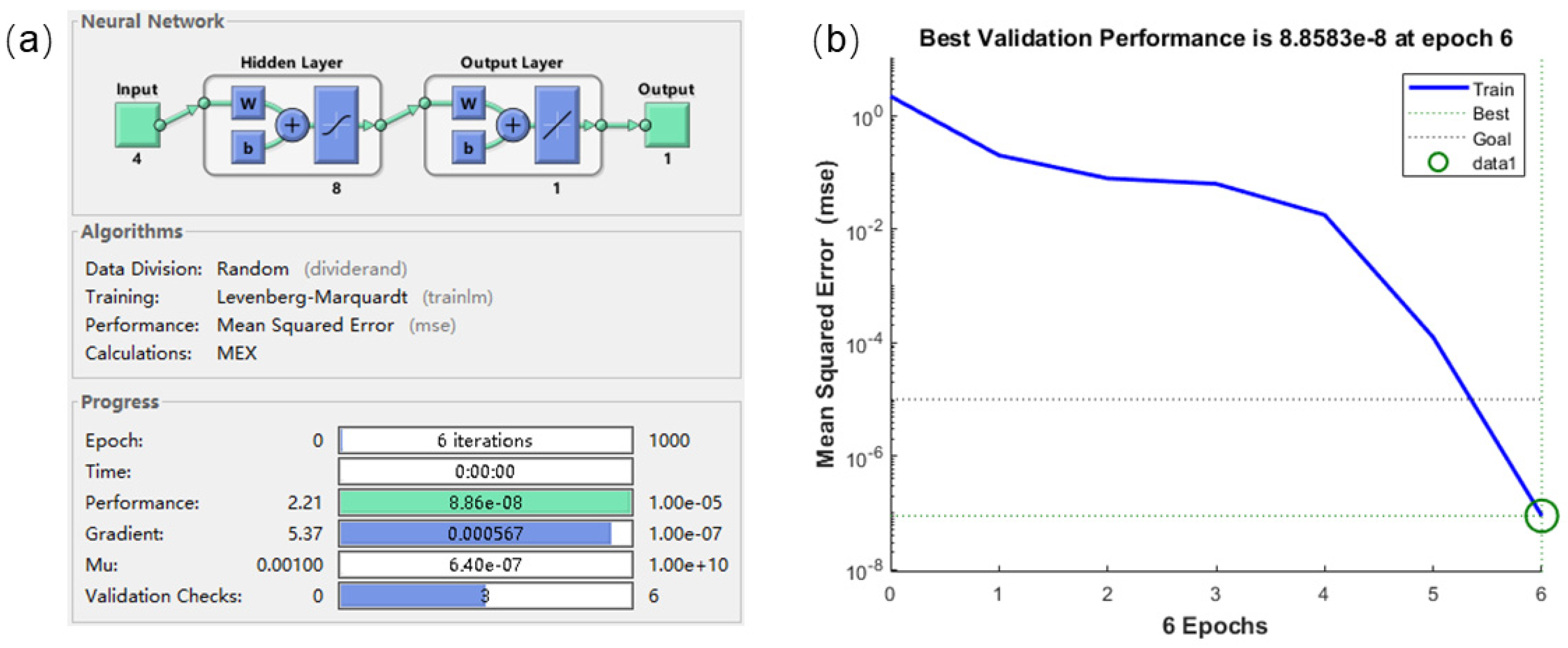
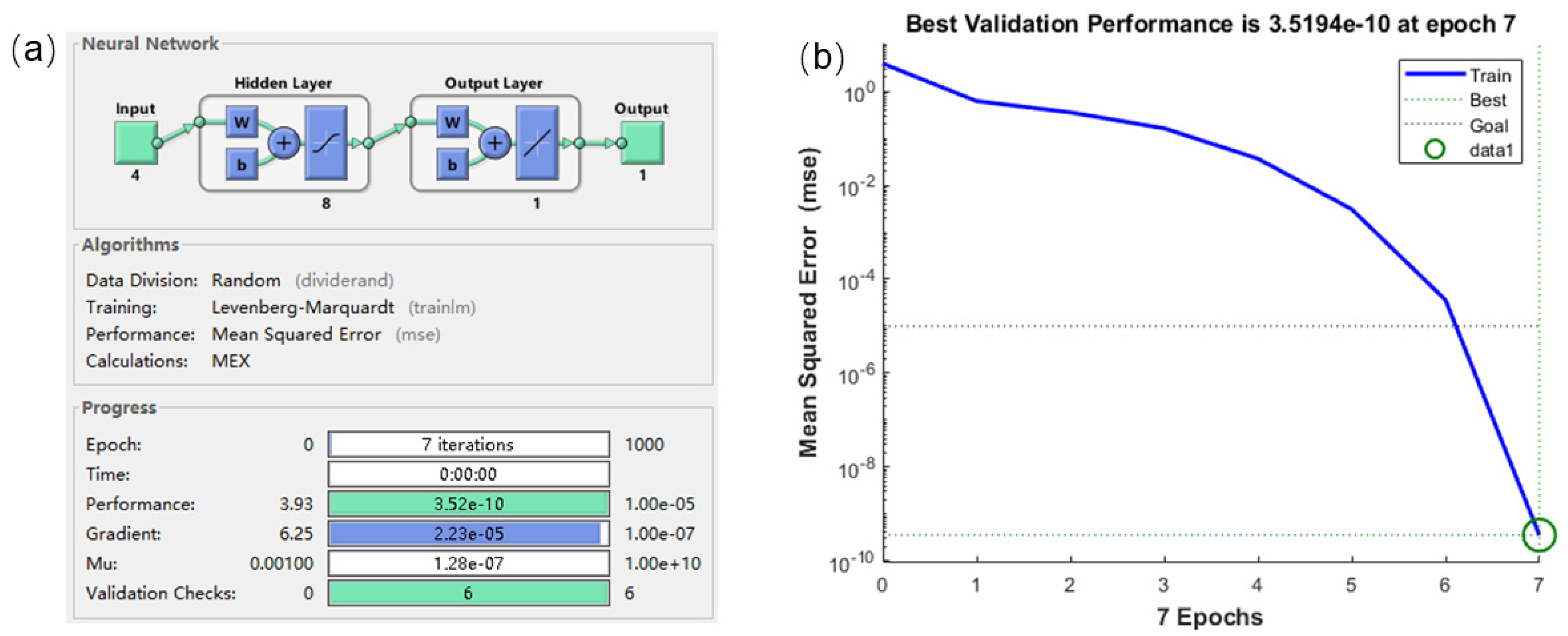
3.4. MATLAB Learning and Validation of the Prediction Model
3.5. SLM Process Parameter Backcasting
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chen, Y.; Liu, Y.; Du, W.; Li, Q.; Wang, H.; Li, Q.; Wu, Q.; Qin, G. Identification of the parameters of the aluminum-air battery with regard to temperature. J. Energy Storage 2024, 88, 111397. [Google Scholar] [CrossRef]
- Liu, X.; Xue, J.; Cao, J.; Wang, Z.; Li, X. High performance Al anode for Al-air battery enabled by coordinating In and Sb additions with discharge parameters. J. Energy Storage 2024, 87, 111503. [Google Scholar] [CrossRef]
- Chang, Y.; Li, J.; Zhang, T.; Wang, J.; Wang, D.; Liu, Y.; Yang, M.; Xing, R.; Zhang, G. Correlating oxygen reduction activity of N, S-co-doped carbon with the structures of dopant molecules. J. Alloys Compd. 2024, 986, 174165. [Google Scholar] [CrossRef]
- Tong, F.; Zhuang, W.; Song, M.; Kim, J.; Gao, W.; Wei, S. Micro-alloyed aluminium alloys as anodes for aluminium-air batteries with a neutral electrolyte. Mater. Today Commun. 2024, 39, 108518. [Google Scholar] [CrossRef]
- Vijayalakshmi, A.K.; Karthikeyan, N. Excellent Diffusive Performance of Cold-Plasma-Exposed Activated Peanut Shell Carbon as an Electrode in Al-Air Batteries. ECS J. Solid State Sci. Technol. 2024, 13, 031001. [Google Scholar] [CrossRef]
- Zhu, C.; Yan, L.; Han, Y.; Luo, L.; Guo, J.; Xiang, B.; Zhou, Y.; Zou, X.; Guo, L.; Bai, Y. Synergistic modulation of alkaline aluminum-air battery based on localized water-in-salt electrolyte towards anodic self-corrosion. Chem. Eng. J. 2024, 485, 149600. [Google Scholar] [CrossRef]
- Tian, Z.; Liang, Y.; Chen, K.; Gao, J.; Lu, Z.; Hu, X.; Ding, Y.; Wen, Z. Advanced Hollow Cubic FeCo-N-C Cathode Electrocatalyst for Ultrahigh-Power Aluminum-Air Battery. Small 2024. [Google Scholar] [CrossRef]
- Guo, L.; Zhu, L.; Huang, Y.; Tan, Y.; Ritacca, A.G.; Zheng, X.; Leng, S.; Wang, B. Self-assembly of an amino acid derivative as an anode interface layer for advanced alkaline Al-air batteries. Phys. Chem. Chem. Phys. 2024, 26, 10892–10903. [Google Scholar] [CrossRef]
