Development of Polypropylene-Based Single-Polymer Composites With Blends of Amorphous Poly-Alpha-Olefin and Random Polypropylene Copolymer



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Blending and Extrusion
2.3. Composite Preparation
2.4. Characterization Methods
3. Results and Discussion
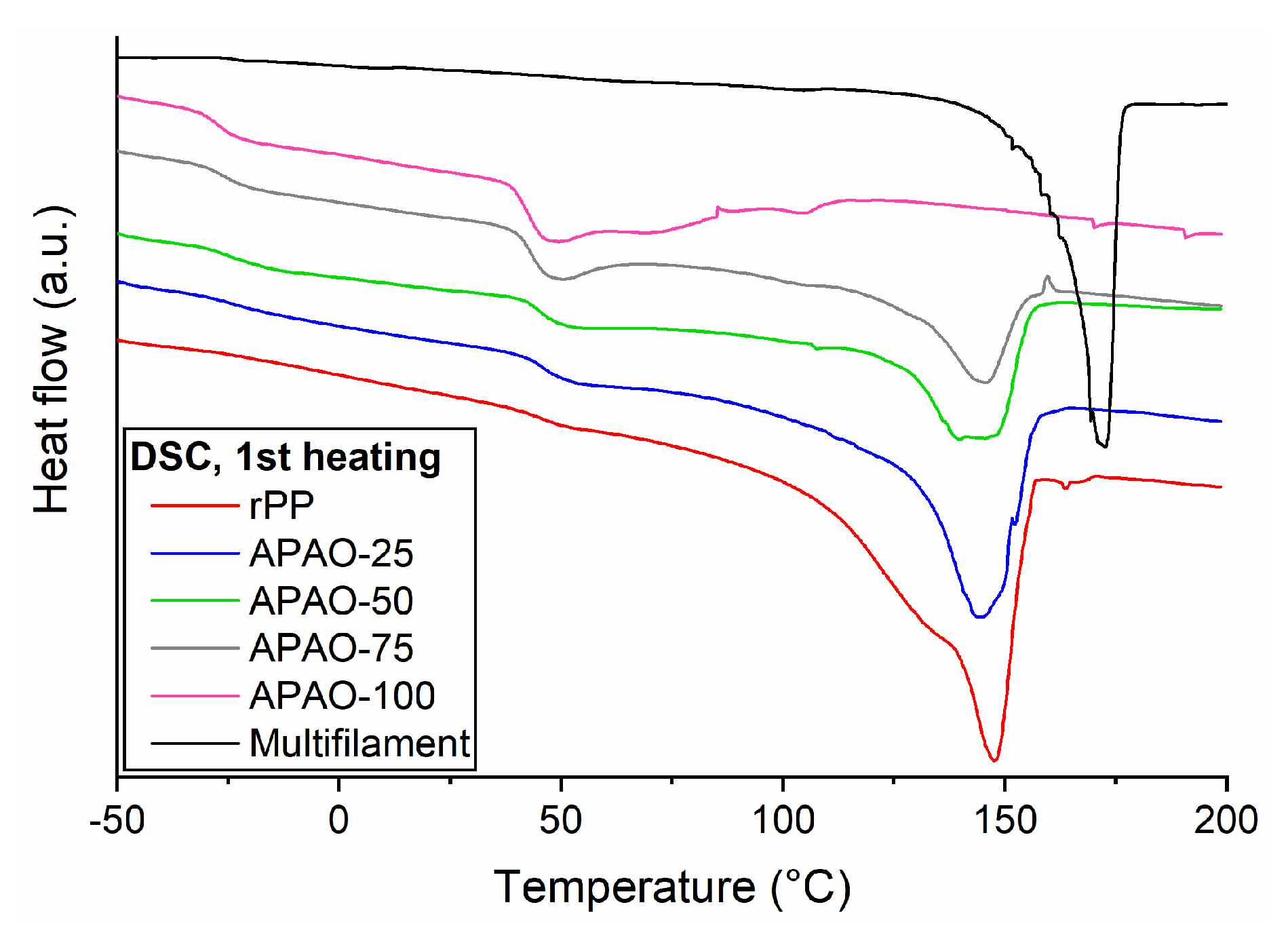
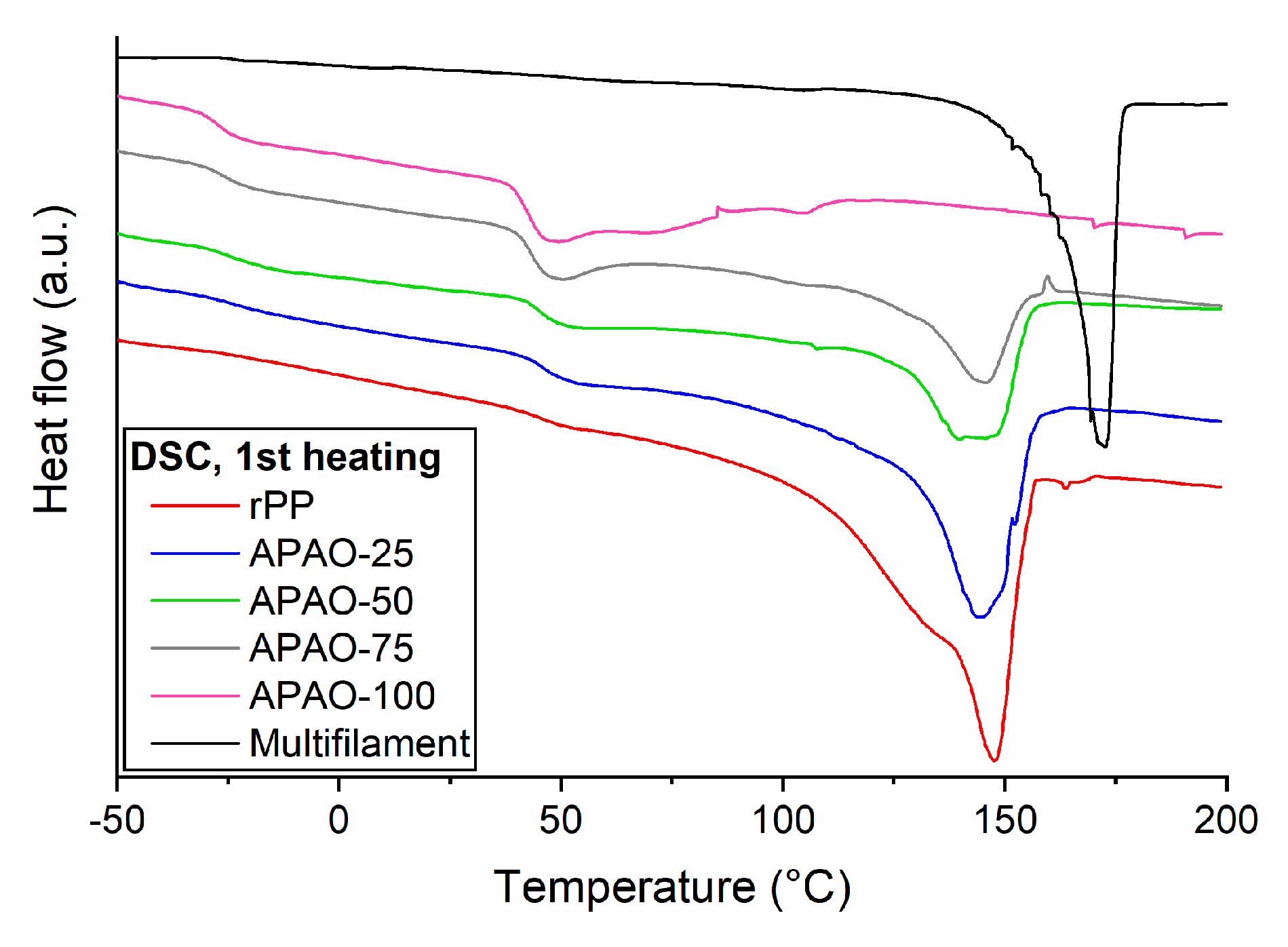
3.1. Characterization of the Raw Materials
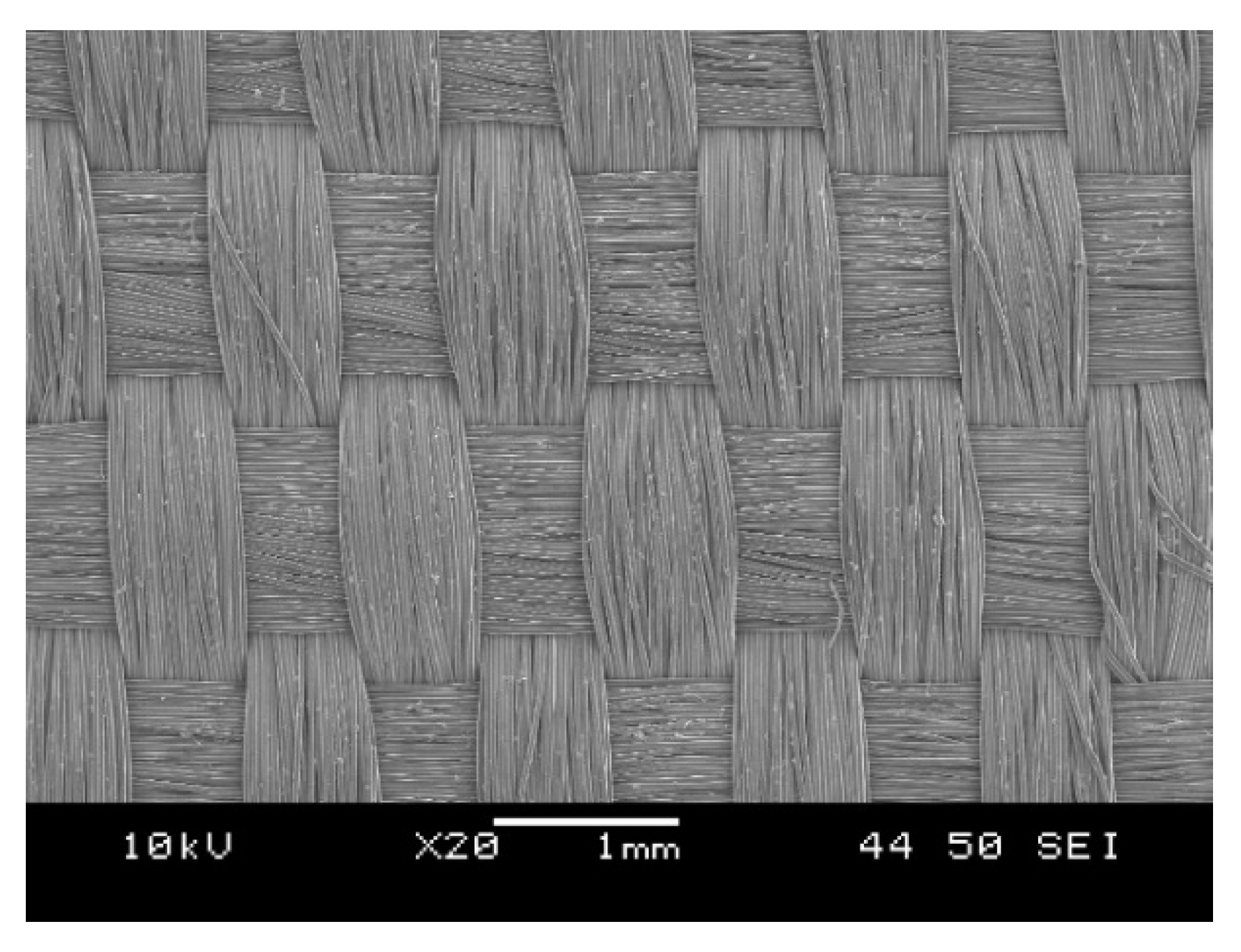
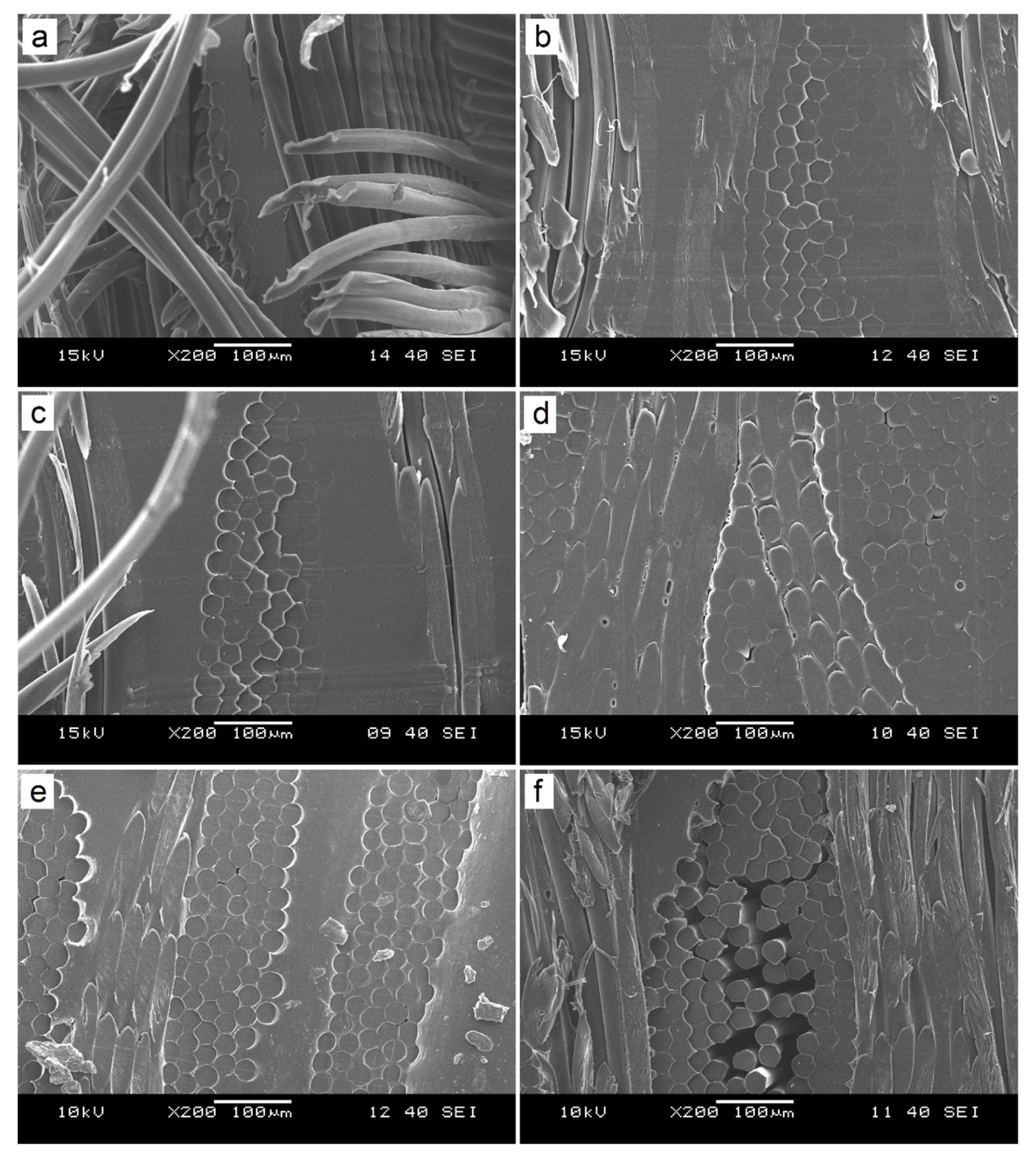
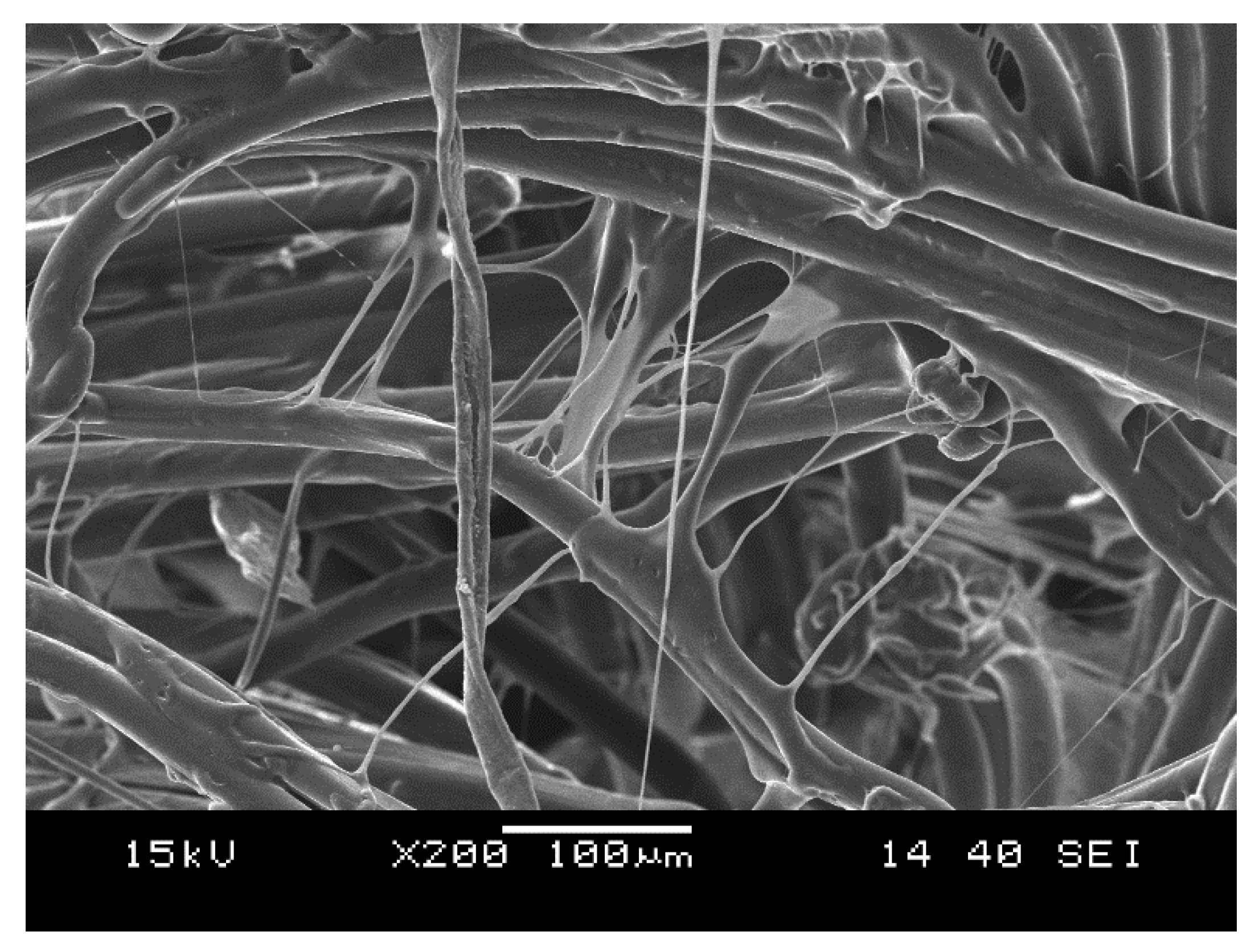
3.2. Microstructure of the Composites
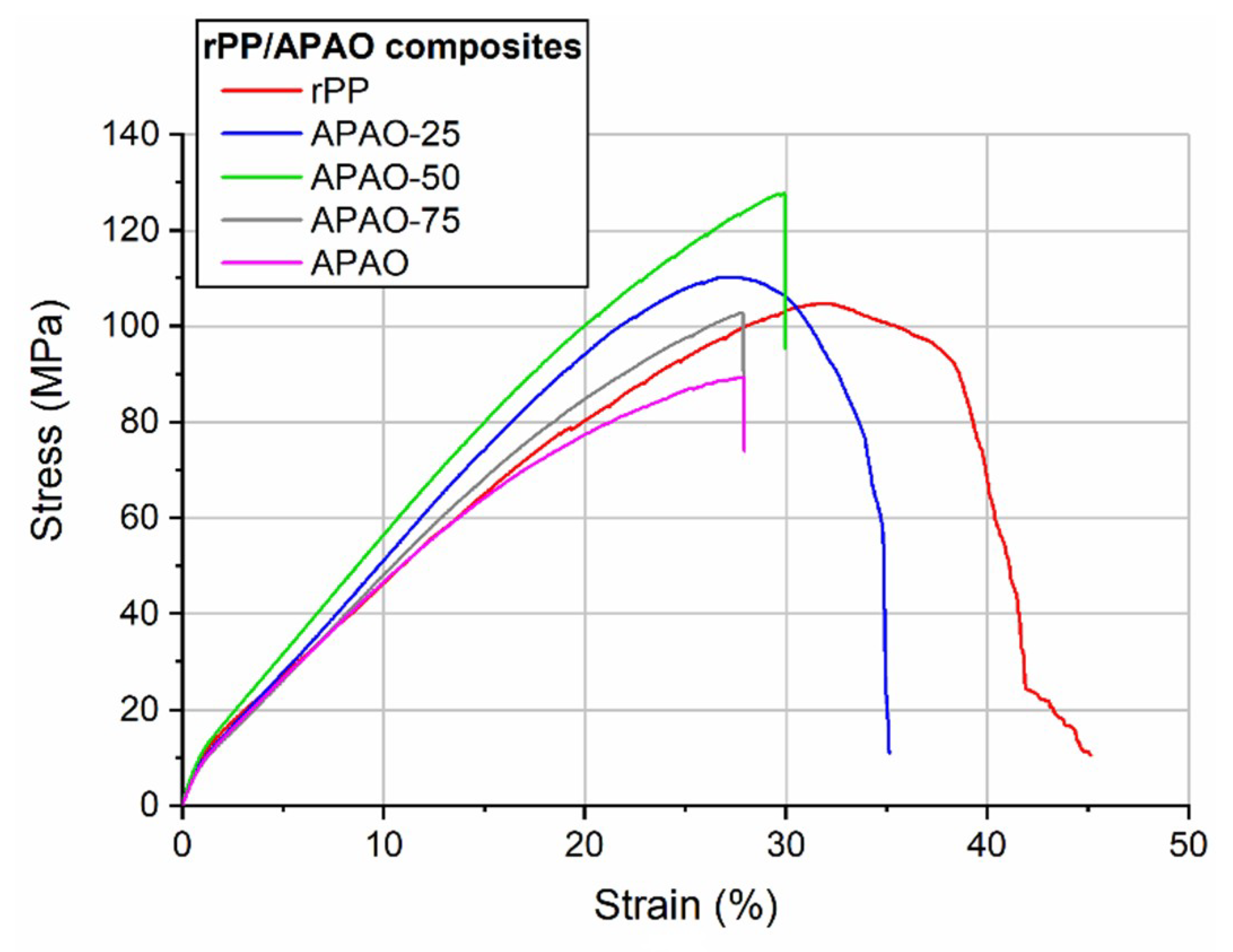
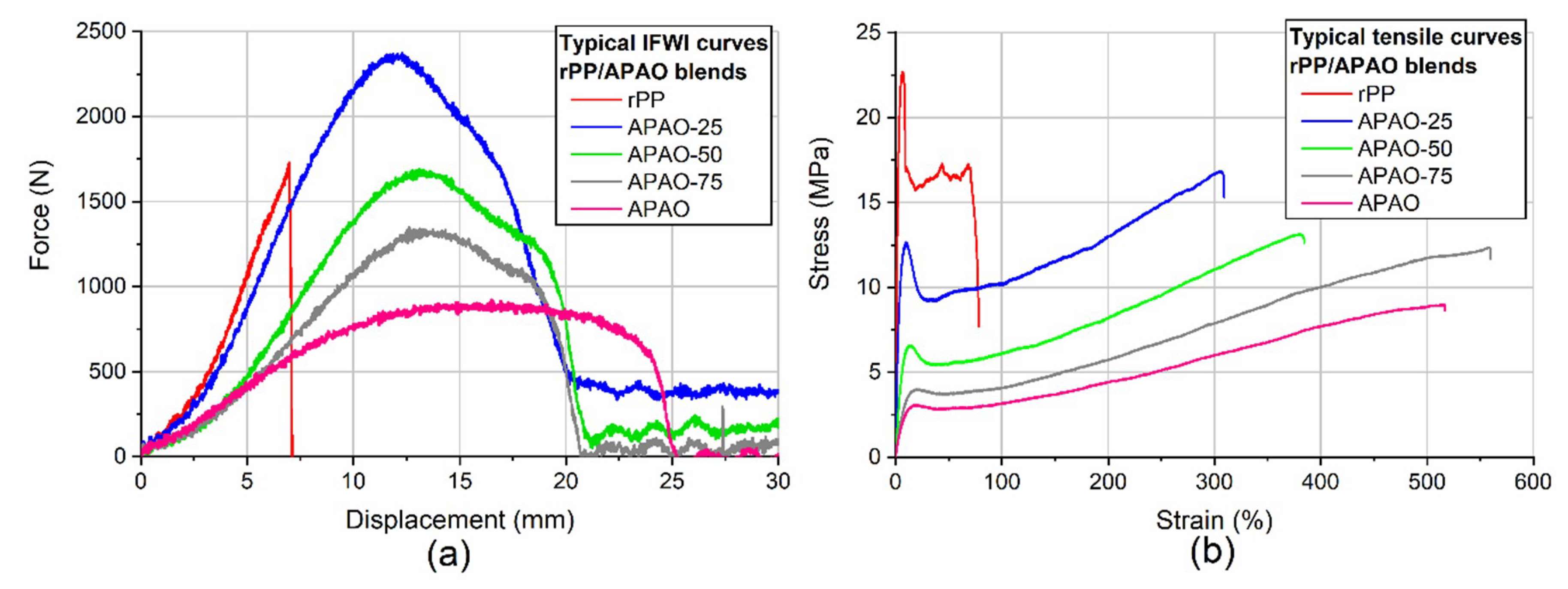
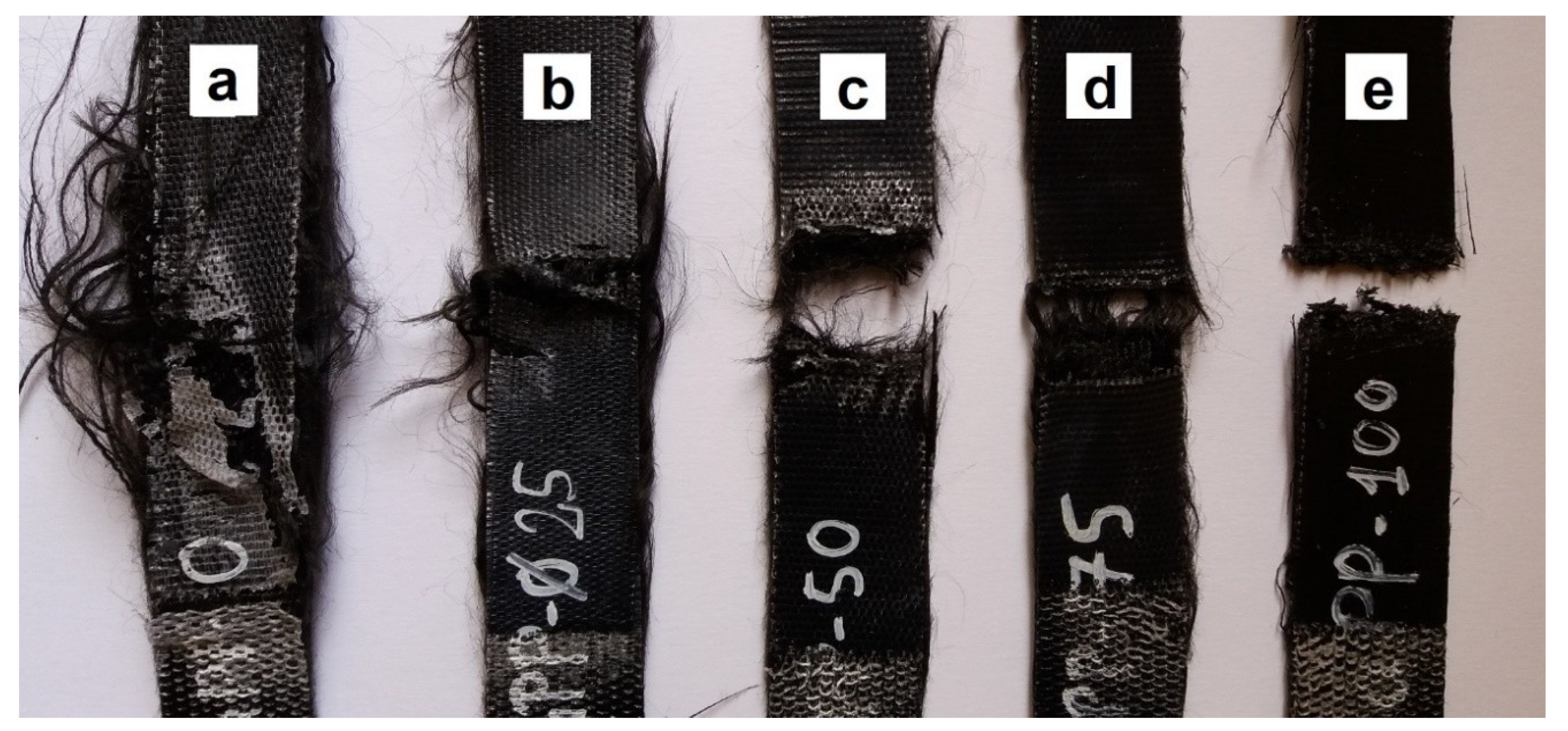
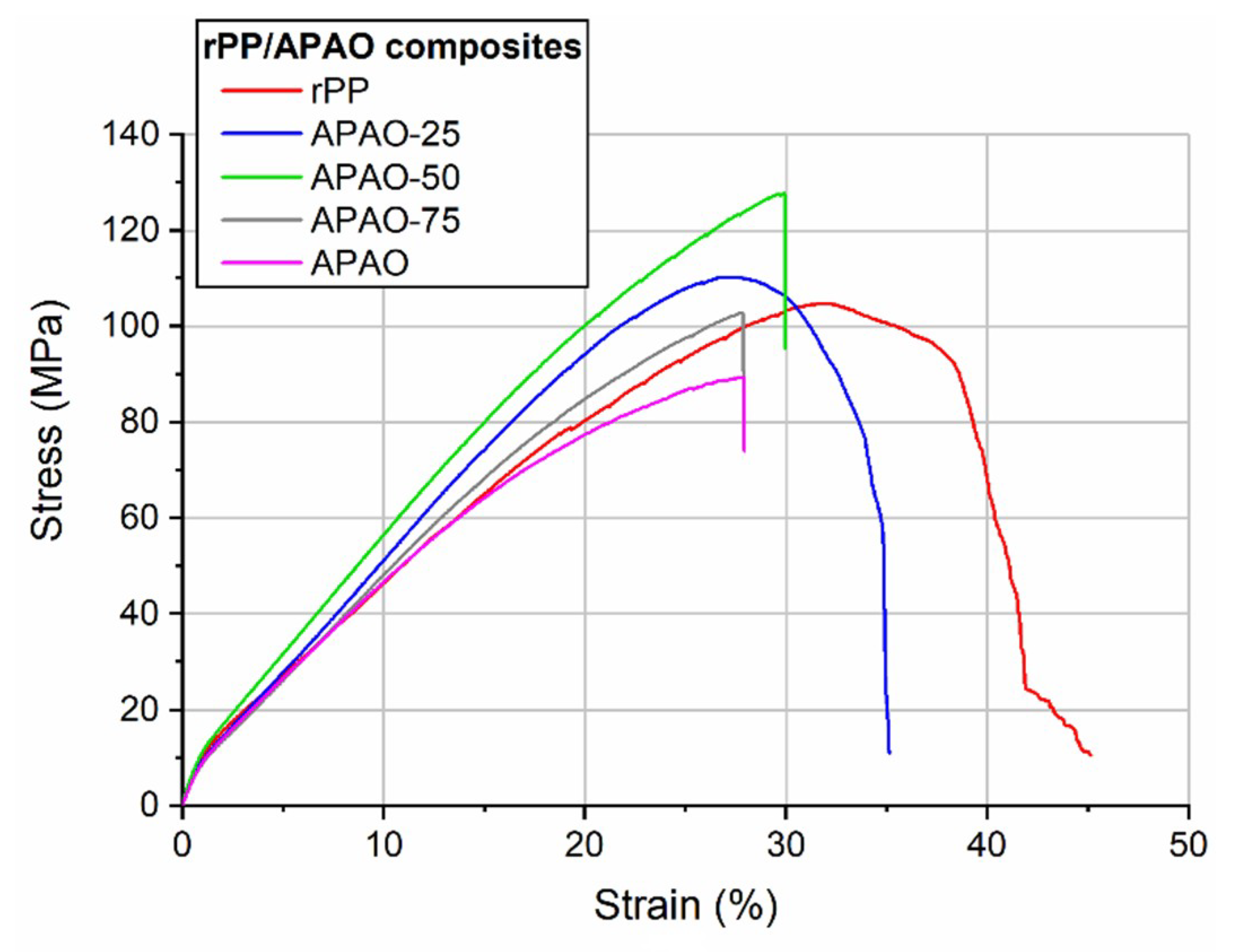
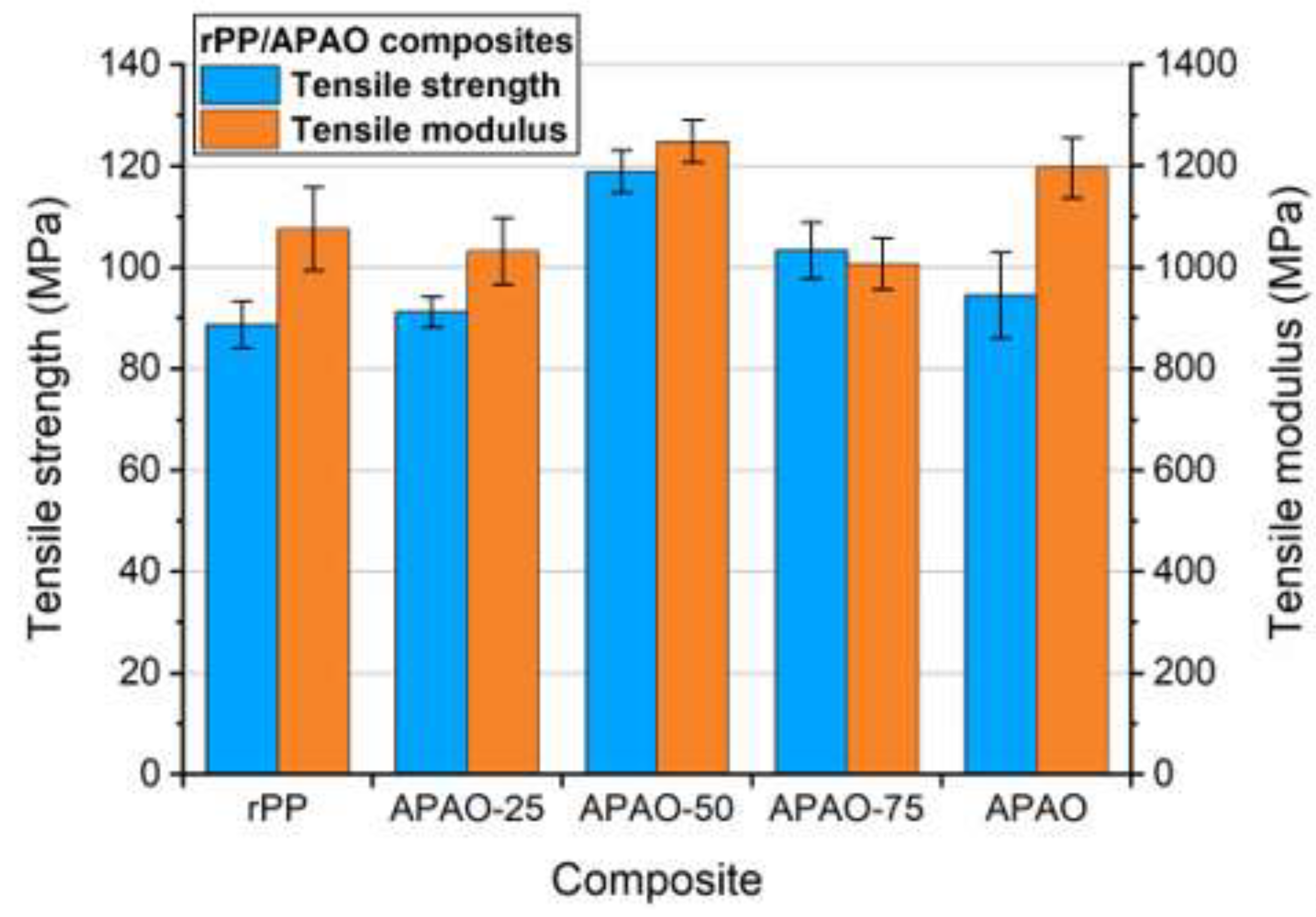
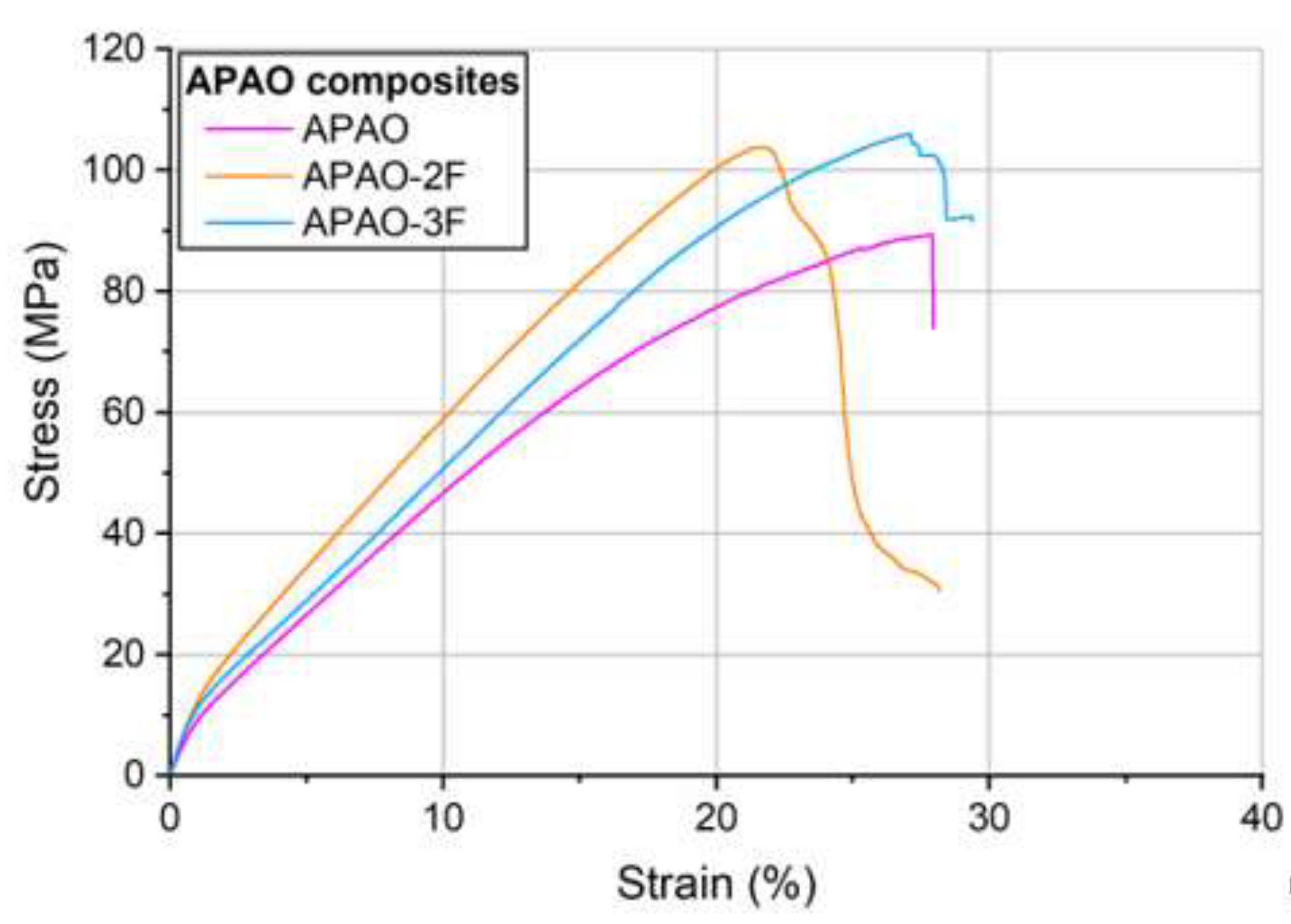
3.3. Static Tensile Properties of SPCs
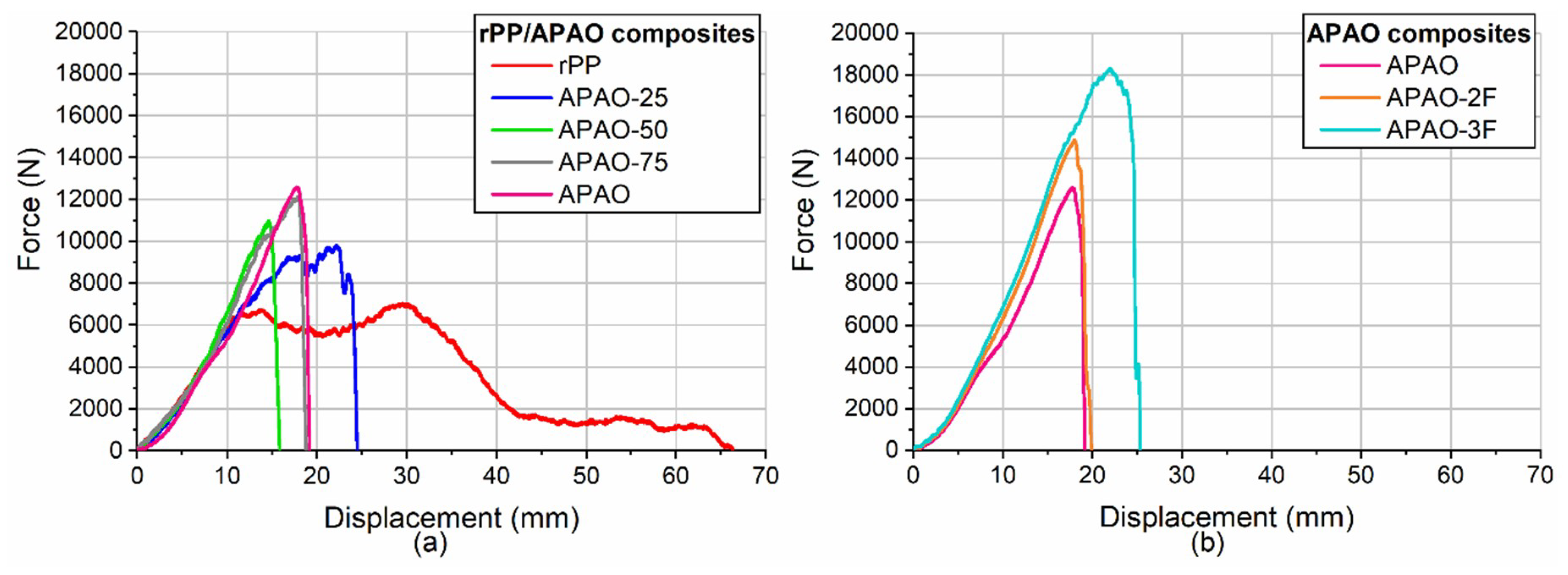
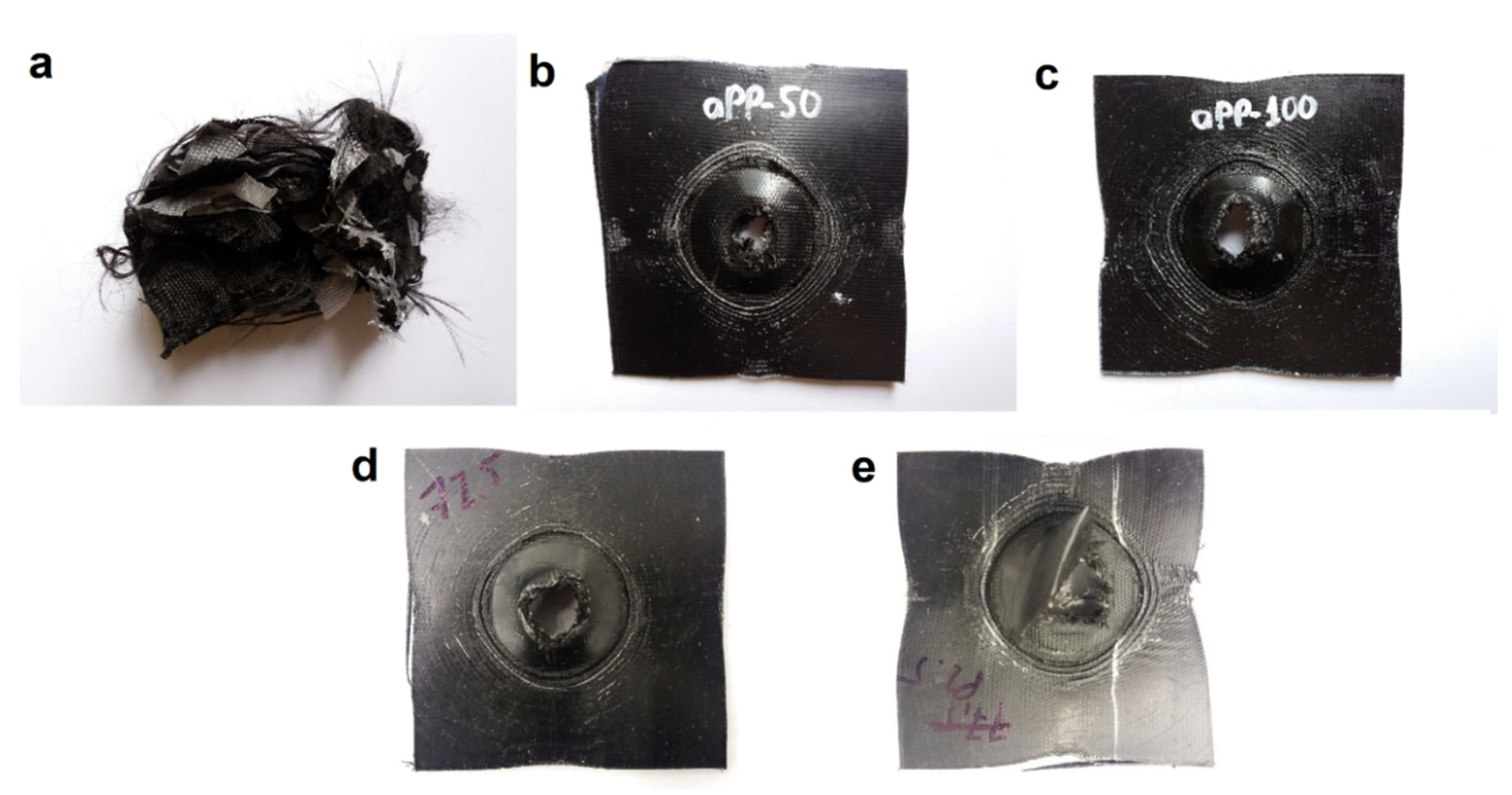
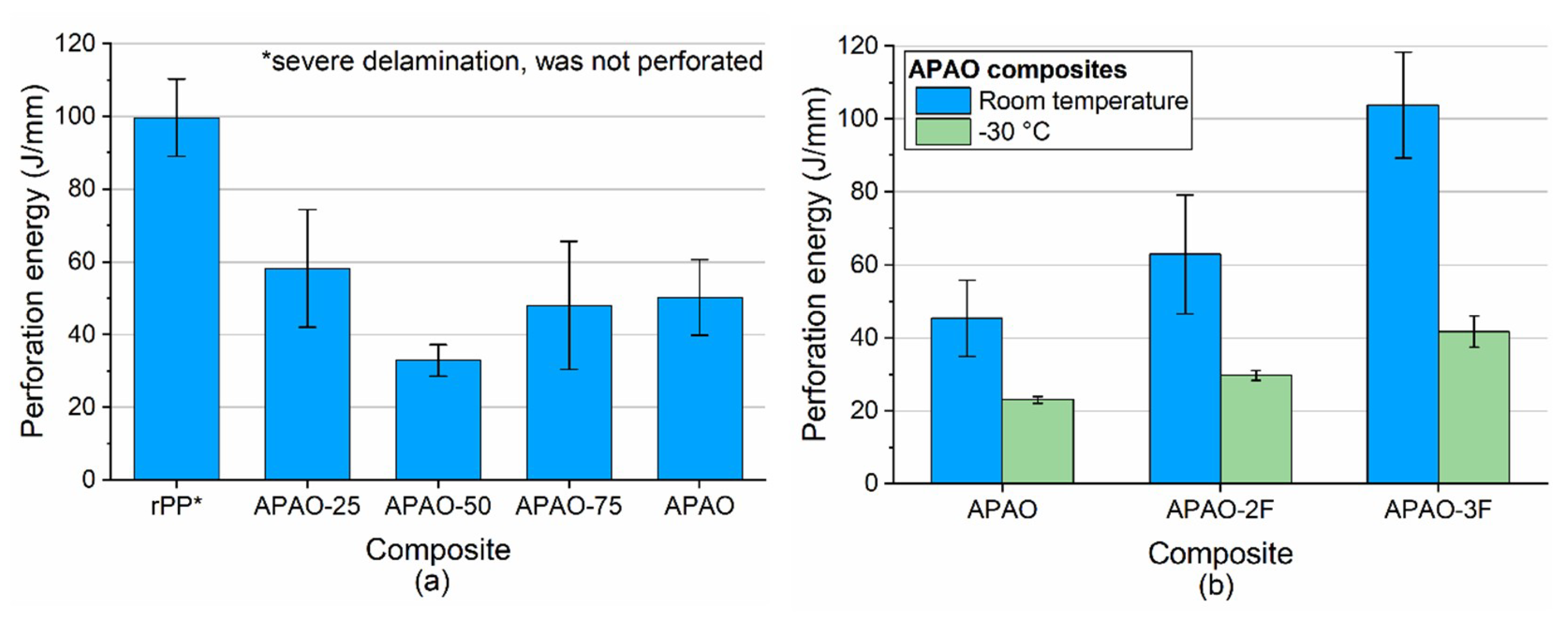
3.4. IFWI Tests of SPCs
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Karger-Kocsis, J.; Bárány, T. Polypropylene Handbook. Morphology, Blends and Composites; Springer Nature: Cham, Switzerland, 2019. [Google Scholar]
- Fu, S.-Y.; Lauke, B.; Mader, E.; Yue, C.; Hu, X. Tensile properties of short-glass-fiber- and short-carbon-fiber-reinforced polypropylene composites. Compos. Part A: Appl. Sci. Manuf. 2000, 31, 1117–1125. [Google Scholar] [CrossRef]
