
Study on the Wear Resistance Performance of the Hot-Rolled BTW1/Q345 Composite Plate under Different Annealing Temperatures

Abstract
:1. Introduction
2. Experiment
2.1. Method
2.2. Characterization Form
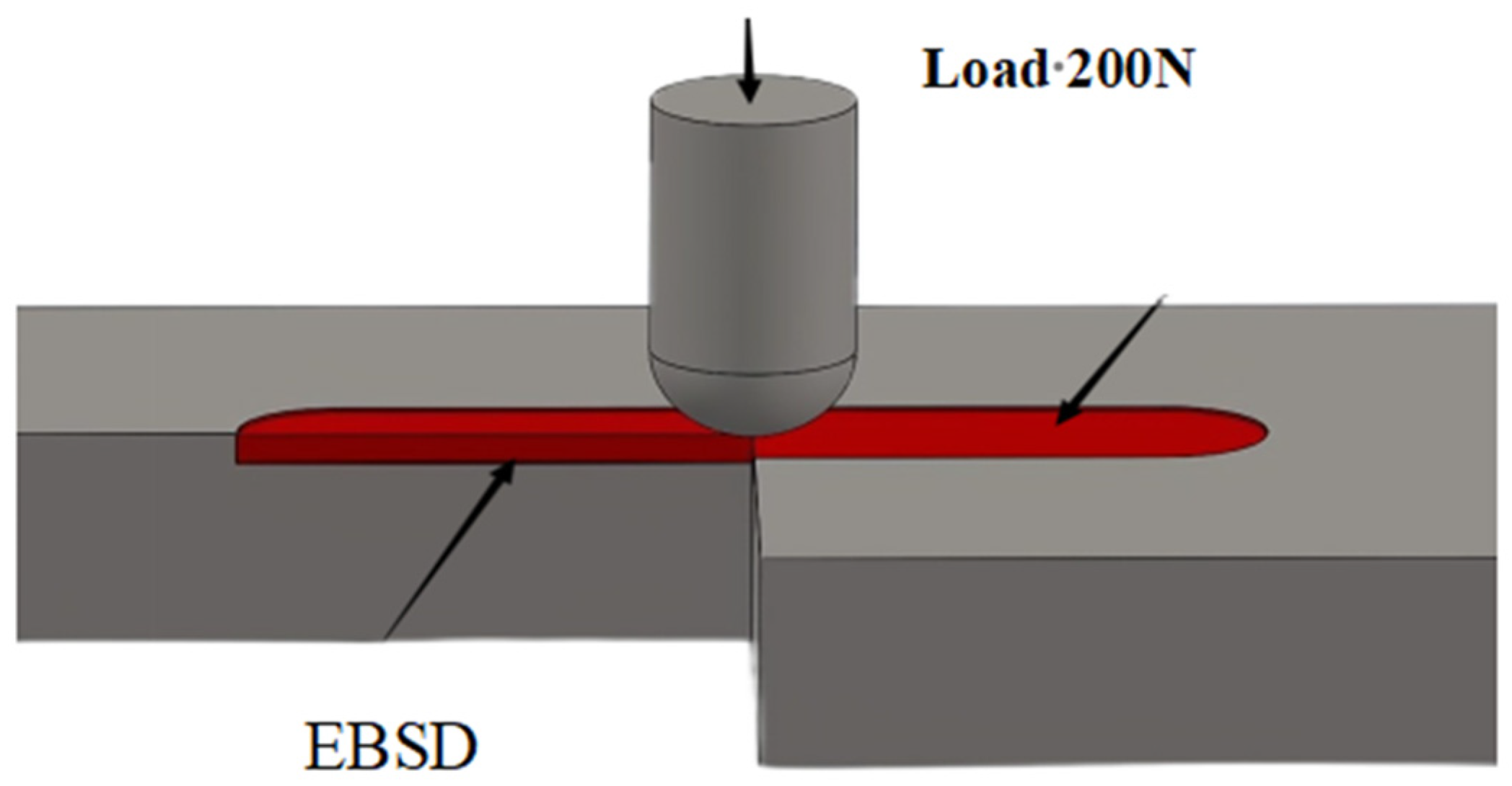
2.2.1. Friction Factor and Three-Dimensional Topography
2.2.2. Observation of Microstructure and Wear Surfaces
3. Results and Discussion
3.1. Tribological Properties
3.1.1. Friction Factor
3.1.2. Macroscopic Morphology and Cross-Sectional Curve of Wear Marks
