Rotational Molding of Linear Low-Density Polyethylene Composites Filled with Wheat Bran

 ,
,  ,
,  ,
, 
 ,
,  and
and 
Abstract
:1. Introduction
2. Experimental
2.1. Materials
2.2. Rotational Molding of Polymer Composites
2.3. Measurements
3. Results and Discussion
3.1. Chemical Structure
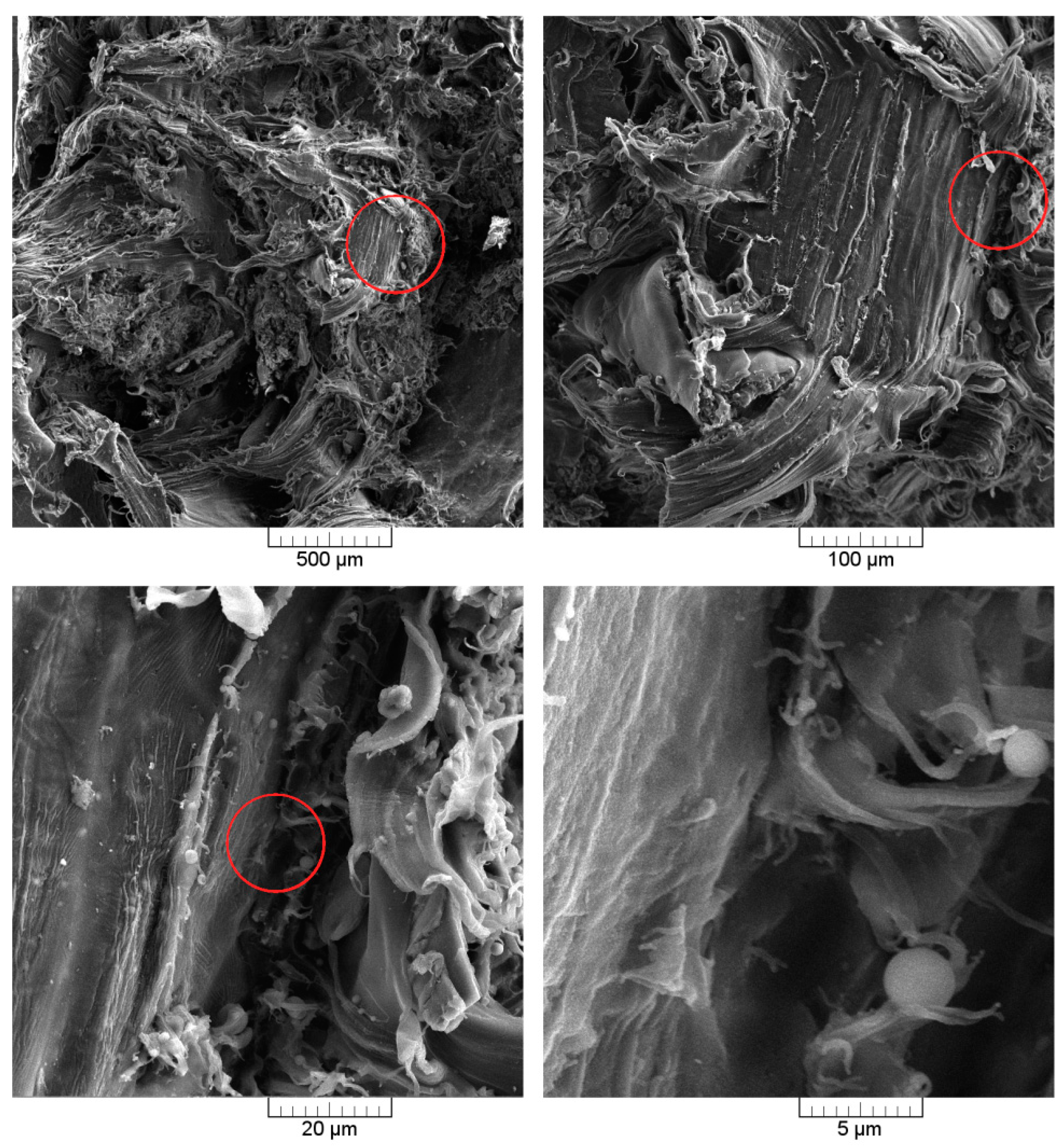
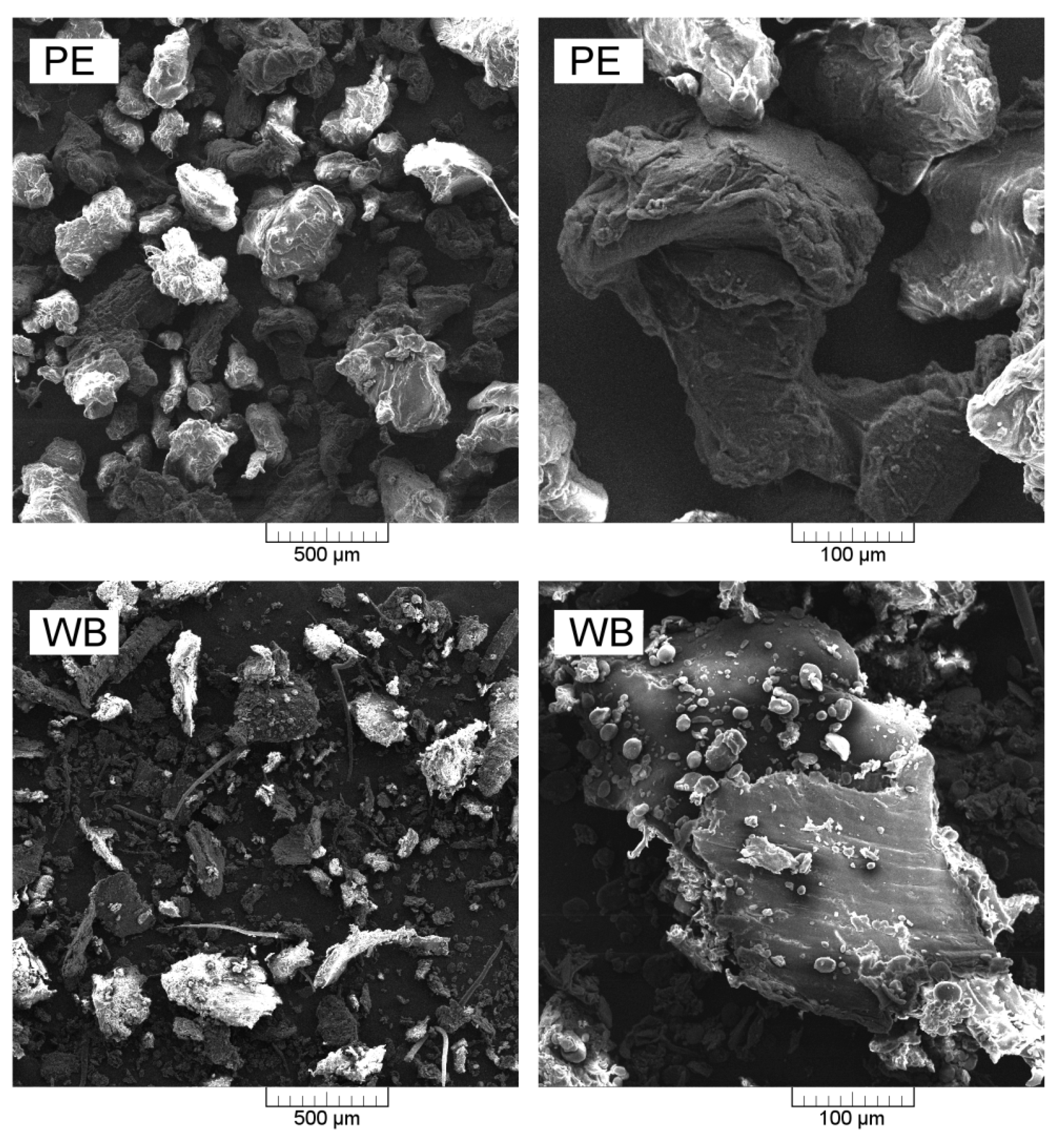
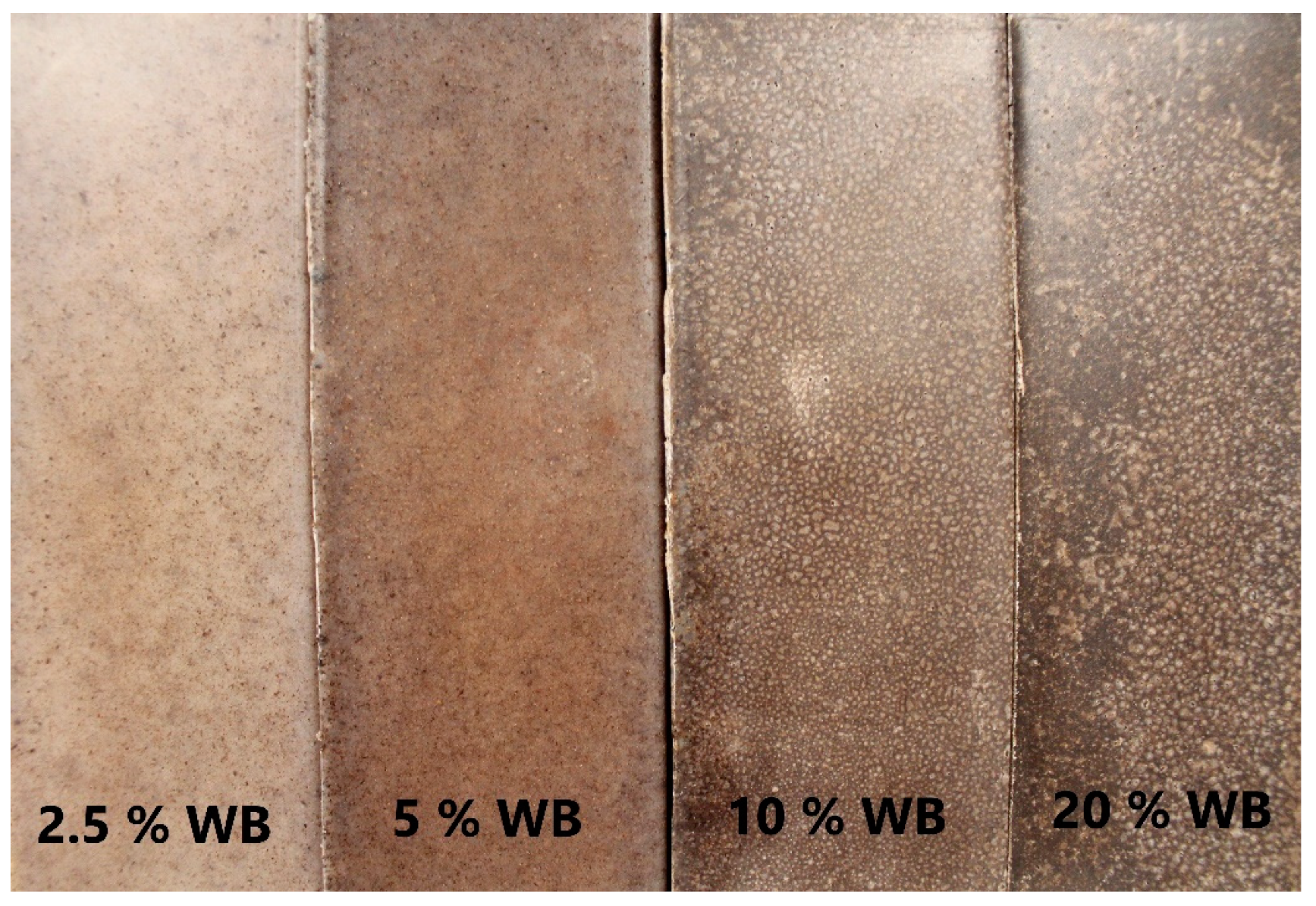
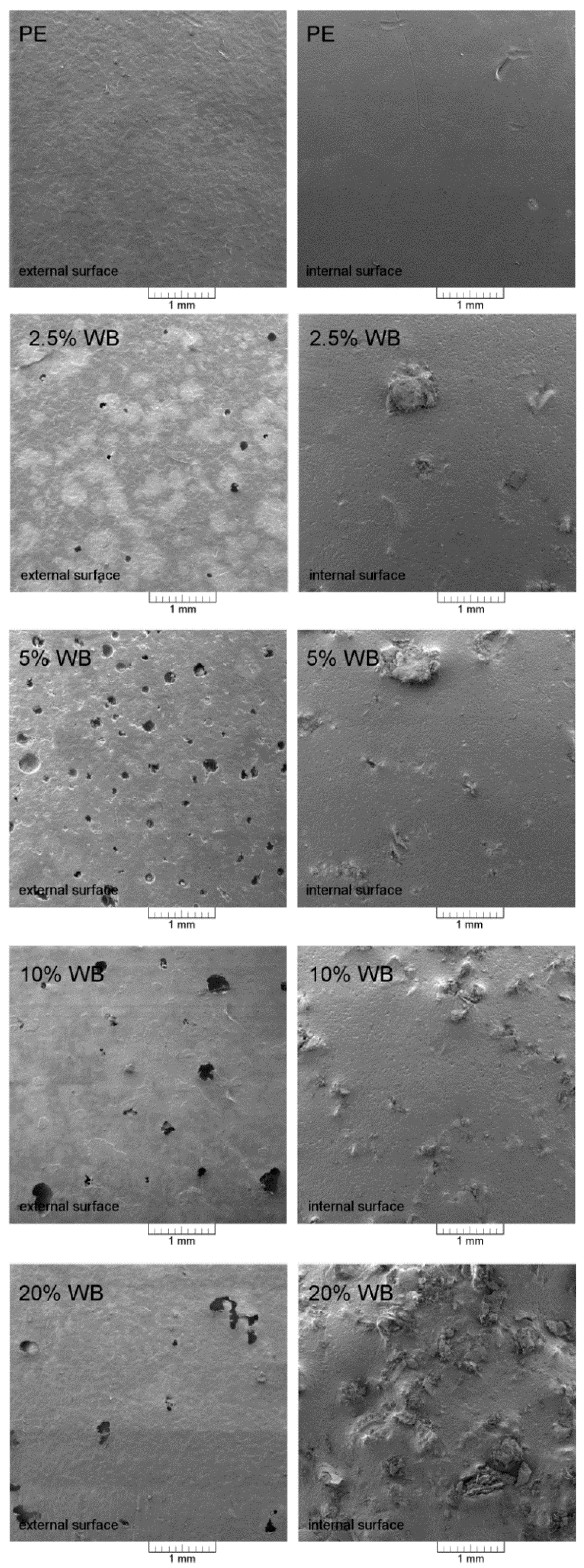
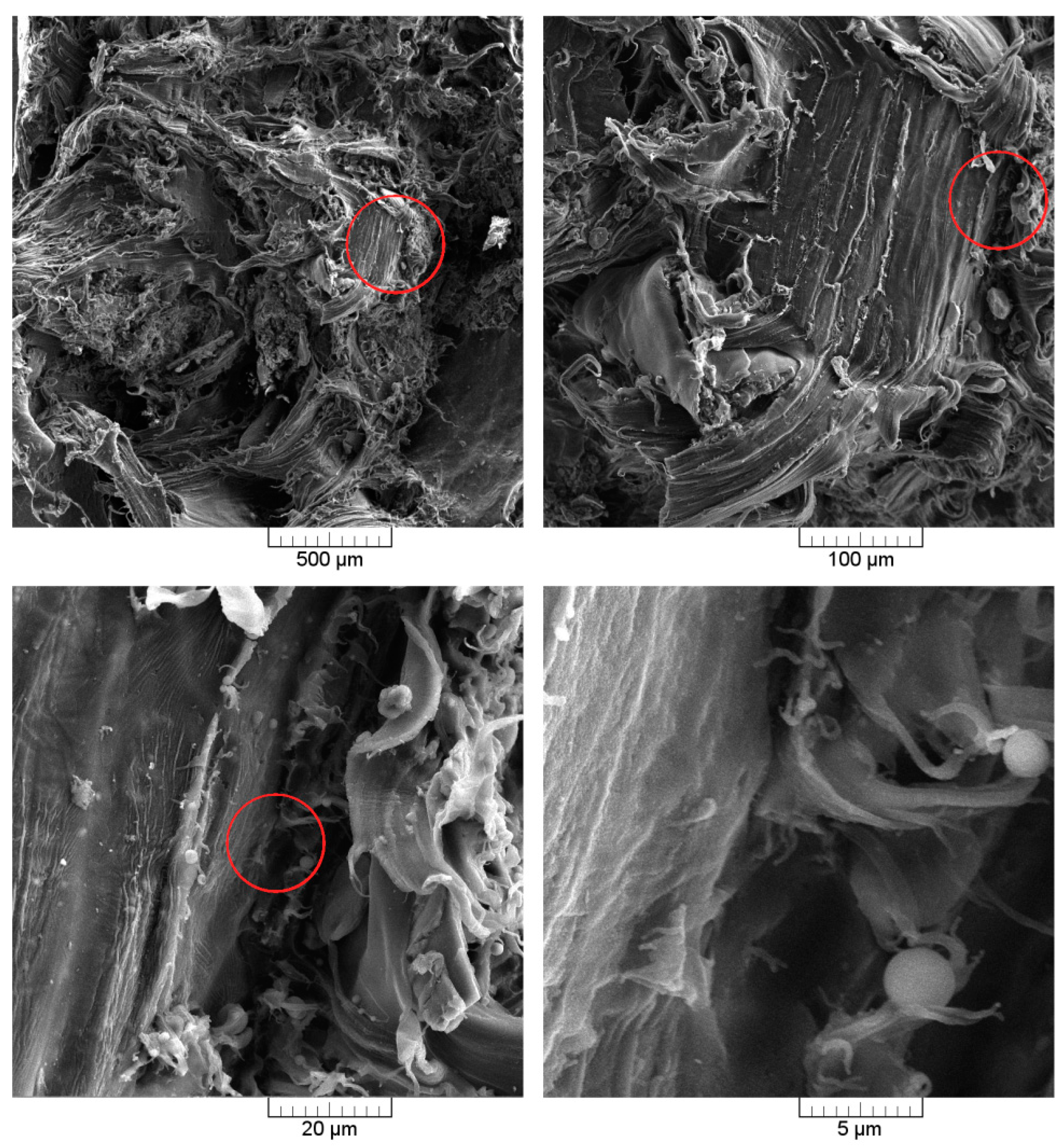
3.2. Microscopic Structure
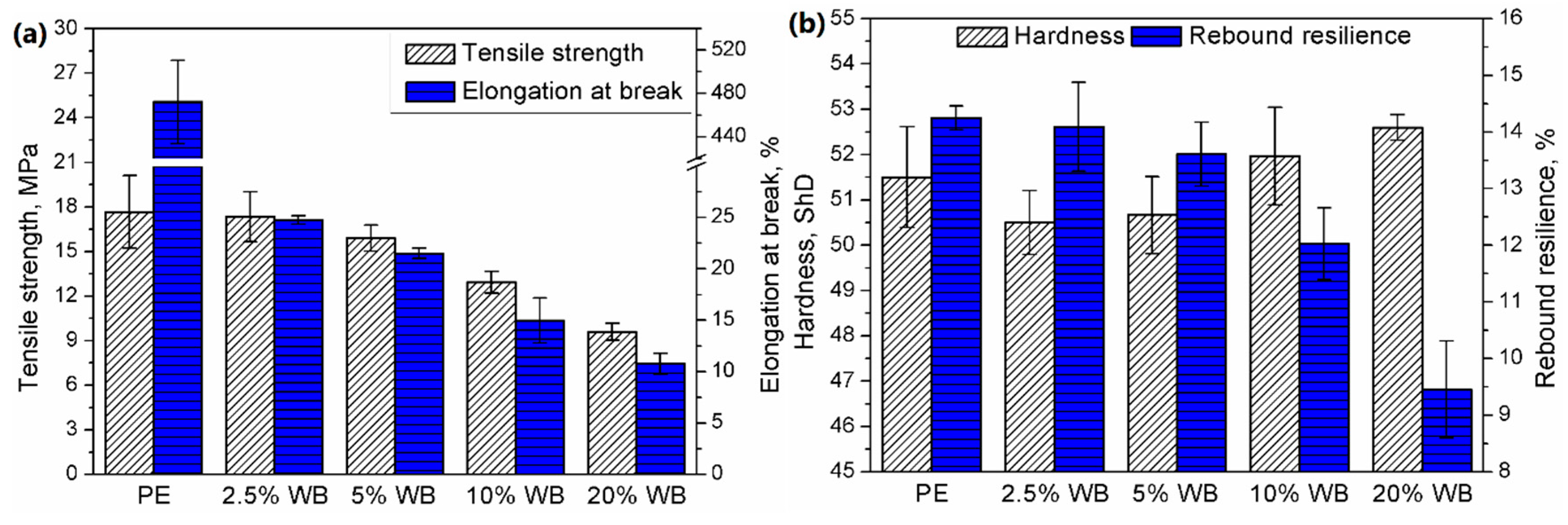
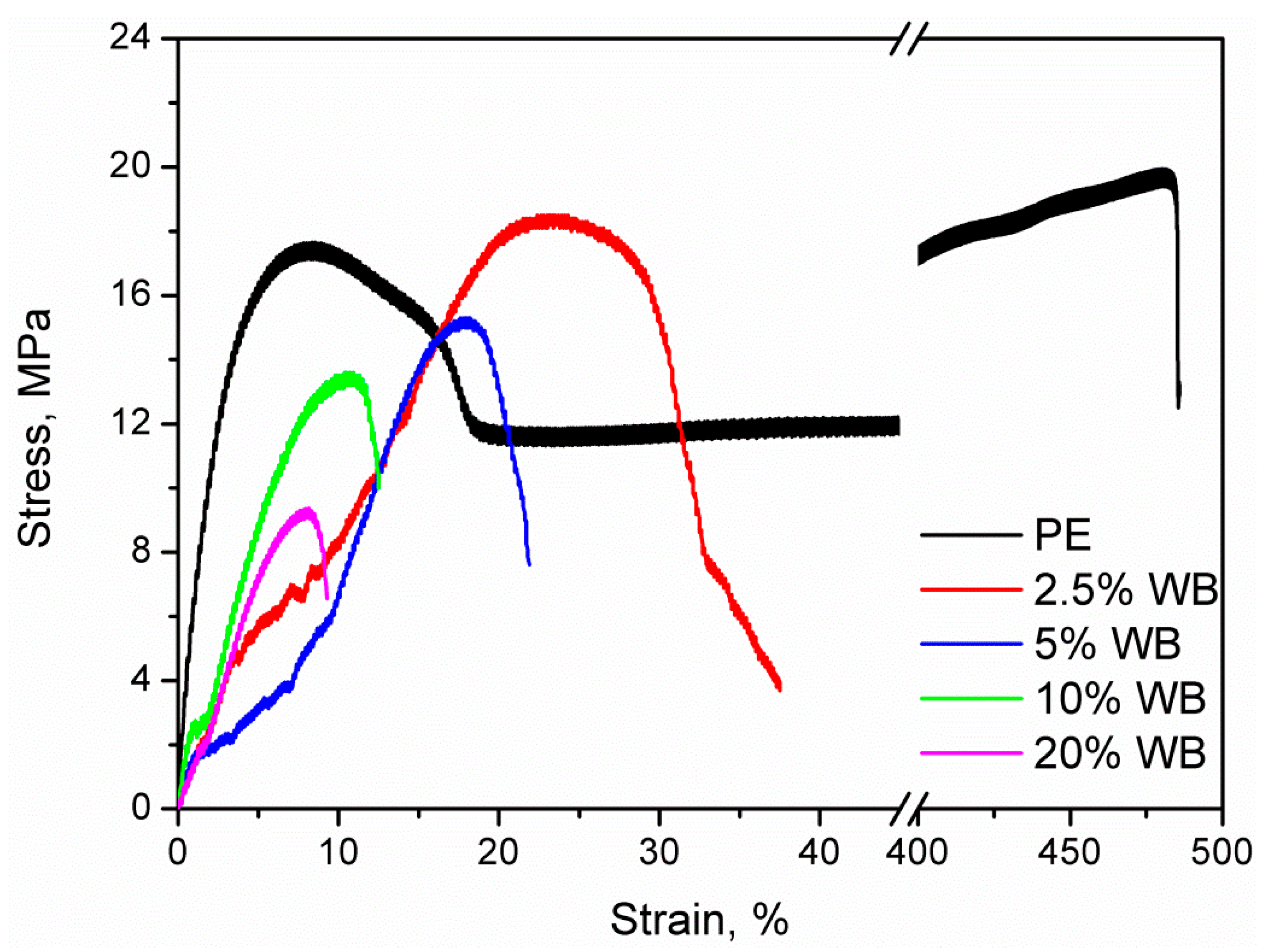
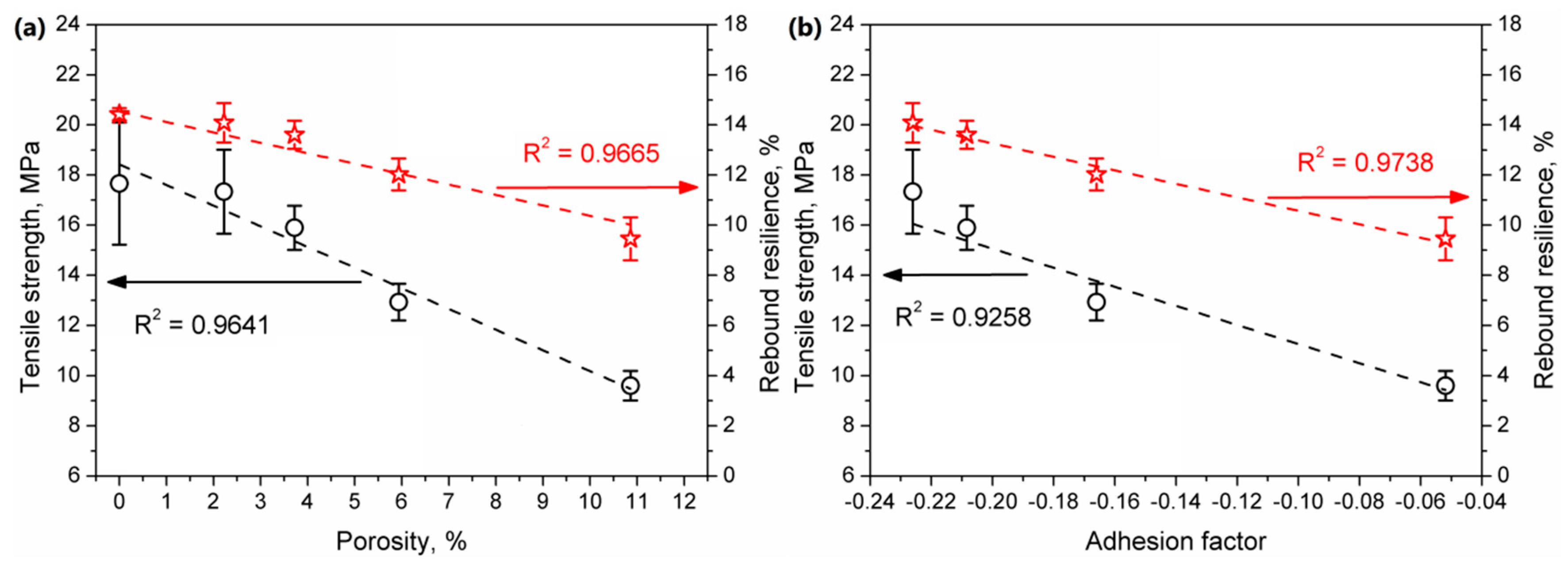
3.3. Physico-Mechanical Properties
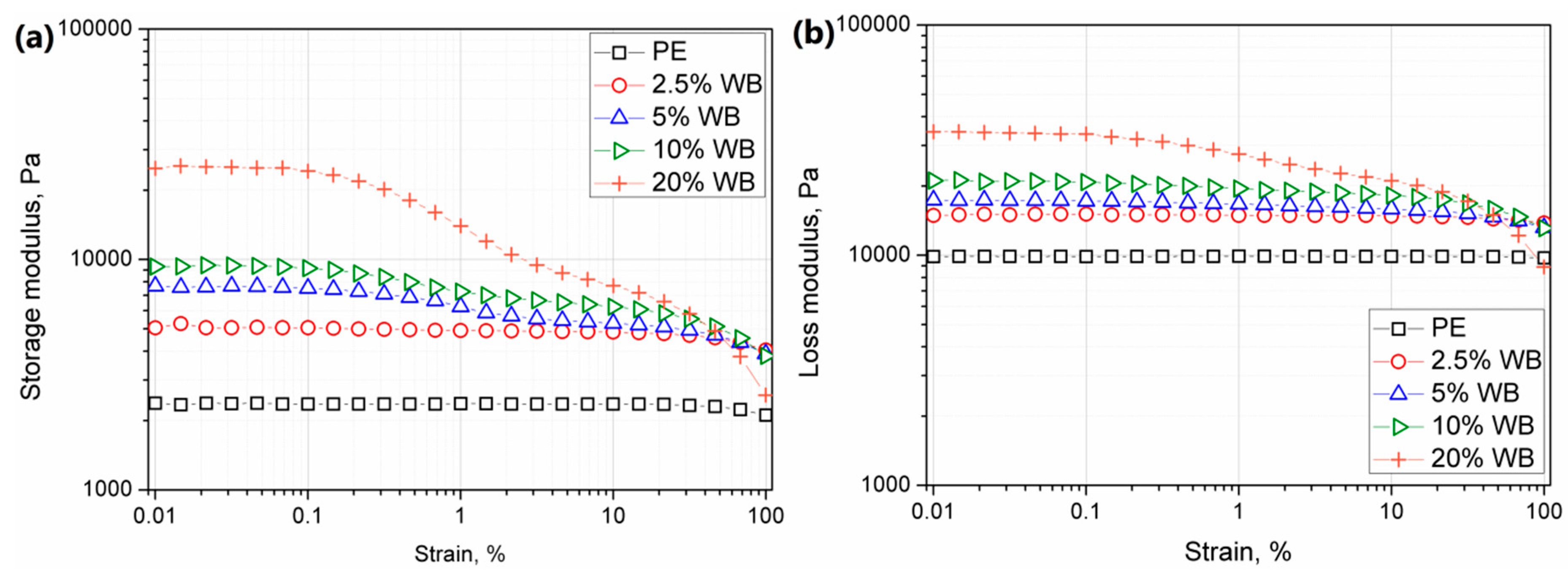
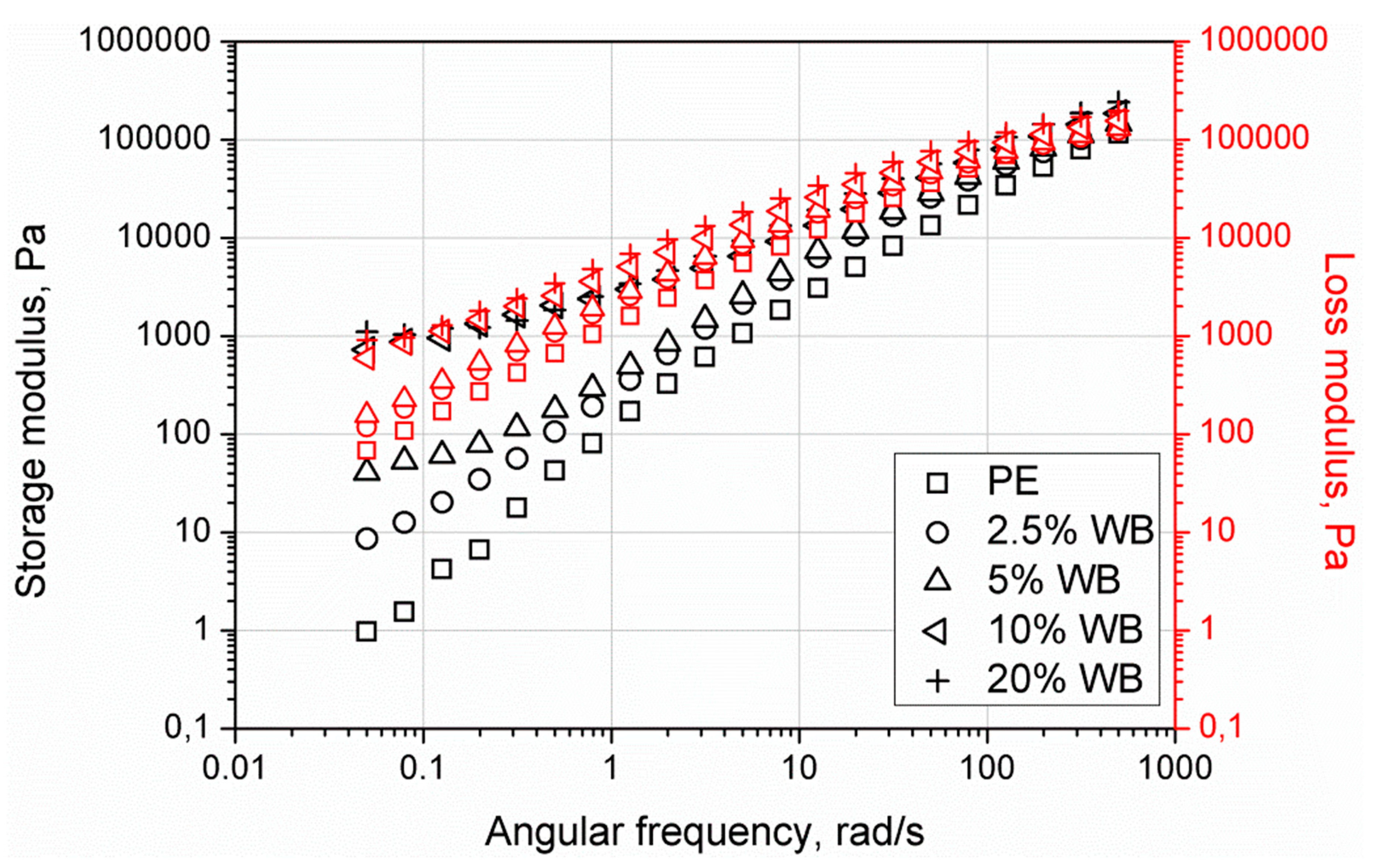
3.4. Rheological Behavior
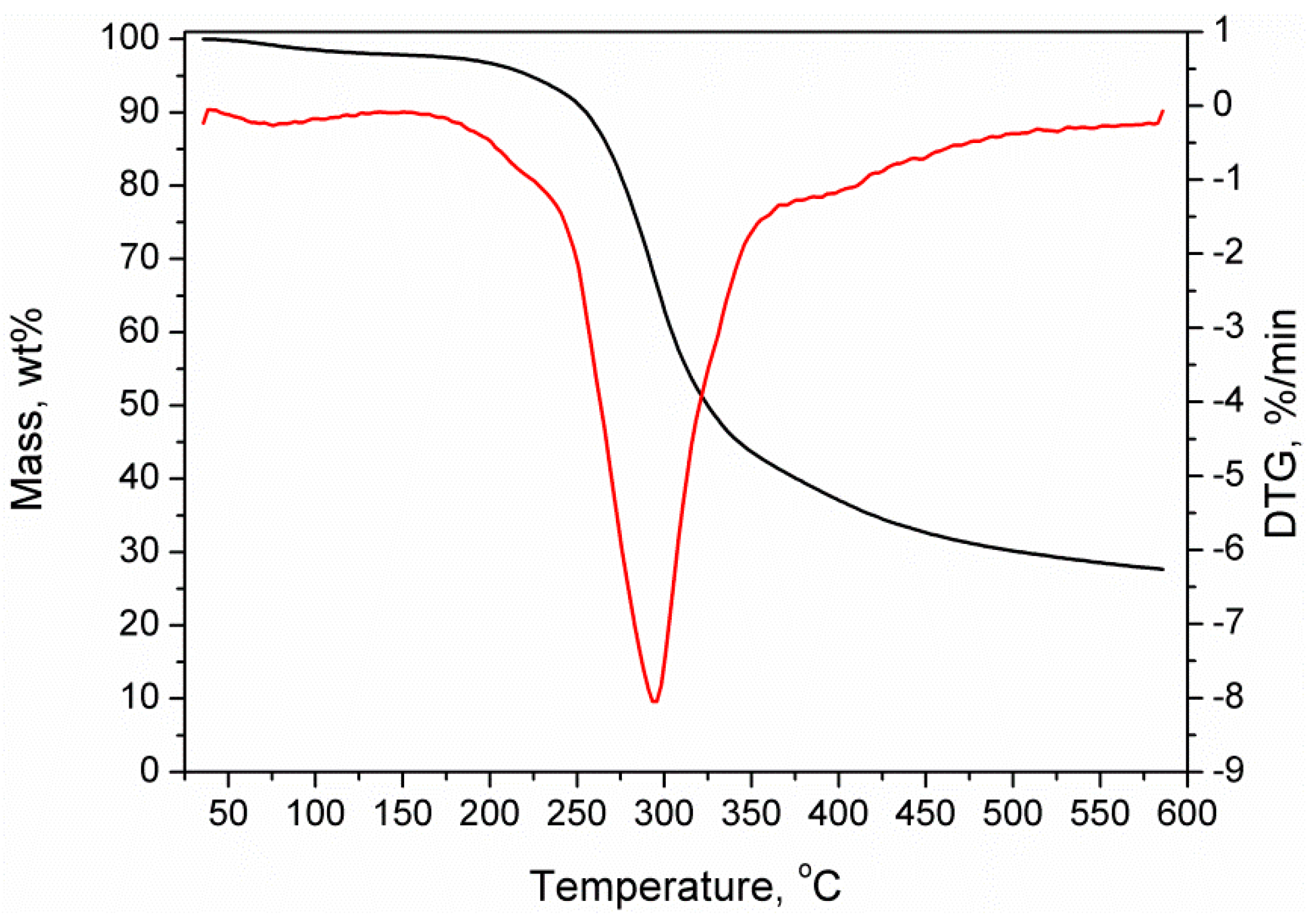
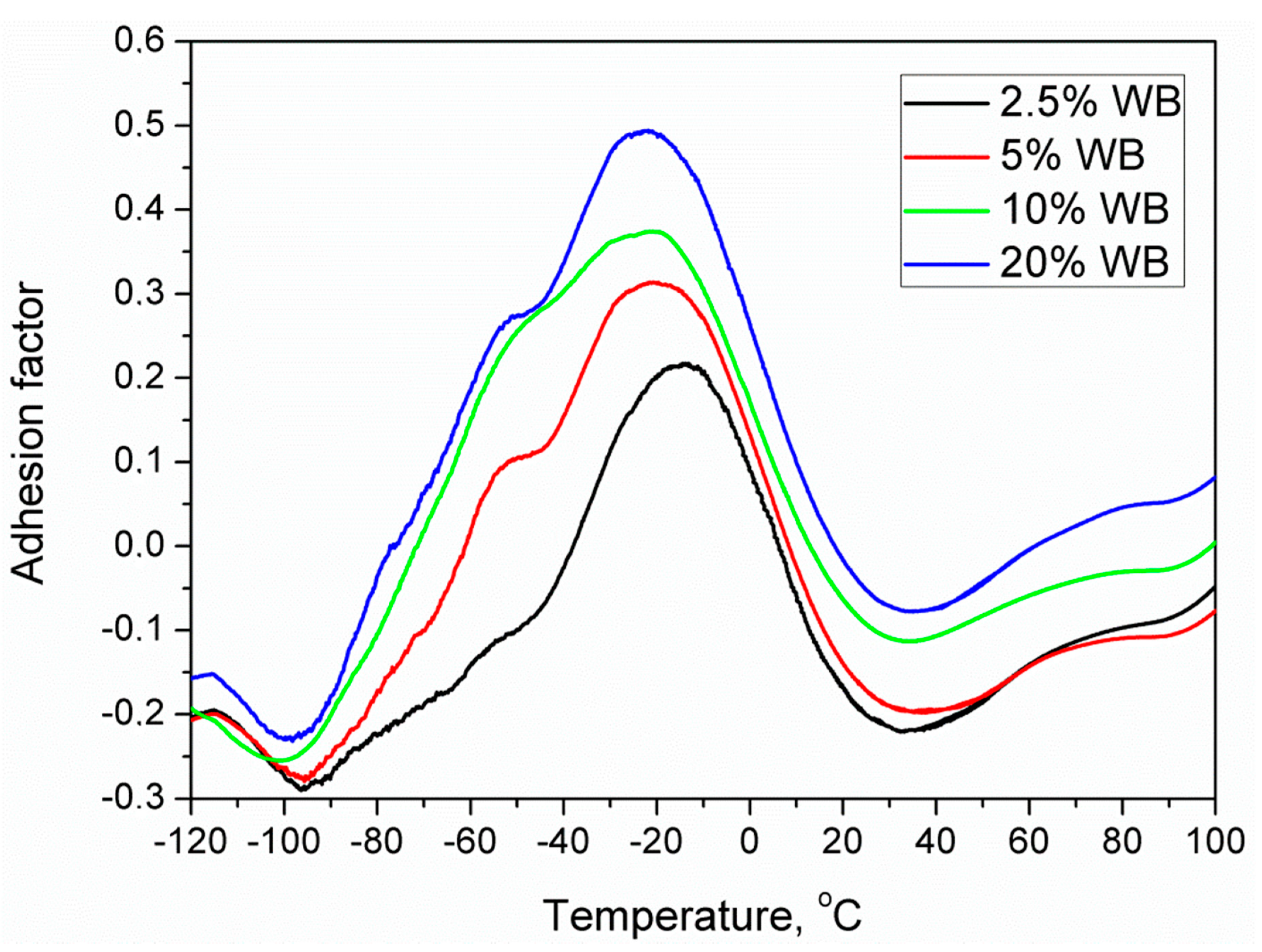
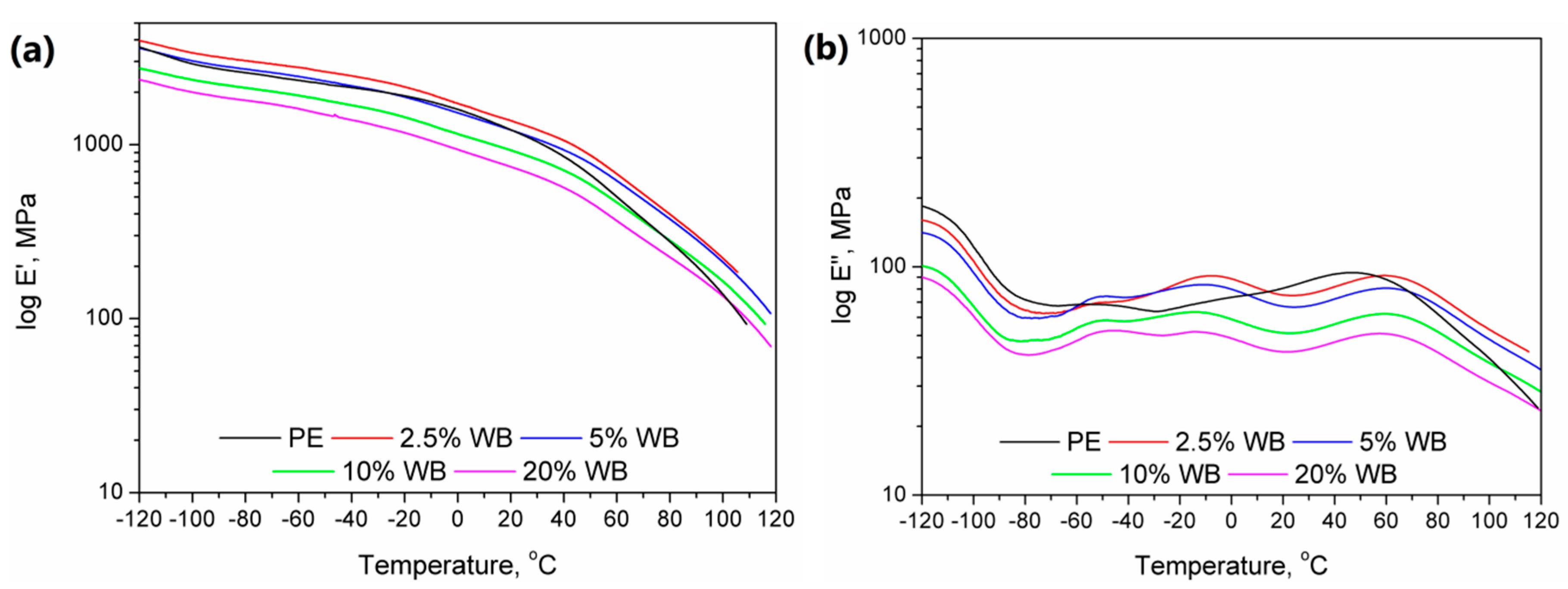
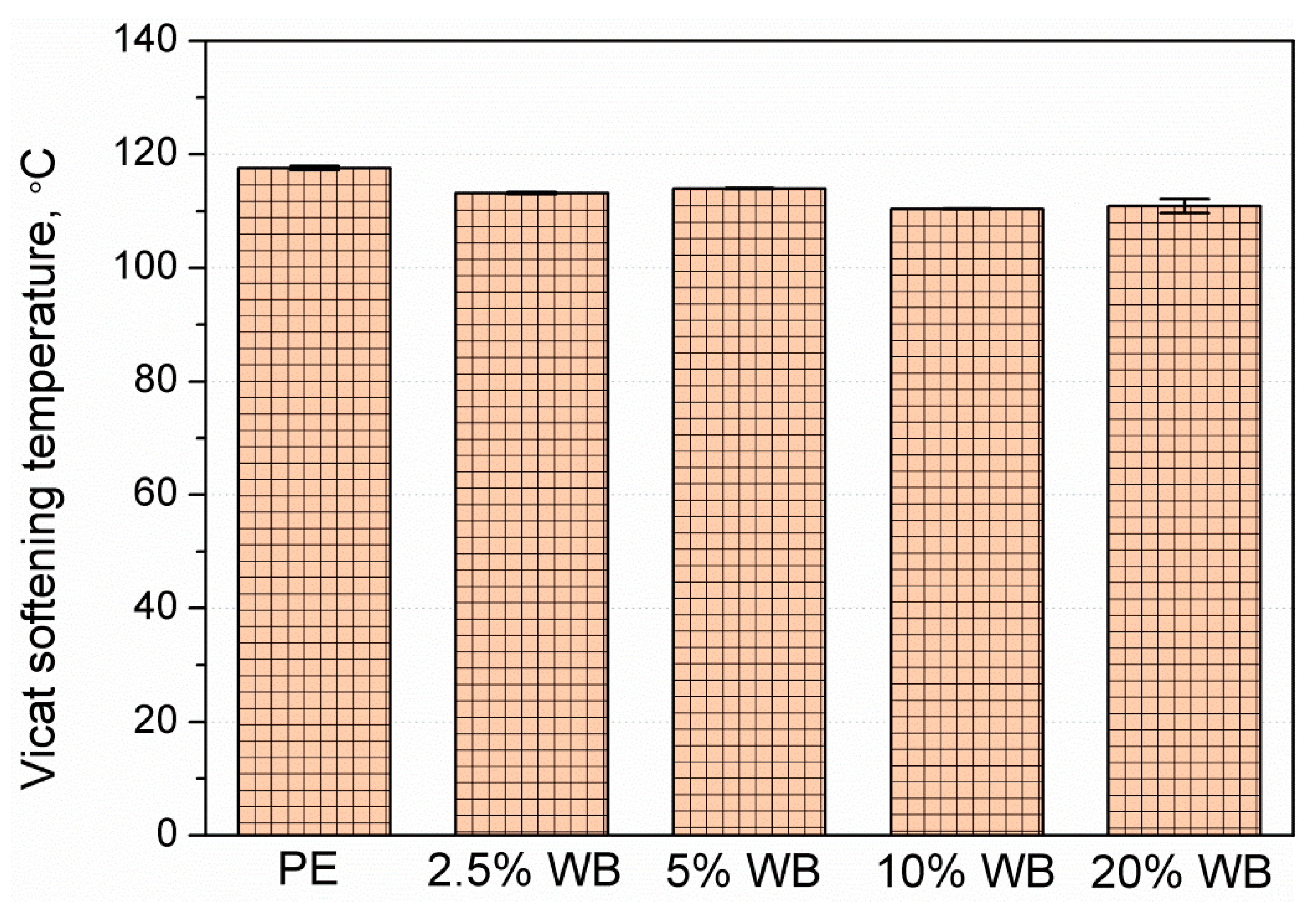
3.5. Thermomechanical Behavior
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Crawford, R.J.; Throne, J.L. Rotational Molding Technology; Plastics Design Library William Andrew Publishing: Norwich, UK; New York, NY, USA, 2001. [Google Scholar]
- Oliveira, M.J.; Cramez, M.C. Rotational molding of polyolefins: Processing, morphology, and properties. J. Macromol. Sci. B 2001, 40, 457–471. [Google Scholar] [CrossRef]
- Ogila, K.; Shao, M.; Yang, W.; Tan, J. Rotational molding: A review of the models and materials. Express Polym. Lett. 2017, 11, 778–798. [Google Scholar] [CrossRef]
- Qin, L.; Ding, Y.M.; Jiao, Z.W.; Liu, Y.X.; Yang, W.M. The Research on the Heating Time of Rotational Molding. Key Eng. Mater. 2013, 561, 285–290. [Google Scholar] [CrossRef]
- Qin, L.; Ding, Y.M.; Zhu, G.C.; Yu, H.C.; Yang, W.M. Heat Flow Analysis and Efficiency Optimization of Rotational Molding Equipment for Large Plastic Products. Int. Polym. Proc. 2015, 30, 194–201. [Google Scholar] [CrossRef]
