Mueller Matrix Measurement of Electrospun Fiber Scaffolds for Tissue Engineering

 ,
,
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Electrospun Fiber Scaffolds
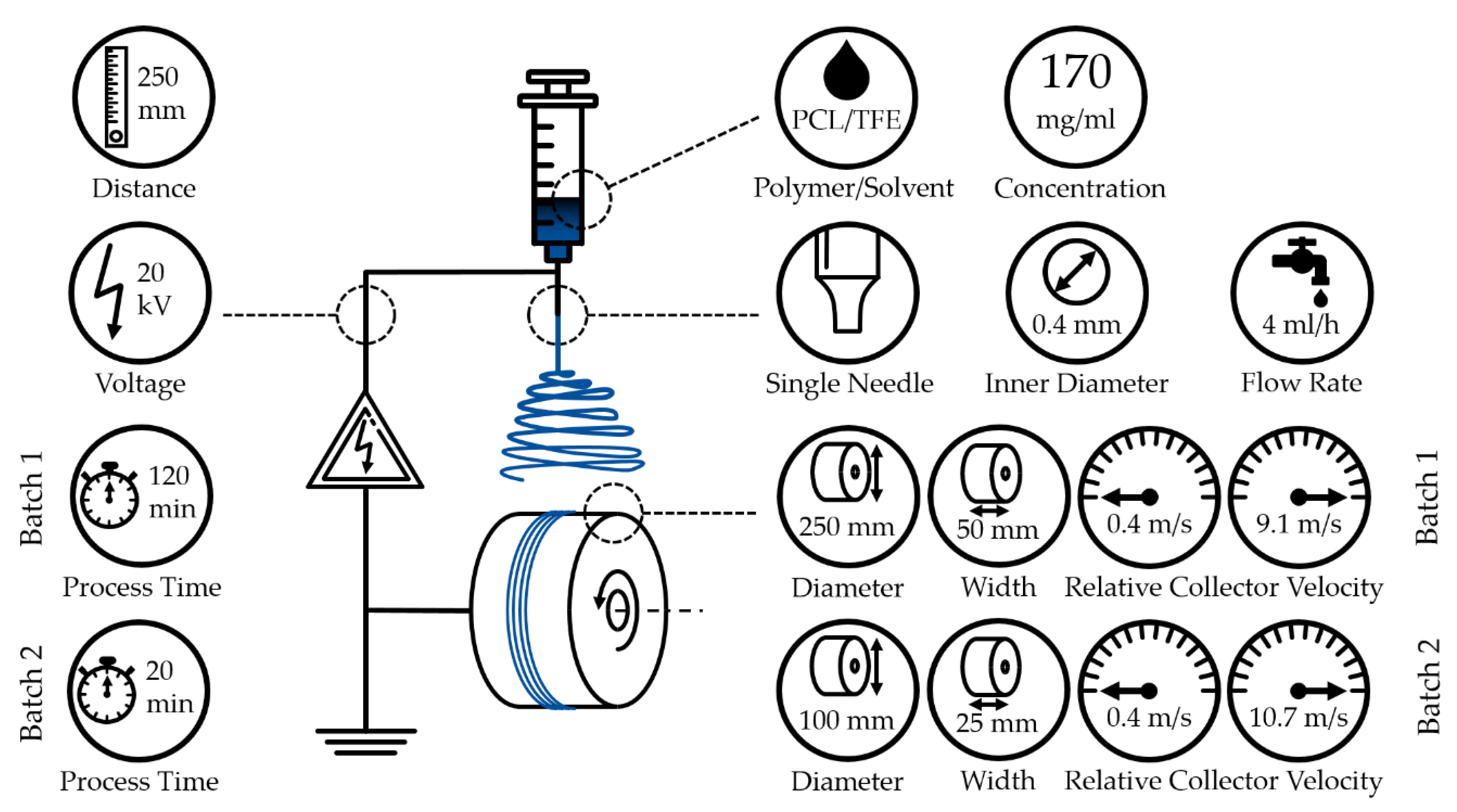
2.1.1. Processing System
2.1.2. Parameter Settings and Experimental Procedure
2.1.3. Measurement of Fiber Alignment
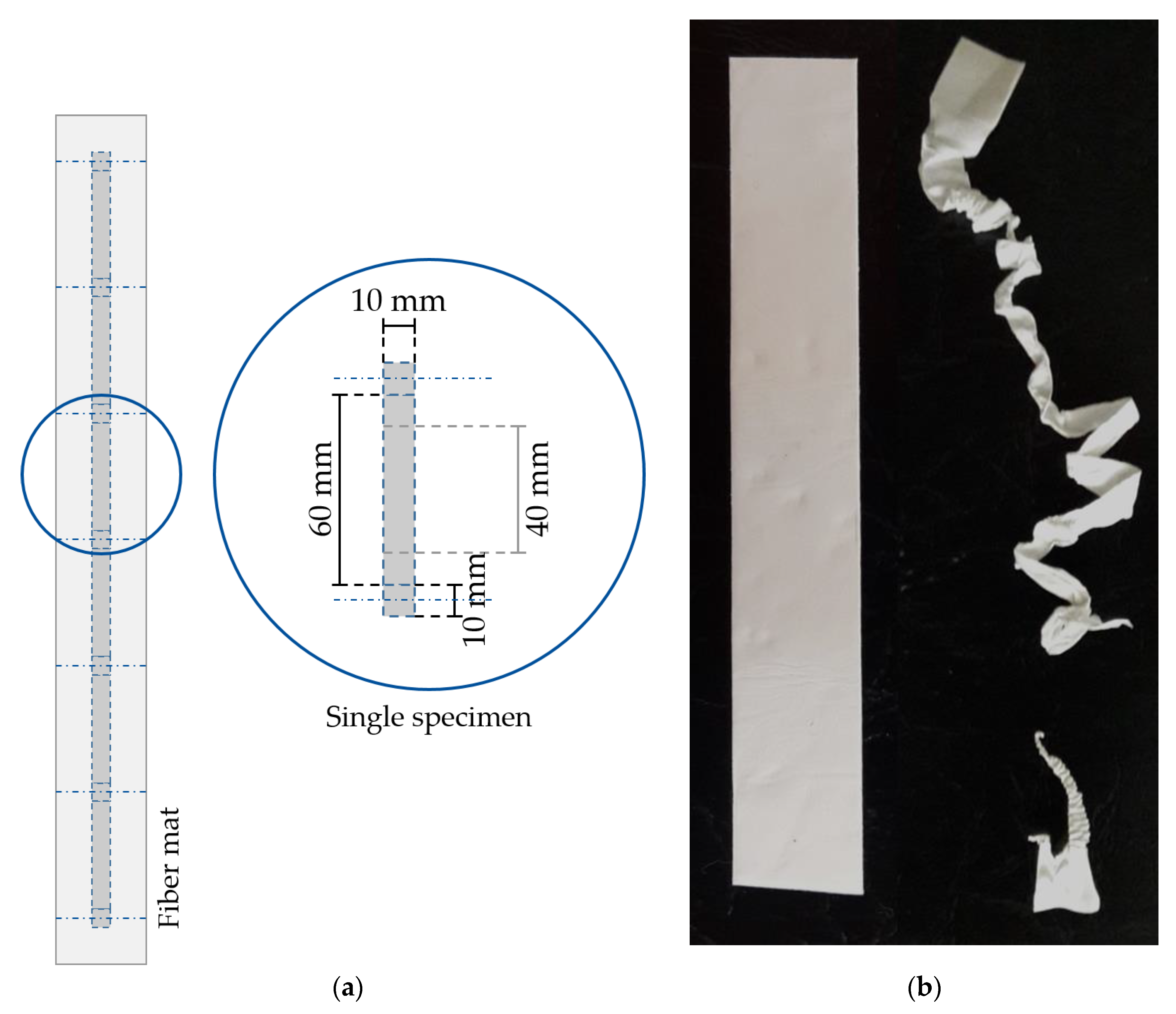
2.1.4. Mechanical Testing
2.2. Mueller Matrix Measurement System
2.2.1. The Mueller Matrix
2.2.2. Mueller Matrix Imaging
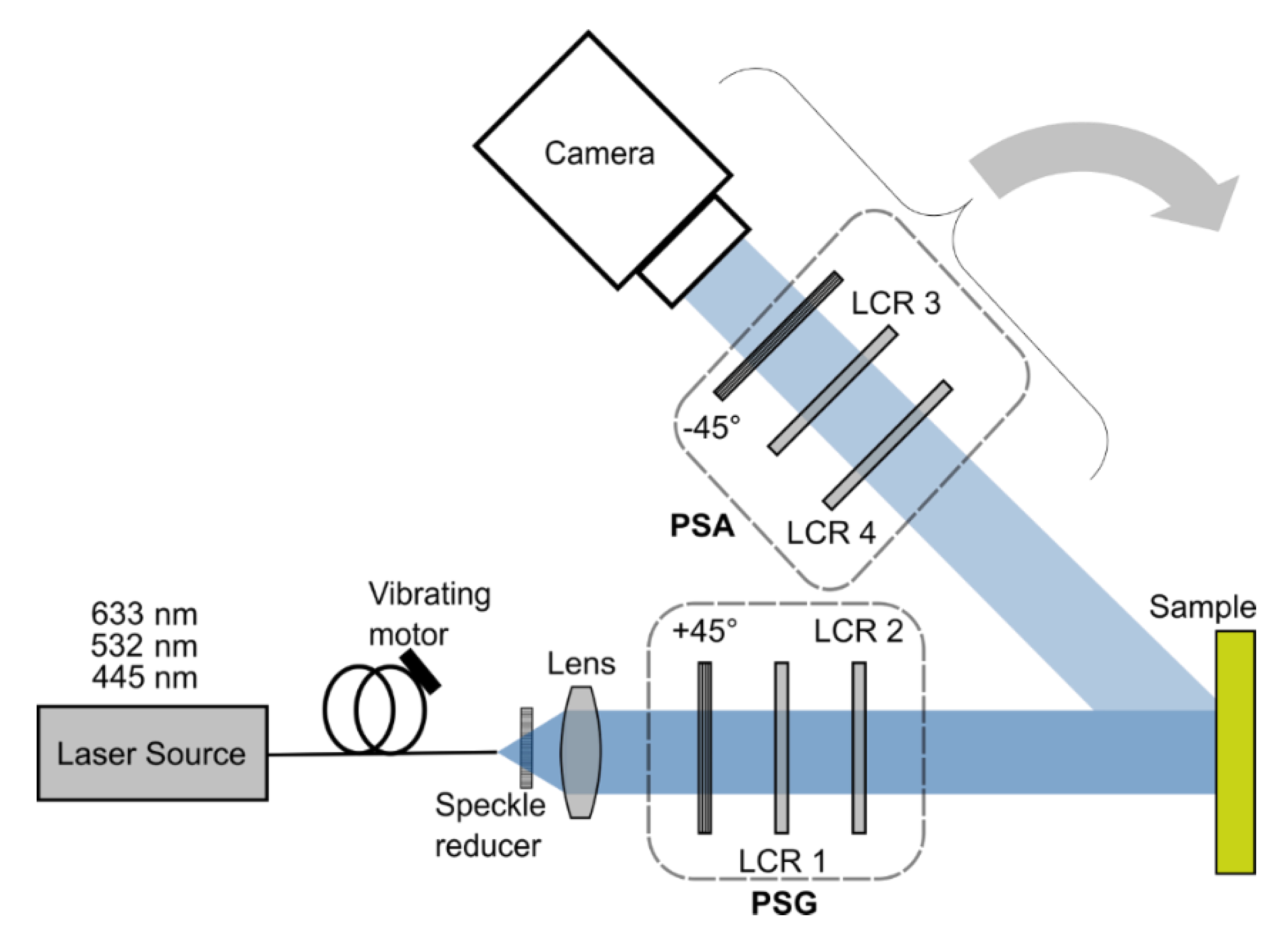
2.2.3. The Mueller Matrix Measurement System
3. Results
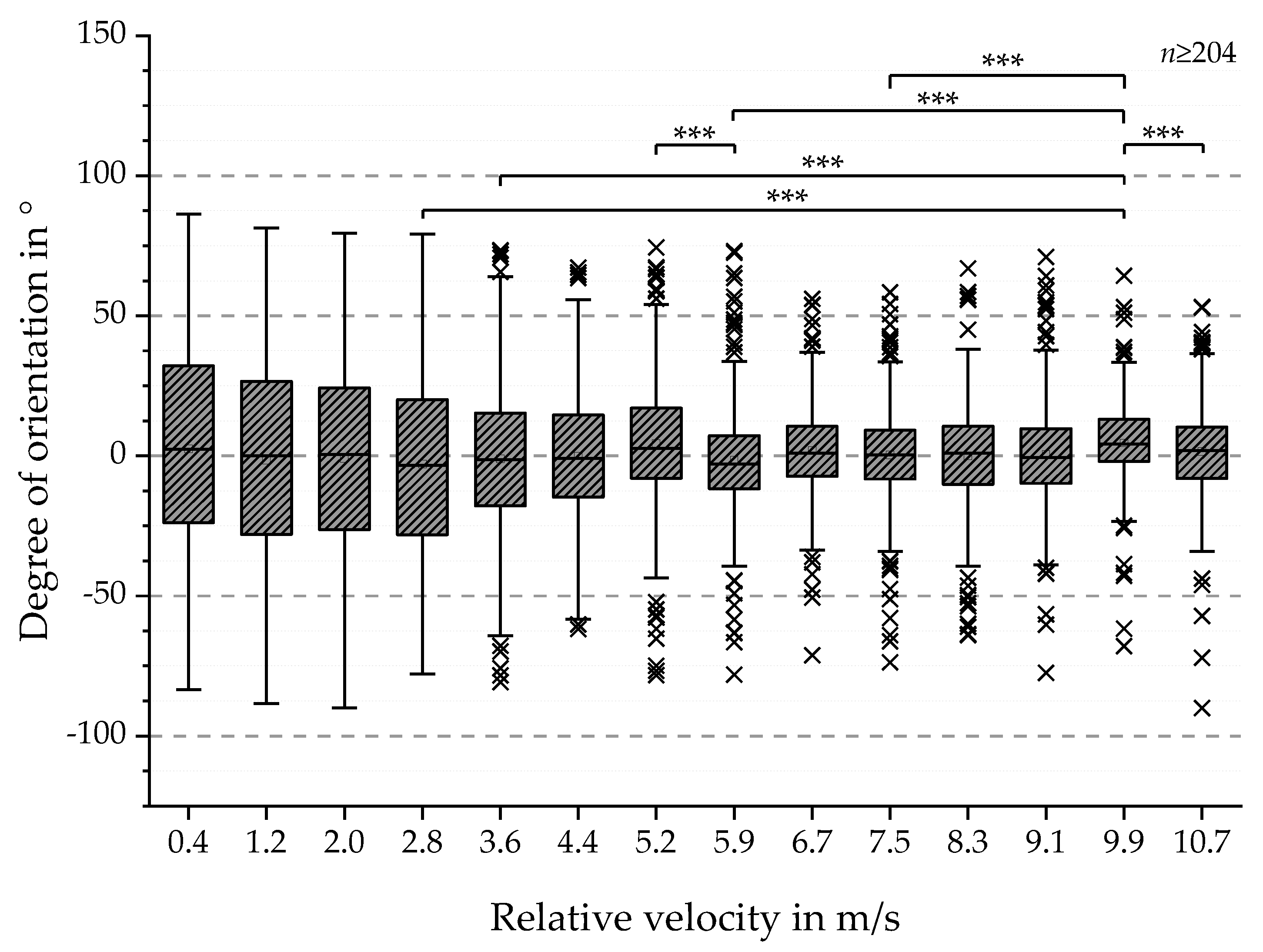
3.1. Fiber Orientation
3.2. Mechanical Testing
3.3. MM Measurements
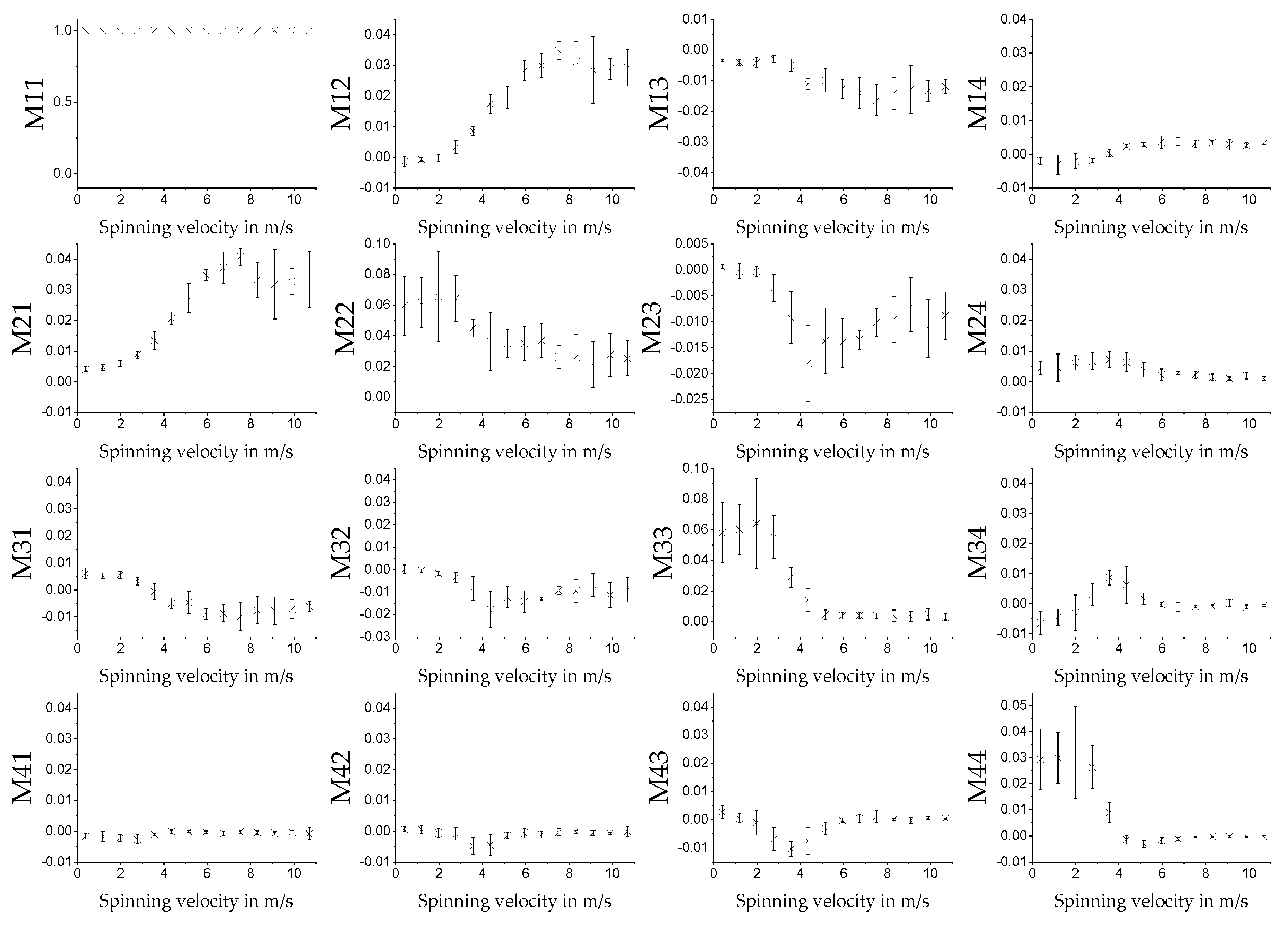
3.3.1. MM for Different Spin Velocities in Transmission
3.3.2. Key Figures for Different Spin Velocities
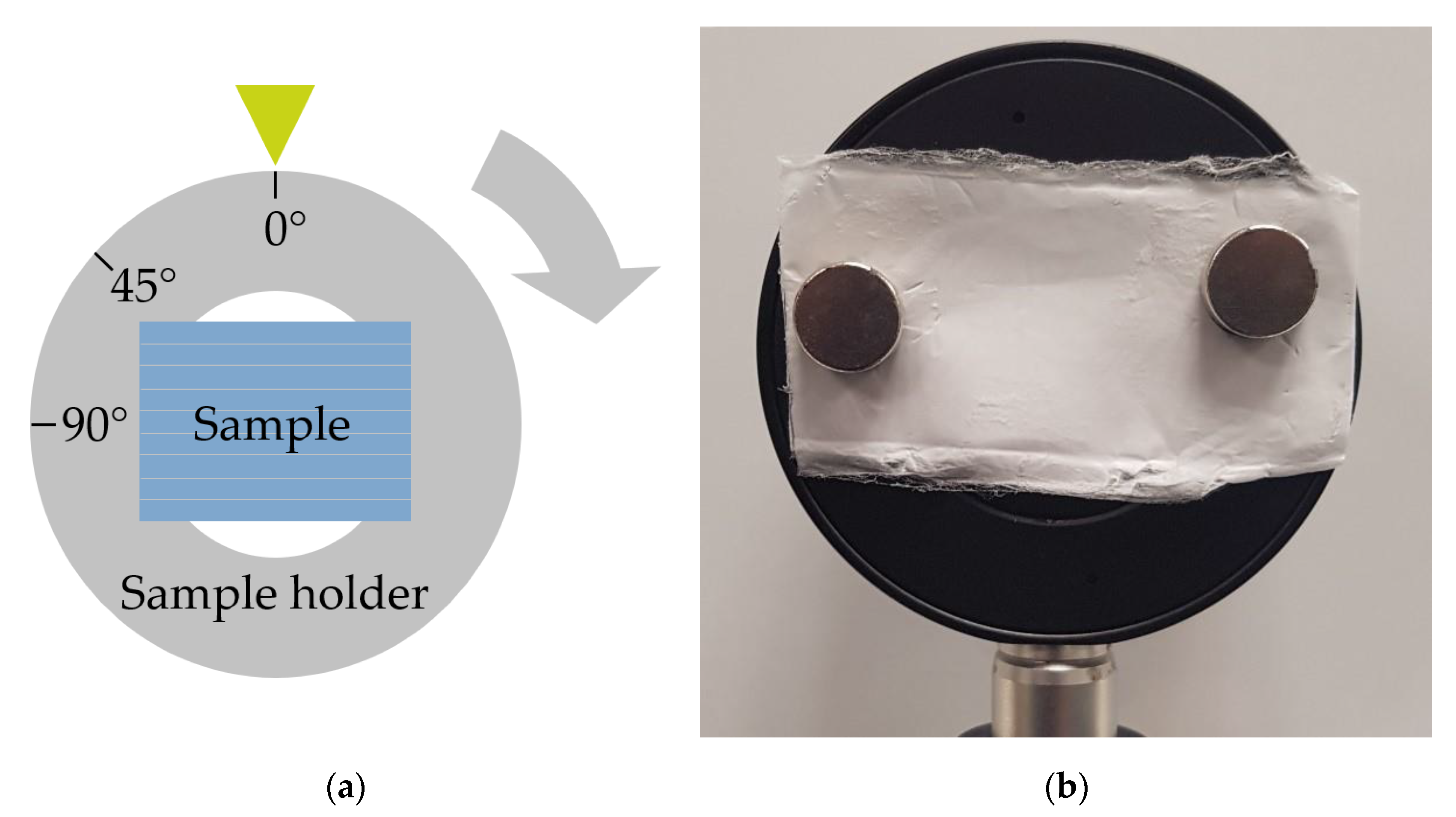
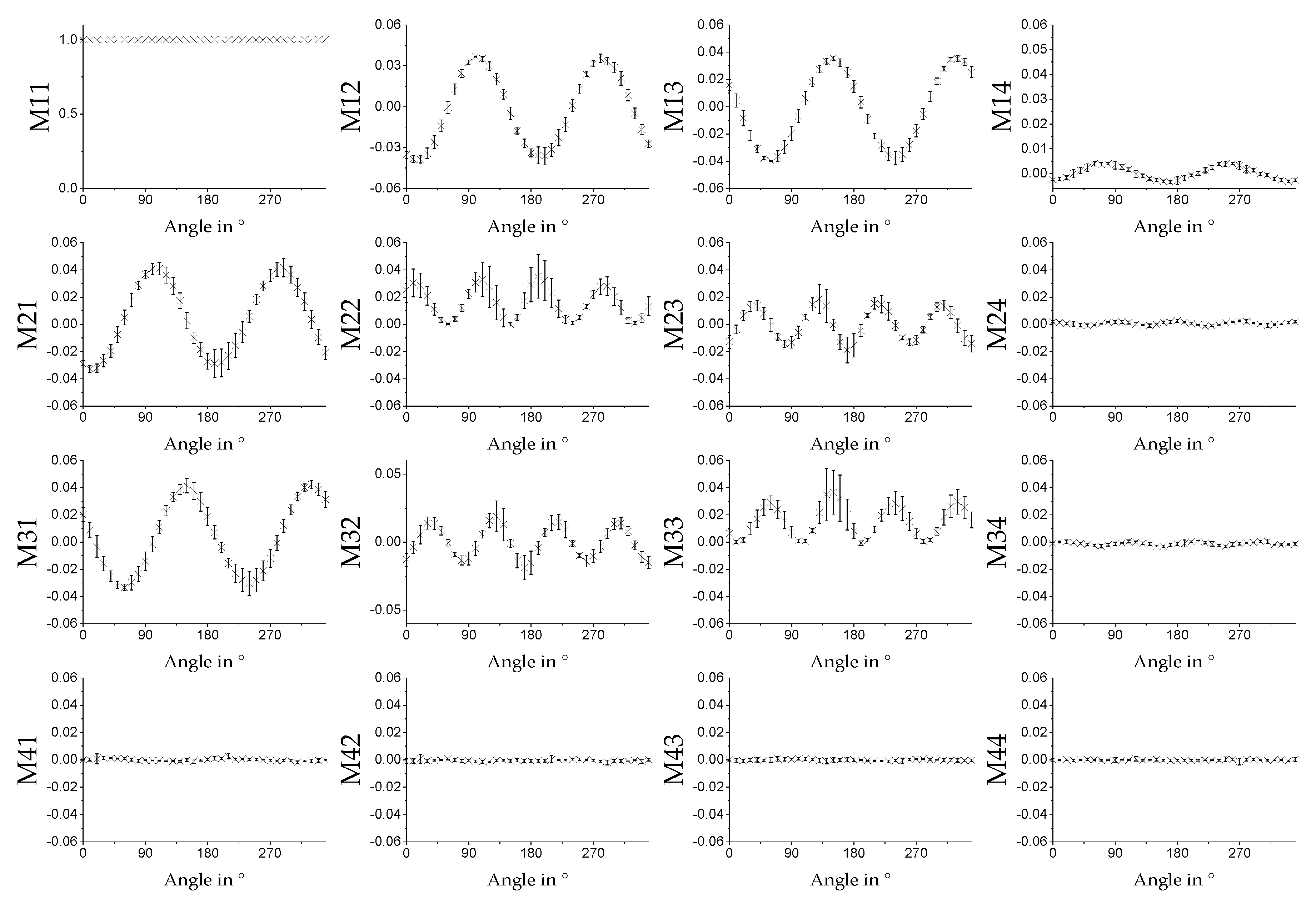
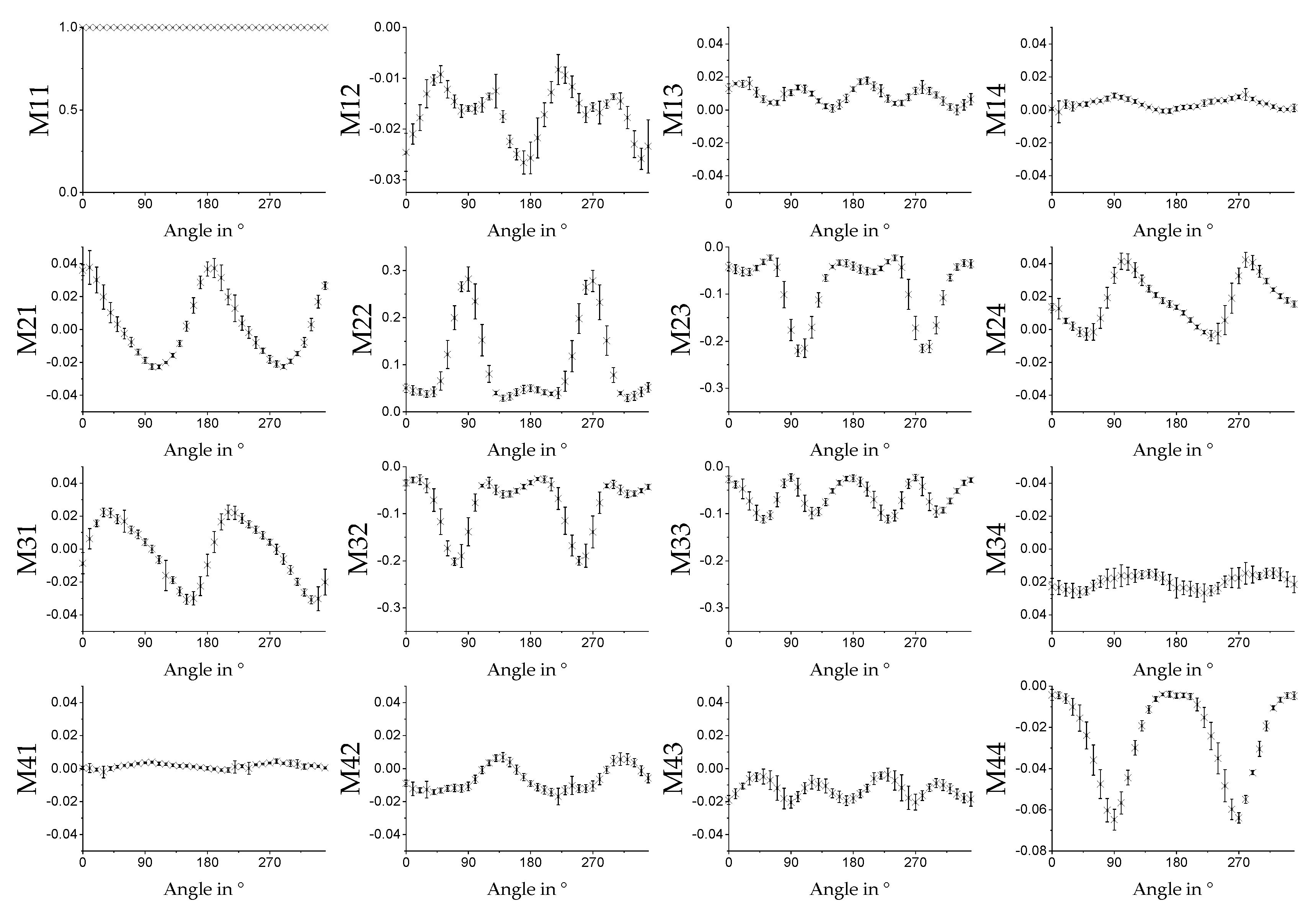
3.3.3. MM Information about Relative Orientation of the Fibers
4. Discussion
5. Conclusions
6. Patents
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Yang, C.; Deng, G.; Chen, W.; Ye, X.; Mo, X. A novel electrospun-aligned nanoyarn-reinforced nanofibrous scaffold for tendon tissue engineering. Colloids Surf. B Biointerfaces 2014, 122, 270–276. [Google Scholar] [CrossRef] [PubMed]
- Gryshkov, O.; Müller, M.; Leal-Marin, S.; Mutsenko, V.; Suresh, S.; Kapralova, V.M.; Glasmacher, B. Advances in the application of electrohydrodynamic fabrication for tissue engineering. J. Phys. Conf. Ser. 2019, 1236, 12024. [Google Scholar] [CrossRef] [Green Version]
- de Cassan, D.; Hoheisel, A.L.; Glasmacher, B.; Menzel, H. Impact of sterilization by electron beam, gamma radiation and X-rays on electrospun poly-(ε-caprolactone) fiber mats. J. Mater. Sci. Mater. Med. 2019, 30, 42. [Google Scholar] [CrossRef] [PubMed]
- Bode, M.; Mueller, M.; Zernetsch, H.; Glasmacher, B. Electrospun vascular grafts with anti-kinking properties. Curr. Dir. Biomed. Eng. 2015, 1, 459. [Google Scholar] [CrossRef]
- Müller, M. Faserbasierte abbaubare kardiovaskuläre Gefäßprothesen: Entwicklung, Herstellung und Prüfung; TEWISS Verlag: Garbsen, Germany, 2018. [Google Scholar]