- Wu, T.; Zhao, T.; Xie, G.; Shen, Q.; Yu, X.; Zhu, Y. Effect of cerium dioxide on the anode performance of aluminum-air batteries. Mater. Lett. 2024, 362, 136142. [Google Scholar] [CrossRef]
- Annalisa, A.; Alessandro, M.; Tullio, M. Low-Environmental Impact Surface Treatment on SLM-Produced AlSi10Mg Aluminium Alloy. Key Eng. Mater. 2023, 964, 73–78. [Google Scholar]
- Song, X.; Fu, B.; Chen, X.; Zhang, J.; Liu, T.; Yang, C.; Ye, Y. Effect of internal defects on tensile strength in SLM additively-manufactured aluminum alloys by simulation. Chin. J. Aeronaut. 2023, 36, 485–497. [Google Scholar] [CrossRef]
- Artem, V.I.; Alexandr, M.P.; Elena, M.S.; Tatyana, V.T. Tensile and torsion tests of cylindrical specimens of aluminum alloy ASP35 obtained by the SLM method. Procedia Struct. Integr. 2023, 50, 113–118. [Google Scholar] [CrossRef]
- Anoop, J.; Suyamburajan, V.; Pendyala, S.B.; Addis, S. Analysis and Experimental Investigation of A356 Aluminium Alloy Hybrid Composites Reinforced with Gr-FE3O4-B4C Nanoparticles Synthesised by Selective Laser Melting (SLM). J. Nanomater. 2022, 2022, 1–8. [Google Scholar] [CrossRef]
- Prashanth, K.G.; Scudino, S.; Eckert, J. Defining the tensile properties of Al-12Si parts produced by selective laser melting. Acta Mater. 2017, 126, 25–35. [Google Scholar] [CrossRef]
- Li, W.; Li, S.; Liu, J.; Zhang, A.; Zhou, Y.; Wei, Q.; Yan, C.; Shi, Y. Effect of heat treatment on AlSi10Mg alloy fabricated by selective laser melting: Microstructure evolution, mechanical properties and fracture mechanism. Mater. Sci. Eng. A 2016, 663, 116–125. [Google Scholar] [CrossRef]
- Akram, J.; Chalavadi, P.; Pal, D.; Stucker, B. Understanding grain evolution in additive manufacturing through modeling. Addit. Manuf. 2018, 21, 255–268. [Google Scholar] [CrossRef]
- Hamrouni, B.; Bourouis, A.; Koricho, A.; Brahmi, M. Explainable Ontology-Based Intelligent Decision Support System for Business Model Design and Sustainability. Sustainability 2021, 13, 9819. [Google Scholar] [CrossRef]