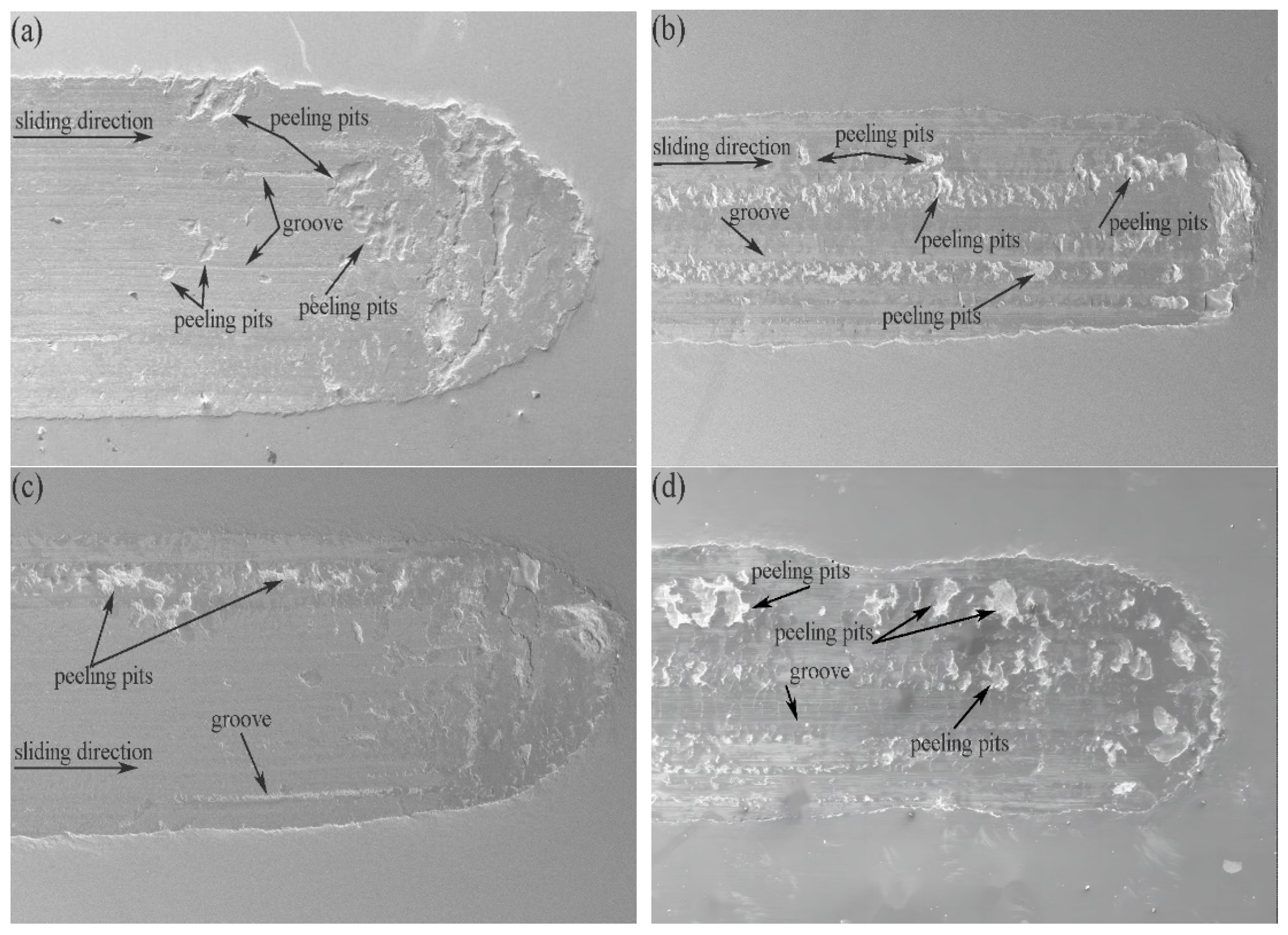
3.1.3. Analysis of Wear Morphology and Mechanism
3.2. Evolution of Microstructure after Wear
4. Conclusions
- (1)
- The friction coefficient change in the wear-resistant BTW1 layer in the friction and wear test was divided into three stages. The friction coefficient increased rapidly at the initial stage of running-in, and then dropped to some extent. Finally, in the third stage, the friction coefficient fluctuated within a certain range.
