An Easy Route to Wettability Changes of Polyethylene Terephthalate–Silicon Oxide Substrate Films for High Barrier Applications, Surface-Modified with a Self-Assembled Monolayer of Fluoroalkylsilanes



Abstract
1. Introduction
2. Material and Methods
2.1. Materials
2.2. Deposition Experiments for the Preparation of Nanocoated Samples
2.3. Methods
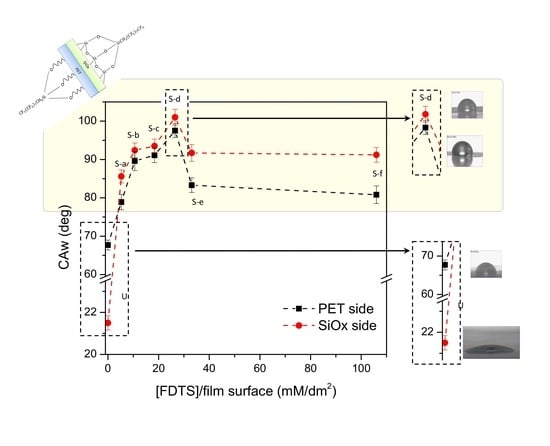
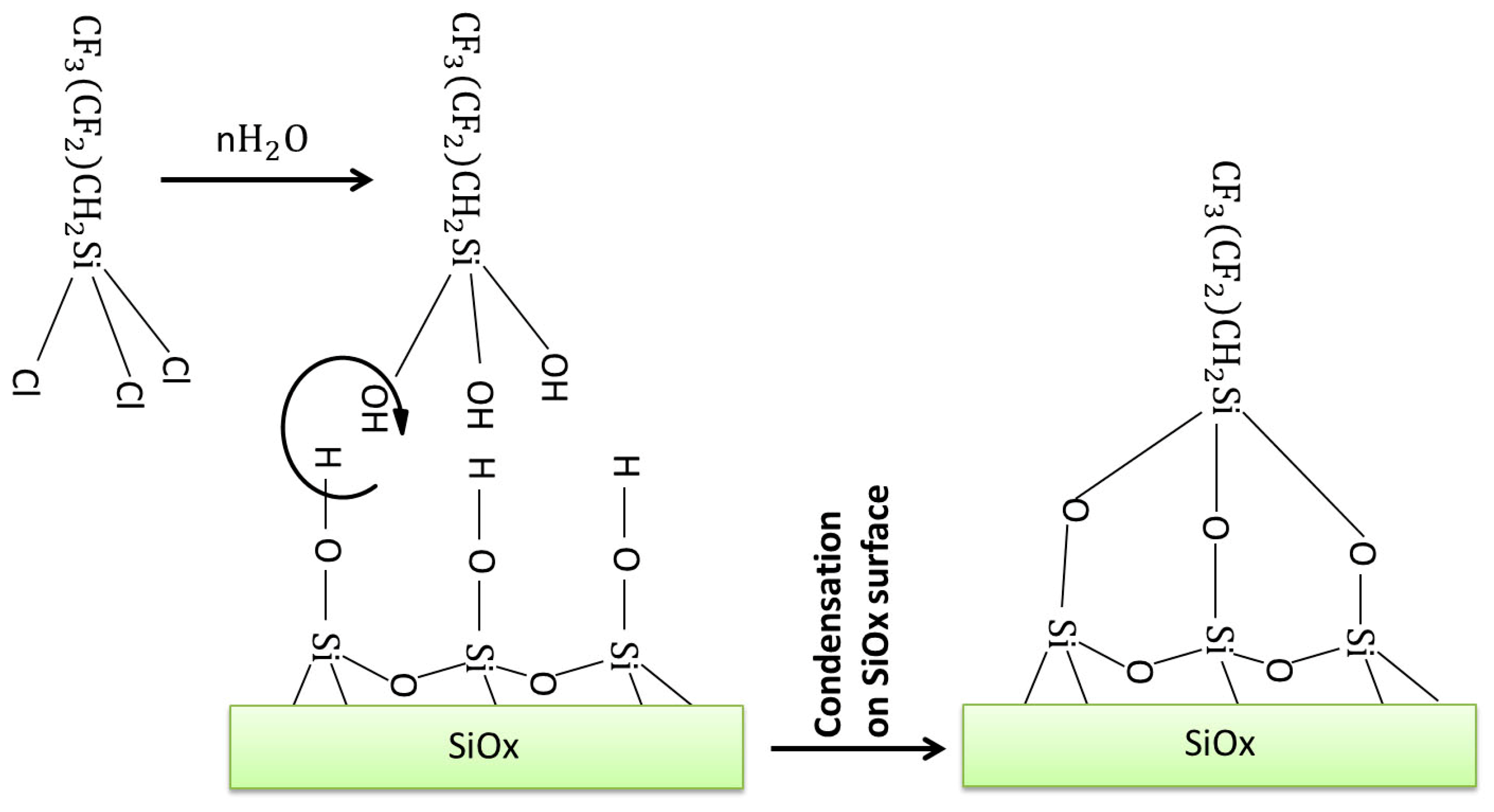
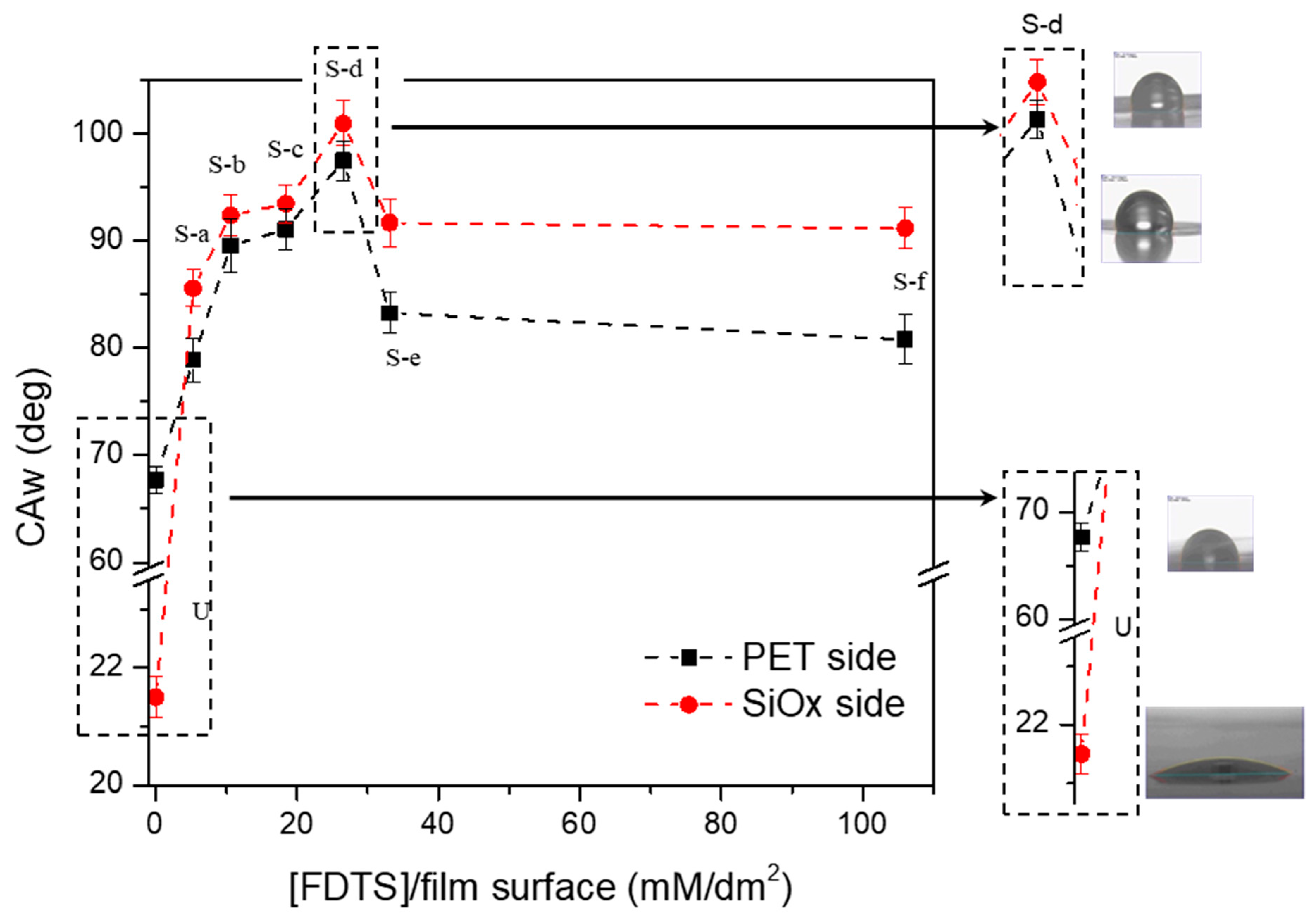
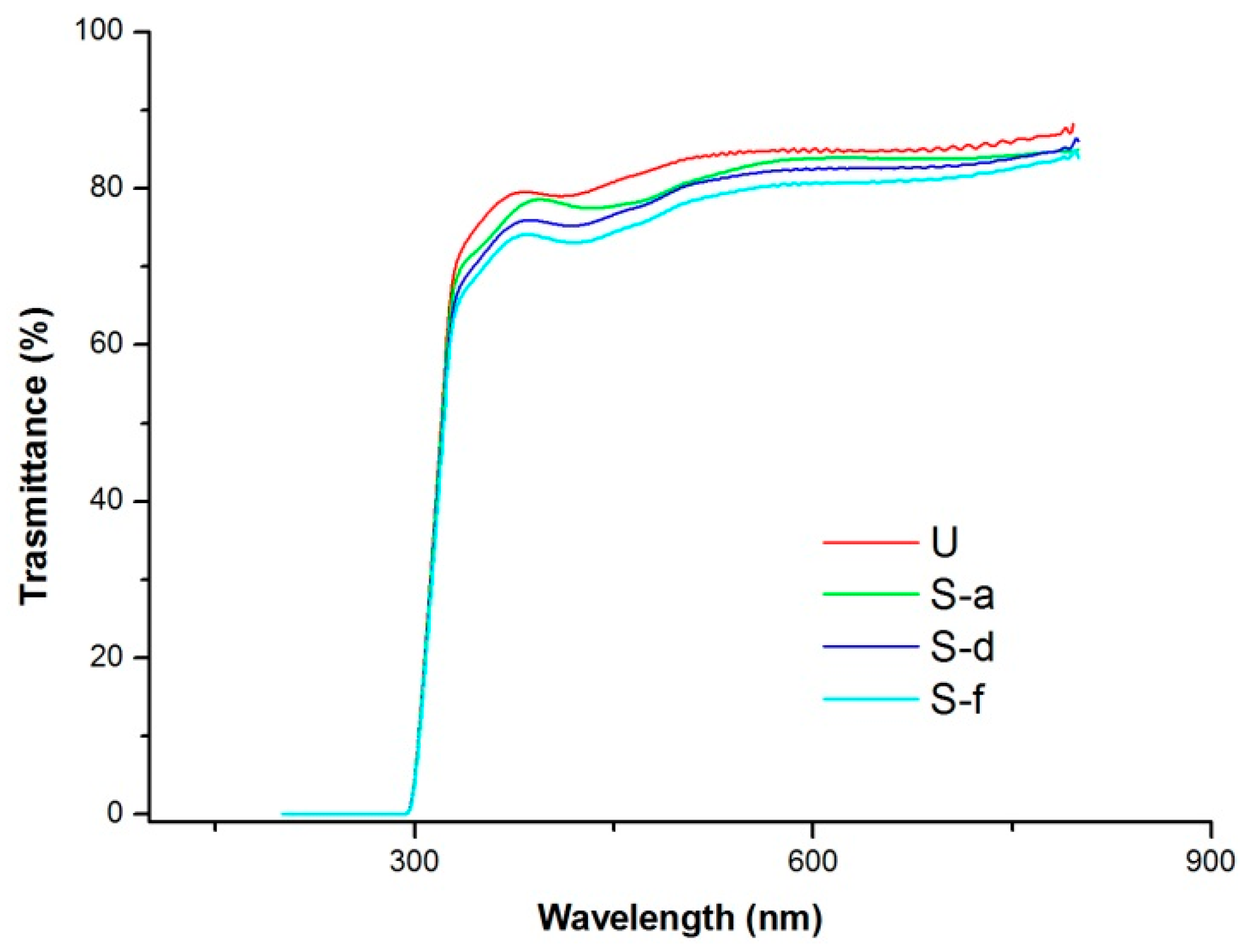
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Cira, N.J.; Benusiglio, A.; Prakash, M. Vapour-mediated sensing and motility in two component droplets. Nature 2015, 519, 446–450. [Google Scholar] [CrossRef] [PubMed]
- Rossi, G.; Altavilla, C.; Scarfato, P.; Ciambelli, P.; Incarnato, L. Deposition of transparent and flexible nanolayer barrier on standard coating materials for photovoltaic devices. Surf. Coat. Technol. 2014, 239, 200–205. [Google Scholar] [CrossRef]
- Krebs, F.C. Fabrication and processing of polymer solar cells: A review of printing and coating techniques. Sol. Energy Mater. Sol. Cells 2009, 93, 394–412. [Google Scholar] [CrossRef]
- Li, P.; Han, Y.; Wang, W.; Chen, X.; Jin, P.; Liu, S. Self-Erasable Nanocone Antireflection Films Based on the Shape Memory Effect of Polyvinyl Alcohol (PVA) Polymers. Polymers 2018, 10, 756. [Google Scholar] [CrossRef]
- Zeng, H.; Zhu, X.; Liang, Y.; Guo, X. Interfacial Layer Engineering for Performance Enhancement in Polymer Solar Cells. Polymers 2015, 7, 333–372. [Google Scholar] [CrossRef]