- Czigány, T. Disposable or single-use plastics? Neither! Recyclable or reusable plastics! Express Polym. Lett. 2020, 14, 1. [Google Scholar] [CrossRef]
- Marosi, G. Plastics as target for environmental activists—Crisis or challenge? Express Polym. Lett. 2018, 12, 957. [Google Scholar] [CrossRef]
- Tuffi, R.; D’Abramo, S.; Cafiero, L.M.; Trinca, E.; Ciprioti, S.V. Thermal behavior and pyrolytic degradation kinetics of polymeric mixtures from waste packaging plastics. Express Polym. Lett. 2018, 12, 82–99. [Google Scholar] [CrossRef]
- Dickson, A.; Even, D.; Warnes, J.M.; Fernyhough, A. The effect of reprocessing on the mechanical properties of polypropylene reinforced with wood pulp, flax or glass fibre. Compos. Part A: Appl. Sci. Manuf. 2014, 61, 258–267. [Google Scholar] [CrossRef]
- Poulakis, J.G.; Varelidis, P.C.; Papaspyrides, C.D. Recycling of polypropylene-based composites. Adv. Polym. Technol. 1997, 16, 313–322. [Google Scholar] [CrossRef]
- Wong, K.; Mohammed, D.S.; Pickering, S.; Brooks, R. Effect of coupling agents on reinforcing potential of recycled carbon fibre for polypropylene composite. Compos. Sci. Technol. 2012, 72, 835–844. [Google Scholar] [CrossRef]
- Capiati, N.J.; Porter, R.S. The concept of one polymer composites modelled with high density polyethylene. J. Mater. Sci. 1975, 10, 1671–1677. [Google Scholar] [CrossRef]
