Performance of Plain Woven Jute Fabric-Reinforced Polyester Matrix Composite in Multilayered Ballistic System

 ,
,  ,
, 
Abstract
:1. Introduction
2. Experimental Procedure
3. Results and Discussion
4. Conclusions
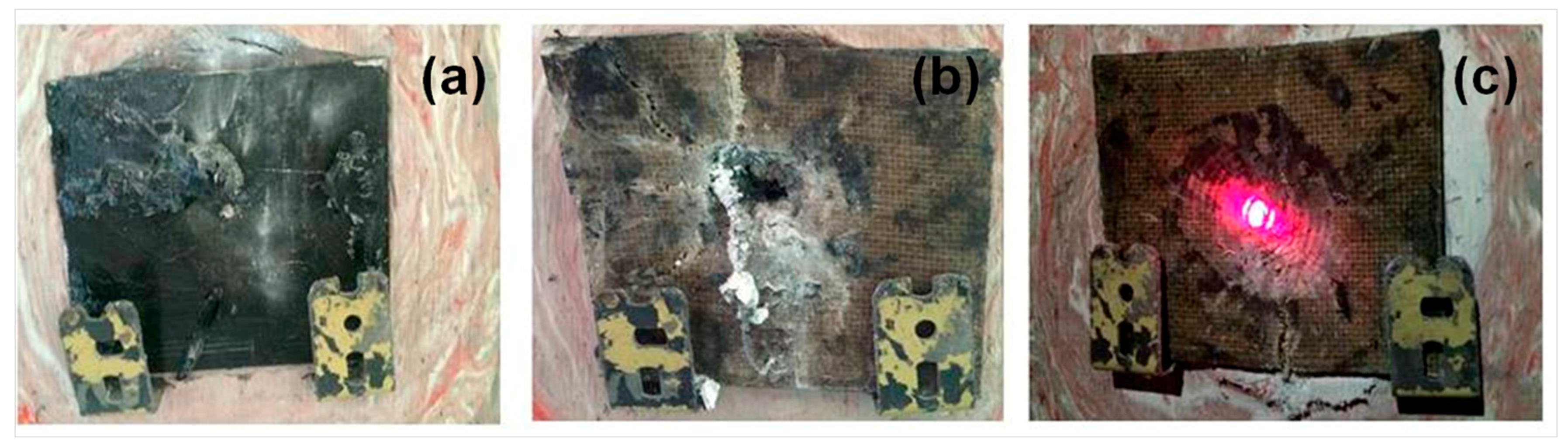
- Plain woven jute fabric-reinforced polyester composites, used as second layer of a multilayered armor system (MAS) with front ceramic and back aluminum alloy sheet, attended the international ballistic standard.
- The depth of indentation in a clay witness simulating a human body protected with a MAS as target against high velocity 7.62 mm bullet was practically the same, within the statistical precision, in the jute fabric composites and the Kevlar™ used as MAS second layers.
- Mechanisms of ceramic and bullet fragments capture are equally efficient for Kevlar™ and jute fabric composites. This is also verified in the values obtained for shock wave impedance of these materials.
- In spite of similar ballistic performance, the 30 vol % jute fabric-reinforced polyester composite, which is not destroyed after impact, has environmental and societal advantages that justify its substitution for Kevlar™ or other jute fabric composites as MAS second layer.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- US Department of Justice. NIJ Standard 0101.06, Ballistic Resistance of Personal Body Armor; US Department of Justice: Washington, DC, USA, 2008.