- (2)
- During the experiment, the wear mechanism changed somewhat, mainly for adhesive wear and fatigue wear. When the annealing temperature was 860 °C, the maximum depth and the minimum width were 20 μm and 0.825 mm, respectively, with the best wear resistance.
- (3)
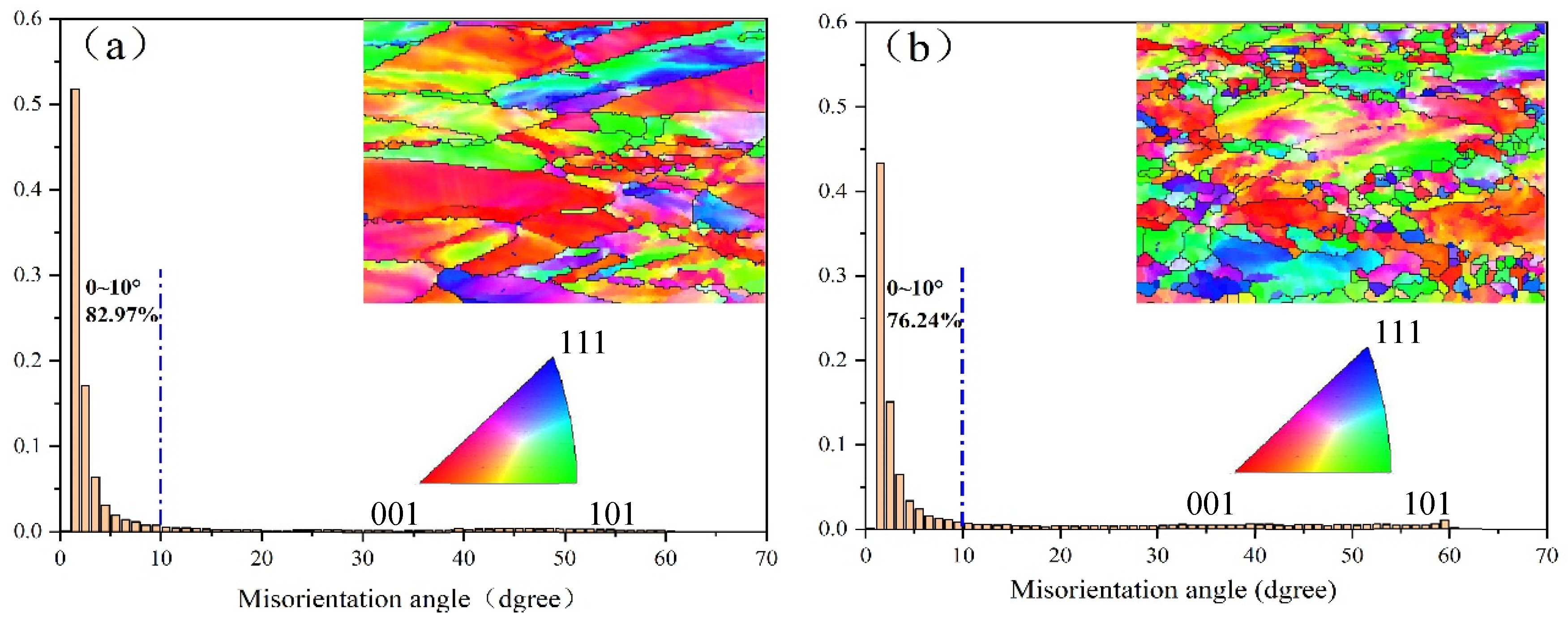
- With the increase in the annealing temperature, the orientation difference in the BTW1 wear layer varied. Compared with the original sample, the small-angle grain boundary angle ratio of the annealed sample decreased, and the large-angle grain boundary angle ratio increased. The small-angle grain boundary angle decreased with the increasing annealing temperature.