- Hine, P.J.; Ward, I.M.; Olley, R.H.; Bassett, D.C. The hot compaction of high modulus melt-spun polyethylene fibres. J. Mater. Sci. 1993, 28, 316–324. [Google Scholar] [CrossRef]
- Ward, I.; Hine, P.J. Novel composites by hot compaction of fibers. Polym. Eng. Sci. 1997, 37, 1809–1814. [Google Scholar] [CrossRef]
- Ward, I.; Hine, P. The science and technology of hot compaction. Polymer 2004, 45, 1413–1427. [Google Scholar] [CrossRef]
- Alcock, B.; Cabrera, N.; Barkoula, N.-M.; Loos, J.; Peijs, T. The mechanical properties of unidirectional all-polypropylene composites. Compos. Part A: Appl. Sci. Manuf. 2006, 37, 716–726. [Google Scholar] [CrossRef]
- Alcock, B.; Cabrera, N.O.; Barkoula, N.-M.; Loos, J.; Peijs, T. Interfacial properties of highly oriented coextruded polypropylene tapes for the creation of recyclable all-polypropylene composites. J. Appl. Polym. Sci. 2007, 104, 118–129. [Google Scholar] [CrossRef]
- Alcock, B.; Cabrera, N.; Barkoula, N.; Peijs, T. Low velocity impact performance of recyclable all-polypropylene composites. Compos. Sci. Technol. 2006, 66, 1724–1737. [Google Scholar] [CrossRef]
- Alcock, B.; Cabrera, N.; Barkoula, N.-M.; Reynolds, C.; Govaert, L.; Peijs, T. The effect of temperature and strain rate on the mechanical properties of highly oriented polypropylene tapes and all-polypropylene composites. Compos. Sci. Technol. 2007, 67, 2061–2070. [Google Scholar] [CrossRef]