- Díez-Pascual, A.M.; Luceño Sánchez, J.A.; Peña Capilla, R.; García Díaz, P. Recent Developments in Graphene/Polymer Nanocomposites for Application in Polymer Solar Cells. Polymers 2018, 10, 217. [Google Scholar] [CrossRef]
- Lee, H.-J.; Kim, H.-P.; Kim, H.-M.; Youn, J.-H.; Nam, D.-H.; Lee, Y.-G.; Lee, J.-G.; bin Mohd Yusoff, A.R.; Jang, J. Solution processed encapsulation for organic photovoltaics. Sol. Energy Mater. Sol. Cells 2013, 111, 97–101. [Google Scholar] [CrossRef]
- Mozumder, M.S.; Mourad, A.-H.I.; Pervez, H.; Surkatti, R. Recent developments in multifunctional coatings for solar panel applications: A review. Sol. Energy Mater. Sol. Cells 2019, 189, 75–102. [Google Scholar] [CrossRef]
- Ghosh, T.; Panicker, J.S.; Nair, V.C. Self-Assembled Organic Materials for Photovoltaic Application. Polymers 2017, 9, 112. [Google Scholar] [CrossRef]
- Gaume, J.; Taviot-Gueho, C.; Cros, S.; Rivaton, A.; Thérias, S.; Gardette, J.-L. Optimization of PVA clay nanocomposite for ultra-barrier multilayer encapsulation of organic solar cells. Sol. Energy Mater. Sol. Cells 2012, 99, 240–249. [Google Scholar] [CrossRef]
- Zhang, Y.; Zheng, J.; Fang, C.; Li, Z.; Zhao, X.; Li, Y.; Ruan, X.; Dai, Y. Enhancement of silicon-wafer solar cell efficiency with low-cost wrinkle antireflection coating of polydimethylsiloxane. Sol. Energy Mater. Sol. Cells 2018, 181, 15–20. [Google Scholar] [CrossRef]
- Guterman, S.; Wen, X.; Gudavalli, G.; Rhajbhandari, P.; Dhakal, T.P.; Wilt, D.; Klotzkin, D. Optimized flexible cover films for improved conversion efficiency in thin film flexible solar cells. Opt. Mater. 2018, 79, 243–246. [Google Scholar] [CrossRef]
