
Shape-Memory Effect of 4D-Printed Gamma-Irradiated Low-Density Polyethylene

Abstract
1. Introduction
2. Experimental Section
2.1. Material
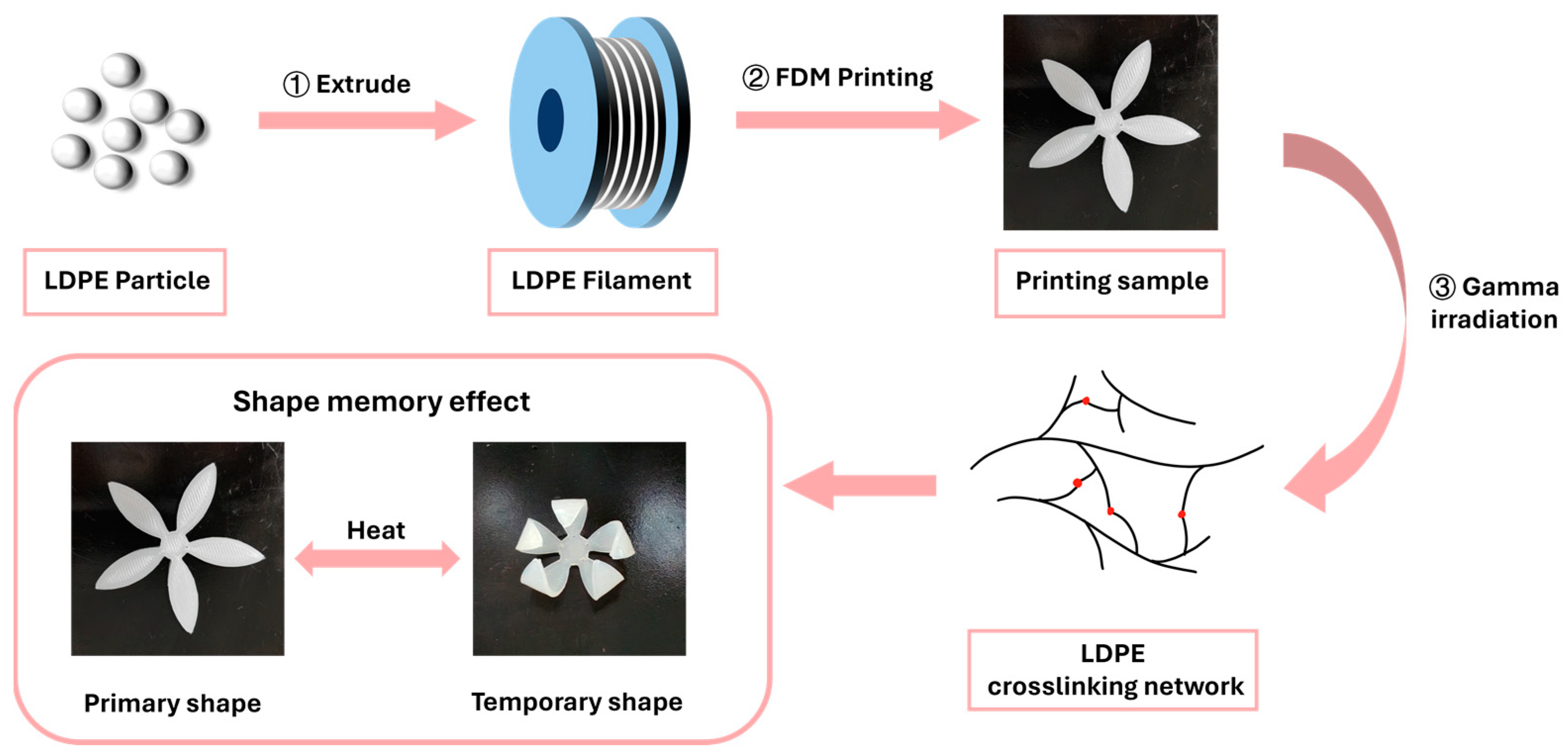
2.2. Preparation of Printed Samples
2.2.1. Fabrication of Filaments
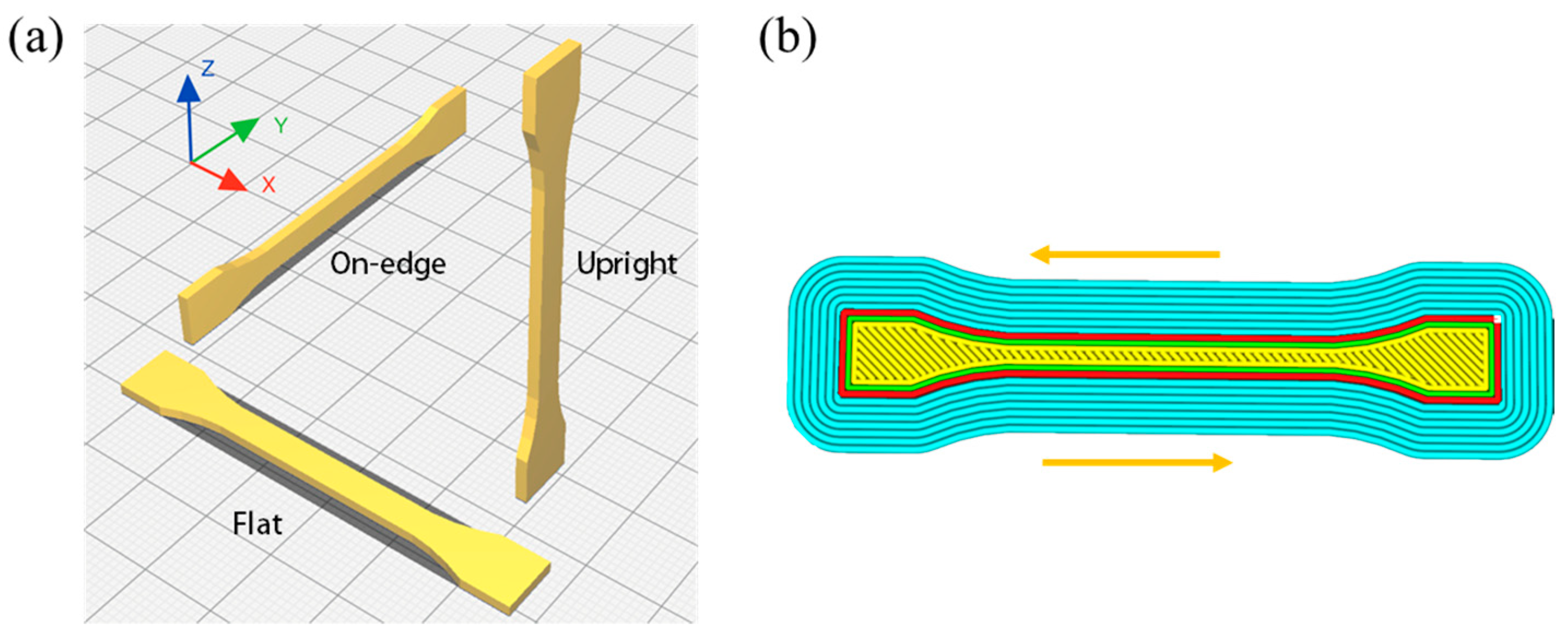
2.2.2. FDM Printing of Filaments
2.2.3. Gamma Irradiation
2.3. Characterization
2.3.1. Fourier Transform Infrared (FTIR) Spectroscopy
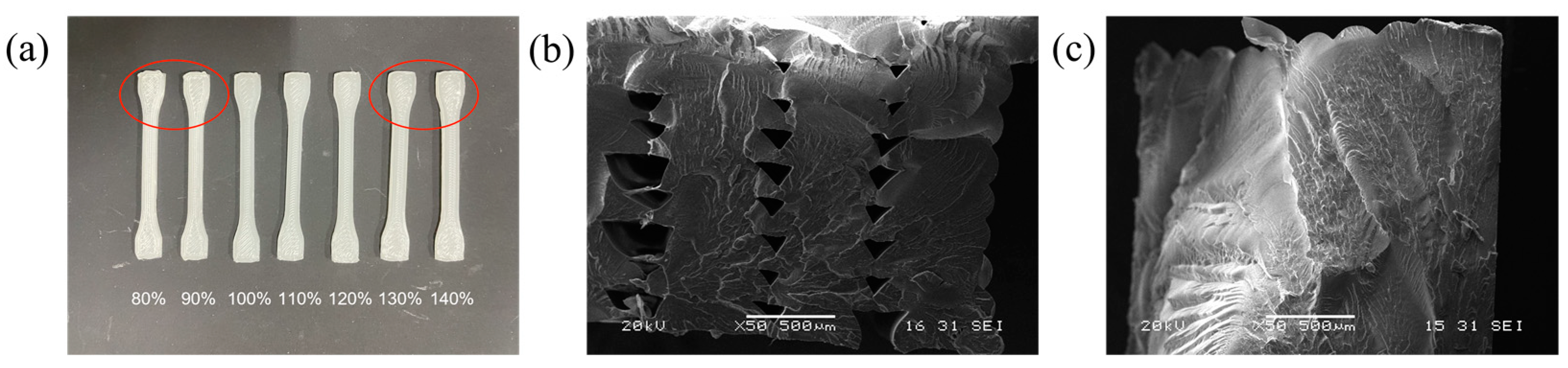
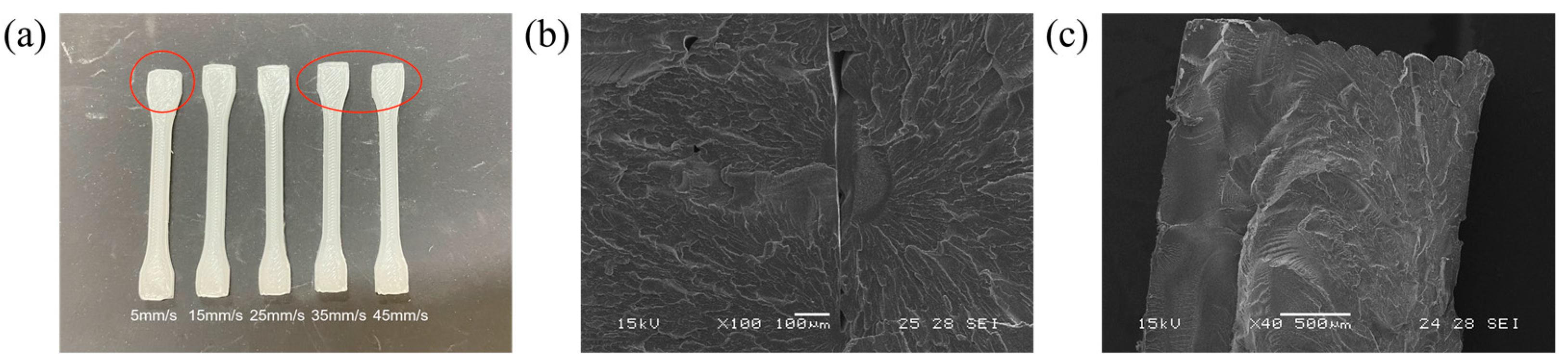
2.3.2. Scanning Electron Microscopy (SEM)
2.3.3. Mechanical Properties
2.3.4. Determination of Gel Content
2.3.5. Differential Scanning Calorimetry (DSC)
2.3.6. Shape-Memory Properties
3. Results
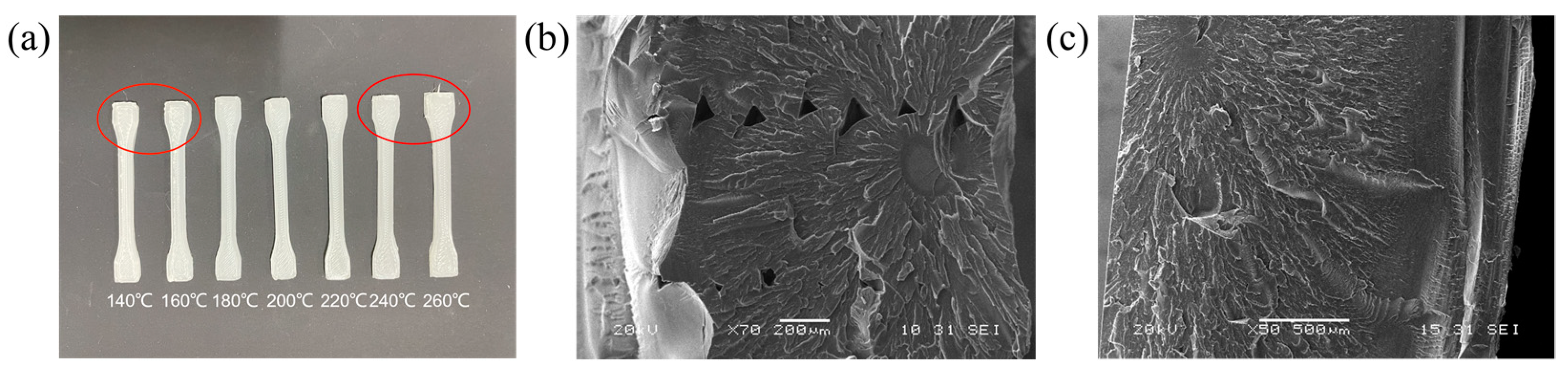
3.1. Exploration of Optimal Printing Parameter Ranges
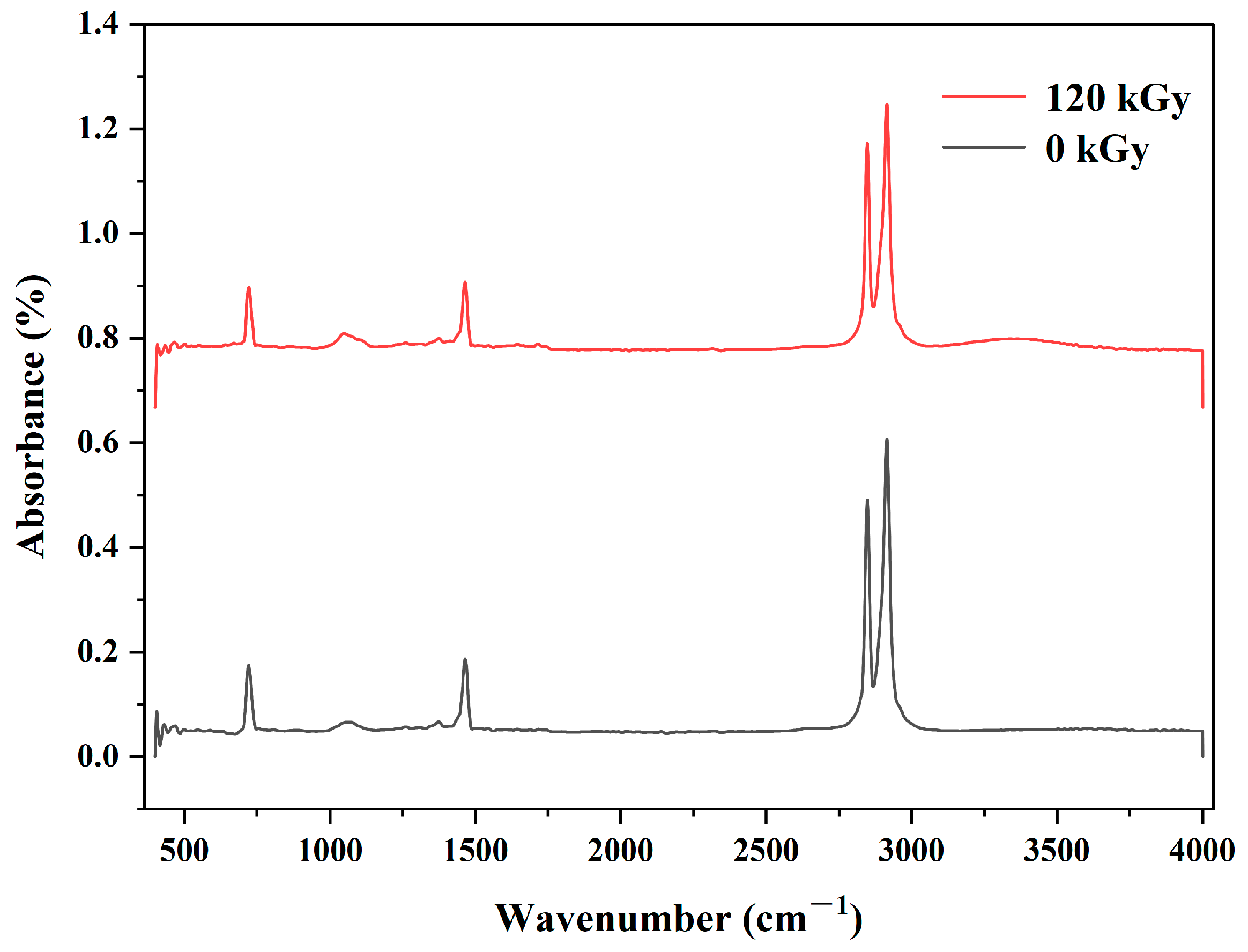
3.2. Characterization of Cross-Linking LDPE
3.3. Effect of Irradiation Dose on LDPE-Printed Samples
3.3.1. Effect of Irradiation Dose on Gel Content of LDPE-Printed Samples
3.3.2. Crystallization Behavior
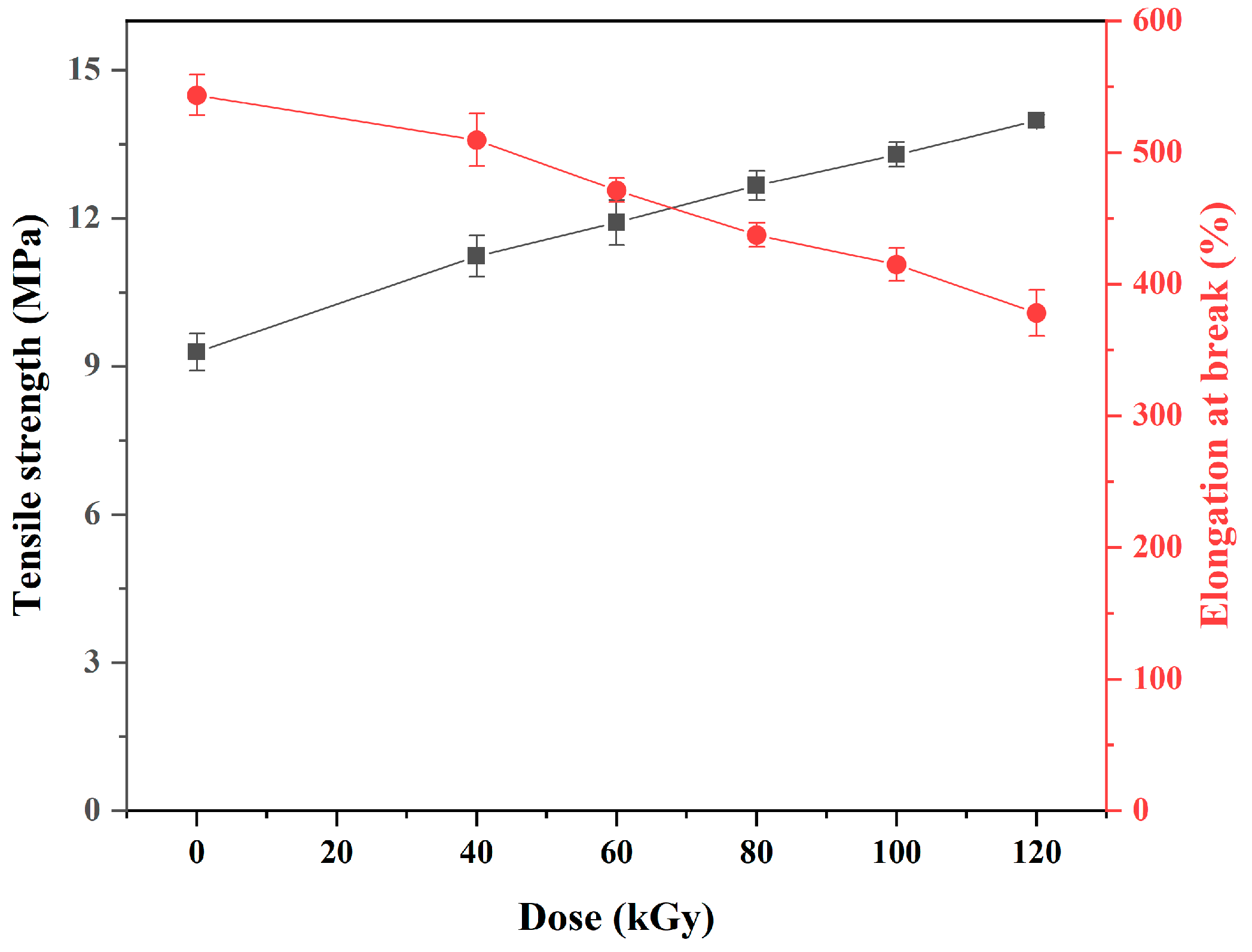
3.3.3. Mechanical Properties
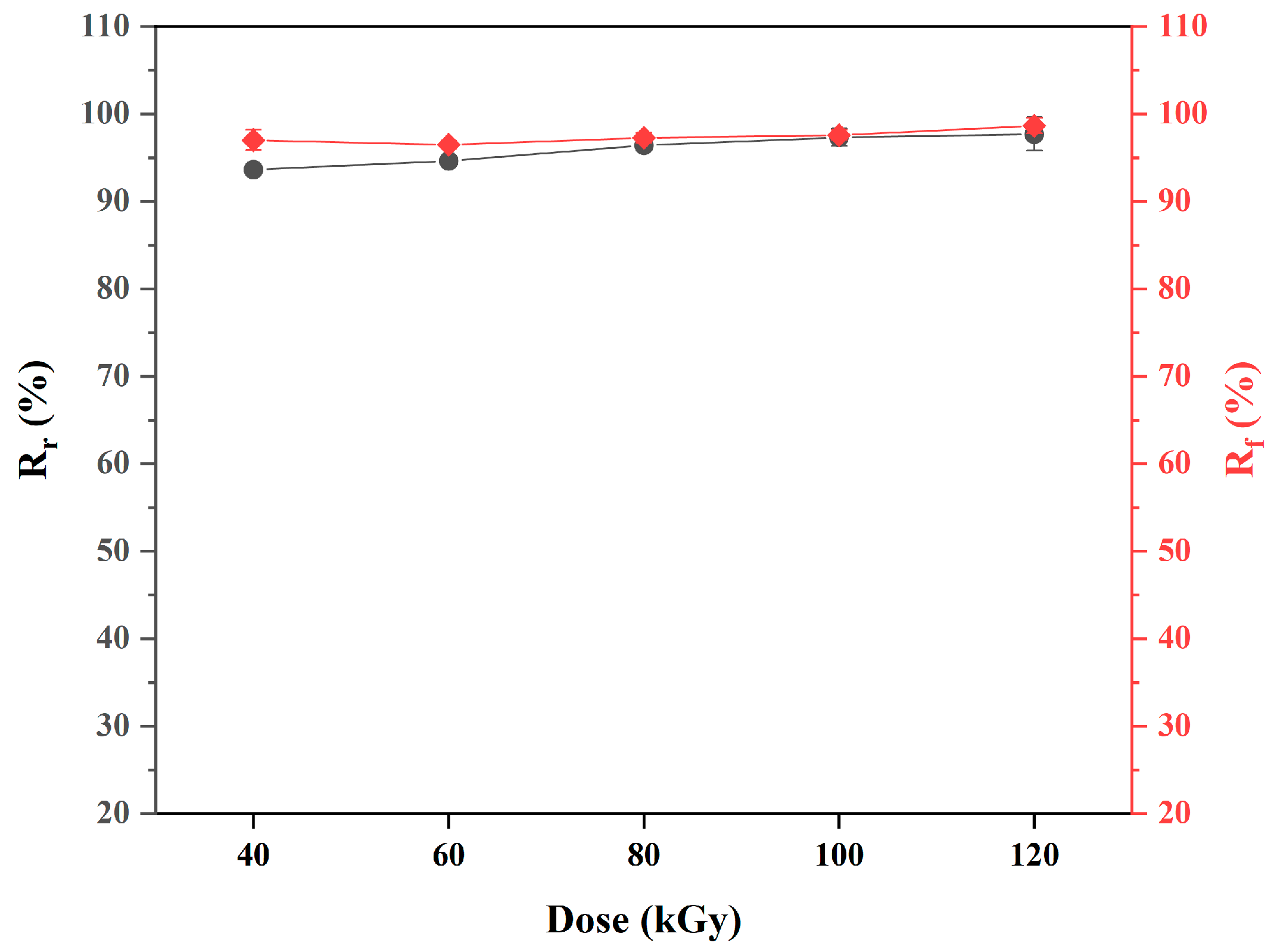
3.3.4. Shape-Memory Behavior
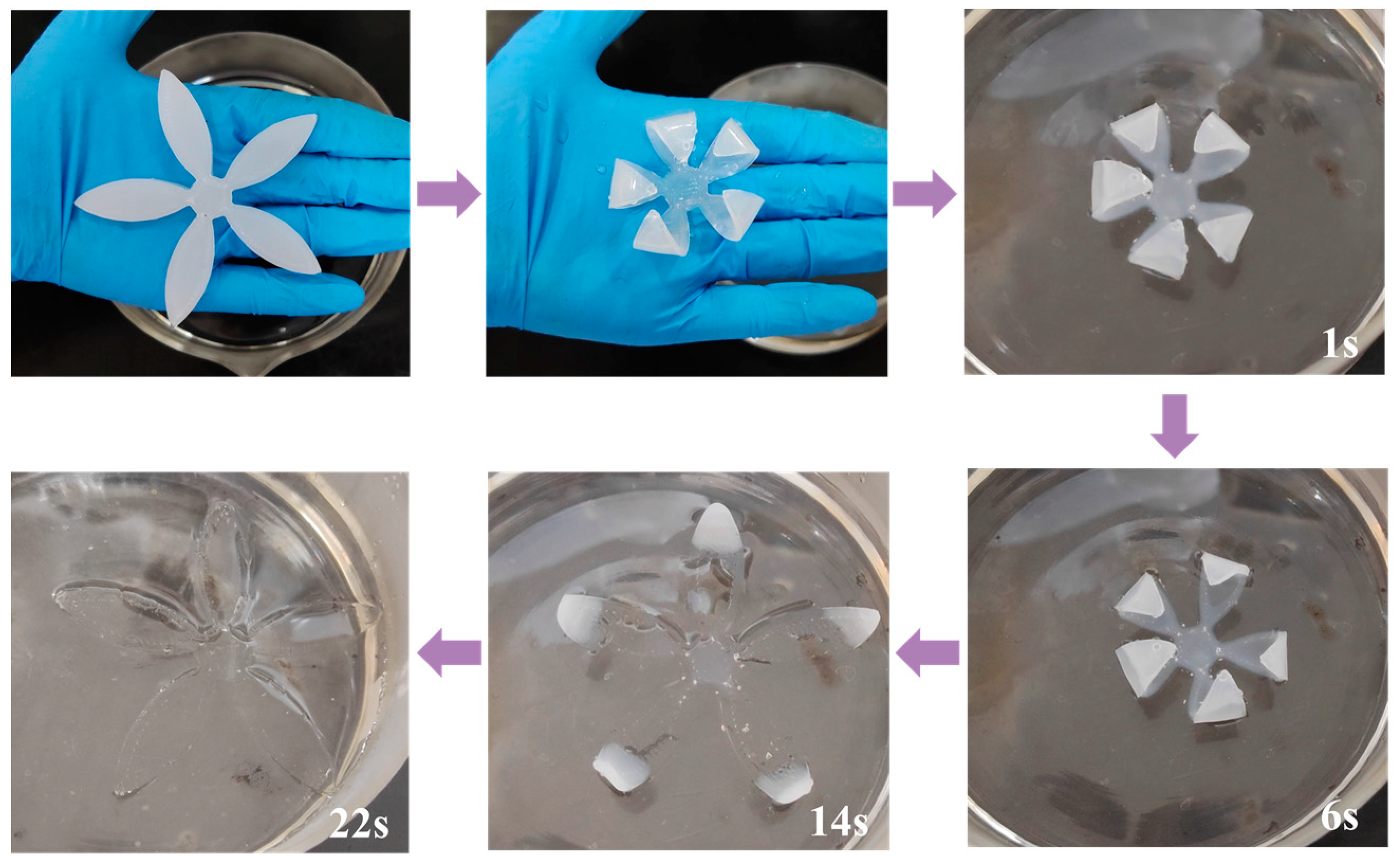
3.3.5. Shape-Memory Behavior of 4D-Printed Physical Objects
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Laplume, A.O.; Petersen, B.; Pearce, J.M. Global Value Chains from a 3D Printing Perspective. J. Int. Bus. Stud. 2016, 47, 595–609. [Google Scholar] [CrossRef]