- Li, R.; Fan, Q.; Gao, R.; Huo, L.; Wang, F.; Wang, Y. Effects of dynamic mechanical properties on the ballistic performance of new near-β titanium alloy Ti684. Mater. Des. 2014, 62, 233–240. [Google Scholar] [CrossRef]
- Tasdemirci, A.; Tunusoglu, G.; Guden, M. The effect of the interlayer on the ballistic performance of ceramic/composite armors: Experimental and numerical study. Int. J. Impact Eng. 2012, 44, 1–9. [Google Scholar] [CrossRef]
- Jacobs, M.J.N.; Van Dingenen, J.L.J. Ballistic protection mechanisms in personal armor. J. Mater. Sci. 2001, 36, 3137–3142. [Google Scholar] [CrossRef]
- Abrate, S. Ballistic Impact on Composite Structures, 1st ed.; Cambridge University Press: Cambridge, UK, 1998; pp. 215–220. [Google Scholar]
- Lee, Y.S.; Wetzel, E.D.; Wagner, N.J. The ballistic impact characteristic of Kevlar® woven fabrics impregnated with a colloidal shear thickening fluid. J. Mater. Sci. 2003, 38, 2825–2833. [Google Scholar] [CrossRef]
- Morye, S.S.; Hine, P.J.; Duckett, R.A.; Carr, D.J.; Ward, I.M. Modeling of the energy absorption by polymer composites upon ballistic impact. Compos. Sci. Technol. 2000, 60, 2631–2642. [Google Scholar] [CrossRef]
- Lee, B.L.; Song, J.W.; Ward, J.E. Failure of Spectra® polyethylene fiber-reinforced composites under ballistic impact loading. Compos. Mater. 1994, 28, 1202–1226. [Google Scholar] [CrossRef]
- Medvedovski, E. Ballistic performance of armor ceramics: Influence of design and structure. Ceram. Int. 2010, 36, 2103–2127. [Google Scholar] [CrossRef]
- Meyers, M.A. Dynamic Behavior of Materials, 1st ed.; Wiley: New York, NY, USA, 1994; p. 183. [Google Scholar]
- Louro, L.H.L.; Meyers, M.A. Effect of stress state and microstructural parameters on impact damage of alumina-based ceramics. J. Mater. Sci. 1989, 24, 2516–2532. [Google Scholar] [CrossRef]
- Sorrentino, L.; Belline, C.; Corrado, A.; Poline, W.; Aricó, R. Ballistic performance evaluation of composite laminates in Kevlar 29. Proc. Eng. 2015, 88, 255–262. [Google Scholar] [CrossRef]
- Grujicic, M.; Glomski, P.S.; He, T.; Arakere, G.; Bell, W.C.; Cheeseman, B.A. Material modeling and ballistic-resistance analysis of armor-grade composites reinforced with high-performance fibers. J. Mater. Eng. Perform. 2009, 18, 1169–1182. [Google Scholar] [CrossRef]
- Mohanty, A.K.; Misra, M.; Drzal, L.T. Sustainable bio-composites from renewable resources: Opportunities and challenges in the green materials world. J. Polym. Environ. 2002, 10, 19–26. [Google Scholar] [CrossRef]
- Netravali, A.N.; Chabba, S. Composites get greener. Mater. Today 2003, 6, 22–29. [Google Scholar] [CrossRef]
- Crocker, J. Natural materials innovative natural composites. Mater. Technol. 2008, 23, 174–178. [Google Scholar] [CrossRef]
- John, M.J.; Thomas, S. Biofibers and biocomposites. Carbohydr. Polym. 2008, 71, 343–364. [Google Scholar] [CrossRef]
- Monteiro, S.N.; Lopes, F.P.D.; Barbosa, A.P.; Bevitori, A.B.; Silva, I.L.A.; Costa, L.L. Natural lignocellulosic fibers as engineering materials: An overview. Metall. Mater. Trans. A 2011, 42, 2963–2974. [Google Scholar] [CrossRef]
