Analysis of Mechanical and Wettability Properties of Natural Fiber-Reinforced Epoxy Hybrid Composites

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Fibers
2.3. Weight Fraction of Reinforcement and Matrix Materials
2.4. Preparation of Matrix Material
2.5. Preparation of Mould
2.6. Composite Fabrication
3. Testing of Composites
3.1. Flexural Strength Test
3.2. Flexural Modulus Test
3.3. Interlaminar Shear Strength
3.4. Moisture Absorption Test
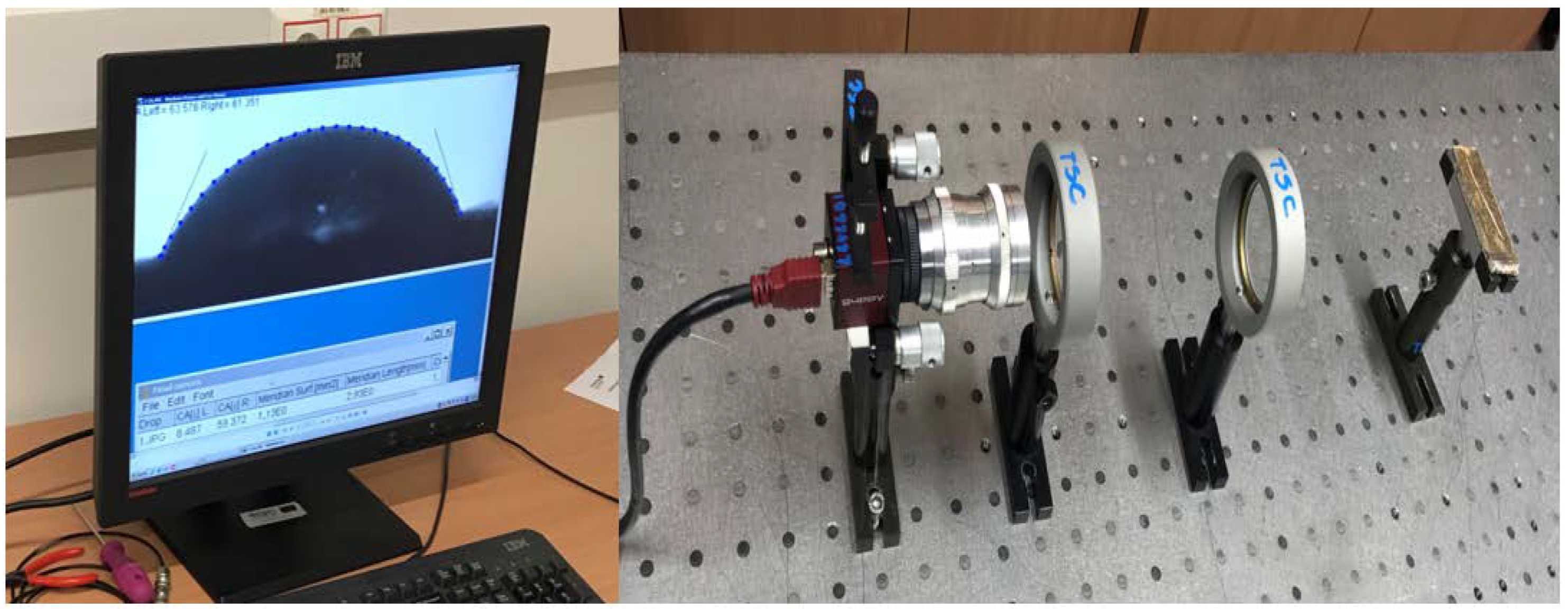
3.5. Contact Angle Measurement Test
4. Results and Discussions
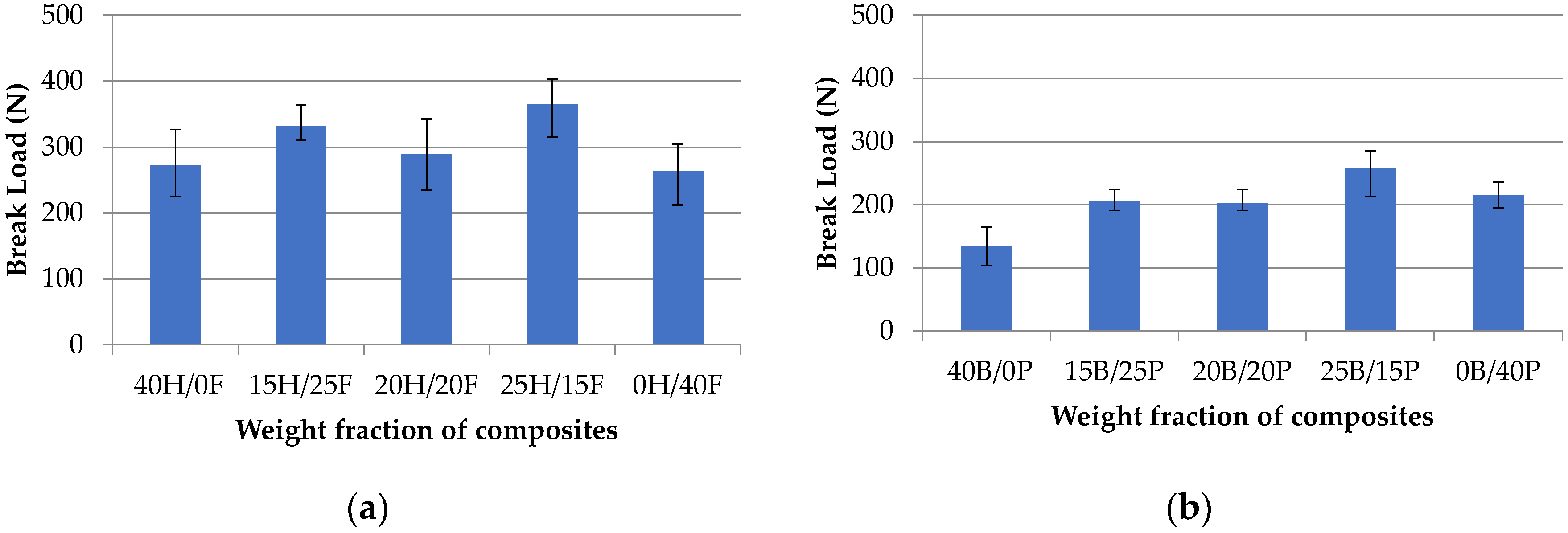
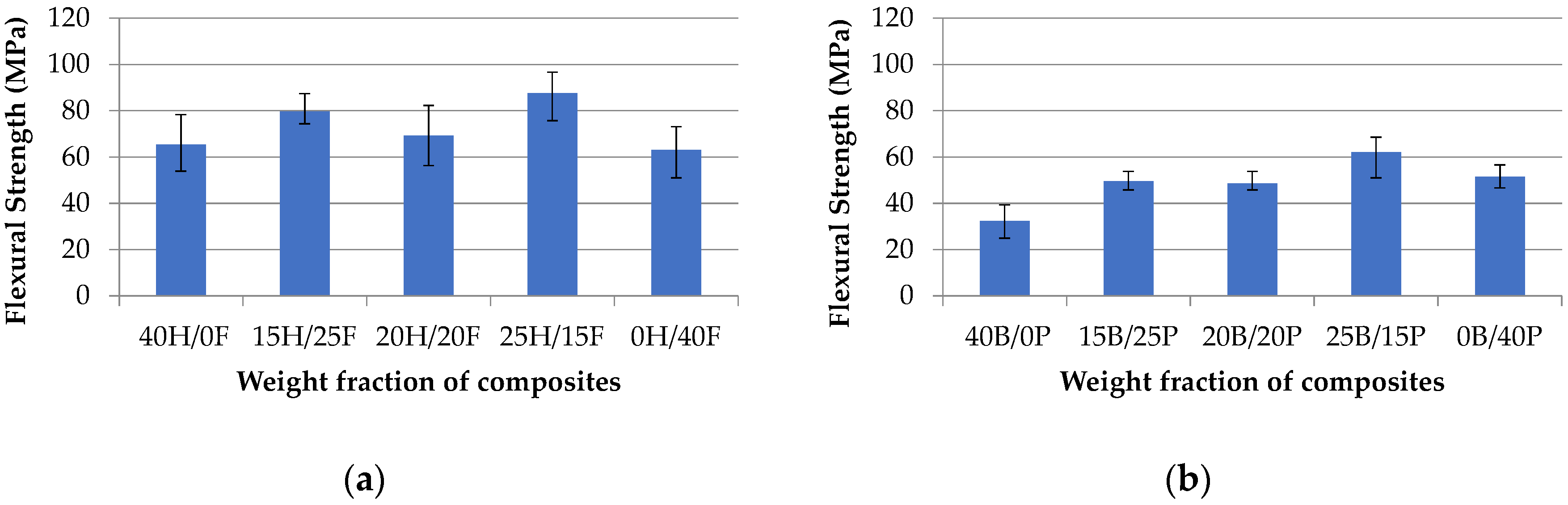
4.1. Flexural Properties
4.2. Interlaminar Shear Strength
4.3. Moisture Analysis
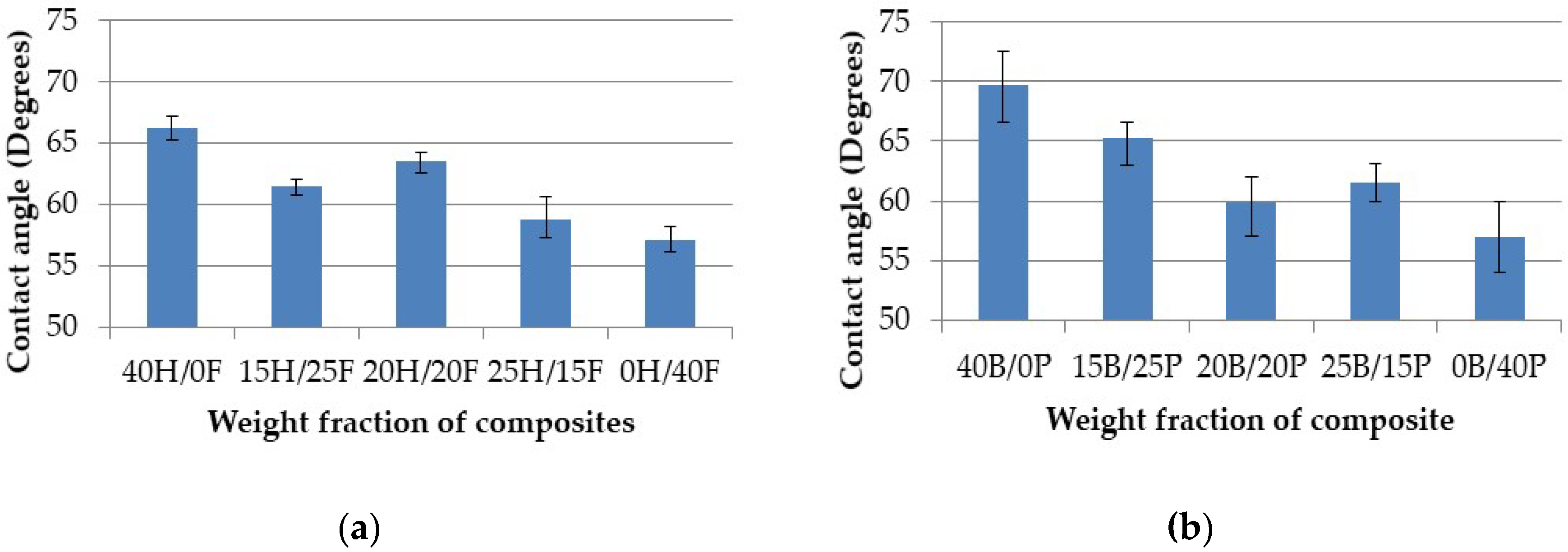
4.4. Contact Angle Measurement
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Shahzad, A. A study in physical and mechanical properties of hemp fibers. Adv. Mater. Sci. Eng. 2013, 2013, 325085. [Google Scholar] [CrossRef] [Green Version]
- Del Masto, A.; Trivaudey, F.; Guicheret-Retel, V.; Placet, V.; Boubakar, L. Investigation of the possible origins of the differences in mechanical properties of hemp and flax fibres: A numerical study based on sensitivity analysis. Compos. Part A Appl. Sci. Manuf. 2019, 124, 105488. [Google Scholar] [CrossRef]
- Charkviani, R.V.; Pavlov, A.A.; Pavlova, S.A. Interlaminar Strength and Stiffness of Layered Composite Materials. Procedia Eng. 2017, 185, 168–172. [Google Scholar] [CrossRef]
- Rajak, D.K.; Pagar, D.D.; Kumar, R.; Prusncu, C.I. Recent progress of reinforcement materials: A comprehensive overview of composite materials. J. Mater. Res. Technol. 2019, 8, 6354–6374. [Google Scholar] [CrossRef]