- Peijs, T. Composites for recyclability. Mater. Today 2003, 6, 30–35. [Google Scholar] [CrossRef]
- Bárány, T.; Izer, A.; Czigány, T. On consolidation of self-reinforced polypropylene composites. Plast. Rubber Compos. 2006, 35, 375–379. [Google Scholar] [CrossRef]
- Bárány, T.; Izer, A.; Czigány, T. High Performance Self-Reinforced Polypropylene Composites. Mater. Sci. Forum 2007, 537, 121–128. [Google Scholar] [CrossRef]
- Houshyar, S.; Shanks, R.A. Mechanical and Thermal Properties of Flexible Poly(propylene) Composites. Macromol. Mater. Eng. 2006, 291, 59–67. [Google Scholar] [CrossRef]
- Houshyar, S.; Shanks, R.A. Mechanical and thermal properties of toughened polypropylene composites. J. Appl. Polym. Sci. 2007, 105, 390–397. [Google Scholar] [CrossRef]
- Varga, J. β-modification of isotactic polypropylene: Preparation, structure, processing, properties, and application. J. Macromol. Sci. Part B Phys. 2002, 41, 1121–1171. [Google Scholar] [CrossRef]
- Abraham, T.N.; Wanjale, S.; Bárány, T.; Karger-Kocsis, J. Tensile mechanical and perforation impact behavior of all-PP composites containing random PP copolymer as matrix and stretched PP homopolymer as reinforcement: Effect of β nucleation of the matrix. Compos. Part A: Appl. Sci. Manuf. 2009, 40, 662–668. [Google Scholar] [CrossRef]