- Ramkumar, P.L.; Ramesh, A.; Alvenkar, P.P.; Patel, N. Prediction of heating cycle time in Rotational Moulding. Mater. Today Proc. 2015, 2, 3212–3219. [Google Scholar] [CrossRef]
- Vignali, A.; Iannace, S.; Falcone, G.; Utzeri, R.; Stagnaro, P.; Bertini, F. Lightweight Poly(ε-Caprolactone) Composites with Surface Modified Hollow Glass Microspheres for Use in Rotational Molding: Thermal, Rheological and Mechanical Properties. Polymers 2019, 11, 624. [Google Scholar] [CrossRef] [Green Version]
- Robledo-Ortíz, J.R.; González-López, M.E.; Rodrigue, D.; Gutiérrez-Ruiz, J.F.; Prezas-Lara, F.; Pérez-Fonseca, A.A. Improving the Compatibility and Mechanical Properties of Natural Fibers/Green Polyethylene Biocomposites Produced by Rotational Molding. J. Polym. Environ. 2020, 28, 1040–1049. [Google Scholar] [CrossRef]
- Ortega, Z.; Monzón, M.D.; Benítez, A.N.; Kearns, M.; McCourt, M.; Hornsby, P.R. Banana and Abaca Fiber-Reinforced Plastic Composites Obtained by Rotational Molding Process. Mater. Manuf. Process. 2013, 28, 879–883. [Google Scholar] [CrossRef]
- Hanana, F.E.; Desire, C.Y.; Rodrigue, D. Morphology and Mechanical Properties of Maple Reinforced LLDPE Produced by Rotational Moulding: Effect of Fibre Content and Surface Treatment. Polym. Polym. Compos. 2018, 26, 299–307. [Google Scholar] [CrossRef]
- Ramkumar, P.L.; Kulkarni, D.M.; Chaudhari, V.V. Parametric and mechanical characterization of linear low density polyethylene (LLDPE) using rotational moulding technology. Sādhanā 2014, 39, 625–635. [Google Scholar] [CrossRef] [Green Version]
- Matykiewicz, D.; Barczewski, B.; Mysiukiewicz, O.; Skórczewska, K. Comparison of Various Chemical Treatments Efficiency in Relation to the Properties of Flax, Hemp Fibers and Cotton trichomes. J. Nat. Fibers 2019. [Google Scholar] [CrossRef]