- Cheng, C.-Y.; Xie, H.; Xu, Z.; Li, L.; Jiang, M.-N.; Tang, L.; Yang, K.-K.; Wang, Y.-Z. 4D Printing of Shape Memory Aliphatic Copolyester via UV-Assisted FDM Strategy for Medical Protective Devices. Chem. Eng. J. 2020, 396, 125242. [Google Scholar] [CrossRef]
- Lee, J.; Kim, H.-C.; Choi, J.-W.; Lee, I.H. A Review on 3D Printed Smart Devices for 4D Printing. Int. J. Precis. Eng. Manuf. Green Technol. 2017, 4, 373–383. [Google Scholar] [CrossRef]
- Momeni, F.; Hassani, N.S.M.M.; Liu, X.; Ni, J. A Review of 4D Printing. Mater. Des. 2017, 122, 42–79. [Google Scholar] [CrossRef]
- Lee, A.Y.; An, J.; Chua, C.K. Two-Way 4D Printing: A Review on the Reversibility of 3D-Printed Shape Memory Materials. Engineering 2017, 3, 663–674. [Google Scholar] [CrossRef]
- Choi, J.; Kwon, O.-C.; Jo, W.; Lee, H.J.; Moon, M.-W. 4D Printing Technology: A Review. 3D Print. Addit. Manuf. 2015, 2, 159–167. [Google Scholar] [CrossRef]
- Camargo, J.C.; Machado, Á.R.; Almeida, E.C.; Silva, E.F.M.S. Mechanical Properties of PLA-Graphene Filament for FDM 3D Printing. Int. J. Adv. Manuf. Technol. 2019, 103, 2423–2443. [Google Scholar] [CrossRef]
- Biswas, M.C.; Chakraborty, S.; Bhattacharjee, A.; Mohammed, Z. 4D Printing of Shape Memory Materials for Textiles: Mechanism, Mathematical Modeling, and Challenges. Adv. Funct. Mater. 2021, 31, 2100257. [Google Scholar] [CrossRef]