- Faruk, O.; Bledzki, A.K.; Fink, H.P.; Sain, M. Biocomposites reinforced with natural fibers. Prog. Polym. Sci. 2012, 37, 1555–1596. [Google Scholar] [CrossRef]
- Thakur, V.K.; Thakur, M.K.; Gupta, R.K. Review: Raw natural fibers based polymer composites. Int. J. Polym. Anal. Charact. 2014, 19, 256–271. [Google Scholar] [CrossRef]
- Güven, O.; Monteiro, S.N.; Moura, E.A.B.; Drelich, W. Re-emerging field of lignocellulosic fiber-polymer composites and ionizing radiation technology in their formulation. Polym. Rev. 2016, 56, 702–736. [Google Scholar] [CrossRef]
- Holbery, J.; Houston, D. Natural fiber reinforced polymer composites in automotive applications. JOM 2006, 58, 80–86. [Google Scholar] [CrossRef]
- Zah, R.; Hischier, R.; Leal, A.L.; Brown, I. Curaua fibers in automobile industry: A sustainable assessment. J. Clean. Prod. 2007, 15, 1032–1040. [Google Scholar] [CrossRef]
- Thomas, S.; Paul, S.A.; Pothan, L.A.; Deepa, B. Natural fibers: Structure, properties ad applications. In Cellulose Fibers: Bio- and Nano-Polymer Composites; Kalia, S., Kath, B.S., Kaur, I., Eds.; Springer: Berlin/Heidelberg, Germany, 2011; pp. 3–42. [Google Scholar]
- Ali, A.; Shaker, Z.R.; Khalina, A.; Sapuan, S.M. Development of anti-ballistic board from ramie fiber. Polym. Plast. Technol. Eng. 2011, 50, 622–634. [Google Scholar] [CrossRef]
- Wambua, P.; Vangrimde, B.; Lomov, S.; Verpoest, I. The response of natural fiber composites to ballistic impact by fragment simulating projectiles. Compos. Struct. 2007, 77, 232–240. [Google Scholar] [CrossRef]
- Abidin, M.H.Z.; Mohamad, M.A.H.; Zaidi, A.M.A.; Mat, W.A.W. Experimental study on ballistic resistance of sandwich panel protection structure with kenaf foam as a core material against small arm bullet. Appl. Mech. Mater. 2013, 315, 612–615. [Google Scholar] [CrossRef]
- Cruz, R.B.; Lima, E.P., Jr.; Monteiro, S.N.; Louro, L.H.L. Giant bamboo fiber reinforced epoxy composite in multilayered ballistic armor. Mater. Res. 2015, 18 (Suppl. 2), 70–75. [Google Scholar] [CrossRef]
- Monteiro, S.N.; Louro, L.H.L.; Trindade, W.; Elias, C.N.; Ferreira, C.L.; Lima, E.S.; Weber, R.P.; Suarez, J.M.; Figueiredo, A.B.; Pinheiro, W.A.; et al. Natural curaua fiber-reinforced composites in multilayered ballistic armor. Metall. Mater. Trans. A 2015, 46, 4567–4577. [Google Scholar] [CrossRef]
- Rohen, L.A.; Margem, F.M.; Monteiro, S.N.; Vieira, C.M.F.; Araujo, B.M.; Lima, E.S. Ballistic efficiency of an individual epoxy composite reinforced with sisal fibers in multilayered armor. Mater. Res. 2015, 18 (Suppl. 2), 55–62. [Google Scholar] [CrossRef]
- Monteiro, S.N.; Braga, F.O.; Lima, E.P., Jr.; Louro, L.H.L.; Silva, L.C.; Drelich, J.W. Promising curaua fiber-reinforced polyester composite. Polym. Eng. Sci. 2016. [Google Scholar] [CrossRef]
- Luz, F.S.; Lima, E.P., Jr.; Louro, L.H.L.; Monteiro, S.N. Ballistic test of multilayered armor with intermediate epoxy composite reinforced with jute fabric. Mater. Res. 2015, 18 (Suppl. 2), 170–177. [Google Scholar] [CrossRef]