- Sharma, A.K.; Bhandari, R.; Aherwar, A.; Rimašauskienė, R. Matrix materials used in composites: A comprehensive study. Mater. Today Proc. 2020, 21, 1559–1562. [Google Scholar] [CrossRef]
- Kumar, A.; Singh, R.; Chaudhary, R. Recent progress in production of metal matrix composites by stir casting process: An overview. Mater. Today Proc. 2020, 21, 1–5. [Google Scholar] [CrossRef]
- Khalil, H.P.S.A.; Hanida, S.; Kang, C.W.; Fuaad, N.A.N. Agro-hybrid Composite: The Effects on Mechanical and Physical Properties of Oil Palm Fiber (EFB)/Glass Hybrid Reinforced Polyester Composites. J. Reinf. Plast. Compos. 2007, 26, 203–218. [Google Scholar] [CrossRef]
- Bhoopathi, R.; Deepa, C.K.; Sasikala, G.; Ramesh, M. Experimental Investigation on Mechanical Properties of Hemp-Banana-Glass Fiber Reinforced Composites. Appl. Mech. Mater. 2015, 766–767, 167–172. [Google Scholar] [CrossRef]
- Swolfs, Y.; Crauwels, L.; Van Breda, E.; Gorbatikh, L.; Hine, P.; Ward, I.; Verpoest, I. Tensile behaviour of intralayer hybrid composites of carbon fibre and self-reinforced polypropylene. Compos. Part A Appl. Sci. Manuf. 2014, 59, 78–84. [Google Scholar] [CrossRef]
- Diao, H.; Bismarck, A.; Robinson, P.; Wisnom, M.R. Production of continuous intermingled CF/GF hybrid composite via fibre tow spreading technology. In Proceedings of the 16th European Conference on Composite Materials (ECCM 16), Seville, Spain, 22–26 June 2014; pp. 1–8. [Google Scholar]
- Da Luz, F.S.; Filho, F.D.C.G.; Oliveira, M.S.; Nascimento, L.F.C.; Monteiro, S.N. Composites with Natural Fibers and Conventional Materials Applied in a Hard Armor: A Comparison. Polymers 2020, 12, 1920. [Google Scholar] [CrossRef]
