Lateral Diffusion of a Free Air Jet in Slot-Die Melt Blowing for Microfiber Whipping


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
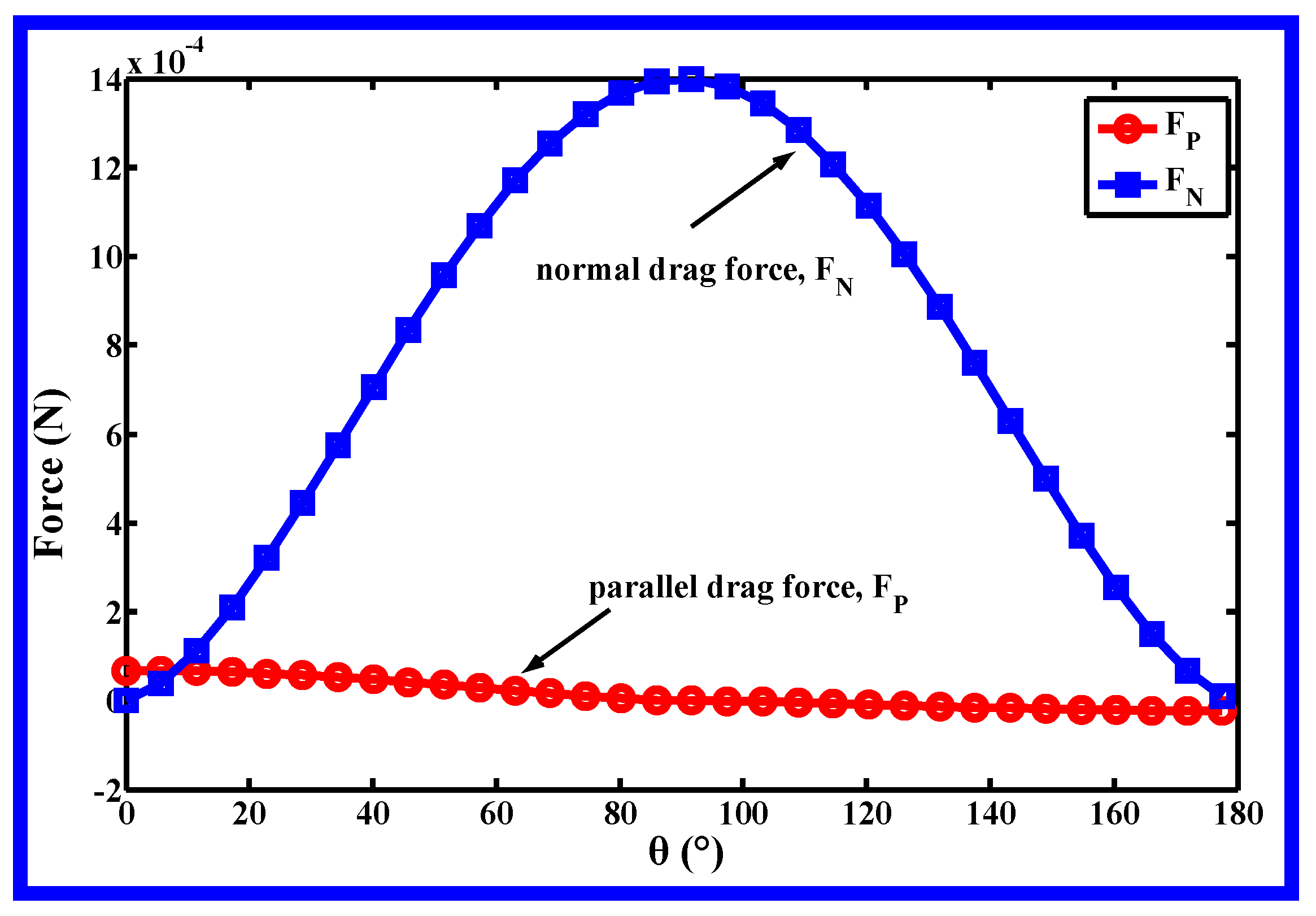
2. Theoretical Verification the Importance of Lateral Velocity
3. Experiments
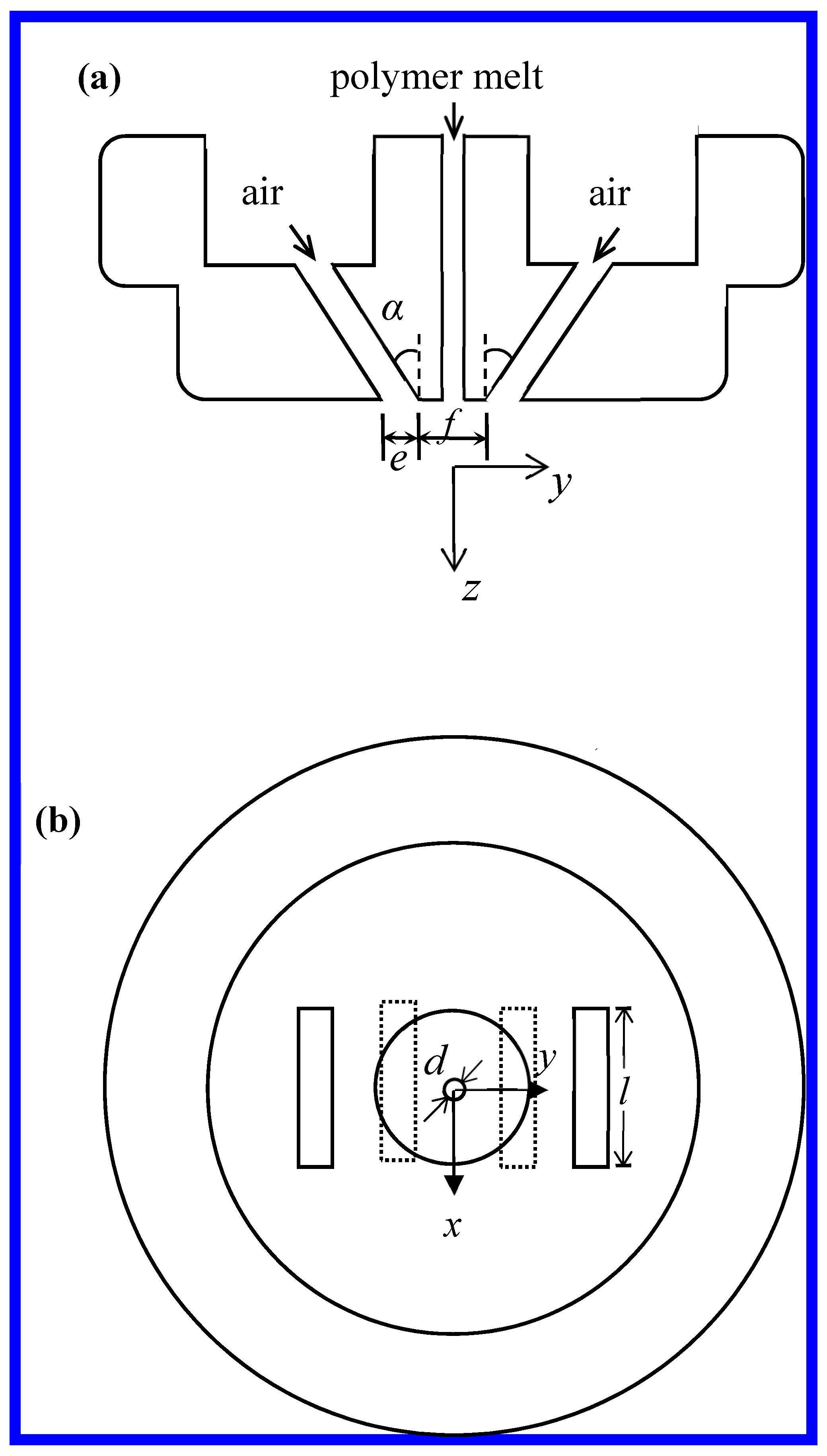
3.1. Melt-Blown Setups
3.2. Air Velocity Direction Measurements
3.3. Fiber Path Measurement
4. Results and Discussion
4.1. Air Velocity Direction
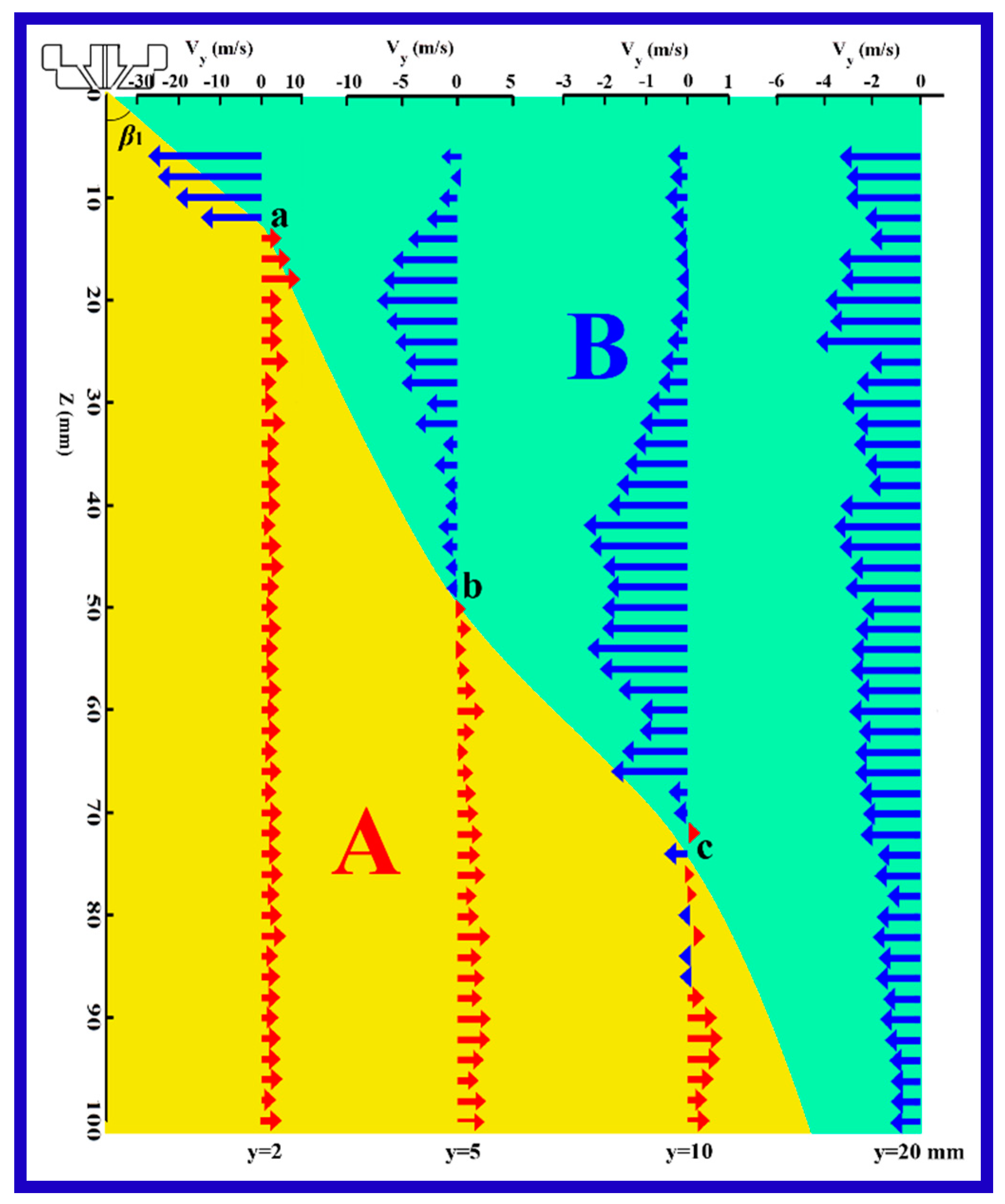
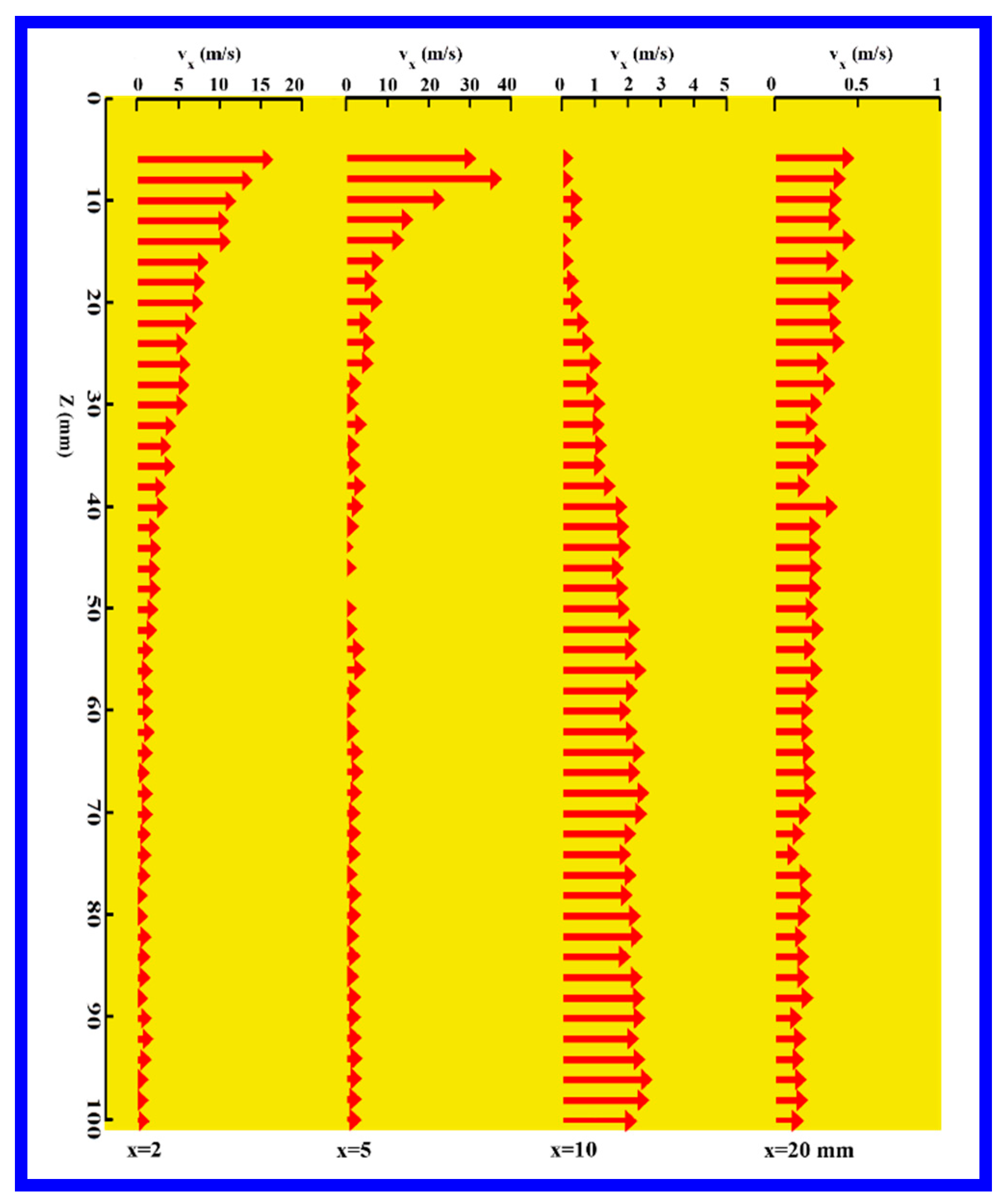
4.2. Lateral Velocity Components: vy and vx
4.3. Fiber Path in Melt Blowing
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Wang, H.; Zhang, Y.; Gao, H.P.; Jin, X.Y.; Xie, X.H. Composite Melt-Blown Nonwoven Fabrics with Large Pore Size as Li-Ion Battery Separator. Int. J. Hydrog. Energy 2016, 41, 324–330. [Google Scholar] [CrossRef]
- Burger, C.; Hsiao, B.S.; Chu, B. Nanofibrous Materials and Their Applications. Annu. Rev. Mater. Res. 2006, 36, 333–368. [Google Scholar] [CrossRef]
- Krutka, H.M.; Shambaugh, R.L.; Papavassiliou, D.V. Analysis of a Melt-Blowing Die: Comparison of CFD and Experiments. Ind. Eng. Chem. Res. 2002, 41, 5125–5138. [Google Scholar] [CrossRef]
