Evaluation of a Novel Nanodroplet Cutting Fluid for Diamond Turning of Optical Polymers


Abstract
:1. Introduction
2. Materials and Methods
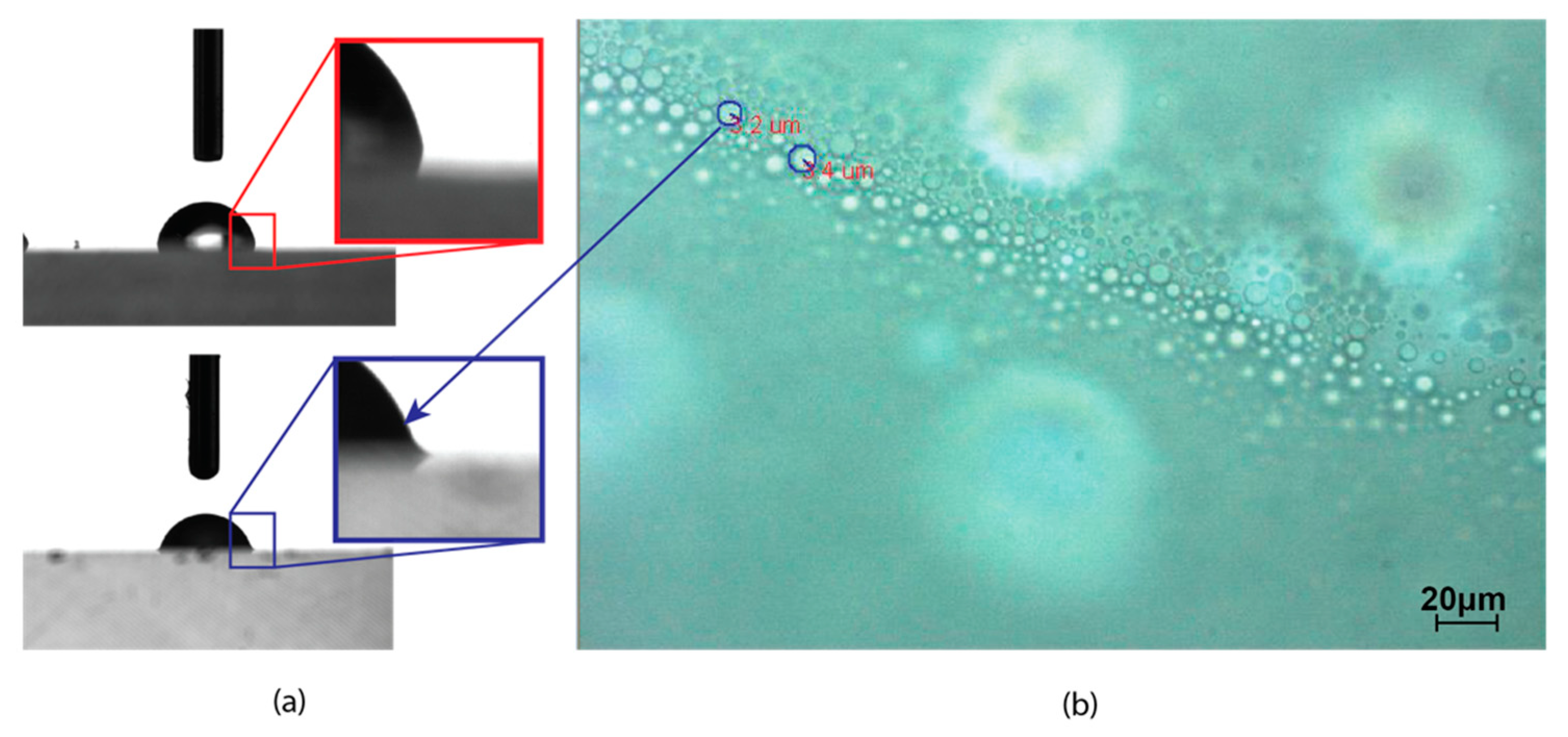
2.1. An Overview of the Cutting Fluid
- (1)
- Ultrasonic mixer (Sonxi Ultrasonic Instrument, Sonxi Inc., Shenzhen, China) for generating the NDCF
- (2)
- Sindatek Contact Angle Meter (Sindatek Inc., Taipei, Taiwan) for contact angle measurement
- (3)
- Olympus BX60 optical microscope (Olympus Inc., Tokyo, Japan) for the observation of NDCF
- (4)
- Zygo Nexview (Zygo Inc., Middlefield, MA, USA) for surface profile measurement
- (5)
- Kistler Component Dynamometer (Ksiter Inc., Winterthur, Switzerland) for cutting tool vibration measurement.