- Szentivanyi, A.; Chakradeo, T.; Zernetsch, H.; Glasmacher, B. Electrospun cellular microenvironments: Understanding controlled release and scaffold structure. Adv. Drug Deliv. Rev. 2011, 63, 209–220. [Google Scholar] [CrossRef]
- Szentivanyi, A.L.; Zernetsch, H.; Menzel, H.; Glasmacher, B. A review of developments in electrospinning technology: New opportunities for the design of artificial tissue structures. Int. J. Artif. Organs 2011, 34, 986–997. [Google Scholar] [CrossRef]
- Zernetsch, H. Gezielte Beeinflussung der Mikro- und Makrostruktur polymerer Trägerstrukturen beim Elektrospinnen; Erstausgabe, neue Ausgabe TEWISS: Garbsen, Germany, 2016. [Google Scholar]
- Zernetsch, H.; Repanas, A.; Rittinghaus, T.; Mueller, M.; Alfred, I.; Glasmacher, B. Electrospinning and mechanical properties of polymeric fibers using a novel gap-spinning collecto. Fibers Polym. 2016, 17, 1025–1032. [Google Scholar] [CrossRef]
- Cassan, D.; Becker, A.; Glasmacher, B.; Roger, Y.; Hoffmann, A.; Gengenbach, T.R.; Easton, C.D.; Hänsch, R.; Menzel, H. Blending chitosan-g-poly(caprolactone) with poly(caprolactone) by electrospinning to produce functional fiber mats for tissue engineering applications. J. Appl. Polym. Sci. 2019, 94, 48650. [Google Scholar] [CrossRef]
- Croisier, F.; Duwez, A.-S.; Jérôme, C.; Léonard, A.F.; van der Werf, K.O.; Dijkstra, P.J.; Bennink, M.L. Mechanical testing of electrospun PCL fibers. Acta Biomater. 2012, 8, 218–224. [Google Scholar] [CrossRef]
- Yang, Y.; Jia, Z.; Liu, J.; Li, Q.; Hou, L.; Wang, L.; Guan, Z. Effect of electric field distribution uniformity on electrospinning. J. Appl. Phys. 2008, 103, 104307. [Google Scholar] [CrossRef]
- Thoppey, N.M.; Bochinski, J.R.; Clarke, L.I.; Gorga, R.E. Unconfined fluid electrospun into high quality nanofibers from a plate edge. Polymer 2010, 51, 4928–4936. [Google Scholar] [CrossRef]
- Suresh, S.; Gryshkov, O.; Glasmacher, B. Impact of setup orientation on blend electrospinning of poly-ε-caprolactone-gelatin scaffolds for vascular tissue engineering. Int. J. Artif. Organs 2018, 41, 801–810. [Google Scholar] [CrossRef] [PubMed]