- de Mendonça Neuba, L.; Pereira Junio, R.F.; Riberiro, M.P.; Souza, A.T.; de Sousa Lima, E.; da Costa Garcia Filho, F.; da Silva Figueiredo, A.B.-H.; de Oliveira Braga, F.; de Azevedo, A.R.G.; Monteiro, S.N. Promising mechanical, thermal, and ballistic properties of novel epoxy composites reinforced with Cyperus malaccensis sedge fiber. Polymers 2020, 12, 1776. [Google Scholar] [CrossRef] [PubMed]
- Yorseng, K.; Rangappa, S.M.; Pulikkalparambil, H.; Siengchin, S.; Parameswaranpillai, J. Accelerated weathering studies of kenaf/sisal fiber fabric reinforced fully biobased hybrid bio epoxy composites for semi-structural applications: Morphology, thermo-mechanical, water absorption behaviour and surface hydrophobicity. Constr. Build. Mater. 2020, 235, 117464. [Google Scholar] [CrossRef]
- Wang, X.; Xie, J.; Zhang, H.; Zhang, W.; An, S.; Chen, S.; Luo, C. Determining the lignin distribution in plant fiber cell walls based on chemical and biological methods. Cellulose 2019, 26, 4241–4252. [Google Scholar] [CrossRef]
- Bourmaud, A.; Beaugrand, J.; Shah, D.U.; Placet, V.; Baley, C. Towards the design of high-performance plant fibre composites. Prog. Mater. Sci. 2018, 97, 347–408. [Google Scholar] [CrossRef]
- Burczyk, H.; Grabowska, L.; Kołodziej, J.; Strybe, M. Industrial Hemp as a Raw Material for Energy Production. J. Ind. Hemp. 2008, 13, 37–48. [Google Scholar] [CrossRef]
- Rangappa, S.M.; Madhu, P.; Jawaid, M.; Senthamaraikannan, P.; Senthil, S.; Pradeep, S. Characterization and properties of natural fiber polymer composites: A comprehensive review. J. Clean. Prod. 2018, 172, 566–581. [Google Scholar] [CrossRef]
- Bakare, F.O.; Skrifvars, M.; Åkesson, D.; Wang, Y.; Afshar, S.J.; Esmaeili, N. Synthesis and characterization of bio-based thermosetting resins from lactic acid and glycerol. J. Appl. Polym. Sci. 2014, 131, 1–9. [Google Scholar] [CrossRef]