- Kim, M.; Schmitt, S.K.; Choi, J.W.; Krutty, J.D.; Gopalan, P. From Self-Assembled Monolayers to Coatings: Advances in the Synthesis and Nanobio Applications of Polymer Brushes. Polymers 2015, 7, 1346–1378. [Google Scholar] [CrossRef]
- Pan, Z.; Cheng, F.; Zhao, B. Bio-Inspired Polymeric Structures with Special Wettability and Their Applications: An Overview. Polymers 2017, 9, 725. [Google Scholar] [CrossRef]
- Griffini, G.; Turri, S.; Levi, M. Degradation and stabilization of poly(3-hexylthiophene) thin films for photovoltaic applications. Polym. Bull. 2011, 66, 211–222. [Google Scholar] [CrossRef]
- Griffini, G.; Bella, F.; Nisic, F.; Dragonetti, C.; Roberto, D.; Levi, M.; Bongiovanni, R.; Turri, S. Multifunctional Luminescent Down-Shifting Fluoropolymer Coatings: A Straightforward Strategy to Improve the UV-Light Harvesting Ability and Long-Term Outdoor Stability of Organic Dye-Sensitized Solar Cells. Adv. Energy Mater. 2015, 5, 1401312. [Google Scholar] [CrossRef]
- Scaffaro, R.; Botta, L.; Lo Re, G.; Bertani, R.; Milani, R.; Sassi, A. Surface modification of poly(ethylene-co-acrylic acid) with amino-functionalized silica nanoparticles. J. Mater. Chem. 2011, 21, 3849–3857. [Google Scholar] [CrossRef]
- Ulman, A. Formation and Structure of Self-Assembled Monolayers. Chem. Rev. 1996, 96, 1533–1554. [Google Scholar] [CrossRef]
- Ipekci, H.H.; Harun Arkaz, H.; Serdar Onses, M.; Hancer, M. Superhydrophobic coatings with improved mechanical robustness based on polymer brushes. Surf. Coat. Technol. 2016, 299, 162–168. [Google Scholar] [CrossRef]