- Rogina, A. Electrospinning process: Versatile preparation method for biodegradable and natural polymers and biocomposite systems applied in tissue engineering and drug delivery. Appl. Surf. Sci. 2014, 296, 221–230. [Google Scholar] [CrossRef]
- Gomes, S.R.; Rodrigues, G.; Martins, G.G.; Roberto, M.A.; Mafra, M.; Henriques, C.M.R.; Silva, J.C. In Vitro and In Vivo evaluation of electrospun nanofibers of PCL, chitosan and gelatin: A comparative study. Mater. Sci. Eng. C Mater. Biol. Appl. 2015, 46, 348–358. [Google Scholar] [CrossRef] [PubMed]
- Richard-Lacroix, M.; Pellerin, C. Molecular Orientation in Electrospun Fibers: From Mats to Single Fibers. Macromolecules 2013, 46, 9473–9493. [Google Scholar] [CrossRef]
- Zernetsch, H.; Repanas, A.; Gryshkov, A.; Al Halabi, F.; Rittinghaus, T.; Wienecke, S.; Müller, M.; Glasmacher, B. Solving Biocompatibility Layer by Layer: Designing Scaffolds for Tissues, Biomedizinische Technik. Biomed. Eng. 2013, 58 (Suppl. 1). [Google Scholar] [CrossRef] [Green Version]
- Park, S.; Park, K.; Yoon, H.; Son, J.; Min, T.; Kim, G. Apparatus for preparing electrospun nanofibers: Designing an electrospinning process for nanofiber fabrication. Polym. Int. 2007, 56, 1361–1366. [Google Scholar] [CrossRef]
- Glasmacher, B.; Gryshkov, A.R.A.O.; Halabi, F.A.L.; Rittinghaus, T.; Kortlepel, R.; Wienecke, S.; Müller, M.; Zernetsch, H. Layer by Layer: Designing Scaffolds for Cardiovscular Tissues. In Proceedings of the XIII Mediterranean Conference on Medical and Biological Engineering and Computing 2013. MEDICON 2013, Seville, Spain, 25–28 September 2013; Romero, L.M.R., Ed.; Springer: Berlin, Germany, 2014; Volume 41, pp. 1638–1640. [Google Scholar]
- Huang, Z.-M.; Zhang, Y.-Z.; Kotaki, M.; Ramakrishna, S. A review on polymer nanofibers by electrospinning and their applications in nanocomposites. Compos. Sci. Technol. 2003, 63, 2223–2253. [Google Scholar] [CrossRef]
- Becker, A.; Zernetsch, H.; Mueller, M.; Glasmacher, B. A novel coaxial nozzle for in-process adjustment of electrospun scaffolds’ fiber diameter. Curr. Dir. Biomed. Eng. 2015, 1, 14. [Google Scholar] [CrossRef]
- Bhardwaj, N.; Kundu, S.C. Electrospinning: A fascinating fiber fabrication technique. Biotechnol. Adv. 2010, 28, 325–347. [Google Scholar] [CrossRef]