- Barczewski, M.; Szostak, M.; Nowak, D.; Piasecki, A. Effect of wood flour addition and modification of its surface on the properties of rotationally molded polypropylene composites. Polimery 2018, 63, 772–784. [Google Scholar] [CrossRef]
- Hanana, F.E.; Rodrigue, D. Rotational Molded Maple/Hemp Fiber-Reinforced LLDPE Hybrid Composites: Morphological and Mechanical Properties. Curr. Appl. Polym. Sci. 2018, 2, 27–36. [Google Scholar] [CrossRef]
- Wu, C.S. Renewable resource-based green composites of surface-treated spent coffee grounds and polylactide: Characterisation and biodegradability. Polym. Degrad. Stabil. 2015, 121, 51–59. [Google Scholar] [CrossRef]
- Andrzejewski, J.; Barczewski, M.; Szostak, M. Injection Molding of Highly Filled Polypropylene-based Biocomposites. Buckwheat Husk and Wood Flour Filler: A Comparison of Agricultural and Wood Industry Waste Utilization. Polymers 2019, 11, 1881. [Google Scholar] [CrossRef] [Green Version]
- Li, M.C.; Zhang, Y.; Cho, U.R. Mechanical, thermal and friction properties of rice bran carbon/nitrile rubber composites: Influence of particle size and loading. Mater. Des. 2014, 63, 565–574. [Google Scholar] [CrossRef]
- Vázquez Fletes, R.C.; Cisneros López, E.O.; Moscoso Sánchez, F.J.; Mendizábal, E.; González Núñez, R.; Rodrigue, D.; Ortega Gudiño, P. Morphological and Mechanical Properties of Bilayers Wood-Plastic Composites and Foams Obtained by Rotational Molding. Polymers 2020, 12, 503. [Google Scholar] [CrossRef] [Green Version]
- Wysocki, J. Sposób Wytwarzania Biodegradowalnych Kształtek Naczyń i Opakowań z Otrąb, Zwłaszcza Pszennych. Patent PL 195129 B1, 31 August 2007. [Google Scholar]
- Wysocki, J. Materiał do Wytwarzania Biodegradowalnych Kształtek, Zwłaszcza Naczyń i Opakowań Oraz Sposób Wytwarzania Biodegradowalnych Kształtek, Zwłaszcza Naczyń i Opakowań. Patent PL 195130 B1, 31 August 2007. [Google Scholar]
- Wysocki, J. Material for Making Biodegradable Mouldings from Bran and Method Thereof. Patent WO2001039612A1, 7 June 2001. [Google Scholar]