- Encinas, N.; Pantoja, M.; Abenojar, J.; Martínez, M.A. Control of Wettability of Polymers by Surface Roughness Modification. J. Adhes. Sci. Technol. 2010, 24, 1869–1883. [Google Scholar] [CrossRef]
- Tian, R.; Seitz, O.; Li, M.; Hu, W.W.; Chabal, Y.J.; Gao, J. Infrared Characterization of Interfacial Si−O Bond Formation on Silanized Flat SiO2/Si Surfaces. Langmuir 2010, 26, 4563–4566. [Google Scholar] [CrossRef] [PubMed]
- Le Grange, J.D.; Markham, J.L.; Kurkjian, C.R. Effects of surface hydration on the deposition of silane monolayers on silica. Langmuir 1993, 9, 1749–1753. [Google Scholar] [CrossRef]
- Gooding, J.J.; Ciampi, S. The molecular level modification of surfaces: From self-assembled monolayers to complex molecular assemblies. Chem. Soc. Rev. 2011, 40, 2704–2718. [Google Scholar] [CrossRef] [PubMed]
- Rossi, G.; Altavilla, C.; Scarfato, P.; Ciambelli, P.; Incarnato, L. Durability study of transparent and flexible nanolayer barrier for photovoltaic devices. Polym. Degrad. Stab. 2015, 112, 160–166. [Google Scholar] [CrossRef]
- Schiavone, N.; Rossi, G.; Incarnato, L.; Scarfato, P. Use of self-assembled monolayers to improve the hydrophobic properties of PET film for photovoltaic applications. AIP Conf. Proc. 2018, 1981, 020175. [Google Scholar] [CrossRef]
- Oh, T.; Choi, C.K. Comparison between SiOC Thin Film by plasma enhance chemical vapor deposition and SiO2 Thin Film by Fourier Transform Infrared Spectroscopy. J. Korean Phys. Soc. 2010, 56, 1150–1155. [Google Scholar] [CrossRef]