- Khalid, M.Y.; Arif, Z.U.; Ahmed, W. 4D Printing: Technological and Manufacturing Renaissance. Macro Mater. Eng. 2022, 307, 2200003. [Google Scholar] [CrossRef]
- Kim, M.; Kim, Y.B.; Lee, M.; Chun, H.-J. Analysis of Mechanical and Shape Memory Properties of Biocompatible Shape Memory Polymers with Different Fe3O4 Contents. Funct. Compos. Struct. 2024, 6, 025005. [Google Scholar] [CrossRef]
- Mandal, A.; Chatterjee, K. 4D Printing for Biomedical Applications. J. Mater. Chem. B 2024, 12, 2985–3005. [Google Scholar] [CrossRef]
- Mahjoubnia, A.; Cai, D.; Wu, Y.; King, S.D.; Torkian, P.; Chen, A.C.; Talaie, R.; Chen, S.-Y.; Lin, J. Digital Light 4D Printing of Bioresorbable Shape Memory Elastomers for Personalized Biomedical Implantation. Acta Biomater. 2024, 177, 165–177. [Google Scholar] [CrossRef]
- Ramezani, M.; Getya, D.; Gitsov, I.; Monroe, M.B.B. Solvent-Free Synthesis of Biostable Segmented Polyurethane Shape Memory Polymers for Biomedical Applications. J. Mater. Chem. B 2024, 12, 1217–1231. [Google Scholar] [CrossRef]
- Zheng, Y.; Du, Y.; Chen, L.; Mao, W.; Pu, Y.; Wang, S.; Wang, D. Recent Advances in Shape Memory Polymeric Nanocomposites for Biomedical Applications and Beyond. Biomater. Sci. 2024, 12, 2033–2040. [Google Scholar] [CrossRef]
- Moroni, S.; Bingham, R.; Buckley, N.; Casettari, L.; Lamprou, D.A. 4D Printed Multipurpose Smart Implants for Breast Cancer Management. Int. J. Pharm. 2023, 642, 123154. [Google Scholar] [CrossRef]