- Rahman, A.; Ulven, C.A.; Durant, C.; Johnson, M.A.; Fehrenbach, J.; Hossain, K.G. Selection, pretreatment, and use of wheat bran for making thermoplastic composite. In Proceedings of the 2017 ASABE Annual International Meeting, Spokane, WA, USA, 16–19 July 2017. [Google Scholar] [CrossRef]
- Majewski, Ł.; Gaspar Cunha, A. Evaluation of suitability of wheat bran as a natural filler in polymer processing. Bioresources 2018, 13, 7037–7052. [Google Scholar]
- Onipe, O.O.; Jideani, A.I.O.; Beswa, D. Composition and functionality of wheat bran and its application in some cereal food products. Int. J. Food Sci. Technol. 2015, 50, 2509–2518. [Google Scholar] [CrossRef]
- Selmin, F.; Franceschini, I.; Cupone, I.E.; Minghetti, P.; Cilurzo, F. Aminoacids as non-traditional plasticizers of maltodextrins fast-dissolving films. Carbohydr. Polym. 2015, 115, 613–616. [Google Scholar] [CrossRef]
- Hejna, A.; Formela, K.; Saeb, M.R. Processing, mechanical and thermal behavior assessments of polycaprolactone/agricultural wastes biocomposites. Ind. Crop. Prod. 2015, 76, 725–733. [Google Scholar] [CrossRef]
- Hejna, A.; Sulyman, M.; Przybysz, M.; Saeb, M.R.; Klein, M.; Formela, K. On the Correlation of Lignocellulosic Filler Composition with the Performance Properties of Poly(ε-Caprolactone) Based Biocomposites. Waste Biomass Valorization 2020, 11, 1467–1479. [Google Scholar] [CrossRef] [Green Version]
- Formela, K.; Hejna, A.; Piszczyk, Ł.; Saeb, M.R.; Colom, X. Processing and structure–property relationships of natural rubber/wheat bran biocomposites. Cellulose 2016, 23, 3157–3175. [Google Scholar] [CrossRef]
- Hejna, A.; Formela, K. Sposób Suszenia i Rozdrabniania Młóta Browarnianego. Polish Patent Application P.430449, 02 July 2019. [Google Scholar]
- Caprez, A.; Arrigoni, E.V.A.; Amado, R.; Neukom, H. Influence of different types of thermal treatment on the chemical composition and physical properties of wheat bran. J. Cereal Sci. 1986, 4, 233–239. [Google Scholar] [CrossRef]
