
Effect of Solution and Aging Heat Treatment on the Microstructure and Mechanical Properties of Inconel 625 Deposited Metal

Abstract
:1. Introduction
2. Experiment
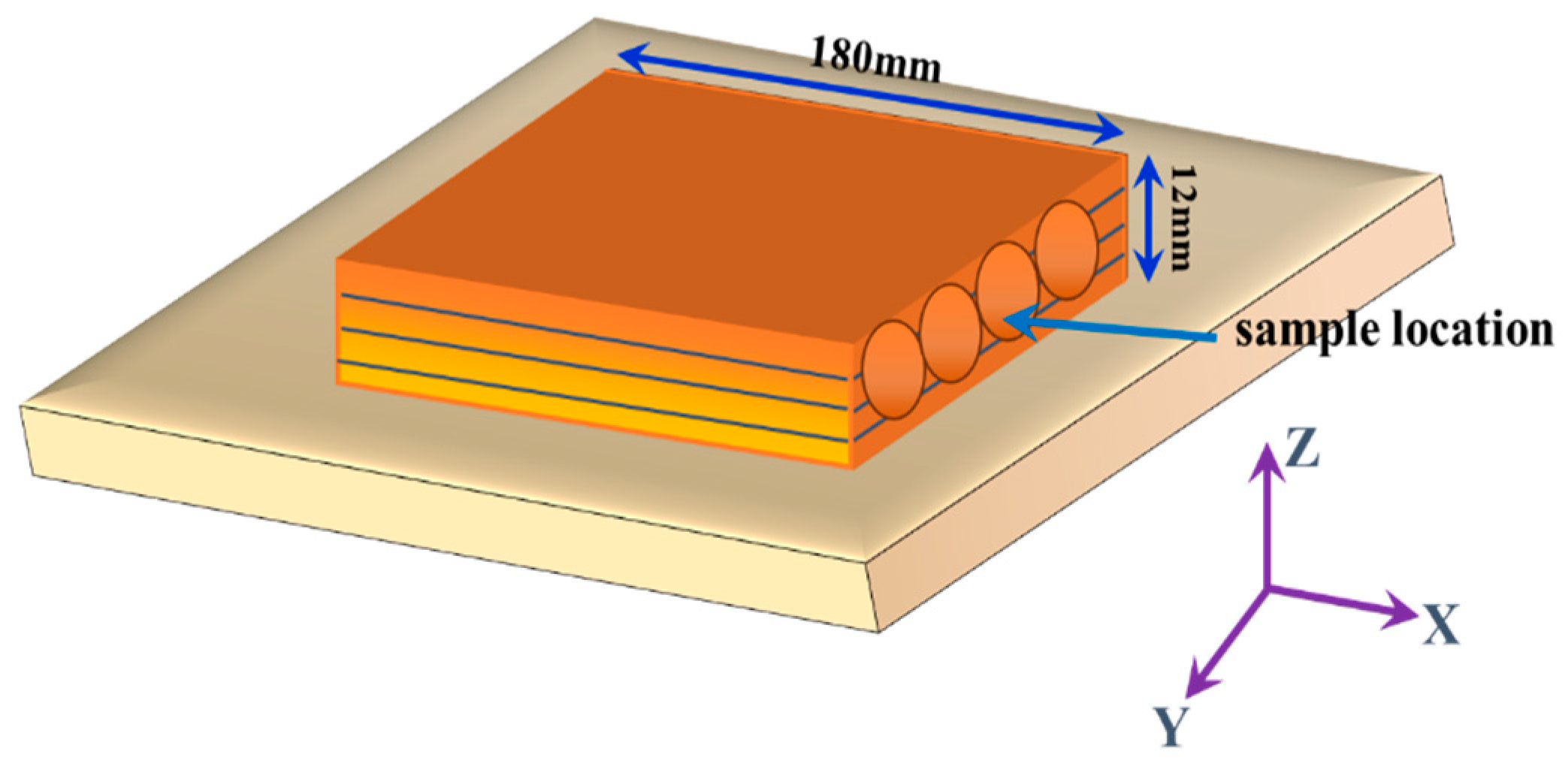
2.1. Material Preparation
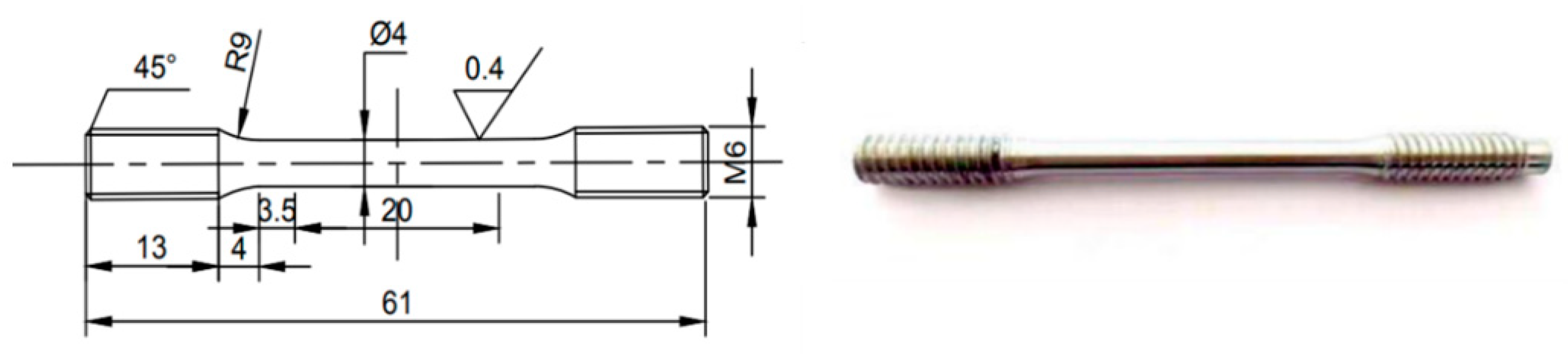
2.2. Experimental Methods
2.3. Characterization
3. Results