- Gniesmer, S.; Brehm, R.; Hoffmann, A.; de Cassan, D.; Menzel, H.; Hoheisel, A.-L.; Glasmacher, B.; Willbold, E.; Reifenrath, J.; Wellmann, M.; et al. In Vivo analysis of vascularization and biocompatibility of electrospun polycaprolactone fibre mats in the rat femur chamber. J. Tissue Eng. Regen. Med. 2019, 13, 1190–1202. [Google Scholar] [CrossRef] [PubMed]
- Qing, H.; Jin, G.; Zhao, G.; Huang, G.; Ma, Y.; Zhang, X.; Sha, B.; Luo, Z.; Lu, T.J.; Xu, F. Heterostructured Silk-Nanofiber-Reduced Graphene Oxide Composite Scaffold for SH-SY5Y Cell Alignment and Differentiation. ACS Appl. Mater. Interfaces 2018, 10, 39228–39237. [Google Scholar] [CrossRef] [PubMed]
- Mathew, G.; Hong, J.P.; Rhee, J.M.; Leo, D.J.; Nah, C. Preparation and anisotropic mechanical behavior of highly-oriented electrospun poly (butylene terephthalate) fibers. J. Appl. Polym. Sci. 2006, 101, 2017–2021. [Google Scholar] [CrossRef]
- Bellan, L.M.; Craighead, H.G. Molecular orientation in individual electrospun nanofibers measured via polarized Raman spectroscopy. Polymer 2008, 49, 3125–3129. [Google Scholar] [CrossRef]
- Arras, M.M.L.; Grasl, C.; Bergmeister, H.; Schima, H. Electrospinning of aligned fibers with adjustable orientation using auxiliary electrodes. Sci. Technol. Adv. Mater. 2012, 13, 35008. [Google Scholar] [CrossRef]
- Ayres, C.E.; Jha, B.S.; Meredith, H.; Bowman, J.R.; Bowlin, G.L.; Henderson, S.C.; Simpson, D.G. Measuring fiber alignment in electrospun scaffolds: A user’s guide to the 2D fast Fourier transform approach. J. Biomater. Sci. Polym. Ed. 2008, 19, 603–621. [Google Scholar]
- Kim, J.I.; Hwang, T.I.; Aguilar, L.E.; Park, C.H.; Kim, C.S. A Controlled Design of Aligned and Random Nanofibers for 3D Bi-functionalized Nerve Conduits Fabricated via a Novel Electrospinning Set-up. Sci. Rep. 2016, 6, 23761. [Google Scholar] [CrossRef] [Green Version]
- McClure, M.J.; Sell, S.A.; Ayres, C.E.; Simpson, D.G.; Bowlin, G.L. Electrospinning-aligned and random polydioxanone-polycaprolactone-silk fibroin-blended scaffolds: Geometry for a vascular matrix. Biomed. Mater. 2009, 4, 55010. [Google Scholar] [CrossRef]