- (4)
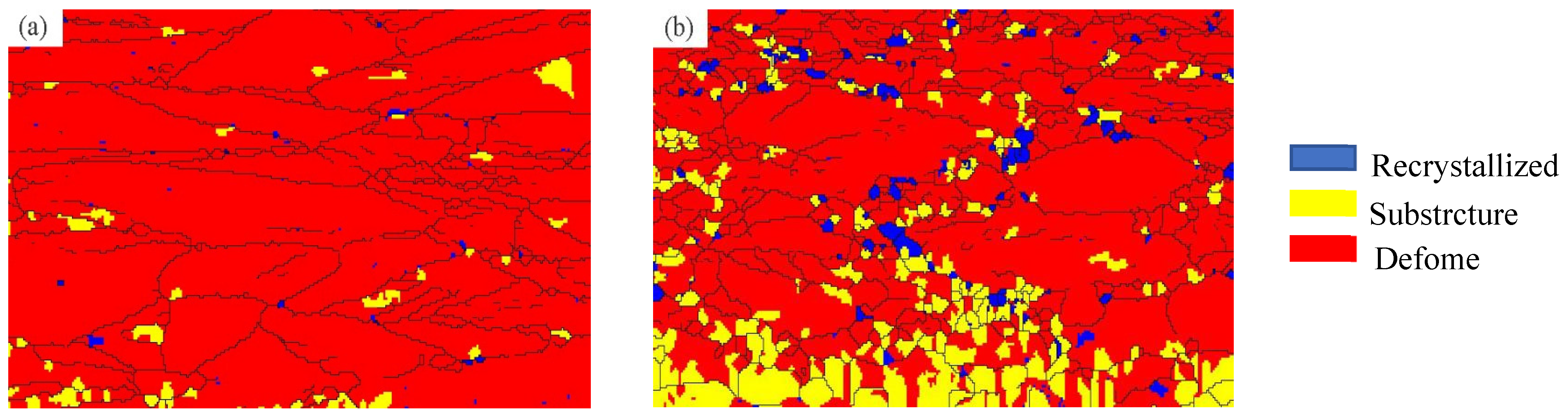
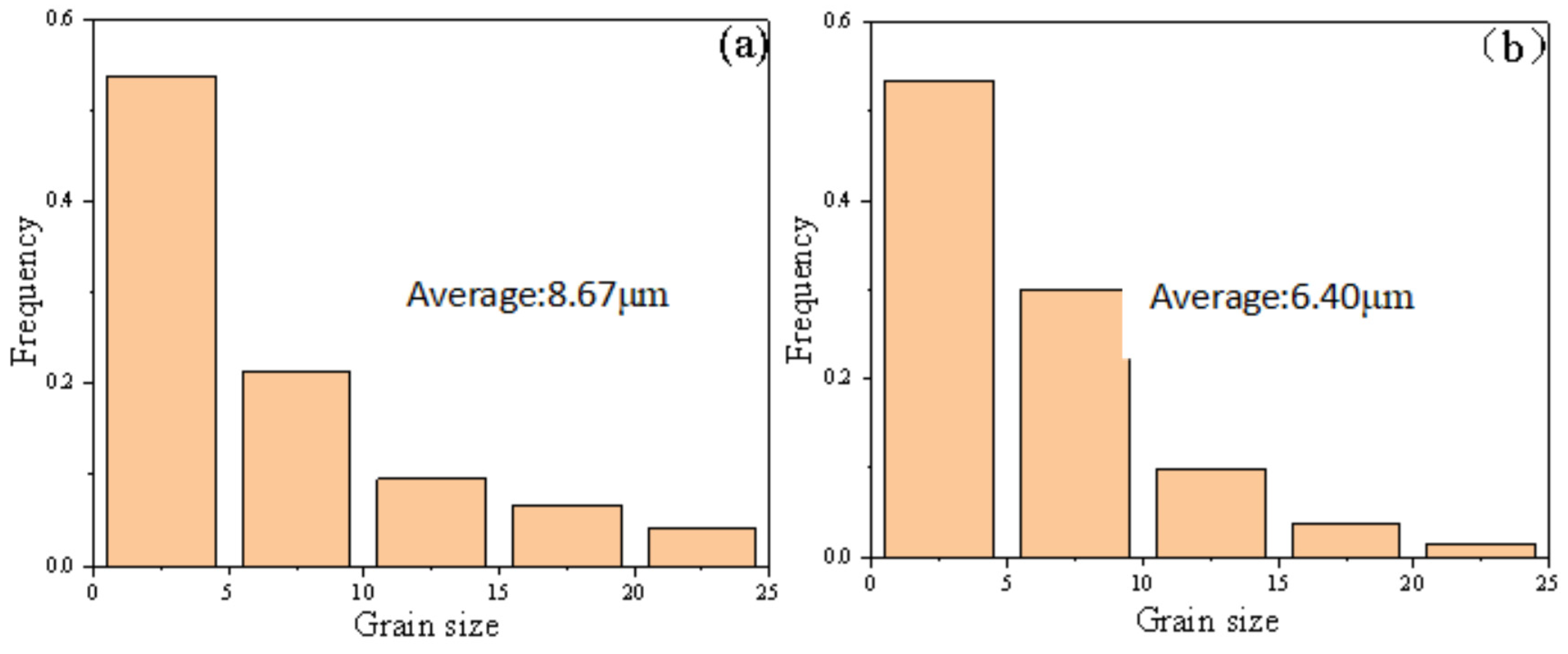
- With the increase in the annealing temperature, the recrystallization state and grain size of the sample changed. The recrystallization degree of the annealed sample was higher than that of the original sample, the proportion of small grain increased, the microstructure of the wear-resistant layer was refined, and the work-hardening property of the wear-resistant layer was improved.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tang, L.-l. Performance characteristics and application field of high chromium wear composite plate. Opencast Min. Technol. 2011, 27, 82–83. [Google Scholar]
- Zhang, J.-z.; Mi, G.-f.; Guan, X.-z. Application and research on low-alloyed wear resistant cast steel. MW Met. Form. 2009, 15, 29–31. [Google Scholar]
- Zhao, G.; Zhang, J.; Song, Y.; Li, J.; Li, H.Y.; Shuai, M.R. Friction and Wear Properties of Wear-Resistant Layer of NM500/Q345 Composite Plates at Different Quenching Temperature. J. Netshape Form. Eng. 2021, 13, 35–41. [Google Scholar]
- Wang, F. Study on the Tribology Performance of BTW Medium Manganese Wear Resisting Steel. China Univ. Min. Technol. 2015, 25, 21–42. [Google Scholar]
- de Andrés, C.G.; Capdevila, C.; San Martín, D.; Caballero, F.G. Effect of titanium on the allotriomorphic ferrite transformation kinetics in medium carbon–manganese steels. Mater. Sci. Eng. 2002, 328, 156–160. [Google Scholar] [CrossRef]
- Xu, B.-s.; Liu, S.-c. New Technologies for Surface Engineering; National Defense Industry Press: Beijing, China, 2002; Volume 32, pp. 1–12. [Google Scholar]
- Qiu, X.-w.; Zhang, Y.-P.; Chun, G.-l. Study on Ware Resistance of Laser Hardening Rolling Mill Liner. Appl. Mech. Mater. 2012, 121–126, 3551–3554. [Google Scholar] [CrossRef]
- Wang, s.; Zhi, B.-z.; Jun, L.-j. Recent advances in wear-resistant steel matrix composites: A review of reinforcement particle selection and preparation processes. J. Mater. Res. Technol. 2024, 1779–1797, 2238–7854. [Google Scholar] [CrossRef]