- Liu, Y.; Du, H.; Liu, L.; Leng, J. Shape Memory Polymers and Their Composites in Aerospace Applications: A Review. Smart Mater. Struct. 2014, 23, 023001. [Google Scholar] [CrossRef]
- Wang, J.; Wang, Z.; Song, Z.; Ren, L.; Liu, Q.; Ren, L. Biomimetic Shape–Color Double-Responsive 4D Printing. Adv. Mater. Technol. 2019, 4, 1900293. [Google Scholar] [CrossRef]
- Zhang, S.; Xu, Y.; Li, Z.; Li, Y.; Lu, Z.; Chen, X.; Chen, P.; Chen, M.; Zhang, P.; Cai, C.; et al. Ultra-Fast Shape-Deformation and Highly-Sensitive Detection of 4D Printed Electromagnetic Architectures. Adv. Funct. Mater. 2024, 2402563. [Google Scholar] [CrossRef]
- Zhang, J.; Yang, X.; Li, W.; Liu, H.; Yin, Z.; Chen, Y.; Zhou, X. 4D Printed Multifunctional Wearable Strain Sensors with Programmable Sensing Characteristics. Compos. Part. B Eng. 2024, 275, 111346. [Google Scholar] [CrossRef]
- Leist, S.K.; Gao, D.; Chiou, R.; Zhou, J. Investigating the Shape Memory Properties of 4D Printed Polylactic Acid (PLA) and the Concept of 4D Printing onto Nylon Fabrics for the Creation of Smart Textiles. Virtual Phys. Prototyp. 2017, 12, 290–300. [Google Scholar] [CrossRef]
- Dayyoub, T.; Maksimkin, A.V.; Filippova, O.V.; Tcherdyntsev, V.V.; Telyshev, D.V. Shape Memory Polymers as Smart Materials: A Review. Polymers 2022, 14, 3511. [Google Scholar] [CrossRef]