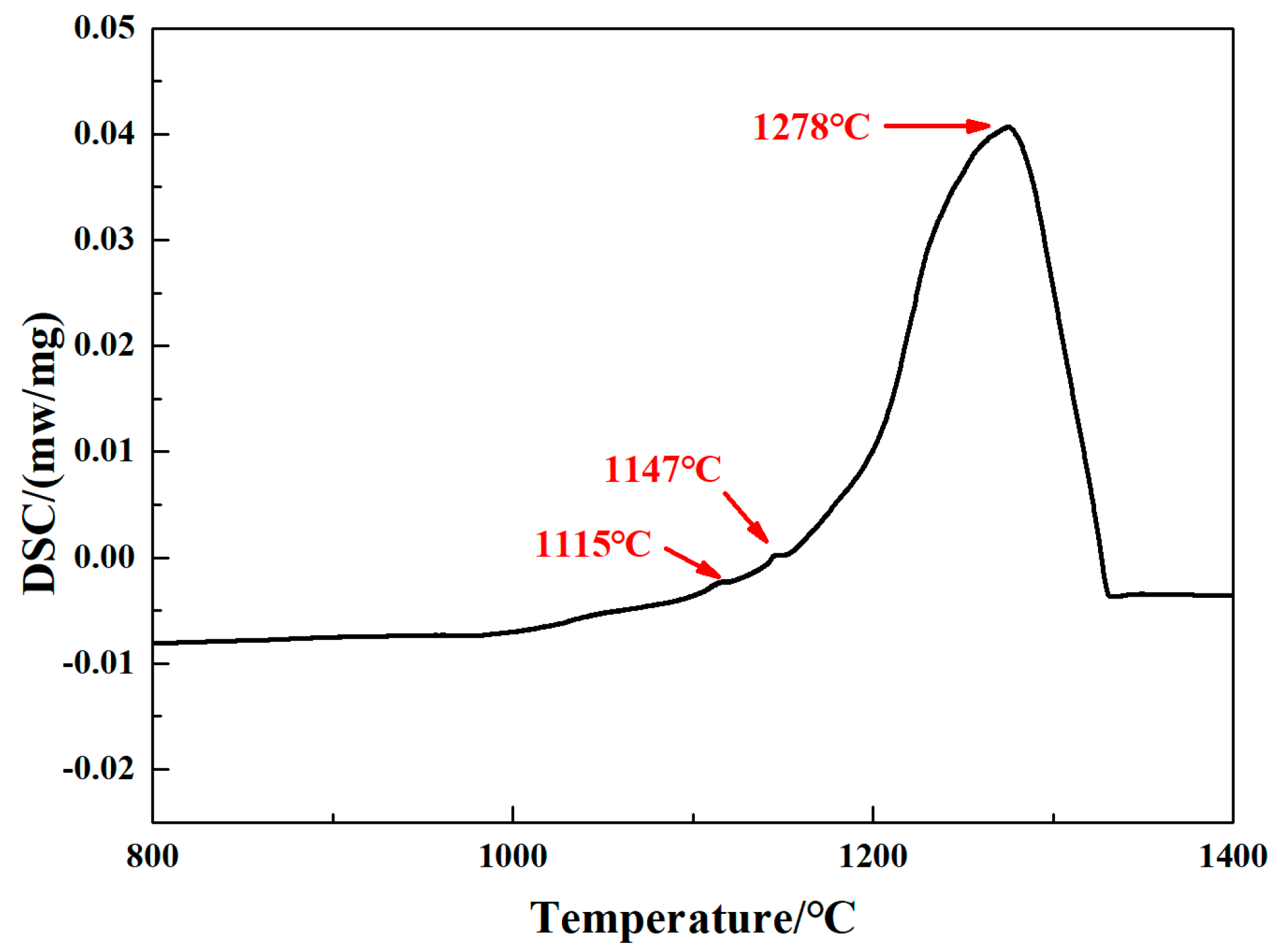
3.1. Alloy Characteristic Temperature and Heat Treatment
3.2. Microstructure
3.3. High-Temperature Mechanical Properties
4. Discussion
5. Conclusions
- (1)
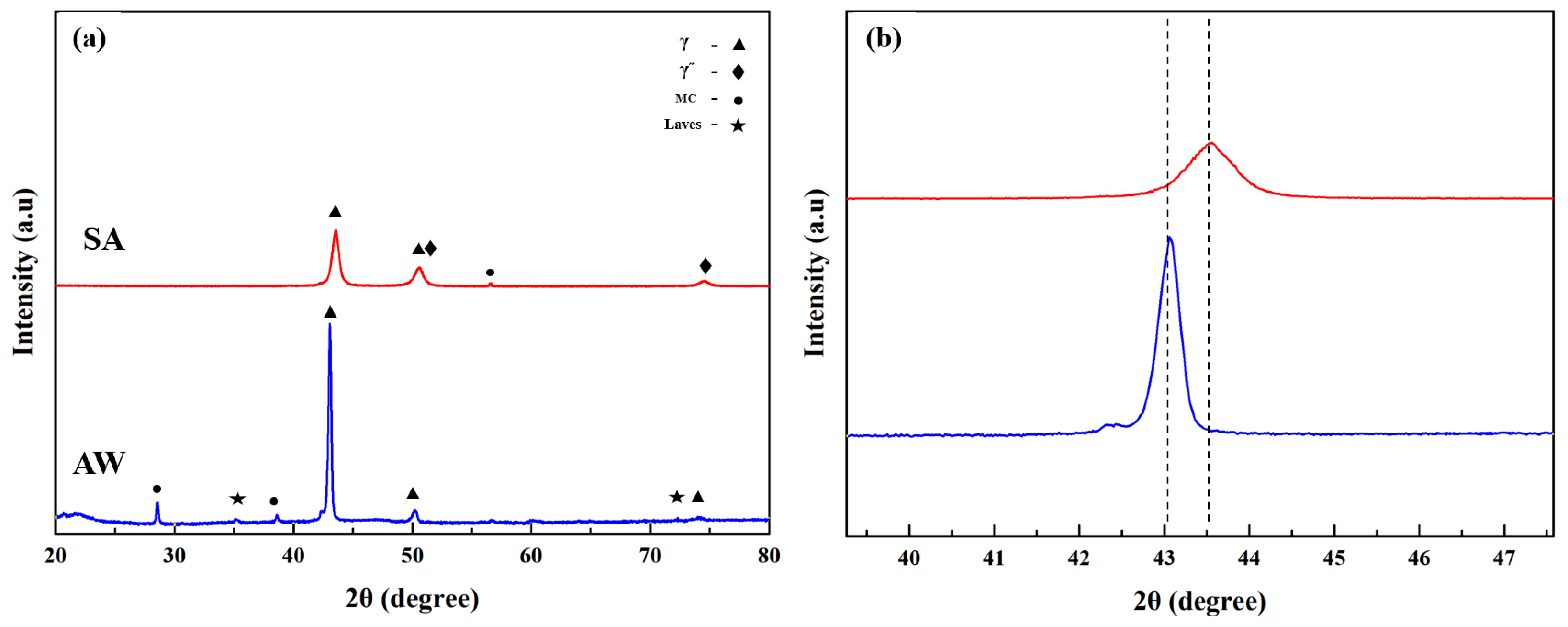
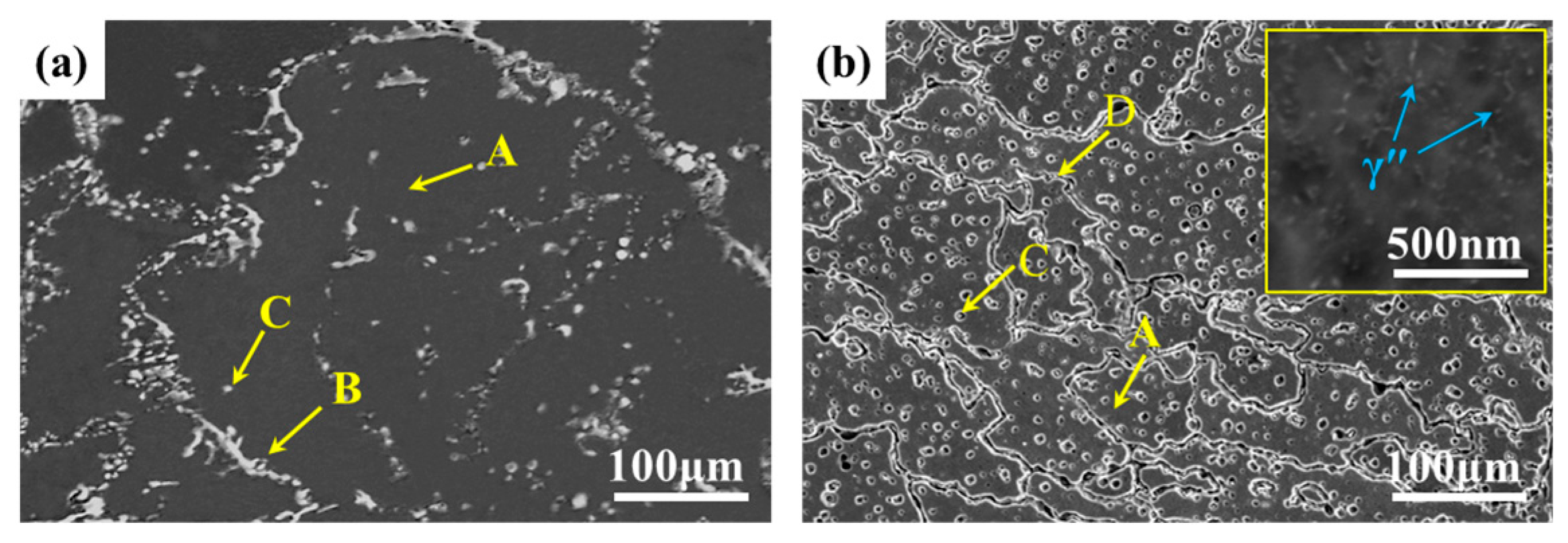
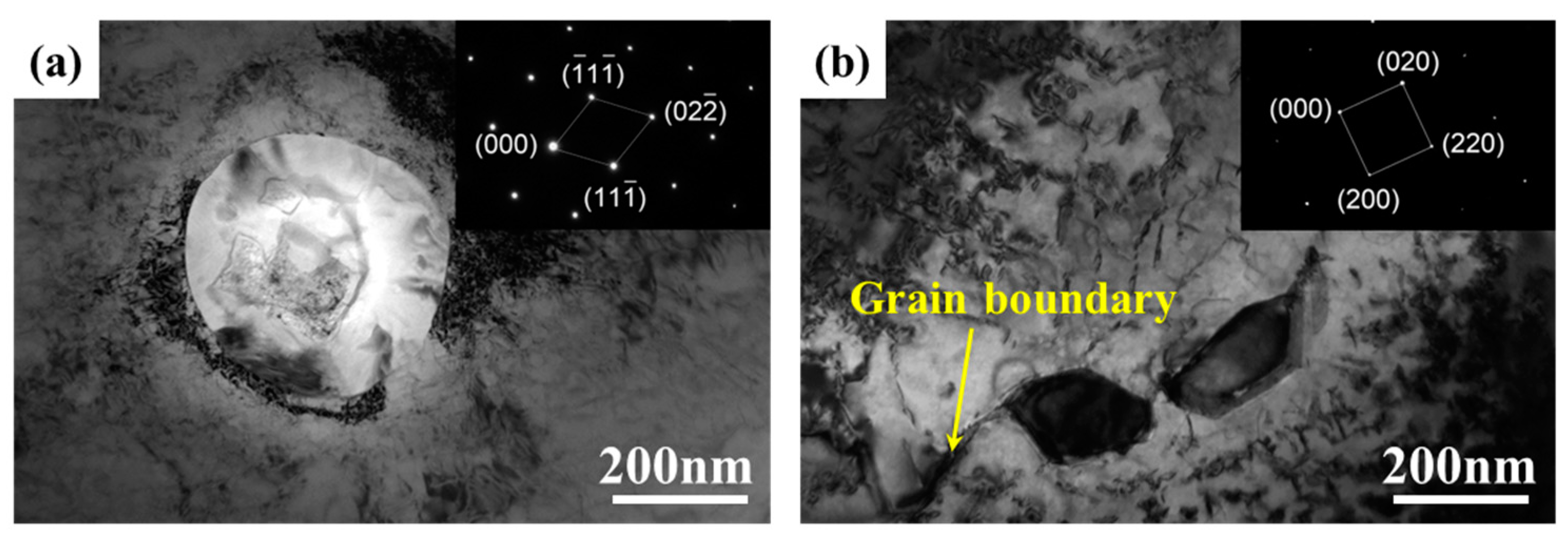
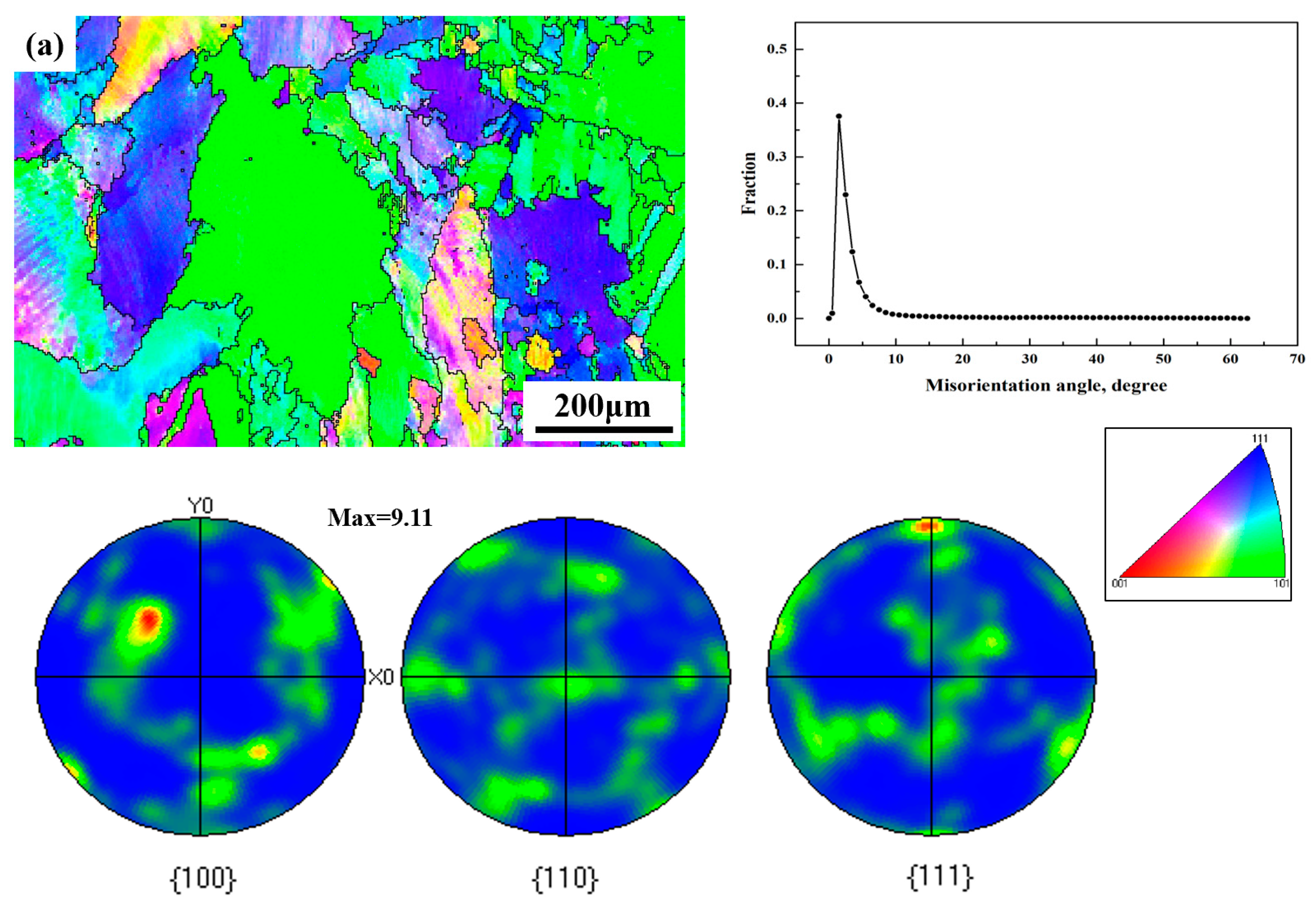
- The Inconel 625 deposited metal consists of matrix γ, Laves phase, as well as elliptical MC-type carbides. After heat treatment, the chain-like Laves phase fractures and dissolves, and a large amount of MC-type carbides are precipitated in the grain boundary. M23C6-type carbides appear at the grain boundaries, and the size of the carbides inside the grain is significantly larger than of those at the grain boundaries. The grains of the SA sample became finer, and a large number of tiny particles of the γ″ phase precipitated, which improved the strength of the metal. Moreover, the SA sample has a strong <100> solidification texture, and the maximum texture strength is much higher than that of the AW sample.