- Bárány, T.; Izer, A.; Karger-Kocsis, J. Impact resistance of all-polypropylene composites composed of alpha and beta modifications. Polym. Test. 2009, 28, 176–182. [Google Scholar] [CrossRef] [Green Version]
- Bárány, T.; Karger-Kocsis, J.; Czigány, T. Development and characterization of self-reinforced poly(propylene) composites: Carded mat reinforcement. Polym. Adv. Technol. 2006, 17, 818–824. [Google Scholar] [CrossRef]
- Izer, A.; Bárány, T. Effect of consolidation on the flexural creep behaviour of all-polypropylene composite. Express Polym. Lett. 2010, 4, 210–216. [Google Scholar] [CrossRef]
- Izer, A.; Bárány, T.; Varga, J. Development of woven fabric reinforced all-polypropylene composites with beta nucleated homo- and copolymer matrices. Compos. Sci. Technol. 2009, 69, 2185–2192. [Google Scholar] [CrossRef]
- Seyhoglu, H.; Dike, A.S.; Unlu, S.M.; Çelik, A.; Dogan, M. Mechanical Properties of Woven Fabric Reinforced All-Polypropylene Composites. Polym.-Plast. Technol. Eng. 2014, 53, 365–370. [Google Scholar] [CrossRef]
- Izer, A.; Stocchi, A.; Bárány, T.; Pettarin, V.; Bernal, C.; Czigány, T. Effect of the consolidation degree on the fracture and failure behavior of self-reinforced polypropylene composites as assessed by acoustic emission. Polym. Eng. Sci. 2010, 50, 2106–2113. [Google Scholar] [CrossRef]