- Nitti, P.; Gallo, N.; Natta, L.; Scalera, F.; Palazzo, B.; Sannino, A.; Gervaso, F. Influence of Nanofiber Orientation on Morphological and Mechanical Properties of Electrospun Chitosan Mats. J. Healthc. Eng. 2018, 2018. [Google Scholar] [CrossRef]
- Hotaling, N.A.; Bharti, K.; Kriel, H.; Simon, C.G. DiameterJ: A validated open source nanofiber diameter measurement tool. Biomaterials 2015, 61, 327–338. [Google Scholar] [CrossRef] [Green Version]
- Chronakis, I.S.; Grapenson, S.; Jakob, A. Conductive polypyrrole nanofibers via electrospinning: Electrical and morphological properties. Polymer 2006, 47, 1597–1603. [Google Scholar] [CrossRef]
- Azzam, R.M.A. Stokes-vector and Mueller-matrix polarimetry, Journal of the Optical Society of America. J. Opt. Image Sci. Vis. 2016, 33, 1396–1408. [Google Scholar] [CrossRef]
- Nicolai, L. Über die Polarisation von Licht durch die menschliche Haut. Pflgers Archiv 1958, 265, 488–492. [Google Scholar] [CrossRef]
- Qi, J.; Elson, D.S. Mueller polarimetric imaging for surgical and diagnostic applications: A review. J. Biophotonics 2017, 10, 950–982. [Google Scholar] [CrossRef] [Green Version]
- Ghosh, N.; Vitkin, I.A. Tissue polarimetry. Concepts, challenges, applications, and outlook. J. Biomed. Opt. 2011, 16, 110801. [Google Scholar] [CrossRef] [Green Version]
- Alali, S.; Vitkin, A. Polarized light imaging in biomedicine: Emerging Mueller matrix methodologies for bulk tissue assessment. J. Biomed. Opt. 2015, 20, 61104. [Google Scholar] [CrossRef]
- Fricke, D.; Maas, S.; Jütte, L.; Wollweber, M.; Roth, B. Non-contact fast Mueller matrix measurement system for investigation of inflammatory skin diseases. In Photonic Diagnosis and Treatment of Infections and Inflammatory Diseases II; SPIE: Washington, DC, USA, 2019; p. 6. [Google Scholar]
- Fricke, D.; Maas, S.; Wollweber, M.; Roth, B. Liquid crystal retarders for fully automated fast measurement of the Mueller matrix of the skin without moving parts. In Proceedings of the 119. Jahrestagung der DGaO, Aalen, Germany, 22–26 May 2018. [Google Scholar]
- Fricke, D.; Denker, E.; Heratizadeh, A.; Werfel, T.; Wollweber, M.; Roth, B. Non-Contact Dermatoscope with Ultra-Bright Light Source and Liquid Lens-Based Autofocus Function. Appl. Sci. 2019, 9, 2177. [Google Scholar] [CrossRef] [Green Version]
