3.1. Shear Strength and Failure Mode Analysis
The shear strength was measured for three samples of each group, that is, Sample 1, 2, and 3 of Group 1; Sample 5, 6, and 7 of Group 2; and Sample 9, 10, and 11 of Group 3, and the result is shown in
Table 3. Sample 4, 8, and 12, which were not subject to the tensile test, were used for the other tests.
According to the mean value, the shear strength was improved by 215.55%, compared with Group 1, using the silanization treatment, and the strength was improved by 267.50% using the silanization treatment plus the ultrasonic vibration assisting process. In our previous study [
27], ultrasonic vibration was used to strengthen the adhesive bonding, but the silanization treatment was not applied. The average shear strength was 10.4 MPa, which was lower than that of Group 3 of this study. It can be confirmed that the strength of the joints prepared by the silanization treatment plus the ultrasonic vibration assisting was obviously higher than those prepared by the two treatments separately.
The damaged adhesive layer is shown in
Figure 8. During the tensile test, no obvious damage of the adherends was observed. The maximum shear strength of the joints was 25.46 MPa, which was much lower than the yield strength of the Al alloy (503 MPa, provided in
Section 2.1), so no plastic deformation was exhibited for the Al adherends. In addition, the shear strength was lower than the tensile strength (700 MPa) and the interlaminar shear strength (55 MPa) of the CFRP laminates (also provided in
Section 2.1), and thus the CFRP adherends were not distinctly damaged. According to the standard ASTM D5573-99, for the samples in Group 1, the separation appeared to be at the Al/adhesive interface, and thereby the failure mode was the adhesive failure (interfacial failure). The shear strength of Group 1 was much lower than the strength of the adhesive (31 MPa, provided in
Section 2.1), and thus the adhesive layer was not damaged in the tension process. Because the matrix of the CFRP adherends was similar with the adhesive, the bond between them was much better than that between the Al adherends and the adhesive. The Al alloy was quite different from the adhesive, so the bond between them was very low without the silanization treatment. In the tension test, the Al/adhesive interface was damaged. The shear strength of the samples was increased in Group 2 and Group 3. In Group 2, the right sample exhibited a mixed failure mode of the adhesive failure and the cohesive failure, and the other ones showed a mixed failure mode of the light-fiber-tear failure, the cohesive failure, and the adhesive failure, indicating that the silanization treatment can promote the bonding of the Al alloy and the adhesive. However, the bonding was not ideal. Adhesive failure occurred locally at the Al/adhesive interface. Good interface contact was not fully ensured. Furthermore, owing to the poor transfer of material at the interface, reaction was always incomplete to form a sufficient chemical bond between the grafted surface and the adhesive. Those limited the improvement of the strength. In Group 3, failure mainly occurred within the substrate of CFRP laminates, near the surface. A thin layer of the CFRP resin matrix was visible on the adhesive, with few fibers transferred from the substrate to the adhesive. This failure was typically the light-fiber-tear failure. In this group, the bond between Al adherends and the adhesive was further improved. The strength was larger than the measured shear strength, so the Al/adhesive interface was not damaged in the test. The shear strength was still lower than the strength of the adhesive, but it was certainly larger than the strength of the surface layer of the CFRP adherends. Therefore, the light-fiber-tear failure occurred. From the failure modes, the shear strength of Al alloy and adhesive was low without the silanization treatment. After the treatment, the adherend surface was grafted with the silane coupling agent, which strengthened the bonding between the Al alloy sheet and adhesive. The ultrasonic vibration assisting can further promote the bonding.
3.2. Surface Composition
From the EDS results shown in
Figure 9, the contents of the main components, including Mg, Si, and Zn, were all within the ranges presented in
Table 1. The mass fraction of Al was 92.01%, which was slightly larger than the value of 91.4% in
Table 1. Considering contents of the other elements that were not presented in the figure, this deviation was under a permissible level. Therefore, the Al alloy used in this study was in a qualifying condition. It is noted that the Si content was 0.16%, which was the initial content of the Al alloy sheet. From
Figure 10, that content was increased to 0.52% on the surface of the Al alloy after the silanization treatment. From the structural formula in
Figure 2, the Si element was present in the silane coupling agent KH560, and the Si atom was the central atom of the molecule. In the silanization process, the Si atom formed the Si–O–Al bond with the surface of the Al alloy by condensation reaction, and thus the silane coupling agent was grafted. An increase of the Si content confirms that the silane coupling agent was successfully grafted on the surface of the 7075 Al alloy sheet [
17]. The results illustrate that the surface of the Al alloy sheet was successfully modified by the silane coupling agent, which served as a bridge for joining the organic adhesive to the inorganic Al alloy. As a result, the shear strength of the joints in Group 2 was increased significantly, from 6.43 MPa to 20.29 MPa.