- Stocchi, A.; Pettarin, V.; Izer, A.; Bárány, T.; Czigány, T.; Bernal, C. Fracture Behavior of Recyclable All-Polypropylene Composites Composed of of α- and β-Modifications. J. Therm. Compos. Mater. 2011, 24, 805–818. [Google Scholar] [CrossRef]
- Bárány, T.; Izer, A.; Menyhárd, A. Reprocessability and melting behavior of self-reinforced composites based on PP homo and copolymers. J. Therm. Anal. Calorim. 2010, 101, 255–263. [Google Scholar] [CrossRef]
- Wu, C.-M.; Lai, W.Y. Mechanical and open hole tensile properties of self-reinforced PET composites with recycled PET fiber reinforcement. J. Appl. Polym. Sci. 2016, 133. [Google Scholar] [CrossRef]
- Wu, C.M.; Lin, P.C.; Murakami, R. Long-term creep behavior of self-reinforced PET composites. Express Polym. Lett. 2017, 11, 820–831. [Google Scholar] [CrossRef]
- Goutianos, S.; Van Der Schueren, L.; Beauson, J. Failure mechanisms in unidirectional self-reinforced biobased composites based on high stiffness PLA fibres. Compos. Part A Appl. Sci. Manuf. 2019, 117, 169–179. [Google Scholar] [CrossRef]
- Somord, K.; Suwantong, O.; Tawichai, N.; Peijs, T.; Soykeabkaew, N. Self-reinforced poly(lactic acid) nanocomposites of high toughness. Polymer 2016, 103, 347–352. [Google Scholar] [CrossRef]
- Sustic, A. Amorphous poly alpha olefin (APAO) based hot melts. In Proceedings of the ASC Hot Melt Short Course, New Orleans, LA, USA, 18–19 April 2016. [Google Scholar]