2.2. Preparation of the NDCF for Diamond Turning
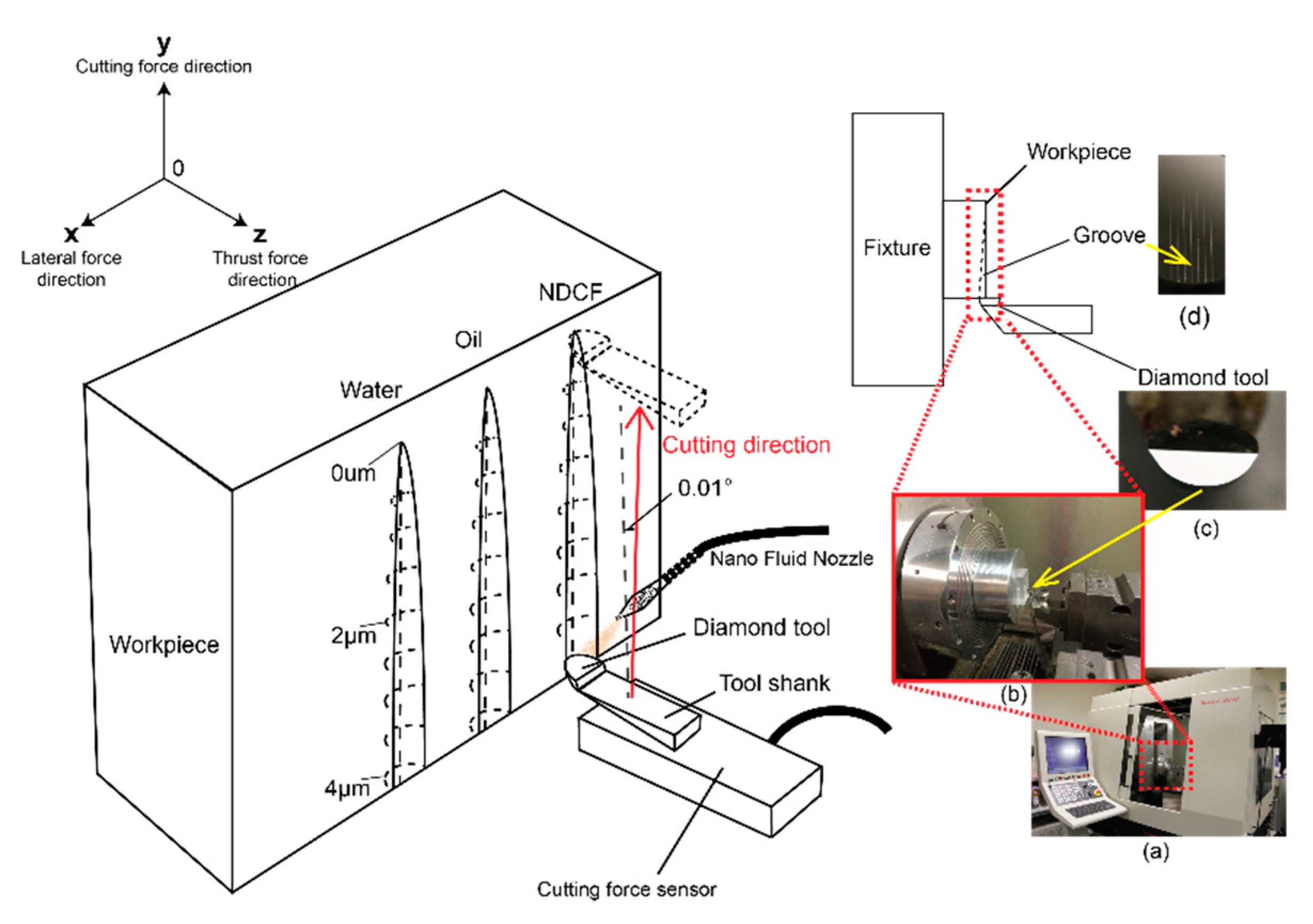
2.3. The Taper Cutting Experiment
3. Results
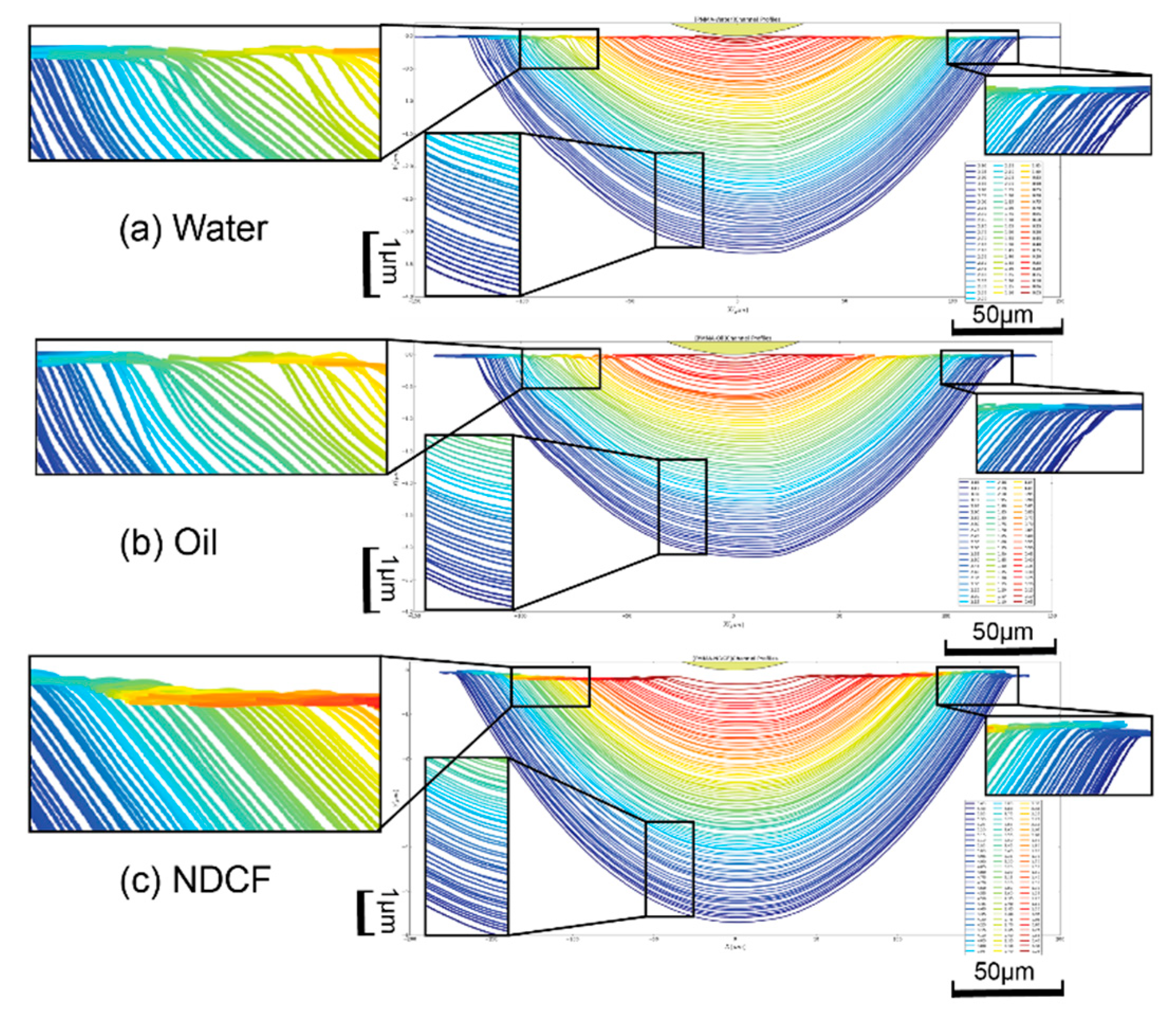
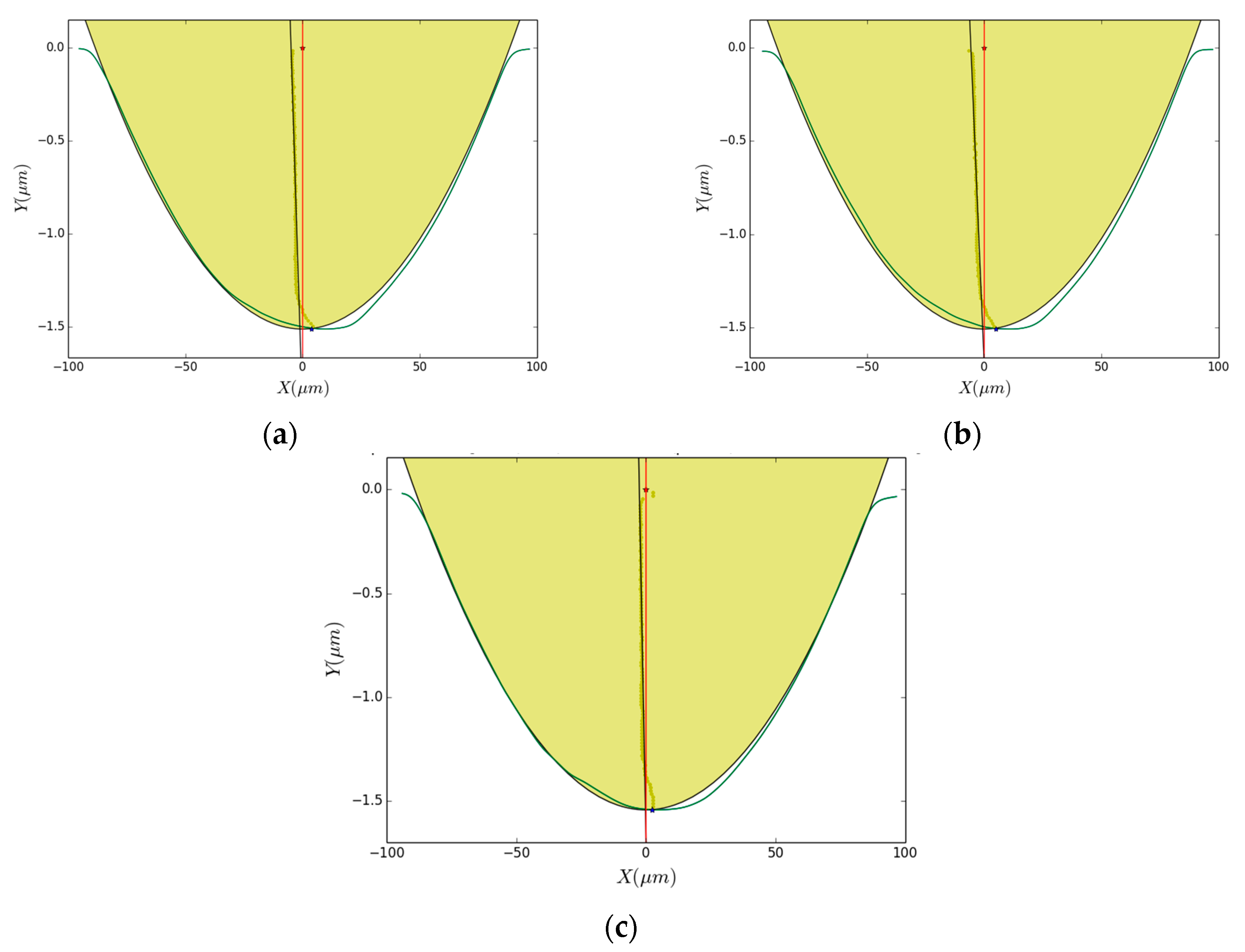
3.1. Effect of Cutting Fluids on Groove Profiles
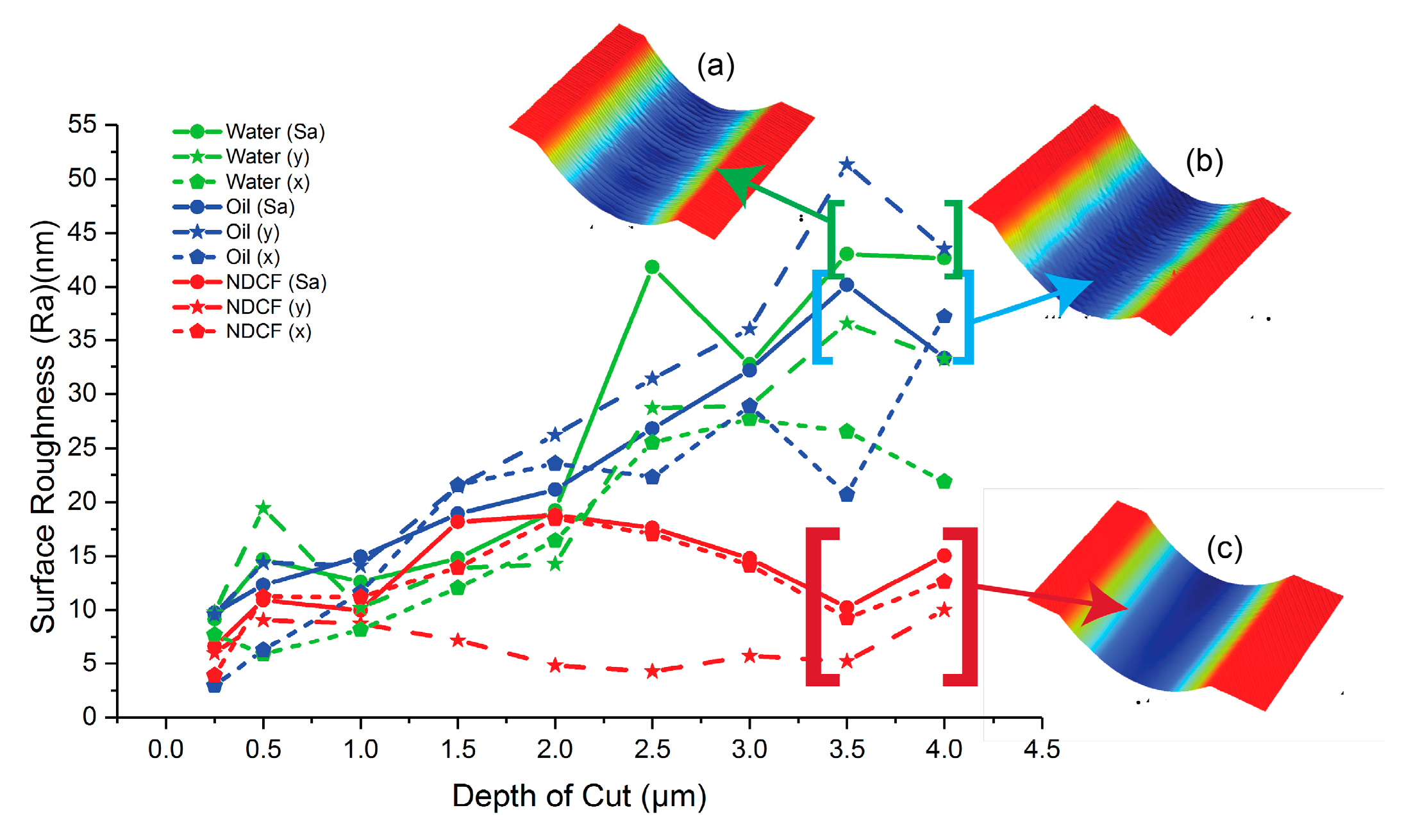
3.2. Effect of Cutting Fluids on the Surface Finish
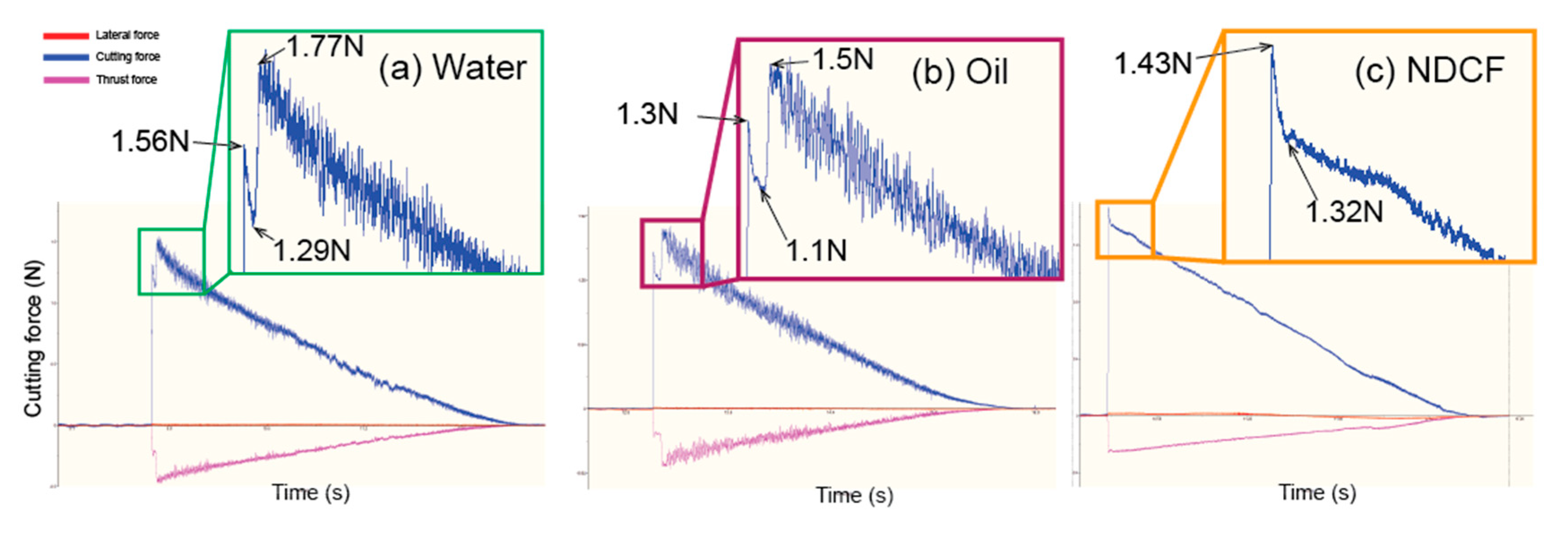
3.3. Effect of Cutting Fluids on the Cutting Force
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Gubbels, G.P.H.; Van Der Beek, G.J.F.T.; Hoep, A.L.; Delbressine, F.L.M.; Van Halewijn, H. Diamond Tool Wear when Cutting Amorphous Polymers. CIRP Ann. 2004, 53, 447–450. [Google Scholar] [CrossRef]
- Thepsonthi, T.; Hamdi, M.; Mitsui, K. Investigation into minimal-cutting-fluid application in high-speed milling of hardened steel using carbide mills. Int. J. Mach. Tools Manuf. 2009, 49, 156–162. [Google Scholar] [CrossRef]