The surface morphology of the Al alloy sheet after the alkaline cleaning and acid pickling is shown in
Figure 9. From the figure, small pits with the length of about 100 nm were etched on the surface. After the silanization treatment, the surface was much rougher, and grooves with the length of about 200 nm were produced, as shown in
Figure 10. It can be seen that the surface was further etched in the silanization treatment. This can be attributed to the silane coupling agent solution, which was acidic. The solution was a mixture of methanol, distilled water, and KH560 with the volume ratio of 96:3:1, and its pH value was adjusted to 5 with acetic acid. The acidic solution was beneficial to the hydrolyzing of the silane coupling agent. The Al alloy sheet was immersed in the silane coupling agent solution for 30 min at room temperature, and then kept in a vacuum oven at 110 °C for 1 h to finish the coupling reaction. Because of the long-time immersion of the Al alloy sheet in the acidic solution, the surface was etched. In addition, the condensation reaction on the surface also affected the grooves. In a certain range, the rougher morphology can promote mechanical anchoring at the interface between Al alloy and the adhesive, thus improving the shear strength.
3.3. Reaction at Interface
Figure 11 shows the FTIR test result of the Al alloy surface after the treatment of the alkaline cleaning plus acid pickling. The characteristic peak of hydroxyl was detected at 3423 cm
−1, indicating that the hydroxyl group was formed on the surface of Al alloy after the treatment. After the silanization treatment, a peak at 1100 cm
−1 was detected, as shown in
Figure 11. This peak is the characteristic peak of the Si–O–Al bond. At the same time, the peak of hydroxyl is very weak, indicating that the hydroxyl group was consumed in the silanization treatment. In the treatment, the condensation reaction was carried out between the hydroxyl group on the grafted surface and that from the hydrolyzed silane coupling agent to produce the Si–O–Al bond, thus forming a chemical bridge between the inorganic Al alloy and the organic adhesive. The grafting reaction is shown in
Figure 12. From the figure, it is noticed that the terminal epoxy group was also introduced on the surface of Al alloy after the treatment. From
Figure 11, a peak was detected at 915 cm
−1, which corresponds to the characteristic peak of the terminal epoxy group. Similar with the epoxy group in the adhesive, the grafted epoxy group can also react with the adhesive to form a chemical bond between the grafted surface and the adhesive layer, increasing the bonding strength.
The FTIR test results of the component A and the component B of the DP460 adhesive are shown in
Figure 13. The peaks at 972 cm
−1, 915 cm
−1, and 772 cm
−1 arose from stretching vibration of the terminal epoxy group. The peak at 1508 cm
−1 arose from bending vibration of the para-substituted phenyl group. The peak at 1112 cm
−1 was attributed to vibration of the ether group –C–O–C–. The peaks at 3360 cm
−1 and 3297 cm
−1 arose from vibration of the primary amine. Additionally, the absorption peak of C=O in the carboxylic acid was at 1720 cm
−1. These absorption peaks confirm that the adhesive originally contains functional groups of terminal epoxy, phenyl, ether, primary amine, and carboxylic acid.
The FTIR test of the interface was conducted for the three bonded samples, and the spectra are shown in
Figure 13, where Sample 4, Sample 8, and Sample 12 belong to Group 1, Group 2, and Group 3, respectively. The characteristic peaks of the epoxy group almost disappeared at 972 cm
−1, 915 cm
−1, and 772 cm
−1, indicating that the epoxy was consumed during the cross-linking reaction with functional groups in the component B. From
Figure 13, the peaks of the primary amine at 3297 cm
−1 and 3360 cm
−1 disappeared, indicating that the diethylene glycol bis (3-aminopropyl) ether in the adhesive was consumed during the cross-linking reaction.
The ether is an aliphatic amine hardener, containing the primary amine group, which can promote a ring opening reaction of the epoxy group at room temperature. The adhesive, whose main content is the bisphenol A epoxy resin that contains the epoxy group at both terminals of its molecule, can be cross-linked under the effect of the ether. Furthermore, after the silanization treatment, the surface of the Al alloy sheet was grafted with the silane coupling agent KH560, which contained the epoxy group at the terminal of its molecule, as shown in
Figure 14. The ether promoted the ring opening reaction of the epoxy group to form a chemical bond between the grafted surface and the adhesive layer. The carboxylic acid, as an accelerator, can accelerate the reaction rate. The reaction formula is shown in
Figure 14.