- Xi, L.; Gu, D.; Guo, S.; Wang, R.; Ding, K.; Prashanth, K.G. Grain refinement in laser manufactured Al-based composites with TiB2 ceramic. J. Mater. Res. Technol. 2020, 9, 2611–2622. [Google Scholar] [CrossRef]
- Haouam, M.; Abdullahi, Z.Y.; Zanat, K.; Ersan, S. Boron phosphide (BP) biphenylene and graphenylene networks as anode and anchoring materials for Li/Na-ion and Li/Na–S batteries. Appl. Surf. Sci. 2024, 662, 160096. [Google Scholar] [CrossRef]
- Djebablia, I.; Abdullahi, Z.Y.; Zanat, K.; Ersan, S. Metal-decorated boron phosphide (BP) biphenylene and graphenylene networks for ultrahigh hydrogen storage. Int. J. Hydrog. Energy 2024, 66, 33–39. [Google Scholar] [CrossRef]
- Ma, W.; Feng, T.; Su, C.; Ahmed, S.F.; Liu, G. Performance optimization of phase change energy storage combined cooling, heating and power system based on GA + BP neural network algorithm. J. Energy Storage 2024, 88, 111653. [Google Scholar] [CrossRef]
- Uzair, M.; Jamil, N. Effects of hidden layers on the efficiency of neural networks. In Proceedings of the 2020 IEEE 23rd International Multitopic Conference (INMIC), Bahawalpur, Pakistan, 5–7 November 2020; IEEE: New York, NY, USA, 2020; pp. 1–6. [Google Scholar]
- Han, F.; Jiang, J.; Ling, Q.H.; Su, B. A survey on metaheuristic optimization for random single-hidden layer feedforward neural network. Neurocomputing 2019, 335, 261–273. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Si | Cu | Mg | Cr | Mn | Fe | Zn | Al |
|---|---|---|---|---|---|---|---|---|
| wt% | 0.55 | 0.24 | 1.13 | 0.16 | <0.03 | <0.70 | 0.035 | Bal. |
| Model | XDM250 |
|---|---|
| Machine size Forming space Layer thickness Laser configuration Laser wavelength Software system Powder supply method | 1670 mm × 1140 mm × 2160 mm 250 mm × 250 mm × 410 mm Min. 20 μm IPG Fibre Laser 500 W 1070 nm XDM IntelliProc®, XDM IntelliMake® bottom feed |
| Serial Number | Name | Unit | Level 1 | Level 2 | Level 3 | Level 4 |