- Teng, J.; Wang, Z.; Liu, J.; Sun, X. Thermodynamic and Shape Memory Properties of TPI/HDPE Hybrid Shape Memory Polymer. Polym. Test. 2020, 81, 106257. [Google Scholar] [CrossRef]
- Xia, L.; Chen, S.; Fu, W.; Qiu, G. Shape Memory Behavior of Natural Eucommia Ulmoides Gum and Low-Density Polyethylene Blends with Two Response Temperatures. Polymers 2019, 11, 580. [Google Scholar] [CrossRef]
- Arora, K.; Kumar, M.; Sharma, V. Investigations into 4D Printed PLA/Graphite Composite with Thermal Induced Shape Memory Effect. Rapid Prototyp. J. 2024, 30, 1313–1321. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, J.; Li, M.; Lei, M.; Wang, Y.; Wei, Q. 3D Printing Thermo-Responsive Shape Memory Polymer Composite Based on PCL/TPU Blends. J. Polym. Res. 2022, 29, 243. [Google Scholar] [CrossRef]
- Carrillo, L.E.L.; Gonzalez, Y.O.; Parga, M.; Ramos, K.L.D.; Neparko, N.; Roberson, D.A. Development of Binary and Ternary Polyester Shape Memory Blends for Additive Manufacturing. J. Mater. Sci. 2024, 59, 8040–8057. [Google Scholar] [CrossRef]
- Ojha, N.; Kumar, S.; Ramesh, M.R.; Balan, A.S.S.; Doddamani, M. Influence of Subsequent Thermomechanical Cycles on Shape Memory Behavior of 4D Printed PEKK. Mater. Lett. 2023, 352, 135213. [Google Scholar] [CrossRef]
- Lu, Y.; Xu, H.; Liang, N.; Xu, Z.; Chen, S.; Zhang, D. High Mechanical Strength of Shape-Memory Hyperbranched Epoxy Resins. ACS Appl. Polym. Mater. 2022, 4, 5574–5582. [Google Scholar] [CrossRef]