- (2)
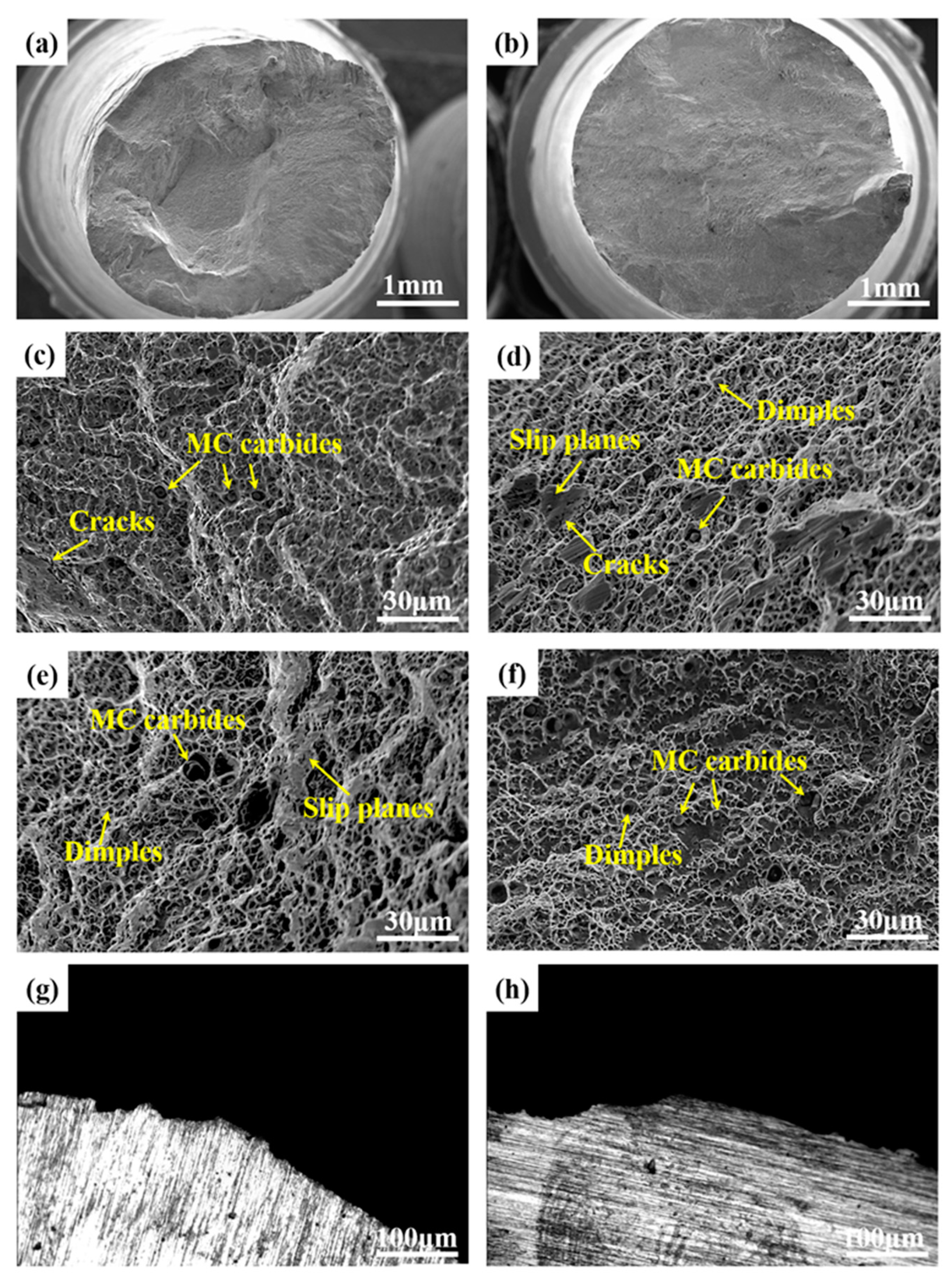
- The morphology and quantity of precipitates in tensile fractures under different states vary depending on the sample. The fracture mechanism of the sample fracture is a mixed type, with many ductile dimples and precipitated phases at the fracture surface. Compared with the fracture morphology of the welded overlay layer, the dimples in the alloy fracture after heat treatment became shallower, and the plasticity of the overlay layer decreased. The brittle fracture and crack zone are attributed to intergranular M23C6 carbides and the γ″ phase.