- Kaldonski, T.J.; Gryglewicz, L.; Stanczyk, M.; Kandonski, T. Investigations on lubricity and surface properties of selected perfluoropolyether oils. J. KONES Powertrain Transp. 2011, 18, 199–212. [Google Scholar]
- Feng, X.J.; Jiang, L. Design and Creation of Superwetting/Antiwetting Surfaces. Adv. Mater. 2006, 18, 3063–3078. [Google Scholar] [CrossRef]
- Yang, S.-Y.; Hirasaki, G.J.; Basu, S.; Vaidya, R. Mechanisms for contact angle hysteresis and advancing contact angles. J. Petrol. Sci. Eng. 1999, 24, 63–73. [Google Scholar] [CrossRef]
- Brinker, C.J. Hydrolysis and condensation of silicates: Effects on structure. J. Non-Cryst. Solids 1988, 100, 31–50. [Google Scholar] [CrossRef]
- Rossi, G.; Castellano, P.; Incarnato, L. Effect of Time and of Precursor Molecule on the Deposition of Hydrophobic Nanolayers on Ethyelene Tetrafluoroethylene-Silicon Oxide Substrates. Appl. Nanosci. 2016, 6, 1009–1014. [Google Scholar] [CrossRef][Green Version]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Name | Sample Description | Silane Solution Composition | FDTS/Film Surface (mM/dm2) | |
|---|---|---|---|---|
| EtOH (mL) | FDTS (mL) | |||
| U | Untreated PET-SiOx | 0 | 0 | 0 |
| S-0 | PET-SiOx treated with FDTS in different reaction conditions | 100 | 0 | 0 |
| S-a | 99.80 | 0.20 | 5.30 | |
| S-b | 99.60 | 0.40 | 10.6 | |
| S-c | 99.30 | 0.70 | 18.4 | |
| S-d | 99.00 | 1.00 | 26.5 | |
| S-e | 98.75 | 1.25 | 33.1 | |
| S-f | 96.00 | 4.00 | 106 | |
| Sample | CAw (deg) | CAo (deg) | Ra (nm) | Rq (nm) |
|---|---|---|---|---|
| Uncoated PET side | 67.7 ± 0.9 | 28.5 ± 5.9 | 1.14 | 1.39 |
| SiOx side | 21.5 ± 0.9 | 26.6 ± 2.3 | 0.305 | 0.373 |