- Sun, W.-J.; Liu, X.-J.; Yuan, L.-J.; Xiao, H.; Lu, J.-M. Investigation on the Crystallinity of Crosslinked Polyethylene. Polym. Bull. 2024, 81, 10645–10657. [Google Scholar] [CrossRef]
- Alsabbagh, A.; Abu Saleem, R.; Almasri, R.; Aljarrah, S.; Awad, S. Effects of Gamma Irradiation on 3D-Printed Polylactic Acid (PLA) and High-Density Polyethylene (HDPE). Polym. Bull. 2021, 78, 4931–4945. [Google Scholar] [CrossRef]
- Posadas, P.; Valentín, J.L.; Benavente, R.; Blázquez-Blázquez, E.; Urtiaga, A.; Álvarez, J.A.; Cerrada, M.L. Crosslinked Networks in Electron Beam Irradiated Polyethylenes Evaluated by Proton Low-Field NMR Spectroscopy. Radiat. Phys. Chem. 2023, 204, 110694. [Google Scholar] [CrossRef]
- Ghobashy, M.M.; Sharshir, A.I.; Zaghlool, R.A.; Mohamed, F. Investigating the Impact of Electron Beam Irradiation on Electrical, Magnetic, and Optical Properties of XLPE/Co3O4 Nanocomposites. Sci. Rep. 2024, 14, 4829. [Google Scholar] [CrossRef]
- Ahmad, H.; Rodrigue, D. Crosslinked Polyethylene: A Review on the Crosslinking Techniques, Manufacturing Methods, Applications, and Recycling. Polym. Eng. Sci. 2022, 62, 2376–2401. [Google Scholar] [CrossRef]
- Zhang, Y.; Wu, Z.; Qian, C.; Tan, X.; Yang, J.; Zhong, L. Research on Lifespan Prediction of Cross-Linked Polyethylene Material for XLPE Cables. Appl. Sci. 2020, 10, 5381. [Google Scholar] [CrossRef]