- Mohammed, A.M.; Zainab Hamid, A.A. Synthesis, Characterization, and Properties of New Unsaturated Polyesters Resins Reinforced with Some Fillers (Carbon Nano, Nano TiO2, TiO2 and ZnO) for Composite Application. Int. J. Appl. Nat. Sci. 2017, 6, 79–100. [Google Scholar]
- Sapuan, S.; Leenie, A.; Harimi, M.; Beng, Y.K. Mechanical properties of woven banana fibre reinforced epoxy composites. Mater. Des. 2006, 27, 689–693. [Google Scholar] [CrossRef]
- Al Rashid, A.; Khalid, M.Y.; Imran, R.; Ali, U.; Koç, M. Utilization of Banana Fiber-Reinforced Hybrid Composites in the Sports Industry. Materials 2020, 13, 3167. [Google Scholar] [CrossRef]
- Karimzadeh, A.; Yahya, M.Y.; Abdullah, M.N.; Wong, K.J. Effect of Stacking Sequence on Mechanical Properties and Moisture Absorption Characteristic of Hybrid PALF/Glass Fiber Composites. Fibers Polym. 2020, 21, 1583–1593. [Google Scholar] [CrossRef]
- Shivamurthy, B.; Thimmappa, B.H.S.; Monteiro, J. Sliding wear, mechanical, flammability, and water intake properties of banana short fiber/Al (OH)3/epoxy composites. J. Nat. Fibers 2020, 17, 337–345. [Google Scholar] [CrossRef]
- Neves, A.C.C.; Rohen, L.A.; Mantovani, D.P.; Carvalho, J.P.R.G.; Vieira, C.M.F.; Lopes, F.P.D.; Simonassi, N.T.; da Luz, F.S.; Monteiro, S.N. Comparative mechanical properties between bio composites of Epoxy and polyester matrices reinforced by hemp fiber. J. Mater. Res. Technol. 2020, 9, 1296–1304. [Google Scholar] [CrossRef]
- Thiagamani, S.M.K.; Krishnasamy, S.; Muthukumar, C.; Tengsuthiwat, J.; Siengchin, S.; Ismaile, S.O. Investigation into mechanical, absorption and swelling behaviour of hemp/sisal fibre reinforced bio epoxy hybrid composites: Effects of stacking sequences. Int. J. Biol. Macromol. 2019, 140, 637–646. [Google Scholar] [CrossRef] [PubMed]