- Jayal, A.D.; Balaji, A.K. Effects of cutting fluid application on tool wear in machining: Interactions with tool-coatings and tool surface features. Wear 2009, 267, 1723–1730. [Google Scholar] [CrossRef]
- Ozcelik, B.; Kuram, E.; Cetin, M.H.; Demirbas, E. Experimental investigations of vegetable based cutting fluids with extreme pressure during turning of AISI 304L. Tribol. Inter. 2011, 44, 1864–1871. [Google Scholar] [CrossRef]
- Das, S.K.; Putra, N.; Thiesen, P.; Roetzel, W. Temperature dependence of thermal conductivity enhancement for nanofluids. J. Heat Trans. Trans. ASME 2003, 125, 567–574. [Google Scholar] [CrossRef]
- Kon Kondiparty, K.; Nikolov, A.D.; Wasan, D.; Liu, K.-L. Dynamic spreading of nanofluids on solids. Part I: Experimental. Langmuir 2012, 28, 14618–14623. [Google Scholar] [CrossRef] [PubMed]
- Chan, C.Y.; Lee, W.B.; Wang, H. The enhancement of surface finish using water-miscible nano-cutting fluid in ultra-precision turning. Int. J. Mach. Tools Manuf. 2013, 73, 62–70. [Google Scholar] [CrossRef]
- Chan, C.Y.; Li, L.H.; Lee, W.B. Monitoring life of diamond tool in ultra-precision machining. Inter. J. Adv. Manuf. Technol. 2016, 82, 1141–1152. [Google Scholar] [CrossRef]
- Chan, C.Y.; Li, L.H.; Lee, W.B.; Wong, H.C. Use of Nano-Droplet Enriched Cutting Fluid (NDCF) in ultraprecision machining. Inter. J. Adv. Manuf. Technol. 2015, 84, 2047–2054. [Google Scholar] [CrossRef]
- Sidik, N.; Samion, S.; Ghaderian, J.; Yazid, M.N. Recent Progress on the Application of Nanofluids in Minimum Quantity Lubrication Machining: A Review. Inter. J. Heat Mass Trans. 2017, 108, 79–89. [Google Scholar] [CrossRef]