- Krutka, H.M.; Shambaugh, R.L.; Papavassiliou, D.V. Effects of Die Geometry on the Flow Field of the Melt-Blowing Process. Ind. Eng. Chem. Res. 2003, 42, 5541–5553. [Google Scholar] [CrossRef]
- Krutka, H.M.; Shambaugh, R.L.; Papavassiliou, D.V. Effects of Temperature and Geometry on the Flow Field of the Melt Blowing Process. Ind. Eng. Chem. Res. 2004, 43, 4199–4210. [Google Scholar] [CrossRef]
- Krutka, H.M.; Shambaugh, R.L.; Papavassiliou, D.V. Analysis of the Temperature Field from Multiple Jets in the Schwarz Melt Blowing Die Using Computational Fluid Dynamics. Ind. Eng. Chem. Res. 2006, 45, 5098–5109. [Google Scholar] [CrossRef]
- Lee, Y.E.; Wadsworth, L.C. Fiber and Web Formation of Melt-Blown Thermoplastic Polyurethane Polymers. J. Appl. Polym. Sci. 2007, 105, 3723–3727. [Google Scholar] [CrossRef]
- Chen, T. Study on the Air Drawing in Melt Blowing Nonwoven Process. Ph.D. Thesis, Donghua University, Shanghai, China, 2003. [Google Scholar]
- Sun, Y.F.; Liu, B.W.; Wang, X.H.; Zeng, Y.C. Air-Flow Field of the Melt-Blowing Slot Die Via Numerical Simualtion and Multiobjective Genetic Algorithms. J. Appl. Polym. Sci. 2011, 122, 3520–3527. [Google Scholar] [CrossRef]
