Additive Manufacturing of Polyether Ether Ketone (PEEK) for Space Applications: A Nanosat Polymeric Structure

 , , ,
, , , 
Abstract
:
1. Introduction
- Nanosat platform thermomechanical design (mission design hypothesis, DFAM (design for additive manufacturing) and topology optimization);
- FDM printing and characterization of PEEK laboratory specimens printed by FDM, to verify the compliance of the performance of printed parts capability to achieve the mechanical properties to those assumed in the design (mechanical, thermal, and to verify the outgassing) requirements;
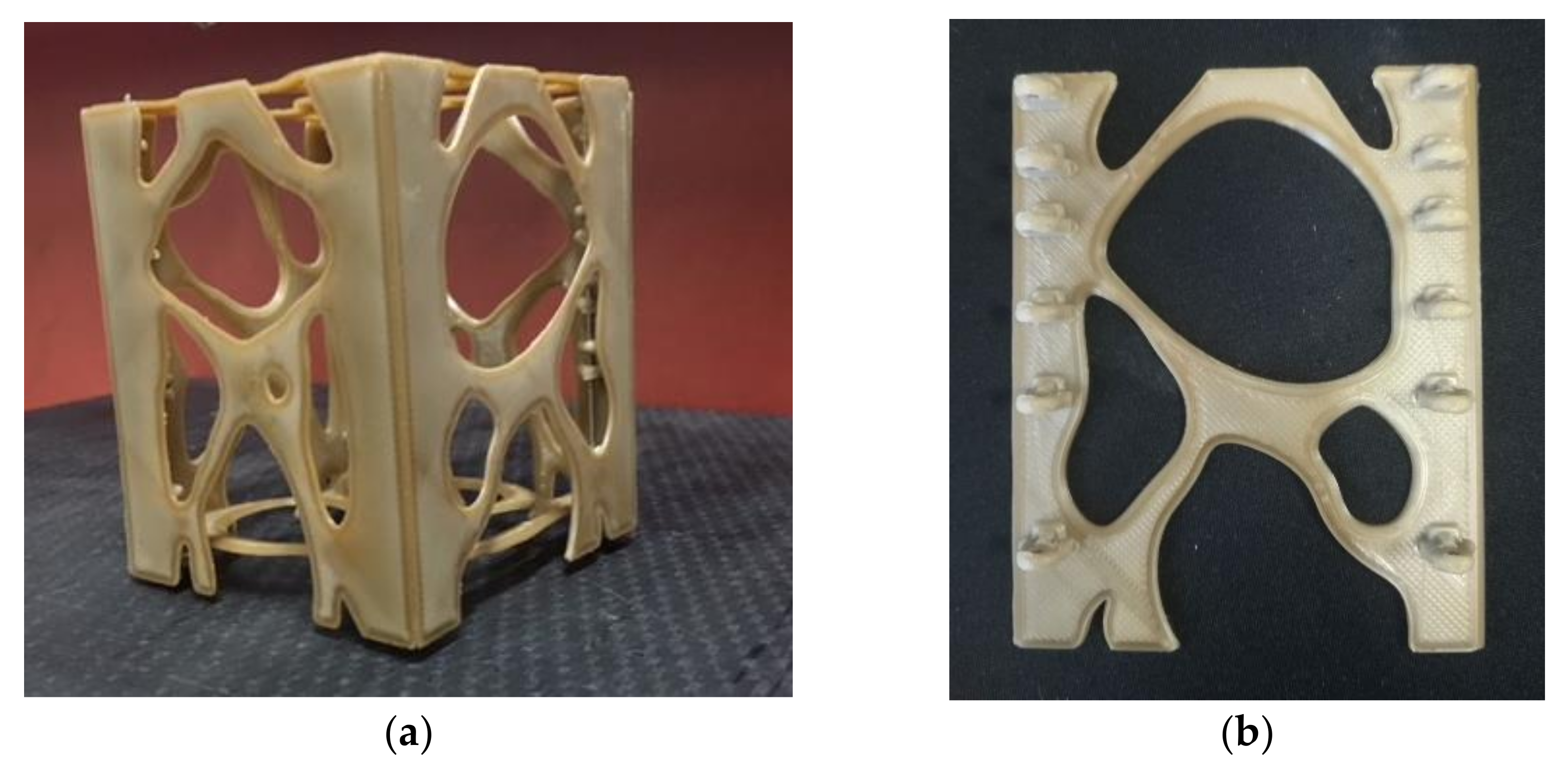
- FDM printing of a representative PEEK nanosat.