In the absence of a catalyst, a chemical reaction does not occur between phenol and epoxide until the temperature rises up to 200 °C. There were two kinds of reactions, that is, the reaction between the phenolic hydroxyl group and the epoxy group, and the reaction between the hydroxyl group generated in the ring opening reaction and the epoxy group. The first reaction was mainly carried out under a catalyst. The 2,4,6-tris (dimethylaminomethyl) phenol is an aromatic amine, in which the tertiary amine and the phenolic hydroxyl group are contained. The tertiary amine group, which is a Lewis base, acted as a catalyst to promote the reaction between the phenol and the epoxide at a low temperature. Owing to the tertiary amine group, the phenolic hydroxyl group lost a proton, promoting ring opening of the epoxy group. In addition, the anionic homopolymerization of the epoxy group was also carried out under the effect of the tertiary amine and the carboxylic acid. The reactions between the phenol and the epoxy resin are shown in
Figure 15, where the epoxy group was from the grafted surface and the adhesive. Therefore, the chemical bond was formed at the interface.
After the silanization treatment, the surface of the Al alloy sheet was grafted with the silane coupling agent KH560, which contained the epoxy group at the terminal of its molecule. From
Figure 14 and
Figure 15, the grafted epoxy group reacted with the diethylene glycol bis (3-aminopropyl) ether and the 2,4,6-tris (dimethylaminomethyl) phenol in the adhesive to form a chemical bond between the Al alloy and the adhesive layer, thus improving the strength of the joints prepared using the silanization treatment.
The OMNIC software was employed to analyze
Figure 13, and the peak area tool was used to obtain the peak area. Because the phenyl group was not involved in the chemical reactions, the area ratio of the epoxy peak to the phenyl peak was used to characterize degree of the cross-linking reaction. The characteristic peak of the terminal epoxy group is at 915 cm
−1, and that of the phenyl group is at 1508 cm
−1. The result is shown in
Table 4. The ratio for Sample 4 was the smallest, indicating that the residual epoxy group was very little after the cross-linking reaction for the used adhesive. More residual epoxy group was measured in the other two samples according to the larger ratios. This was attributed to the silanization treatment applied for the two samples. The coupling agent of KH560 contains the terminal epoxy group, as shown in
Figure 2. Extra epoxy group was grafted on the surface of the Al alloy after the silanization treatment, so that the residual epoxy group was more in Sample 8 and Sample 12. However, the residual epoxy group was less in Sample 12 than that in Sample 8, for the ratio was reduced from 4.17% to 3.60%, indicating that more grafted epoxy group was involved and consumed in the reaction with the adhesive. Considering that the additionally introduced epoxy group was very little, the reduction of the residual epoxy group was significant for the grafted epoxy group on the surface of the Al alloy. By comparing the surface treatment and joining process applied for the two samples, it is known that the ultrasonic vibration assisting process promoted the grafted epoxy group to react with the adhesive more sufficiently at the Al/adhesive interface. More chemical bond was formed between the grafted surface and the adhesive layer under the action of the ultrasonic vibration, thus further improving the strength of the CFRP/Al alloy joints.
From the view of the physical chemistry, the reason for the increase of the shear strength by the assisting process was that the ultrasonic action further promoted the reaction on the grafted surface to be finished completely. From
Figure 13, the peaks were similar for the three bonded samples, indicating that the ultrasonic action did not change the types of chemical reactions at the interface. The ultrasonic action caused oscillation in the adhesive, inducing micro-mixing of materials [
28]. Under the effect, the components of the adhesive could be mixed adequately, creating enough opportunity for the functional groups to collide and combine with each other, which increased the reaction probability of the grafted epoxy group at the interface. Owing to the mass transfer, more amine group (of the ether) was present at the interface. The group can promote ring opening reaction of the epoxy group readily. Therefore, more grafted epoxy group reacted to form a chemical bond between the adherend surface and the adhesive layer. Furthermore, under the ultrasonic action, high frequent vibration of the adherend and the adhesive was induced at the interface, so a high frequent impact between them was produced [
26]. In such a condition, the probability that the phenolic hydroxyl group and the tertiary amine group (of the phenol) of the adhesive attacked the electrophilic C– on the grafted epoxy group was increased significantly. According to the curing mechanism of the bisphenol A epoxy resin, it can be concluded that the intense attack of the phenolic hydroxyl group and the tertiary amine group to the C on the epoxy promoted the ring opening reaction to form more chemical bond between the grafted surface and the adhesive. Under the effect of the ultrasonic action, the collision among the functional groups was intensified, also known as the thermal effect [
29], which decreased the activation energy of the reactions at the interface. Such conditions facilitated some chemical reactions that were normally slow at the interface. Therefore, the reaction between the epoxy group and the adhesive was promoted at the grafted surface by the ultrasonic action.