- Wang, Y.D.; Wang, X.H. Experimental Investigation into a New Melt-Blowing Die for Dual Rectangular Jets. Adv. Mater. Res. 2014, 945–949, 270–273. [Google Scholar] [CrossRef]
- Xie, S.; Han, W.L.; Jiang, G.J.; Chen, C. Turbulent Air Flow Field in Slot-Die Melt Blowing for Manufacturing Microfibrous Nonwoven Materials. J. Mater. Sci. 2018, 53, 6991–7003. [Google Scholar] [CrossRef]
- Hassan, M.A.; Anantharamaiah, N.; Khan, S.A.; Pourdeyhimi, B. Computational Fluid Dynamics Simulations and Experiments of Meltblown Fibrous Media: New Die Designs to Enhance Fiber Attenuation and Filtration Quality. Ind. Eng. Chem. Res. 2016, 55, 2049–2058. [Google Scholar] [CrossRef]
- Chhabra, R.C.; Shambaugh, R.L. Experimental Measurements of Fiber Threadline Vibrations in the Melt-Blowing Process. Ind. Eng. Chem. Res. 1996, 35, 4366–4374. [Google Scholar] [CrossRef]
- Bresee, R.R.; Qureshi, U.A. Influence of Processing Conditions on Melt Blown Web Structure: Part IV-Fiber Diameter. Int. Nonwovens J. 2006, 1, 32–46. [Google Scholar]
- Xie, S.; Zeng, Y.C. Online Measurement of Fiber Whipping in the Melt-Blowing Process. Ind. Eng. Chem. Res. 2013, 52, 2116–2122. [Google Scholar] [CrossRef]