|---|---|---|---|---|---|---|
| A | TiB2 content | wt% | 0.25 | 0.5 | 0.75 | 1.0 |
| B | Laser power | W | 300 | 340 | 380 | 420 |
| C | Scanning speed | mm/s | 700 | 850 | 1000 | 1150 |
| D | Scanning distance | μm | 80 | 110 | 140 | 170 |
| Serial Number | TiB2 Content (wt%) | Laser Power (W) | Scanning Speed (mm/s) | Scanning Distance (μm) | Density (%) | Corrosion Current Density (A·cm−2) | Anode Utilization (%) |
|---|---|---|---|---|---|---|---|
| Z1 | 0.25 | 300 | 700 | 80 | 96.04 | 4.572 × 10−3 | 54.6 |
| Z2 | 0.25 | 340 | 850 | 110 | 96.83 | 3.987 × 10−3 | 57.2 |
| Z3 | 0.25 | 380 | 1000 | 140 | 98.37 | 3.452 × 10−3 | 59.3 |
| Z4 | 0.25 | 420 | 1150 | 170 | 96.96 | 3.922 × 10−3 | 57.4 |
| Z5 | 0.5 | 300 | 850 | 140 | 96.77 | 3.999 × 10−3 | 56.7 |
| Z6 | 0.5 | 340 | 700 | 170 | 97.33 | 3.756 × 10−3 | 57.7 |
| Z7 | 0.5 | 380 | 1150 | 80 | 96.62 | 4.138 × 10−3 | 56.3 |
| Z8 | 0.5 | 420 | 1000 | 110 | 95.84 | 4.719 × 10−3 | 54.0 |
| Z9 | 0.75 | 300 | 1000 | 170 | 95.43 | 5.012 × 10−3 | 50.5 |
| Z10 | 0.75 | 340 | 1150 | 140 | 95.97 | 4.611 × 10−3 | 54.2 |
| Z11 | 0.75 | 380 | 700 | 110 | 95.46 | 4.985 × 10−3 | 52.6 |
| Z12 | 0.75 | 420 | 850 | 80 | 95.32 | 5.115 × 10−3 | 49.0 |
| Z13 | 1.0 | 300 | 1150 | 110 | 95.53 | 4.889 × 10−3 | 53.2 |
| Z14 | 1.0 | 340 | 1000 | 80 | 96.49 | 4.149 × 10−3 | 55.8 |
| Z15 | 1.0 | 380 | 850 | 170 | 96.44 | 4.285 × 10−3 | 55.2 |
| Z16 | 1.0 | 420 | 700 | 140 | 95.38 | 5.099 × 10−3 | 50.3 |
| Z17 | 0.5 | 260 | 1000 | 140 | 96.04 | 4.572 × 10−3 | 54.6 |
| Z18 | 0.5 | 300 | 1000 | 140 | 96.83 | 3.987 × 10−3 | 57.2 |
| Z19 | 0.5 | 340 | 1000 | 140 | 98.37 | 3.452 × 10−3 | 59.3 |
| Z20 | 0.5 | 380 | 1000 | 140 | 96.96 | 3.922 ×10−3 | 57.4 |
| Z21 | 0.5 | 420 | 1000 | 140 | 96.77 | 3.999 × 10−3 | 56.7 |
| Z22 | 0.5 | 340 | 700 | 140 | 97.33 | 3.756 × 10−3 | 57.7 |
| Z23 | 0.5 | 340 | 850 | 140 | 96.62 | 4.138 × 10−3 | 56.3 |
| Z24 | 0.5 | 340 | 1150 | 140 | 95.84 | 4.719 × 10−3 | 54.0 |
| Z25 | 0.5 | 340 | 1300 | 140 | 95.43 | 5.012 × 10−3 | 50.5 |
| Z26 | 0.5 | 340 | 1000 | 80 | 95.97 | 4.611 × 10−3 | 54.2 |