- Wang, J.; Li, X.; Zou, Y.; Sheng, Y. Mueller matrix imaging of electrospun ultrafine fibers for morphology detection. Appl. Opt. 2019, 58, 3481–3489. [Google Scholar] [CrossRef]
- Zhou, J.; He, H.; Chen, Z.; Wang, Y.; Ma, H. Modulus design multiwavelength polarization microscope for transmission Mueller matrix imaging. J. Biomed. Opt. 2018, 23, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Li, X.; Zhu, Y.; Ma, H.; Sheng, Y. A polarization method for quickly distinguishing the morphology of electro-spun ultrafine fibers. Chin. Chem. Lett. 2018, 29, 1317–1320. [Google Scholar] [CrossRef]
- Wang, L.; Wu, Y.; Guo, B.; Ma, P.X. Nanofiber Yarn/Hydrogel Core-Shell Scaffolds Mimicking Native Skeletal Muscle Tissue for Guiding 3D Myoblast Alignment, Elongation, and Differentiation. ACS Nano 2015, 9, 9167–9179. [Google Scholar] [CrossRef] [PubMed]
- Brewster, D. Experiments on the Depolarization of Light as Exhibited by Various Mineral, Animal, and Vegetable Bodies, with a Reference of the Phenomena to the General Principles of Polarization. Proc. R. Soc. Lond. 1833. [Google Scholar] [CrossRef]
- Fallet, C.; Pierangelo, A.; Ossikovski, R.; de Martino, A. Experimental validation of the symmetric decomposition of Mueller matrices. Opt. Express 2010, 18, 831–842. [Google Scholar] [CrossRef] [PubMed]
- Lu, S.-Y.; Chipman, R.A. Interpretation of Mueller matrices based on polar decomposition. J. Opt. Soc. Am. A 1996, 13, 1106. [Google Scholar] [CrossRef]
- Morio, J.; Goudail, F. Influence of the order of diattenuator, retarder, and polarizer in polar decomposition of Mueller matrices. Opt. Lett. 2004, 29, 2234. [Google Scholar] [CrossRef]
- Ossikovski, R.; de Martino, A.; Guyot, S. Forward and reverse product decompositions of depolarizing Mueller matrices. Opt. Lett. 2007, 32, 689. [Google Scholar] [CrossRef]
- Martin, L.; Le Brun, G.; Le Jeune, B. Mueller matrix decomposition for biological tissue analysis. Opt. Commun. 2013, 293, 4–9. [Google Scholar] [CrossRef]
- Ortega-Quijano, N.; Arce-Diego, J.L. Mueller matrix differential decomposition. Opt. Lett. 2011, 36, 1942–1944. [Google Scholar] [CrossRef] [Green Version]