- Reneker, D.H.; Yarin, A.L. Electrospinning Jets and Polymer Nanofibers. Polymer 2008, 49, 2387–2425. [Google Scholar] [CrossRef]
- Entov, V.M.; Yarin, A.L. The Dynamics of Thin Liquid Jets in Air. J. Fluid Mech. 1984, 140, 91–111. [Google Scholar] [CrossRef]
- Rao, R.S.; Shambaugh, R.L. Vibration and Stability in the Melt Blowing Process. Ind. Eng. Chem. Res. 1993, 32, 3100–3111. [Google Scholar] [CrossRef]
- Marla, V.T.; Shambaugh, R.L. Three-Dimensional Model of the Melt-Blowing Process. Ind. Eng. Chem. Res. 2003, 42, 6993–7005. [Google Scholar] [CrossRef]
- Uyttendaele, M.A.; Shambaugh, R.L. Melt Blowing: General Equation Development and Experimental Verification. AICHE J. 1990, 36, 175–186. [Google Scholar] [CrossRef]
- Ellison, C.J.; Phatak, A.; Giles, D.W.; Macosko, C.W.; Bates, F.S. Melt Blown Nanofibers: Fiber Diameter Distributions and Onset of Fiber Breakup. Polymer 2007, 48, 3306–3316. [Google Scholar] [CrossRef]
- Tan, D.H.; Zhou, C.F.; Ellison, C.J.; Kumar, S.; Macosko, C.W.; Bates, F.S. Meltblown Fibers: Influence of Viscosity and Elasticity on Diameter Distribution. J. Non-Newton. Fluid Mech. 2010, 165, 892–900. [Google Scholar] [CrossRef]