- Springborn, R.K. Cutting and Grinding Fluids: Selection and Application. Soc. Manuf. Eng. 1967, 172, 7. [Google Scholar]
- WeinertaI, K.; Inasakib, I.; Sutherland, J.W.; Wakabayashid, T. Dry Machining and Minimum Quantity Lubrication. CIRP Ann. 2004, 53, 511–537. [Google Scholar] [CrossRef]
- Sharma, A.K.; Tiwari, A.K.; Dixit, A.R. Progress of Nanofluid Application in Machining: A Review. Mater. Manuf. Process. 2015, 30, 813–828. [Google Scholar] [CrossRef]
- Werdaa, S.; Duchosala, A.; Quillieca, G.L.; Morandeaub, A.; Leroya, R. Minimum Quantity Lubrication: Influence of the Oil Nature on Surface Integrity. Procedia CIRP 2016, 45, 287–290. [Google Scholar] [CrossRef]
- Amrita, M.; Shariq, S.A.; Manoj; Gopal, C. Experimental Investigation on Application of Emulsifier Oil Based Nano Cutting Fluids in Metal Cutting Process. Procedia Eng. 2014, 97, 115–124. [Google Scholar]
- Park, K.H.; Ewald, B.; Kwon, P.Y. Effect of Nano-enhanced Lubricant in Minimum Quantity Lubrication Balling Milling. J. Tribol. 2011, 133, 31803. [Google Scholar] [CrossRef]
- Boubekri, N.; Shaikh, V. Minimum Quantity Lubrication (MQL) in Machining: Benefits and Drawbacks. J. Ind. Intell. Inf. 2015, 3, 205–209. [Google Scholar] [CrossRef] [Green Version]
- Kong, M.C.; Lee, W.B.; Cheung, C.F.; TO, S. A Study of Materials Swelling and Recovery in Single-point Diamond Turning of Ductile Materials. J. Mater. Process. Technol. 2006, 180, 210–215. [Google Scholar] [CrossRef]
- Lee, W.B.; Chen, Y.P. Simulation of Micro-indentation Hardness of FCC Single Crystals by Mechanism-based Strain Gradient Crystal Plasticity. Int. J. Plast. 2010, 26, 1527–1540. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value |
|---|---|
| Feed rate (mm/min) | 600 |
| DoC (μm) | 0–4 |
| Tool nose radius (mm) | 2.70 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, L.; Wong, H.C.; Lee, R.B. Evaluation of a Novel Nanodroplet Cutting Fluid for Diamond Turning of Optical Polymers. Polymers 2020, 12, 2213. https://doi.org/10.3390/polym12102213
Li L, Wong HC, Lee RB. Evaluation of a Novel Nanodroplet Cutting Fluid for Diamond Turning of Optical Polymers. Polymers. 2020; 12(10):2213. https://doi.org/10.3390/polym12102213
Chicago/Turabian StyleLi, Lihua, Hau Chung Wong, and Rong Bin Lee. 2020. "Evaluation of a Novel Nanodroplet Cutting Fluid for Diamond Turning of Optical Polymers" Polymers 12, no. 10: 2213. https://doi.org/10.3390/polym12102213