- Höfler, G.; Lin, R.J.T.; Jayaraman, K. Rotational moulding and mechanical characterisation of halloysite reinforced polyethylenes. J. Polym. Res. 2018, 25, 132. [Google Scholar] [CrossRef]
- Özer, A.; Dursun, G. Removal of methylene blue from aqueous solution by dehydrated wheat bran carbon. J. Hazard. Mater. 2007, 146, 262–269. [Google Scholar] [CrossRef]
- Ghozali, M.; Triwulandari, E.; Haryono, A.; Yuanita, E. Effect of lignin on morphology, biodegradability, mechanical and thermal properties of low linear density polyethylene/lignin biocomposites. IOP Conf. Ser. Mat. Sci. 2017, 223, 012022. [Google Scholar] [CrossRef]
- Mysiukiewicz, O.; Kosmela, P.; Barczewski, M.; Hejna, A. Mechanical, Thermal and Rheological Properties of Polyethylene-Based Composites Filled with Micrometric Aluminum Powder. Materials 2020, 13, 1242. [Google Scholar] [CrossRef] [Green Version]
- Spence, A.G.; Crawford, R.J. The effect of processing variables on the formation and removal of bubbles in rotationally molded products. Polym. Eng. Sci. 1996, 36, 993–1009. [Google Scholar] [CrossRef]
- Cisneros-López, E.O.; Pérez-Fonseca, A.A.; González-García, Y.; Ramírez-Arreola, D.E.; González-Núñez, R.; Rodrigue, D.; Robledo-Ortíz, J.R. Polylactic acid-agave fiber biocomposites produced by rotational molding: A comparative study with compression molding. Adv. Polym. Technol. 2018, 37, 2528–2540. [Google Scholar] [CrossRef]
- Kubát, J.; Rigdahl, M.; Welander, M. Characterization of interfacial interactions in high density polyethylene filled with glass spheres using dynamic-mechanical analysis. J. Appl. Polym. Sci. 1990, 39, 1527–1539. [Google Scholar] [CrossRef]
- Khanna, Y.P.; Turi, E.A.; Taylor, T.J.; Vickroy, V.V.; Abbott, R.F. Dynamic mechanical relaxations in polyethylene. Macromolecules 1985, 18, 1302–1309. [Google Scholar] [CrossRef]