- Zhou, C.F.; Tan, D.H.; Janakiraman, A.P.; Kumar, S. Modeling the Melt Blowing of Viscoelastic Materials. Chem. Eng. Sci. 2011, 66, 4172–4183. [Google Scholar] [CrossRef]
- Chung, C.; Kumar, S. Onset of Whipping in the Melt Blowing Process. J. Non-Newton. Fluid Mech. 2013, 192, 37–47. [Google Scholar] [CrossRef]
- Tan, D.H.; Herman, P.K.; Janakiraman, A.; Bates, F.S.; Kumar, S.; Macosko, C.W. Influence of Laval Nozzles on the Air Flow Field in Melt Blowing Apparatus. Ind. Eng. Chem. Res. 2012, 80, 342–348. [Google Scholar] [CrossRef]
- Wang, Z.F.; Espín, L.; Bates, F.S.; Kumar, S.; Macosko, C.W. Water Droplet Spreading and Imbibition on Superhydrophilic Poly(Butylene Terephthalate) Melt-Blown Fiber Mats. Chem. Eng. Sci. 2016, 146, 104–114. [Google Scholar] [CrossRef]
- Soltani, I.; Macosko, C.W. Influence of Rheology and Surface Properties on Morphology of Nanofibers Derived from Islands-In-The-Sea Meltblown Nonwovens. Polymer 2018, 145, 21–30. [Google Scholar] [CrossRef]
- Yarin, A.L.; Sinha-Ray, S.; Pourdeyhimi, B. Meltblowing: Multiple Polymer Jets and Fiber-Size Distribution and Lay-Down Patterns. Polymer 2011, 52, 2929–2938. [Google Scholar] [CrossRef]
- Sinha-Ray, S.; Yarin, A.L.; Pourdeyhimi, B. Prediction of Angular and Mass Distribution in Meltblown Polymer Lay-Down. Polymer 2013, 54, 860–872. [Google Scholar] [CrossRef]