- (3)
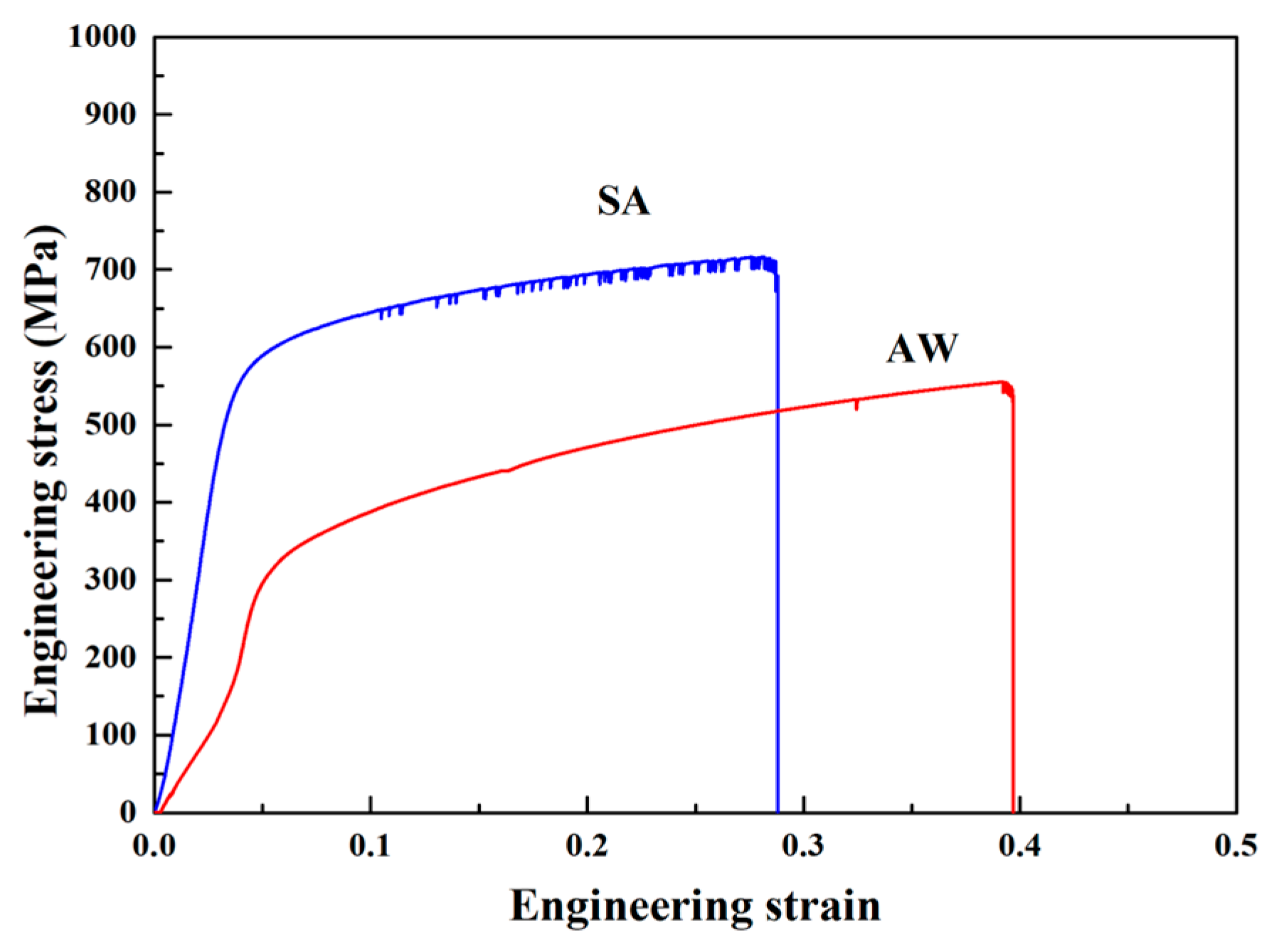
- The tensile strength and yield strength of the as-welded Inconel 625 deposited metal were 525.45 MPa and 373.04 MPa, respectively, and the elongation was 29.81%. After solution and aging treatment, the yield strength increased to 525.45 MPa and the elongation decreased. After solution and aging heat treatment, the Inconel 625 deposited metal exhibits a significant work-hardening effect when stretched at 600 °C. The formation of the γ″ phase greatly improved the strength of Inconel 625 but decreased the elongation. The primary deformation mechanism of the as-welded Inconel 625 deposited metal during stretching at 600 °C is the accumulation of many dislocations in the matrix. After the solution and aging treatment, the bypass mechanism of dislocations has been activated, resulting in many continuous stacking faults.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mittra, J.; Dubey, J.S.; Banerjee, S. Acoustic emission technique used for detecting early stages of precipitation during aging of Inconel 625. Scr. Mater. 2003, 49, 1209–1214. [Google Scholar] [CrossRef]
- Neal, D.E.; Philip, J.M.; John, P.S.; Yukinori, Y. Microstructure evolution of alloy 625 foil and sheet during creep at 750 °C. Mater. Sci. Eng. A 2008, 498, 412–420. [Google Scholar] [CrossRef]
- Mostafaei, A.; Toman, J.; Stevens, E.L.; Hughes, E.T.; Krimer, Y.L.; Chmielus, M. Microstructural evolution and mechanical properties of differently heat-treated binder jet printed samples from gas- and water-atomized alloy 625 powders. Acta Mater. 2017, 124, 280–289. [Google Scholar] [CrossRef]
- Rodriguez, R.; Hayes, R.W.; Berbon, P.B.; Lavernia, E.J. Tensile and creep behavior of cryomilled Inco 625. Acta Mater. 2003, 51, 911–929. [Google Scholar] [CrossRef]
- Maj, P.; Koralnik, M.; Adamczyk-Cieslak, B.; Romelczyk-Baishya, B.; Kut, S.; Pieja, T.; Mrugala, T.; Mizera, J. Mechanical properties and microstructure of Inconel 625 cylinders used in aerospace industry subjected to flow forming with laser and standard heat treatment. Int. J. Mater. Form. 2018, 12, 135–144. [Google Scholar] [CrossRef]
- Cooper, D.E.; Blundell, N.; Maggs, S.; Gibbons, G.J. Additive layer manufacture of Inconel 625 metal matrix composites. reinforcement material evaluation. J. Mater. Process. Technol. 2013, 213, 2191–2200. [Google Scholar] [CrossRef]
- Aslam, M.; Sahoo, C.K. Development of hard and wear-resistant SiC-AISI304 stainless steel clad layer on low carbon steel by GMAW process. Mater. Today Commun. 2023, 36, 106444. [Google Scholar] [CrossRef]
- Zhang, X.; Li, Z.; Gao, H. Online measurement of droplet size by actively exciting droplet oscillation in GMAW and GMAW-AM. J. Manuf. Process. 2023, 85, 1144–1153. [Google Scholar] [CrossRef]
- Shukla, P.; Chitral, S.; Kumar, T.; Kiran, D.V. The influence of GMAW correction parameters on stabilizing the deposition characteristics for wire arc additive manufacturing. J. Manuf. Process. 2023, 90, 54–68. [Google Scholar] [CrossRef]
- Wu, K.; Cao, X.; Yin, T.; Zeng, M.; Liang, Z. Metal transfer process and properties of double-wire double pulsed gas metal arc welding. J. Manuf. Process. 2019, 44, 367–375. [Google Scholar] [CrossRef]
- Jang, C.; Lee, J.; Kim, J.S.; Jin, T.E. Mechanical property variation within Inconel 82/182 dissimilar metal weld between low alloy steel and 316 stainless steel. Int. J. Press. Vessel. Pip. 2008, 85, 635–646. [Google Scholar] [CrossRef]
- Kumar, N.P.; Shanmugam, N.S.; Sreedhar, G. High cycle fatigue behaviour of Inconel 625 weld overlay on AISI 316L plate. Surf. Coat. Technol. 2021, 415, 127138. [Google Scholar] [CrossRef]