- Popli, R.; Glotin, M.; Mandelkern, L.; Benson, R.S. Dynamic mechanical studies of α and β relaxations of polyethylenes. J. Polym. Sci. Pol. Phys. 1984, 22, 407–448. [Google Scholar] [CrossRef]
- Wang, K.; Dong, Y.; Yan, Y.; Zhang, W.; Qi, C.; Han, C.; Li, J.; Zhang, S. Highly hydrophobic and self-cleaning bulk wood prepared by grafting long-chain alkyl onto wood cell walls. Wood Sci. Technol. 2017, 51, 395–411. [Google Scholar] [CrossRef]
- Correa, C.A.; Razzino, C.A.; Hage, E. Role of maleated coupling agents on the interface adhesion of polypropylene-wood composites. J. Thermoplast. Compos. 2007, 20, 323–338. [Google Scholar] [CrossRef]
- Bindu, P.; Thomas, S. Viscoelastic Behavior and Reinforcement Mechanism in Rubber Nanocomposites in the Vicinity of Spherical Nanoparticles. J. Phys. Chem. B 2013, 117, 12632–12648. [Google Scholar] [CrossRef]
- Pasha, I.; Anjum, F.M.; Morris, C.F. Grain Hardness: A Major Determinant of Wheat Quality. Food Sci. Technol. Int. 2010, 16, 511–522. [Google Scholar] [CrossRef]
- Chaudhary, B.I.; Takacs, E.; Vlachopoulos, J. Processing enhancers for rotational molding of polyethylene. Polym. Eng. Sci. 2001, 41, 1731–1742. [Google Scholar] [CrossRef]
- Marcovich, N.E.; Reboredo, M.M.; Kenny, J.; Aranguren, M.I. Rheology of particle suspensions in viscoelastic media. Wood flour-polypropylene melt. Rheol. Acta 2004, 43, 293–303. [Google Scholar] [CrossRef]
- Osman, M.A.; Atallah, A. Interparticle and particle–matrix interactions in polyethylene reinforcement and viscoelasticity. Polymer 2005, 46, 9476–9488. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, J.J. Shear yield behavior of calcium carbonate-filled polypropylene. Polym. Eng. Sci. 1999, 39, 190–198. [Google Scholar] [CrossRef]
- Li, J.; Zhou, C.; Wang, G.; Zhao, D. Study on rheological behavior of polypropylene/clay nanocomposites. J. Appl. Polym. Sci. 2003, 89, 3609–3617. [Google Scholar] [CrossRef]