- Moudood, A.; Rahman, A.; Nayeem, M.L.H.; Ochsner, A.; Islam, M.M.; Gaston, F. Mechanical properties of flax fiber-reinforced composites at different relative humidities: Experimental, geometric, and displacement potential function approaches. Polym. Compos. 2020, 19, 1–11. [Google Scholar] [CrossRef]
- Al-Otaibi, M.S.; Alothman, O.Y.; Alrashed, M.M.; Anis, A.; Naveen, J.; Jawaid, M. Characterization of Date Palm Fiber-Reinforced Different Polypropylene Matrices. Polymers 2020, 12, 597. [Google Scholar] [CrossRef] [Green Version]
- Junio, R.F.P.; Nascimento, L.F.C.; de Mendonça Neuba, L.; Souza, A.T.; Moura, J.V.B.; da Costa Garcia Filho, F.; Monteiro, S.N. Copernicia Prunifera Leaf Fiber: A Promising New Reinforcement for Epoxy Composites. Polymers 2020, 12, 2090. [Google Scholar] [CrossRef] [PubMed]
- Mochane, M.J.; Mokhena, T.C.; Mokhothu, T.H.; Mtibe, A.; Sadiku, E.R.; Ray, S.S.; Ibrahim, I.D.; Daramola, O.O. Recent progress on natural fiber hybrid composites for advanced applications: A review. Express Polym. Lett. 2019, 13, 159–198. [Google Scholar] [CrossRef]
- Singh, H.; Singh, T. Effect of fillers of various sizes on mechanical characterization of natural fiber polymer hybrid composites: A review. Mater. Today Proc. 2019, 2013, 5345–5350. [Google Scholar] [CrossRef]
- Shivamurthy, B.; Murthy, K.; Joseph, P.C.; Kabir, R.; Bhat, K.U.; Anandhan, S. Mechanical properties and sliding wear behaviour of jatropha seed cake waste/epoxy composites. J. Mater. Cycles Waste Manag. 2015, 17, 144–156. [Google Scholar] [CrossRef]
- Giridharan, R. Preparation and property evaluation of Glass/Ramie fibers reinforced epoxy hybrid composites. Compos. Part B Eng. 2019, 167, 342–345. [Google Scholar] [CrossRef]