- Sinha-Ray, S.; Yarin, A.L.; Pourdeyhimi, B. Meltblown Fiber Mats and Their Tensile Strength. Polymer 2014, 55, 4241–4247. [Google Scholar] [CrossRef]
- Sinha-Ray, S.; Sinha-Ray, S.; Yarin, A.L.; Pourdeyhimi, B. Theoretical and Experimental Investigation of Physical Mechanisms Responsible for Polymer Nanofiber Formation in Solution Blowing. Polymer 2015, 56, 452–463. [Google Scholar] [CrossRef]
- Ghosal, A.; Ray-Sinha, S.; Yarin, A.L.; Pourdeyhimi, B. Numerical Prediction of Effect of Uptake Velocity on Three-Dimensional Structure, Porosity and Permeability of Meltblown Nonwoven Laydown. Polymer 2016, 85, 19–27. [Google Scholar] [CrossRef]
- Sun, Y.F.; Zeng, Y.C.; Wang, X.H. Three-Dimensional Model of Whipping Motion in the Processing of Microfibers. Ind. Eng. Chem. Res. 2011, 50, 1099–1109. [Google Scholar] [CrossRef]
- Xie, S.; Zeng, Y.C.; Han, W.L.; Jiang, G.J. An Improved Lagrangian Approach for Simulation Fiber Whipping in Slot-Die Melt Blowing. Fibers Polym. 2017, 18, 525–532. [Google Scholar] [CrossRef]
- Matsui, M. Air Drag on a Continuous Filaments in Melt Spinning. Trans. Soc. Rheol. 1976, 20, 465–473. [Google Scholar] [CrossRef]