- Ossikovski, R.; Anastasiadou, M.; Ben Hatit, S.; Garcia-Caurel, E.; de Martino, A. Depolarizing Mueller matrices. How to decompose them? Phys. Stat. Sol. 2008, 205, 720–727. [Google Scholar] [CrossRef]
- Ossikovski, R. Analysis of depolarizing Mueller matrices through a symmetric decomposition. J. Opt. Soc. Am. A 2009, 26, 1109. [Google Scholar] [CrossRef]
- Vizet, J.; Ossikovski, R. Symmetric decomposition of experimental depolarizing Mueller matrices in the degenerate case. Appl. Opt. 2018, 57, 1159–1167. [Google Scholar] [CrossRef] [PubMed]
- Ghosh, N.; Wood, M.F.G.; Vitkin, I.A. Mueller matrix decomposition for extraction of individual polarization parameters from complex turbid media exhibiting multiple scattering, optical activity, and linear birefringence. J. Biomed. Opt. 2008, 13, 44036. [Google Scholar] [CrossRef] [PubMed]
- Ghosh, N.; Wood, M.F.G.; Vitkin, I.A. Polarimetry in turbid, birefringent, optically active media: A Monte Carlo study of Mueller matrix decomposition in the backscattering geometry. J. Appl. Phys. 2009, 105, 102023. [Google Scholar] [CrossRef]
- Li, X.; Yao, G. Mueller matrix decomposition of diffuse reflectance imaging in skeletal muscle. Appl. Opt. 2009, 48, 2625. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Shukla, P.; Pradhan, A. Mueller decomposition images for cervical tissue: Potential for discriminating normal and dysplastic states. Opt. Express 2009, 17, 1600. [Google Scholar] [CrossRef] [PubMed]
- Kołbuk, D.; Sajkiewicz, P.; Kowalewski, T.A. Optical birefringence and molecular orientation of electrospun polycaprolactone fibers by polarizing-interference microscopy. Eur. Polym. J. 2012, 48, 275–283. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials/Supplies | Specifications | Model | Source |
|---|---|---|---|
| Syringe | 10 mL | Omnifix® Luer Lock Solo | B. Braun Melsungen AG, Melsungen, Germany |
| Syringe pump | Fusion 200 | Chemyx Inc., Stafford, TX, USA | |
| Polyethylene tubing | 1000 mm with 0.9 mL/m | Original Perfusor® Line | B. Braun Melsungen AG, Melsungen, Germany |
| Blunt cannula | 0.80 mm × 22 mm | Sterican | B. Braun Melsungen AG, Melsungen, Germany |
| High voltage supply | Matsusada Precision Inc., Shiga-ken, Japan | ||
| Electric motor | RE 16 | IKA Werke GmbH Co. KG, Staufen im Breisgau, Germany | |