| Sample Name | WVTR (g·m−2·d−1) |
|---|---|
| U | 0.39 ± 0.04 |
| S-a | 1.89 ± 0.14 |
| S-b | 1.93 ± 0.11 |
| S-c | 2.22 ± 0.18 |
| S-d | 2.10 ± 0.15 |
| S-e | 2.00 ± 0.16 |
| S-f | 1.91 ± 0.14 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Scarfato, P.; Schiavone, N.; Rossi, G.; Incarnato, L. An Easy Route to Wettability Changes of Polyethylene Terephthalate–Silicon Oxide Substrate Films for High Barrier Applications, Surface-Modified with a Self-Assembled Monolayer of Fluoroalkylsilanes. Polymers 2019, 11, 257. https://doi.org/10.3390/polym11020257
Scarfato P, Schiavone N, Rossi G, Incarnato L. An Easy Route to Wettability Changes of Polyethylene Terephthalate–Silicon Oxide Substrate Films for High Barrier Applications, Surface-Modified with a Self-Assembled Monolayer of Fluoroalkylsilanes. Polymers. 2019; 11(2):257. https://doi.org/10.3390/polym11020257
Chicago/Turabian StyleScarfato, Paola, Nicola Schiavone, Gabriella Rossi, and Loredana Incarnato. 2019. "An Easy Route to Wettability Changes of Polyethylene Terephthalate–Silicon Oxide Substrate Films for High Barrier Applications, Surface-Modified with a Self-Assembled Monolayer of Fluoroalkylsilanes" Polymers 11, no. 2: 257. https://doi.org/10.3390/polym11020257
APA StyleScarfato, P., Schiavone, N., Rossi, G., & Incarnato, L. (2019). An Easy Route to Wettability Changes of Polyethylene Terephthalate–Silicon Oxide Substrate Films for High Barrier Applications, Surface-Modified with a Self-Assembled Monolayer of Fluoroalkylsilanes. Polymers, 11(2), 257. https://doi.org/10.3390/polym11020257