- Singh, S.; Deepak, D.; Aggarwal, L.; Gupta, V.K. Tensile and Flexural Behaviour of Hemp Fiber Reinforced Virgin-recycled HDPE Matrix Composites. Proc. Mater. Sci. 2014, 6, 1696–1702. [Google Scholar] [CrossRef] [Green Version]
- Bazan, P.; Mierzwiński, D.; Bogucki, R.; Kuciel, S. Bio-based polyethylene composites with natural fiber: Mechanical, thermal, and ageing properties. Materials 2020, 13, 2595. [Google Scholar] [CrossRef] [PubMed]
- Agnivesh, K.S.; Narang, H.K.; Somnath, B. Mechanical properties of natural fiber polymer composites. Polym. Eng. 2017, 37, 879–895. [Google Scholar]
- Raghuram, V.; Maheswaran, R.; Shijo, J.S.; Thanesh, A. Characteristics of treated natural fiber epoxy composite. Int. J. Pure Appl. Math. 2015, 119, 2079–2088. [Google Scholar]
- Kumar, S.S. Dataset on mechanical properties of natural fiber reinforced polyester composites for engineering applications. Data Brief 2020, 28, 105054. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Banana | Pineapple | Hemp | Flax |
|---|---|---|---|---|
| Density () | 1.35 | 1.44 | 1.48 | 1.4 |
| Young’s modulus (GPa) | 27–32 | 60.82 | 70 | 60–80 |
| Elongation (%) | 2.6–5.9 | 2.2 | 1.6–4.0 | 1.2–1.6 |
| Cellulose (%) | 63–83 | 12–60 | 70–74 | 64–42 |
| Hemi cellulose (%) | 6–19 | 19.5 | 21–24 | 16 |
| Lignin (%) | 5–10 | 4.6–11 | 3.7–5.7 | 2–2.2 |
| Moisture (%) | 10.71 | 8–11.8 | 6.2–12 | 8–12 |
| Microfibrillar angle (°) | 11–12 | 12–14 | 2–6 | 5–10 |
| Property | Epoxy Resin | Hardener |
|---|---|---|
| Density ( | 1.15–1.18 | 0.97–0.99 |
| Specific gravity | 1.14 ± 0.1 | 1.02 ± 0.1 |
| Color | Colorless | Clear or brown |
| Viscosity at 25 °C (MPa) | 550 ± 50 | 600 |