- Hu, P.; Zhao, P.-P.; Zhang, G.-W.; Wang, X.-H. Thermal Properties of 60Co Irradiated Crosslinked High Density Polyethylene. Sol. Energy Mater. Sol. Cells 2016, 149, 55–59. [Google Scholar] [CrossRef]
- Li, S.; Chen, P.; Zhou, D.; Hou, M.; Wan, S.; Cheng, Q.; Yu, D. Characterization of Shape Memory Silane Cross-linked Low-density Polyethylene Prepared by Solid-phase Grafting Process. J. Appl. Polym. Sci. 2022, 139, 52282. [Google Scholar] [CrossRef]
- Chen, T.; Li, Q.; Fu, Z.; Sun, L.; Guo, W.; Wu, C. The Shape Memory Effect of Crosslinked Ultra-High-Molecular-Weight Polyethylene Prepared by Silane-Induced Crosslinking Method. Polym. Bull. 2018, 75, 2181–2196. [Google Scholar] [CrossRef]
- Schirmeister, C.G.; Hees, T.; Licht, E.H.; Mülhaupt, R. 3D Printing of High Density Polyethylene by Fused Filament Fabrication. Addit. Manuf. 2019, 28, 152–159. [Google Scholar] [CrossRef]
- Olesik, P.; Godzierz, M.; Kozioł, M. Preliminary Characterization of Novel LDPE-Based Wear-Resistant Composite Suitable for FDM 3D Printing. Materials 2019, 12, 2520. [Google Scholar] [CrossRef]
- Jing, J.; Chen, Y.; Shi, S.; Yang, L.; Lambin, P. Facile and Scalable Fabrication of Highly Thermal Conductive Polyethylene/Graphene Nanocomposites by Combining Solid-State Shear Milling and FDM 3D-Printing Aligning Methods. Chem. Eng. J. 2020, 402, 126218. [Google Scholar] [CrossRef]
- ISO 527-2:2012; Plastics-Determination of Tensile Properties-Part 2: Test Conditions for Moulding and Extrusion Platics. ISO: Geneva, Switzerland, 2012.