- Nam, B.-K.; Park, O.O.; Kim, S.-C. Properties of isotactic polypropylene/atactic polypropylene blends. Macromol. Res. 2015, 23, 809–813. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Matrix Blend | Glass Transition Temperature, Tg (°C) | Melting Temperature, Tm (°C) | Density (g/cm3) | Melt Flow Index, 160 °C, 2.16 kg (g/10 min) |
|---|---|---|---|---|
| rPP | −24.9 | 147.9 | 0.918 | 13.0 ± 0.4 |
| APAO-25 | −23.3 | 145.5 | 0.911 | 20.7 ± 0.3 |
| APAO-50 | −25.6 | 144.9 | 0.903 | 34.6 ± 1.2 |
| APAO-75 | −26.8 | 144.5 | 0.892 | 46.9 ± 0.4 |
| APAO | −27.3 | 73.9 | 0.870 | 163.0 ± 14.8 |
| Matrix Blend | Shear Modulus at 23 °C (MPa) | Thickness 1 (µm) | Yield Strength 1 (MPa) | Young’s Modulus 1 (MPa) | Strain at Break 1 (%) | Perforation Energy (J/mm) |
|---|---|---|---|---|---|---|
| rPP | 25.7 | 72 | 23.5 ± 2.7 | 1032 ± 225 | 67 ± 6 | 2.4 ± 0.1 |
| APAO-25 | 22.7 | 76 | 13.5 ± 4.5 | 350 ± 88 | 309 ± 4 | 13.8 ± 0.2 |
| APAO-50 | 18.5 | 104 | 7.4 ± 1.2 | 124 ± 22 | 393 ± 30 | 10.2 ± 0.1 |
| APAO-75 | 14.7 | 124 | 3.8 ± 0.2 | 58 ± 7 | 517 ± 62 | 8.1 ± 0.1 |
| APAO | 5.0 | 133 | 1.5 ± 0.2 | 13 ± 3 | 378 ± 8 | 8.1 ± 0.1 |
| Composite | Fiber Content (%) | Density (g/cm3) | Peel Strength (N/mm) | Maximal Strength (MPa) | Tensile Modulus (MPa) |
|---|---|---|---|---|---|
| rPP | 70.4 | 0.874 ± 0.011 | 0.51 ± 0.11 | 88.7 ± 4.6 | 1076 ± 82 |
| APAO-25 | 69.2 | 0.876 ± 0.006 | 0.89 ± 0.15 | 91.2 ± 3.0 | 1032 ± 66 |