- Majumdar, B.M.; Shambaugh, R.L. Air Drag on Filaments in the Melt Blowing Process. J. Rheol. 1990, 34, 591–601. [Google Scholar] [CrossRef]
- Ju, Y.D.; Shambaugh, R.L. Air Drag on Fine Filaments at Oblique and Normal Angles to the Air Stream. Polym. Eng. Sci. 1994, 34, 958–964. [Google Scholar] [CrossRef]
- Beard, J.H.; Shambaugh, R.L.; Shambaugh, B.R.; Schmidtke, D.W. On-Line Measurement of Fiber Motion During Melt Blowing. Ind. Eng. Chem. Res. 2007, 46, 7340–7352. [Google Scholar] [CrossRef]






© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xie, S.; Han, W.; Xu, X.; Jiang, G.; Shentu, B. Lateral Diffusion of a Free Air Jet in Slot-Die Melt Blowing for Microfiber Whipping. Polymers 2019, 11, 788. https://doi.org/10.3390/polym11050788
Xie S, Han W, Xu X, Jiang G, Shentu B. Lateral Diffusion of a Free Air Jet in Slot-Die Melt Blowing for Microfiber Whipping. Polymers. 2019; 11(5):788. https://doi.org/10.3390/polym11050788
Chicago/Turabian StyleXie, Sheng, Wanli Han, Xufan Xu, Guojun Jiang, and Baoqing Shentu. 2019. "Lateral Diffusion of a Free Air Jet in Slot-Die Melt Blowing for Microfiber Whipping" Polymers 11, no. 5: 788. https://doi.org/10.3390/polym11050788