- Lee, J.; Terner, M.; Jun, S.; Hong, H.-U.; Copin, E.; Lours, P. Heat treatments design for superior high-temperature tensile properties of Alloy 625 produced by selective laser melting. Mater. Sci. Eng. A 2020, 790, 139720. [Google Scholar] [CrossRef]
- Marchese, G.; Parizia, S.; Rashidi, M.; Saboori, A.; Manfredi, D.; Ugues, D.; Lombardi, M.; Hryha, E.; Biamino, S. The role of texturing and microstructure evolution on the tensile behavior of heat-treated Inconel 625 produced via laser powder bed fusion. Mater. Sci. Eng. A 2020, 769, 138500. [Google Scholar] [CrossRef]
- Xing, X.; Di, X.; Wang, B. The effect of post-weld heat treatment temperature on the microstructure of Inconel 625 deposited metal. J. Alloys Compd. 2014, 593, 110–116. [Google Scholar] [CrossRef]
- Lass, E.A.; Stoudt, M.R.; Katz, M.B.; Williams, M.E. Precipitation and dissolution of δ and γ′′ during heat treatment of a laser powder-bed fusion produced Ni-based superalloy. Scr. Mater. 2018, 154, 83–86. [Google Scholar] [CrossRef]
- Hu, Y.; Lin, X.; Zhang, S.; Jiang, Y.; Lu, X.; Yang, H.; Huang, W. Effect of solution heat treatment on the microstructure and mechanical properties of Inconel 625 superalloy fabricated by laser solid forming. J. Alloys Compd. 2018, 767, 330–344. [Google Scholar] [CrossRef]
- Terner, M.; Lee, J.; Marchese, G.; Biamino, S.; Hong, H.-U. Electron Backscattered Diffraction to Estimate Residual Stress Levels of a Superalloy Produced by Laser Powder Bed Fusion and Subsequent Heat Treatments. Materials 2020, 13, 4643. [Google Scholar] [CrossRef] [PubMed]
- Hu, Y.; Lin, X.; Li, Y.; Zhang, S.; Zhang, Q.; Chen, W.; Li, W.; Huang, W. Influence of heat treatments on the microstructure and mechanical properties of Inconel 625 fabricated by directed energy deposition. Mater. Sci. Eng. A 2021, 817, 141309. [Google Scholar] [CrossRef]
- Dinda, G.P.; Dasgupta, A.K.; Mazumder, J. Laser aided direct metal deposition of Inconel 625 superalloy: Microstructural evolution and thermal stability. Mater. Sci. Eng. A 2009, 509, 98–104. [Google Scholar] [CrossRef]
- Marchese, G.; Lorusso, M.; Parizia, S.; Bassini, E.; Lee, J.-W.; Calignano, F.; Manfredi, D.; Terner, M.; Hong, H.-U.; Ugues, D.; et al. Influence of heat treatments on microstructure evolution and mechanical properties of Inconel 625 processed by laser powder bed fusion. Mater. Sci. Eng. A 2018, 729, 64–75. [Google Scholar] [CrossRef]
- Safarzade, A.; Sharifitabar, M.; Afarani, M.S. Effects of heat treatment on microstructure and mechanical properties of Inconel 625 alloy fabricated by wire arc additive manufacturing process. Trans. Nonferrous Met. Soc. China 2020, 30, 3016–3030. [Google Scholar] [CrossRef]
- Hu, Y.; Li, Y.; Zhang, S.; Lin, X.; Wang, Z.; Huang, W. Effect of solution temperature on static recrystallization and ductility of Inconel 625 superalloy fabricated by directed energy deposition. Mater. Sci. Eng. A 2020, 772, 138711. [Google Scholar] [CrossRef]
- Mostafaei, A.; Behnamian, Y.; Krimer, Y.L.; Stevens, E.L.; Luo, J.L.; Chmielus, M. Effect of solutionizing and aging on the microstructure and mechanical properties of powder bed binder jet printed nickel-based superalloy 625. Mater. Des. 2016, 111, 482–491. [Google Scholar] [CrossRef]
- Özgün, Ö.; Gülsoy, H.; Findik, F. The effect of aging treatment on the fracture toughness and impact strength of injection molded Ni-625 superalloy parts. Mater. Charact. 2015, 108, 8–15. [Google Scholar] [CrossRef]
- Li, C.; White, R.; Fang, X.Y.; Weaver, M.; Guo, Y.B. Microstructure Evolution Characteristics of Inconel 625 Alloy from Selective Laser Melting to Heat Treatment. Mater. Sci. Eng. A 2017, 705, 20–31. [Google Scholar] [CrossRef]
- Yu, J.; Lian, Z.; Chu, Z.; Sun, X.; Guan, H.; Hu, Z. Properties and microstructures of M951 alloy after long-term exposure. Mater. Sci. Eng. A 2010, 527, 1896–1902. [Google Scholar] [CrossRef]