- Monteiro, S.N.; Milanezi, T.L.; Louro, L.H.L.; Lima, E.P., Jr.; Braga, F.O.; Gomes, A.V.; Drelich, J.W. Novel ballistic ramie fabric composite competing with Kevlar™ fabric in multilayered armor. Mater. Des. 2016, 96, 263–269. [Google Scholar] [CrossRef]
- Da Luz, F.S.; Monteiro, S.N.; Lima, E.S.; Lima, E.P., Jr. Ballistic application of coir fiber reinforced epoxy composite in multilayered armor. Mater. Res. 2017. [Google Scholar] [CrossRef]
- Monteiro, S.N.; Lima, E.P., Jr.; Louro, L.H.L.; Silva, L.C.; Drelich, J.W. Unlocking function of aramid fibers in multilayered ballistic armor. Metall. Mater. Trans. A 2015, 46, 37–40. [Google Scholar] [CrossRef]
- Monteiro, S.N.; Lopes, F.P.D.; Ferreira, A.S.; Nascimento, D.C.O. Natural fiber polymer matrix composites: Cheaper, tougher and environmentally friendly. JOM 2009, 61, 17–22. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| MAS Target with Second Layer | Depth of Indentation (mm) | Modulus (β) | Precision (R2) |
|---|---|---|---|
| 10 vol % jute fabric polyester composite | 18 ± 3 | 6.81 | 0.96 |
| 20 vol % jute fabric polyester composite | 23 ± 3 | 9.29 | 0.94 |
| 30 vol % jute fabric polyester composite | 17 ± 2 | 9.76 | 0.98 |
| Kevlar™ | 21 ± 3 | 8.43 | 0.90 |
| Second Layer at Ceramic Interface | Up (m/s) | P (GPa) | Us (m/s) | Z (106 kg/m2s) |
|---|---|---|---|---|
| Polyester-10 vol % jute fabric | 741 | 2.02 | 2440 | 2.74 |
| Polyester-20 vol % jute fabric | 733 | 2.34 | 2798 | 3.19 |
| Polyester-30 vol % jute fabric | 724 | 2.61 | 3105 | 3.60 |
| Kevlar™ | 715 | 2.99 | 2909 | 4.19 |
| MAS Component | Vi (m/s) | Vr (m/s) | E (kJ) | ΔEd (%) |
|---|---|---|---|---|
| Al2O3 ceramic | 848 ± 6 | 567 ± 43 | 1.93 ± 0.310 | 71.75 |
| 10 vol % jute fabric polyester composite | 838 ± 3 | 805 ± 7 | 0.26 ± 0.004 | 9.67 |
| 20 vol % jute fabric polyester composite | 837 ± 4 | 807 ± 5 | 0.24 ± 0.006 | 8.92 |
| 30 vol % jute fabric polyester composite | 837 ± 8 | 812 ± 8 | 0.20 ± 0.008 | 7.44 |
| Kevlar™ | 848 ± 6 | 841 ± 7 | 0.06 ± 0.001 | 2.23 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Monteiro, S.N.; Pereira, A.C.; Ferreira, C.L.; Pereira Júnior, É.; Weber, R.P.; Assis, F.S.d. Performance of Plain Woven Jute Fabric-Reinforced Polyester Matrix Composite in Multilayered Ballistic System. Polymers 2018, 10, 230. https://doi.org/10.3390/polym10030230
Monteiro SN, Pereira AC, Ferreira CL, Pereira Júnior É, Weber RP, Assis FSd. Performance of Plain Woven Jute Fabric-Reinforced Polyester Matrix Composite in Multilayered Ballistic System. Polymers. 2018; 10(3):230. https://doi.org/10.3390/polym10030230
Chicago/Turabian StyleMonteiro, Sergio Neves, Artur Camposo Pereira, Carlos Luiz Ferreira, Édio Pereira Júnior, Ricardo Pondé Weber, and Foluke Salgado de Assis. 2018. "Performance of Plain Woven Jute Fabric-Reinforced Polyester Matrix Composite in Multilayered Ballistic System" Polymers 10, no. 3: 230. https://doi.org/10.3390/polym10030230
APA StyleMonteiro, S. N., Pereira, A. C., Ferreira, C. L., Pereira Júnior, É., Weber, R. P., & Assis, F. S. d. (2018). Performance of Plain Woven Jute Fabric-Reinforced Polyester Matrix Composite in Multilayered Ballistic System. Polymers, 10(3), 230. https://doi.org/10.3390/polym10030230