- Li, L.; Chen, M.-y. Production Technologies and Industrial Application of Wear Resistant Clad Steel Plate. Wide Heavy Plate 2016, 22, 38–43. [Google Scholar]
- Arlazarov, A.; Gouné, M.; Bouaziz, O. Evolution of microstructure and mechanical properties of medium Mn steels during double annealing. Mater. Sci. Eng. 2012, 542, 31–39. [Google Scholar] [CrossRef]
- Luo, H.; Shi, J.; Wang, C. Experimental and numerical analysis on formation of stable austenite during the intercritical annealing of 5Mn steel. Acta Mater. 2011, 59, 4002–4014. [Google Scholar] [CrossRef]
- Cai, Z.-h.; Ding, H.; Xue, X. Microstructural evolution and mechanical properties of hot-rolled 11% manganese TRIP steel. J. Mater. Sci. Eng. 2013, 560, 388–395. [Google Scholar] [CrossRef]
- Zhao, J.; Xi, Y.; Shi, W. Microstructure and Mechanical Properties of High Manganese TRIP Steel J. J. Iron Steel Res. Int. 2012, 19, 57–62. [Google Scholar] [CrossRef]
- Yang, Y.-g.; Luo, X. Microstructure evolution and strengthening mechanism of air-hardening steel subjected to the austenitizing annealing treatment. Mater. Res. Express 2023, 10, 106502. [Google Scholar] [CrossRef]
- Emmanuel, D.M.; Gordon, S.J.; Kidder, M.D. Effect of Carbon and Manganese on the Quenching and Partitioning Response of CMnSi Steels. Isij Int. 2011, 51, 137–144. [Google Scholar]
- Dong, W.S.; Ryu, J.H.; Min, S.J. Medium-Alloy Manganese-Rich Transformation-Induced Plasticity Steels. J. Meta Llurgical Mater. Trans. 2013, 44, 286–293. [Google Scholar]
- Li, N.; Shi, J.; Chen, W.-l. Effect of Carbon Content on Microstructure and Mechanical Properties of Cold-rolled Medium Manganese Steel. Hot Work. Technol. 2012, 41, 5–8. [Google Scholar]
- Grajcar, A.; Kwany, W. Microstructural study on retained austenite in advanced highstrength multiphase 3Mn-1.5Al and 5Mn-1.5Al steels. J. Achiev. Mater. Manuf. Eng. 2012, 54, 168–177. [Google Scholar]