- Barczewski, M.; Mysiukiewicz, O. Rheological and processing properties of poly(lactic acid) composites filled with ground chestnut shell. Polym. Korea 2018, 42, 267–274. [Google Scholar] [CrossRef]
- Le Moigne, N.; van den Oever, M.; Budtova, T. Dynamic and capillary shear rheology of natural fiber-reinforced composites. Polym. Eng. Sci. 2013, 53, 2582–2593. [Google Scholar] [CrossRef]
- Subramanian, M.N. Basics of Troubleshooting in Plastics Processing: An Introductory Practical Guide; Wiley-Scrivener: Beverly, MA, USA, 2011. [Google Scholar]
- Vlachopoulos, J.; Kontopoulou, M.; Takacs, E.; Graham, B. Polymer rheology and its role in rotational molding. Rotation 1999, 8, 22–30. [Google Scholar]
- Jam, N.J.; Behravesh, A.H. Flow behavior of HDPE-fine wood particles composites. J. Thermoplast. Compos. 2007, 20, 439–451. [Google Scholar] [CrossRef]
- Kloziński, A.; Barczewski, M. Comparison of off -line, on-line and in-line measuring techniques used for determining the rheological characteristics of polyethylene composites with calcium carbonate. Polimery 2019, 64, 83–92. [Google Scholar] [CrossRef]
- Bútora, P.; Náplava, A.; Ridzoň, M.; Bílik, J.; Tittel, V. Particle Filled Polyethylene Composites Used in the Technology of Rotational Moulding. Res. Pap. Fac. Mater. Sci. Technol. Slovak Univ. Technol. 2011, 19, 9–18. [Google Scholar] [CrossRef]
- Głogowska, K.; Majewski, Ł.; Gajdoš, I.; Mital, G. Assessment of the Resistance to External Factors of Low-Density Polyethylene Modified with Natural Fillers. Adv. Sci. Technol. Res. J. 2017, 11, 35–40. [Google Scholar] [CrossRef] [Green Version]
- Szostak, M.; Tomaszewska, N.; Kozlowski, R. Mechanical and Thermal Properties of Rotational Molded PE/Flax and PE/Hemp Composites. In Advances in Manufacturing II; Gapinski, B., Szostak, M., Ivanow, V., Eds.; Springer: Cham, Switzerland, 2019; Volume 4, pp. 495–506. [Google Scholar] [CrossRef]