| Z27 | 0.5 | 340 | 1000 | 110 | 95.46 | 4.985 × 10−3 | 52.6 |
| Z28 | 0.5 | 340 | 1000 | 170 | 95.32 | 5.115 × 10−3 | 49.0 |
| Z29 | 0.5 | 340 | 1000 | 200 | 95.53 | 4.889 × 10−3 | 53.2 |
| Z30 | 0 | 340 | 1000 | 110 | 94.4 | 7.569 × 10−3 | 46.7 |
| Z31 | 0.5 | 340 | 1000 | 110 | 97.7 | 3.397 × 10−3 | 58.2 |
| Z32 | 1.0 | 340 | 1000 | 110 | 96.91 | 4.481 × 10−3 | 53.6 |
| Z33 | 1.5 | 340 | 1000 | 110 | 96.28 | 5.552 × 10−3 | 51.3 |
| Category | Importation | Exports | Specificities |
|---|---|---|---|
| Binary function | Arbitrary value | 0 or 1 | The output is simple but not microscopic |
| Sigmoid type | Arbitrary value | 0~1 | Nonlinear monotonic, infinitely differentiable |
| Linear function | Arbitrary value | Arbitrary value | Linear monotonic, micro |
| Serial Number | Density Prediction Results/% | Densification Results/% | Relative Error |
|---|---|---|---|
| Z28 | 97.84 | 95.32 | 2.64% |
| Z29 | 97.37 | 95.53 | 1.93% |
| Z30 | 95.29 | 94.4 | 0.95% |
| Z31 | 95.59 | 97.7 | 2.16% |
| Z32 | 95.88 | 96.91 | 1.06% |
| Z33 | 95.07 | 96.28 | 1.25% |
| Serial Number | Predicted Results/A cm−2 | Experimental Results/A cm−2 | Relative Error |
|---|---|---|---|
| Z28 | 0.005025 | 0.005115 | 1.76% |
| Z29 | 0.004968 | 0.004889 | 1.62% |
| Z30 | 0.007665 | 0.007569 | 1.27% |
| Z31 | 0.003472 | 0.003397 | 2.21% |
| Z32 | 0.004351 | 0.004481 | 2.90% |
| Z33 | 0.005766 | 0.005552 | 3.85% |
| Serial Number | Predicted Results/% | Experimental Results/% | Relative Error |
|---|---|---|---|
| Z28 | 51.0 | 49.0 | 4.17% |
| Z29 | 51.1 | 53.2 | 3.89% |
| Z30 | 47.4 | 46.7 | 1.50% |
| Z31 | 56.6 | 58.2 | 2.83% |
| Z32 | 52.5 | 53.6 | 2.03% |
| Z33 | 49.5 | 51.3 | 3.56% |
| Norm | Density (ρ)/ (%) | Self-Corrosion Current (A)/ (A/cm2) | Anode Utilization (η)/ (%) | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Serial Number | Experiment | Prediction | Relative error | Experiment | Prediction | Relative Error | Experiment | Prediction | Relative Error | |