- Aydin, H.; Essadiqi, E.; Jung, I.H. Development of 3rd generation AHSS with medium Mn content alloying compositions. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2013, 564, 501–508. [Google Scholar] [CrossRef]
- Zhi, C.-c.; Ma, L.-f.; Huang, Q.-x. Effect of Reduction on Bonding Interface of Hot-rolled Wear-resistant Steel BTW1/Q345R Cladding Plate. J. Wuhan Univ. Technol. Mater Sci. 2018, 33, 952–958. [Google Scholar] [CrossRef]
- Bai, Z.-x.; Su, N.; Hang, Y. Wear characteristics of austenitic steel and martensitic steel at high temperature. Mater. Res. Express 2022, 9, 086504. [Google Scholar] [CrossRef]
- Ge, S.-r.; Wang, J.-x.; Wang, Q.-l. Self-strengthening wear resistant mechanism and application of medium manganese steel applied for the chute of scraper conveyor. J. China Coal Soc. 2016, 41, 2373–2379. [Google Scholar]
- Miao, C.-w.; GUO, Z.-w.; Yuan, C.-q. Coupling Mechanism and Friction Reduction Performance of Textured Cylinder-Piston Ring. Surf. Technol. 2020, 49, 124–133. [Google Scholar]
- Mo, D.-y.; Gong, M.-f.; Wu, H.-b. Surface Modification of 5Cr5MoWSi Steel and Tribological Properties. Mach. Des. Manuf. 2020, 12, 95–99. [Google Scholar]
- Zhang, H.-m. Study on friction and wear characteristics of GCr15/45# steel under lubrication conditions. Southwest Jiaotong Univ. 2010, 35, 5525. [Google Scholar]
- Liu, P.-t.; Huang, Q.-x. Characterization of hot deformation behavior of wear-resistant steel BTW1 using processing maps and constitutive equations. J. Iron Steel Res. Int. 2018, 25, 1054–1061. [Google Scholar] [CrossRef]
- Chen, H. Study on the wear properties and strengthening mechanism of manganese steel in deformation-induced hardening austenite. China Univ. Min. Technol. Y 2023, 36, 11–30. [Google Scholar]
- Astafurova, E.-G.; Tukeeva, M.-S.; Zakharova, G.-G. The role of twinning on microstructure and mechanical response of severely deformed single crystals of high-manganese austenitic steel. Mater. Charact. 2011, 62, 588–592. [Google Scholar] [CrossRef]