| Polycaprolactone (PCL) | 80 kDa | Sigma-Aldrich Chemistry Corporate, St. Louis, MO, USA | |
| 2,2,2-trifluoroethanol (TFE) | 99.8% | abcr GmbH, Karlsruhe, Germany |
| Spin Velocity in m/s | Batch | Sample Size | Measurements Performed | ||
|---|---|---|---|---|---|
| MM | IBA | MS | |||
| 0.4 | 1 | 3 | X | X | |
| 2 | 5 | X | X | ||
| 1.2 | 1 | 3 | X | X | |
| 2 | 5 | X | X | ||
| 2.0 | 1 | 3 | X | X | |
| 2 | 5 | X | X | ||
| 2.8 | 1 | 3 | X | X | |
| 2 | 5 | X | X | ||
| 3.6 | 1 | 3 | X | X | |
| 2 | 5 | X | X | ||
| 4.4 | 1 | 3 | X | X | |
| 2 | 5 | X | X | ||
| 5.2 | 1 | 3 | X | X | |
| 2 | 5 | X | X | ||
| 6.0 | 1 | 3 | X | X | |
| 2 | 5 | X | X | ||
| 6.7 | 1 | 3 | X | X | |
| 2 | 5 | X | X | ||
| 7.5 | 1 | 3 | X | X | |
| 2 | 5 | X | X | ||
| 8.3 | 1 | 3 | X | X | |
| 2 | 5 | X | X | ||
| 9.1 | 1 | 3 | X | X | |
| 2 | 5 | X | X | ||
| 9.9 | 2 | 5 | X | X | |
| 10.7 | 2 | 5 | X | X | |
| Image Calculation for the MM Image Matrix | |||
|---|---|---|---|
| = HH + HV + VH + VV | = HH + HV − VH − VV | = PH + PV − MH − MV | = RH + RV − LH − LV |
| = HH − HV + VH − VV | = HH − HV − VH + VV | = PH − PV − MH + MV | = RH − RV − LH + LV |
| = HP − HM + VP − VM | = HP − HM − VP + VM | = PP − PM − MP + MM | = RP − RM − LP + LM |
| = HR − HL + VR − VL | = HR − HL − VR + VL | = PR − PL − MR + ML | = RR − RL − LR + LL |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fricke, D.; Becker, A.; Jütte, L.; Bode, M.; de Cassan, D.; Wollweber, M.; Glasmacher, B.; Roth, B. Mueller Matrix Measurement of Electrospun Fiber Scaffolds for Tissue Engineering. Polymers 2019, 11, 2062. https://doi.org/10.3390/polym11122062
Fricke D, Becker A, Jütte L, Bode M, de Cassan D, Wollweber M, Glasmacher B, Roth B. Mueller Matrix Measurement of Electrospun Fiber Scaffolds for Tissue Engineering. Polymers. 2019; 11(12):2062. https://doi.org/10.3390/polym11122062
Chicago/Turabian StyleFricke, Dierk, Alexander Becker, Lennart Jütte, Michael Bode, Dominik de Cassan, Merve Wollweber, Birgit Glasmacher, and Bernhard Roth. 2019. "Mueller Matrix Measurement of Electrospun Fiber Scaffolds for Tissue Engineering" Polymers 11, no. 12: 2062. https://doi.org/10.3390/polym11122062