| APAO-50 | 62.2 | 0.883 ± 0.004 | 1.18 ± 0.16 | 118.9 ± 4.2 | 1248 ± 42 |
| APAO-75 | 58.0 | 0.877 ± 0.003 | 1.28 ± 0.06 | 103.4 ± 5.6 | 1007 ± 51 |
| APAO | 56.2 | 0.883 ± 0.001 | 1.98 ± 0.19 | 94.6 ± 8.5 | 1196 ± 60 |
| APAO-2F | 77.5 | 0.880 ± 0.002 | 1.52 ± 0.27 | 99.7 ± 9.2 | 1380 ± 66 |
| APAO-3F | 82.9 | 0.869 ± 0.003 | 1.34 ± 0.18 | 103.6 ± 4.8 | 1377 ± 73 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Varga, L.J.; Bárány, T. Development of Polypropylene-Based Single-Polymer Composites With Blends of Amorphous Poly-Alpha-Olefin and Random Polypropylene Copolymer. Polymers 2020, 12, 1429. https://doi.org/10.3390/polym12061429
Varga LJ, Bárány T. Development of Polypropylene-Based Single-Polymer Composites With Blends of Amorphous Poly-Alpha-Olefin and Random Polypropylene Copolymer. Polymers. 2020; 12(6):1429. https://doi.org/10.3390/polym12061429
Chicago/Turabian StyleVarga, László József, and Tamás Bárány. 2020. "Development of Polypropylene-Based Single-Polymer Composites With Blends of Amorphous Poly-Alpha-Olefin and Random Polypropylene Copolymer" Polymers 12, no. 6: 1429. https://doi.org/10.3390/polym12061429
APA StyleVarga, L. J., & Bárány, T. (2020). Development of Polypropylene-Based Single-Polymer Composites With Blends of Amorphous Poly-Alpha-Olefin and Random Polypropylene Copolymer. Polymers, 12(6), 1429. https://doi.org/10.3390/polym12061429