- Baumer, M.I.; Leite, J.L.; Becker, D. Influence of calcium carbonate and slip agent addition on linear medium density polyethylene processed by rotational molding. Mater. Res. 2014, 17, 130–137. [Google Scholar] [CrossRef] [Green Version]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sieve Size, mm | 1.020 | 0.750 | 0.500 | 0.250 | 0.125 | 0.063 | Residue |
| Content, wt.% | 6.68 | 7.52 | 2.78 | 28.71 | 38.11 | 16.13 | 0.08 |
| Sample | Theoretical Density, g/cm3 | Experimental Density, g/cm3 | Porosity, % |
|---|---|---|---|
| PE | 0.931 | 0.931 | 0.00 |
| 2.5% WB | 0.951 | 0.930 | 2.22 |
| 5% WB | 0.959 | 0.924 | 3.72 |
| 10% WB | 0.976 | 0.918 | 5.93 |
| 20% WB | 1.009 | 0.899 | 10.86 |
| Sample | Melt Flow Index, g/10 min |
|---|---|
| PE | 6.51 ± 0.19 |
| 2.5% WB | 4.43 ± 0.07 |
| 5% WB | 4.14 ± 0.12 |
| 10% WB | 3.89 ± 0.07 |
| 20% WB | 3.11 ± 0.05 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hejna, A.; Barczewski, M.; Andrzejewski, J.; Kosmela, P.; Piasecki, A.; Szostak, M.; Kuang, T. Rotational Molding of Linear Low-Density Polyethylene Composites Filled with Wheat Bran. Polymers 2020, 12, 1004. https://doi.org/10.3390/polym12051004
Hejna A, Barczewski M, Andrzejewski J, Kosmela P, Piasecki A, Szostak M, Kuang T. Rotational Molding of Linear Low-Density Polyethylene Composites Filled with Wheat Bran. Polymers. 2020; 12(5):1004. https://doi.org/10.3390/polym12051004
Chicago/Turabian StyleHejna, Aleksander, Mateusz Barczewski, Jacek Andrzejewski, Paulina Kosmela, Adam Piasecki, Marek Szostak, and Tairong Kuang. 2020. "Rotational Molding of Linear Low-Density Polyethylene Composites Filled with Wheat Bran" Polymers 12, no. 5: 1004. https://doi.org/10.3390/polym12051004
APA StyleHejna, A., Barczewski, M., Andrzejewski, J., Kosmela, P., Piasecki, A., Szostak, M., & Kuang, T. (2020). Rotational Molding of Linear Low-Density Polyethylene Composites Filled with Wheat Bran. Polymers, 12(5), 1004. https://doi.org/10.3390/polym12051004