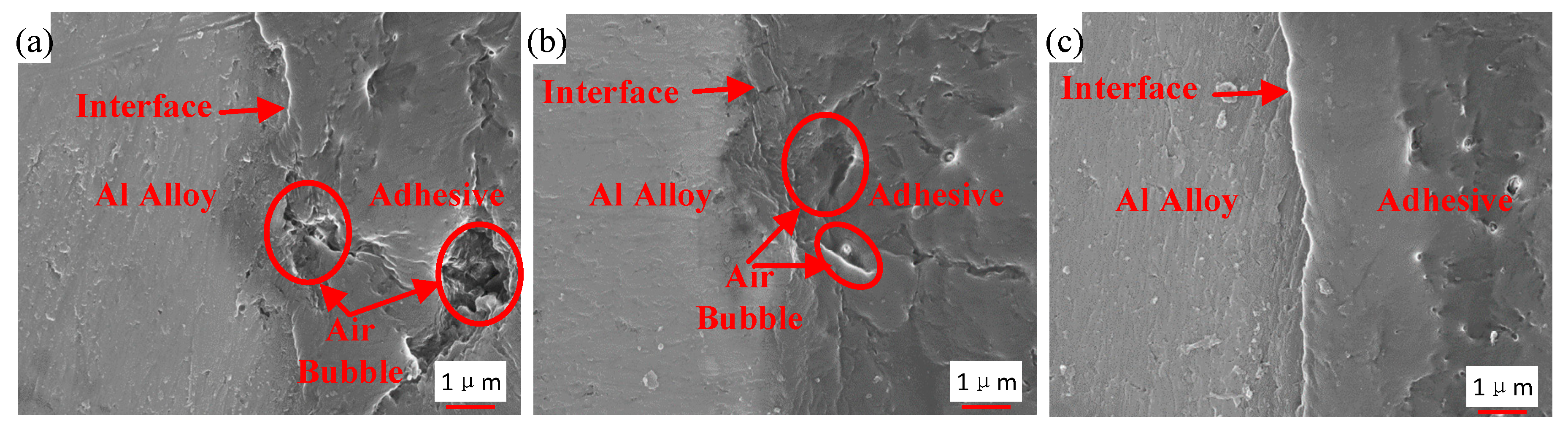
3.4. Interface Morphology
Figure 16 shows the interface morphology of the bonded samples prepared by the three different processes. Air traps are observed in the adhesive layer and at the interface for the samples that were not strengthened by the ultrasonic vibration assisting process, as shown in
Figure 16a,b. By comparing
Figure 16a,b, air traps were decreased at the interface owing to the grafted surface of the sample in
Figure 16b, but those were not improved dramatically in the adhesive layer. The area of max hollow is 6 μm
2 in
Figure 16a, and 5 μm
2 in
Figure 16b. Under the action of the ultrasonic vibration, no obvious hollow was observed, as shown in
Figure 16c. The interface and the adhesive layer become tighter than those without the ultrasonic action. The vibration of the adhesive, caused by the ultrasonic action, produced impact contact at the interface between the adherend and the adhesive [
26]. Ultrasonic vibration made it easier for the adhesive to permeate into microstructure of adherend surfaces, because the permeation was driven by the hydraulic pressure difference produced by the prompted flow of the adhesive [
27]. In addition, under the effect of the ultrasonic vibration, air traps in the adhesive layer were decreased. The high-frequency vibration could induce oscillating flow in the adhesive layer. Because of internal pressure of air traps and asymmetric characteristic of fluid resistance around, the oscillating flow caused entrapped bubbles to break, move, and escape from the viscous adhesive [
30], and thus air traps were decreased. Owing to the tight interface and adhesive layer, the interface adhesion of the adhesive and the Al adherend is more reliable.
Finally, the mechanism of the ultrasonic vibration assisting process can be illustrated in
Figure 17. The ultrasonic vibration assisting increased the shear strength by promoting the chemical bond and improving physical morphology. The ultrasonic assisting promoted the grafted epoxy group to react with the adhesive more sufficiently at the Al/adhesive interface, and thus more chemical bond was formed. Under the ultrasonic action, the interface and the adhesive layer became tighter.























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}