| Pot life (min) at 23 °C | 30 ± 10 | 30 ± 10 |
| Mixing proportion | 10 | 2 |
| Gel time (h) at 23 °C | 24–36 | 24–36 |
| Composites | Break Load | Flexural Strength (MPa) | Flexural Modulus (GPa) |
|---|---|---|---|
| (N) | |||
| 40H/0F | 272.5 | 65.39 | 2.68 |
| 0H/40F | 262.9 | 63.10 | 2.75 |
| 15H/25F | 331.8 | 79.64 | 2.97 |
| 20H/20F | 288.9 | 69.34 | 2.92 |
| 25H/15F | 364.9 | 87.57 | 3.43 |
| 40B/0P | 135.0 | 39.36 | 0.96 |
| 0B/40P | 214.3 | 46.70 | 1.62 |
| 15B/25P | 206.1 | 53.76 | 1.19 |
| 20B/20P | 202.6 | 45.84 | 1.63 |
| 25B/15P | 258.7 | 68.54 | 2.02 |
| Composites | Break Load (N) | Interlaminar Shear Strength (MPa) |
|---|---|---|
| 40H/0F | 513.29 | 6.32 |
| 0H/40F | 1057.67 | 13.01 |
| 15H/25F | 568.15 | 6.99 |
| 20H/20F | 682.27 | 8.39 |
| 25H/15F | 540.67 | 6.65 |
| 40B/0P | 246.30 | 3.03 |
| 0B/40P | 594.77 | 7.32 |
| 15B/25P | 403.53 | 4.96 |
| 20B/20P | 462.42 | 5.69 |
| 25B/15P | 518.70 | 6.38 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Atmakuri, A.; Palevicius, A.; Siddabathula, M.; Vilkauskas, A.; Janusas, G. Analysis of Mechanical and Wettability Properties of Natural Fiber-Reinforced Epoxy Hybrid Composites. Polymers 2020, 12, 2827. https://doi.org/10.3390/polym12122827
Atmakuri A, Palevicius A, Siddabathula M, Vilkauskas A, Janusas G. Analysis of Mechanical and Wettability Properties of Natural Fiber-Reinforced Epoxy Hybrid Composites. Polymers. 2020; 12(12):2827. https://doi.org/10.3390/polym12122827
Chicago/Turabian StyleAtmakuri, Ayyappa, Arvydas Palevicius, Madhusudan Siddabathula, Andrius Vilkauskas, and Giedrius Janusas. 2020. "Analysis of Mechanical and Wettability Properties of Natural Fiber-Reinforced Epoxy Hybrid Composites" Polymers 12, no. 12: 2827. https://doi.org/10.3390/polym12122827