- Karaman, I.; Sehitoglu, H.; Gall, K. Deformation of single crystal Hadfield steel by twinning and slip. Acta Mater. 2015, 48, 1345–1359. [Google Scholar] [CrossRef]
- Hu, B.-j.; Zhen, Q.-y.; Lu, T. Recrystallization Controlling in a Cold-Rolled Medium Mn Steel and Its Effect on Mechanical Properties. Acta Metall. Sin. 2024, 60, 189–200. [Google Scholar]
- Xia, W.-z.; Patil, P.-P.; Chang, L. A novel microwall sliding test uncovering the origin of grain refined tribolayers. Acta Mater. 2023, 246, 118670. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Cr | V | Mo | P | Si | |
|---|---|---|---|---|---|---|---|
| BTW1 | 0.99 | 8.30 | 1.58 | 0.24 | 0.35 | 0.018 | 0.18 |
| Q345 | 0.15 | 1.40 | — | — | — | 0.013 | 0.35 |
| Grain Size (μm) | <10 μm | 10~20 μm | >20 μm |
|---|---|---|---|
| BTW1 | 75.1% | 16.2% | 8.7% |
| Yield Strength | Tensile Strength | Elongation | Impact Toughness | Original Hardness | Hardness after Use | |
|---|---|---|---|---|---|---|
| BTW1 | 400–480 MPa | 650–800 MPa | ≥20% | ≥30 J | ≤250 HBW | ≥450 HBW |
| Q345 | 265–345 MPa | 450–630 MPa | ≥21% | ≥34 J | 150–170 HBW | — |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, L.; Wang, K.; Meng, W.; Wang, Z.; Liu, P. Study on the Wear Resistance Performance of the Hot-Rolled BTW1/Q345 Composite Plate under Different Annealing Temperatures. Crystals 2024, 14, 772. https://doi.org/10.3390/cryst14090772
Huang L, Wang K, Meng W, Wang Z, Liu P. Study on the Wear Resistance Performance of the Hot-Rolled BTW1/Q345 Composite Plate under Different Annealing Temperatures. Crystals. 2024; 14(9):772. https://doi.org/10.3390/cryst14090772
Chicago/Turabian StyleHuang, Lei, Ke Wang, Wenjun Meng, Zhixia Wang, and Pengtao Liu. 2024. "Study on the Wear Resistance Performance of the Hot-Rolled BTW1/Q345 Composite Plate under Different Annealing Temperatures" Crystals 14, no. 9: 772. https://doi.org/10.3390/cryst14090772