- Kreitcberga, A.; Brailovskia, V.; Turenneb, S. Effect of heat treatment and hot isostatic pressing on the microstruc ture and mechanical properties of Inconel 625 alloy processed by laser powder bed fusion. Mater. Sci. Eng. A 2017, 689, 1–10. [Google Scholar] [CrossRef]
- Robin, M.; Forbes, J.; Laurence, A.J. The structural evolution of superalloy ingots during hot working. JOM 1999, 51, 27–31. [Google Scholar] [CrossRef]
- Chu, Z.; Yu, J.; Sun, X.; Guan, H.; Hu, Z. High-Temperature Creep Deformation and Fracture Behavior of a Directionally Solidified Ni-Base Superalloy DZ95. Metal. Mater. Trans. A 2009, 40, 2927–2937. [Google Scholar] [CrossRef]
- Long, H.; Mao, S.; Liu, Y.; Zhang, Z.; Han, X. Microstructural and compositional design of Ni-based single crystalline superalloys-A review. J. Alloys Compd. 2018, 743, 203–220. [Google Scholar] [CrossRef]
- Ro, Y.; Koizumi, Y.; Harada, H. High temperature tensile properties of a series of nickel-base superalloys on a γ/γ′ tie line. Mater. Sci. Eng. A 1997, 223, 59–63. [Google Scholar] [CrossRef]
- Huang, K.-T.; Lui, T.-S.; Chen, L.-H. Effect of Dynamically Recrystallized Grain Size on the Tensile Properties and Vibration Fracture Resistance of Friction Stirred 5052 Alloy. Mater. Trans. 2006, 47, 2405–2412. [Google Scholar] [CrossRef]
- Popovich, V.A.; Borisov, E.V.; Popovich, A.A.; Sufiiarov, V.S.; Masaylo, D.V.; Alzina, L. Functionally graded Inconel 718 processed by additive manufacturing: Crysta-llographic texture, anisotropy of microstructure and mechanical properties. Mater. Des. 2017, 114, 441–449. [Google Scholar] [CrossRef]
- Mittra, J.; Banerjee, S.; Tewari, R.; Dey, G.K. Fracture behavior of Alloy 625 with different precipitate microstructures. Mater. Sci. Eng. A 2013, 574, 86–93. [Google Scholar] [CrossRef]
- Liu, X.; Fan, J.; Zhang, P.; Cao, K.; Wang, Z.; Chen, F.; Liu, D.; Tang, B.; Kou, H.; Li, J. Influence of heat treatment on Inconel 625 superalloy sheet: Carbides, γ″, δ phase precipitation and tensile deformation behavior. J. Alloys Compd. 2023, 930, 167522. [Google Scholar] [CrossRef]
- Décamps, B.; Morton, A.J.; Condat, M. On the mechanism of shear of γ′ precipitates by single (a/2) ⟨110⟩ dissociated matrix dislocations in Ni-based superalloys. Philos. Mag. A 1991, 64, 641–668. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Position | Ni | Cr | Fe | Nb | Mo | Ti | C |
|---|---|---|---|---|---|---|---|
| A | 64.50 | 24.59 | 2.84 | 2.97 | 4.23 | 0.72 | 0.15 |
| B | 40.55 | 20.13 | 7.26 | 17.31 | 13.84 | 0.79 | 0.12 |
| C | 32.92 | 12.65 | 2.43 | 18.31 | 13.72 | 0.69 | 19.28 |
| D | 64.50 | 24.59 | 2.84 | 2.97 | 4.23 | 0.72 | 0.15 |
| Sample | Yield Strength (σb/MPa) | Tensile Strength (σs/MPa) | Elongation (EL) | Shrinkage of Section (R/A) | Strain Hardening Index (n) |
|---|---|---|---|---|---|
| AW | 373.04 | 535.54 | 29.81% | 19.6% | 0.37 |
| SA | 525.45 | 709.01 | 26.93% | 16.1% | 0.42 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Su, Y.; Dai, Z. Effect of Solution and Aging Heat Treatment on the Microstructure and Mechanical Properties of Inconel 625 Deposited Metal. Crystals 2024, 14, 764. https://doi.org/10.3390/cryst14090764
Wang Y, Su Y, Dai Z. Effect of Solution and Aging Heat Treatment on the Microstructure and Mechanical Properties of Inconel 625 Deposited Metal. Crystals. 2024; 14(9):764. https://doi.org/10.3390/cryst14090764
Chicago/Turabian StyleWang, Yingdi, Yunhai Su, and Zhiyong Dai. 2024. "Effect of Solution and Aging Heat Treatment on the Microstructure and Mechanical Properties of Inconel 625 Deposited Metal" Crystals 14, no. 9: 764. https://doi.org/10.3390/cryst14090764