| Z28 | 95.32 | 99.11 | 3.82% | 5.115 × 10−3 | 5.314 × 10−3 | 3.75% | 49.0 | 51.98 | 5.73% | |
| Z29 | 95.53 | 98.98 | 3.49% | 4.889 × 10−3 | 4.534 × 10−3 | −7.83% | 53.2 | 52.56 | −1.21% | |
| Z30 | 94.4 | 96.64 | 2.31% | 7.569 × 10−3 | 7.284 × 10−3 | −3.91% | 46.7 | 43.89 | −6.41% | |
| Z31 | 97.7 | 95.41 | −2.40% | 3.397 × 10−3 | 3.674 × 10−3 | 7.55% | 58.2 | 53.84 | −8.09% | |
| Z32 | 96.91 | 93.42 | −3.74% | 4.481 × 10−3 | 4.721 × 10−3 | 5.08% | 53.6 | 49.52 | −8.23% | |
| Z33 | 96.28 | 95.64 | −0.66% | 5.552 × 10−3 | 5.396 × 10−3 | −2.90% | 51.3 | 53.41 | 3.95% | |
| Density/ (%) | Self-Corrosion Current/(A/cm2) | Anode Utilization/ (%) | TiB2 Rate/(%) | Laser Power/(W) | Scanning Speed/(mm/s) | Scanning Distance/(μm) | |||
|---|---|---|---|---|---|---|---|---|---|
| Objective | Experiment | Objective | Experiment | Objective | Experiment | Experiment | Experiment | Experiment | Experiment |
| 94 | 95.7 | 3.4 × 10−3 | 3.328 × 10−3 | 46.2 | 49.5 | 0.23 | 328.9 | 1128.6 | 112.1 |
| 94.5 | 96.9 | 4.2 × 10−3 | 4.083 × 10−3 | 54.6 | 58.7 | 0.46 | 383.2 | 793.5 | 151.6 |
| 95 | 97.8 | 5.0 × 10−3 | 4.895 × 10−3 | 60.4 | 62.2 | 0.76 | 344.1 | 1095.8 | 190.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xia, Q.; Li, Y.; Sun, N.; Song, Z.; Zhu, K.; Guan, J.; Li, P.; Tang, S.; Han, J. A Multi-Objective Genetic Algorithm-Based Predictive Model and Parameter Optimization for Forming Quality of SLM Aluminum Anodes. Crystals 2024, 14, 608. https://doi.org/10.3390/cryst14070608
Xia Q, Li Y, Sun N, Song Z, Zhu K, Guan J, Li P, Tang S, Han J. A Multi-Objective Genetic Algorithm-Based Predictive Model and Parameter Optimization for Forming Quality of SLM Aluminum Anodes. Crystals. 2024; 14(7):608. https://doi.org/10.3390/cryst14070608
Chicago/Turabian StyleXia, Qingfeng, Yin Li, Ning Sun, Zhiqiang Song, Kui Zhu, Jiahui Guan, Peng Li, Sida Tang, and Jitai Han. 2024. "A Multi-Objective Genetic Algorithm-Based Predictive Model and Parameter Optimization for Forming Quality of SLM Aluminum Anodes" Crystals 14, no. 7: 608. https://doi.org/10.3390/cryst14070608