- ISO 527-1:2012; Plastics-Determination of Tensile Properties-Part 1: General Principles. ISO: Geneva, Switzerland, 2012.
- Charlesby, A.; Pinner, S.H. Analysis of the Solubility Behaviour of Irradiated Polyethylene and Other Polymers. Proc. R. Soc. Lond. A 1959, 249, 367–386. [Google Scholar] [CrossRef]
- Chen, X.; Liu, K.; Tang, A. Irradiated crosslinking of polyethylene. J. Jilin Univ. 1977, 4, 39–55+61. [Google Scholar]
- Girard-Perier, N.; Claeys-Bruno, M.; Marque, S.R.A.; Dupuy, N.; Gaston, F.; Dorey, S. Effects of X-ray, Electron Beam and Gamma Irradiation on PE/EVOH/PE Multilayer Film Properties. Chem. Commun. 2021, 57, 11049–11051. [Google Scholar] [CrossRef] [PubMed]
- Mouchache, C.; Saidi-Amroun, N.; Griseri, V.; Saidi, M.; Teyssedre, G. Electrical Conduction and Space Charge in Gamma-Irradiated XLPE. IEEE Trans. Dielect. Electr. Insul. 2023, 30, 2099–2106. [Google Scholar] [CrossRef]
- Girard-Perier, N.; Marque, S.R.A.; Dupuy, N.; Krieguer, B.; Dorey, S. Gamma, E-Beam and X-ray Irradiations on PE/EVOH/PE Multilayer Film: An Industrial Point of View Regarding the Impact on Mechanical Properties. Polymers 2023, 15, 2799. [Google Scholar] [CrossRef] [PubMed]
- Kumar, S.; Ojha, N.; Ramesh, M.R.; Balan, A.S.S.; Doddamani, M. Shape Memory Behavior of 4D Printed CF/PEKK High Temperature Composite under Subsequent Thermomechanical Cycles. Mater. Lett. 2024, 366, 136567. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | 0.8 mm Nozzle |
|---|---|
| Printing temperature | 140–220 °C |
| Build plate temperature | 90 °C |
| Flow | 80–120% |
| Printing speed | 5–25 mm−1 |
| Filling degree | 100% |
| Layer thickness | 0.1–0.2 mm |
| Dose (kGy) | 0 | 40 | 60 | 80 | 100 | 120 |
| Gel content (%) | 0 | 24.15 | 33.17 | 45.29 | 53.84 | 62.54 |
| Standard deviation value (%) | 0 | 0.48 | 0.46 | 0.66 | 0.80 | 0.48 |
| Dose (kGy) | Tm (°C) | Tc (°C) | ΔHm (J/g) | ΔHc (J/g) | Xc (%) |
|---|---|---|---|---|---|
| 0 | 112.0 | 95.8 | 100.4 | −79.2 | 34.2 |
| 40 | 109.9 | 94.4 | 94.7 | −80.9 | 32.3 |
| 60 | 109.3 | 93.6 | 103.8 | −83.4 | 35.4 |
| 80 | 108.6 | 92.5 | 104.4 | −81.8 | 35.6 |
| 100 | 109.2 | 90.7 | 97.3 | −74.9 | 33.1 |
| 120 | 107.1 | 91.8 | 102.5 | −81.0 | 34.9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, Y.; Tao, Y.; Wang, Y. Shape-Memory Effect of 4D-Printed Gamma-Irradiated Low-Density Polyethylene. Crystals 2024, 14, 717. https://doi.org/10.3390/cryst14080717
Huang Y, Tao Y, Wang Y. Shape-Memory Effect of 4D-Printed Gamma-Irradiated Low-Density Polyethylene. Crystals. 2024; 14(8):717. https://doi.org/10.3390/cryst14080717
Chicago/Turabian StyleHuang, Yunke, Yongxiang Tao, and Yan Wang. 2024. "Shape-Memory Effect of 4D-Printed Gamma-Irradiated Low-Density Polyethylene" Crystals 14, no. 8: 717. https://doi.org/10.3390/cryst14080717
APA StyleHuang, Y., Tao, Y., & Wang, Y. (2024). Shape-Memory Effect of 4D-Printed Gamma-Irradiated Low-Density Polyethylene. Crystals, 14(8), 717. https://doi.org/10.3390/cryst14080717