2. Materials and Methods
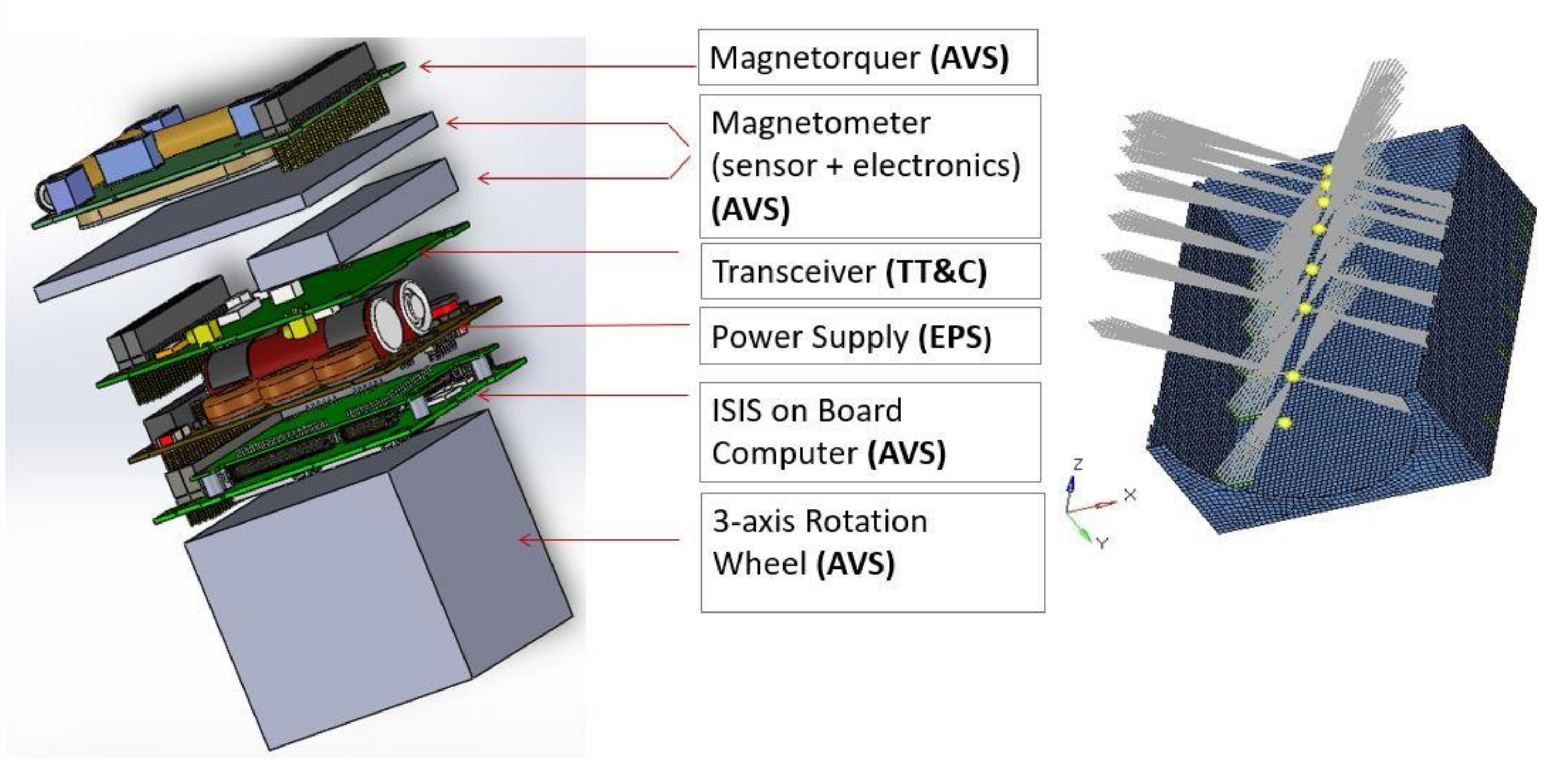
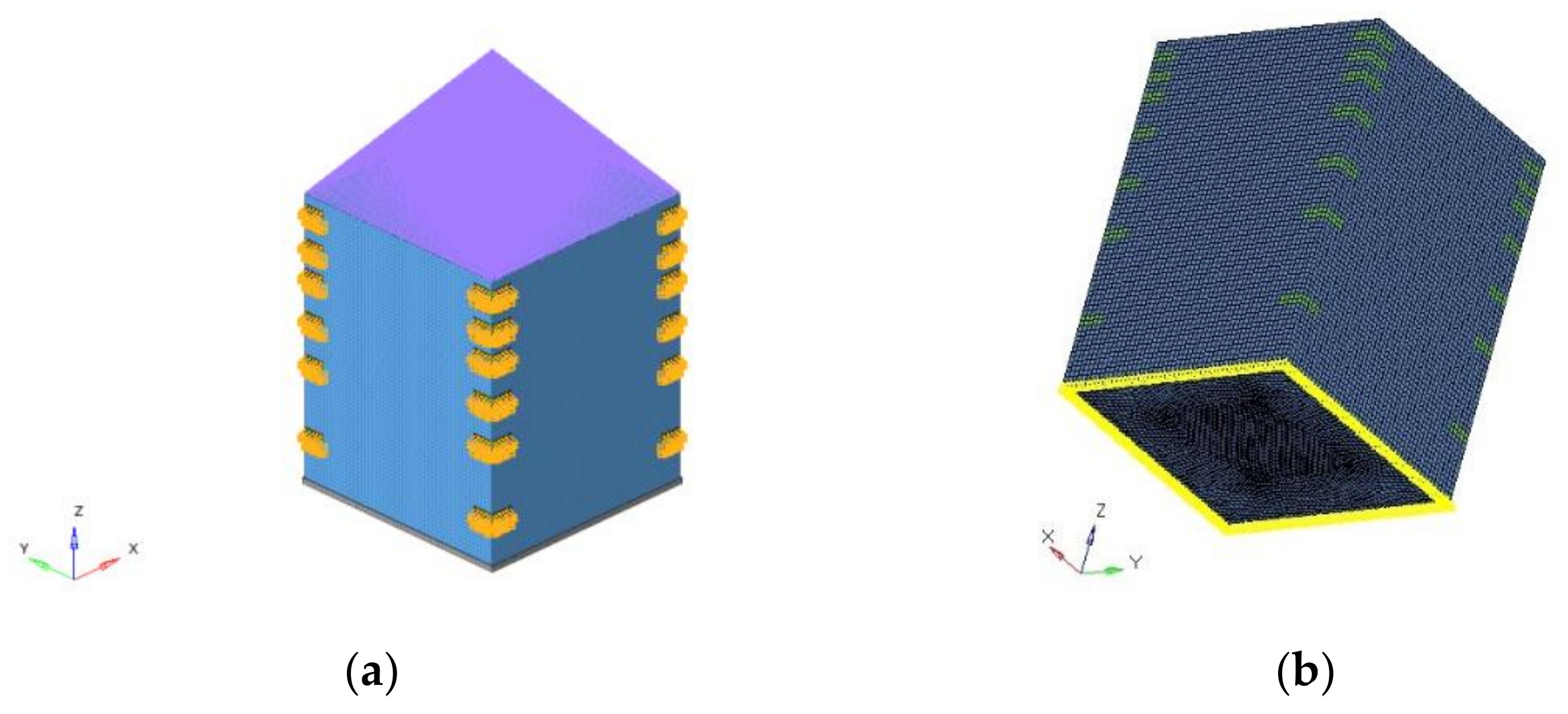
2.1. Nanosat Thermomechanical Design
- A coefficient based on the model and owed by its uncertainty in making a hypothesis to proceed in design:
- A coefficient based on design and environment to avoid risk during the design and the test phase (which takes into account the differences between the filament and 3D-printed parts):
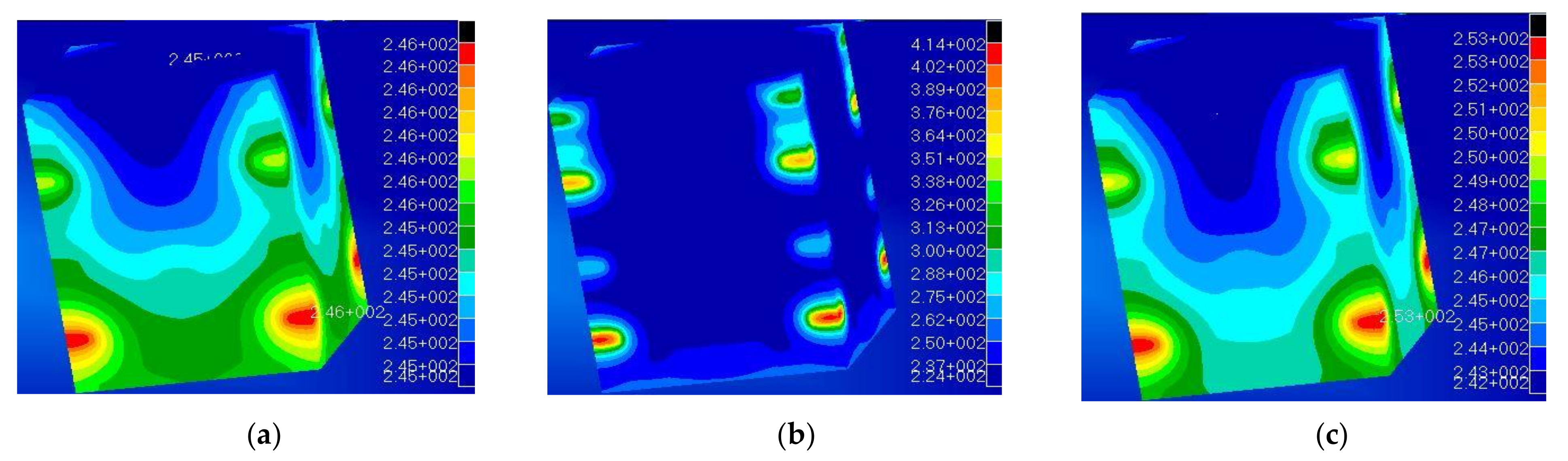
- Internal heat: the power generated by all the internal devices (listed in Table 3), considering all the devices active simultaneously. The total power is dissipated in 4 different spots (joints between board and structure). Internal radiation was considered negligible, and a conservative temperature Tjoint < 60 °C was imposed as a constraint [37]. The analysis was carried out as a nonlinear study, iteratively calculated by the solver Nastran.
- External heat: radiative [38] fluxes coming from the space were neglected, as this heat was supposed to be managed by adding an external wrapping foil of thermal protection.
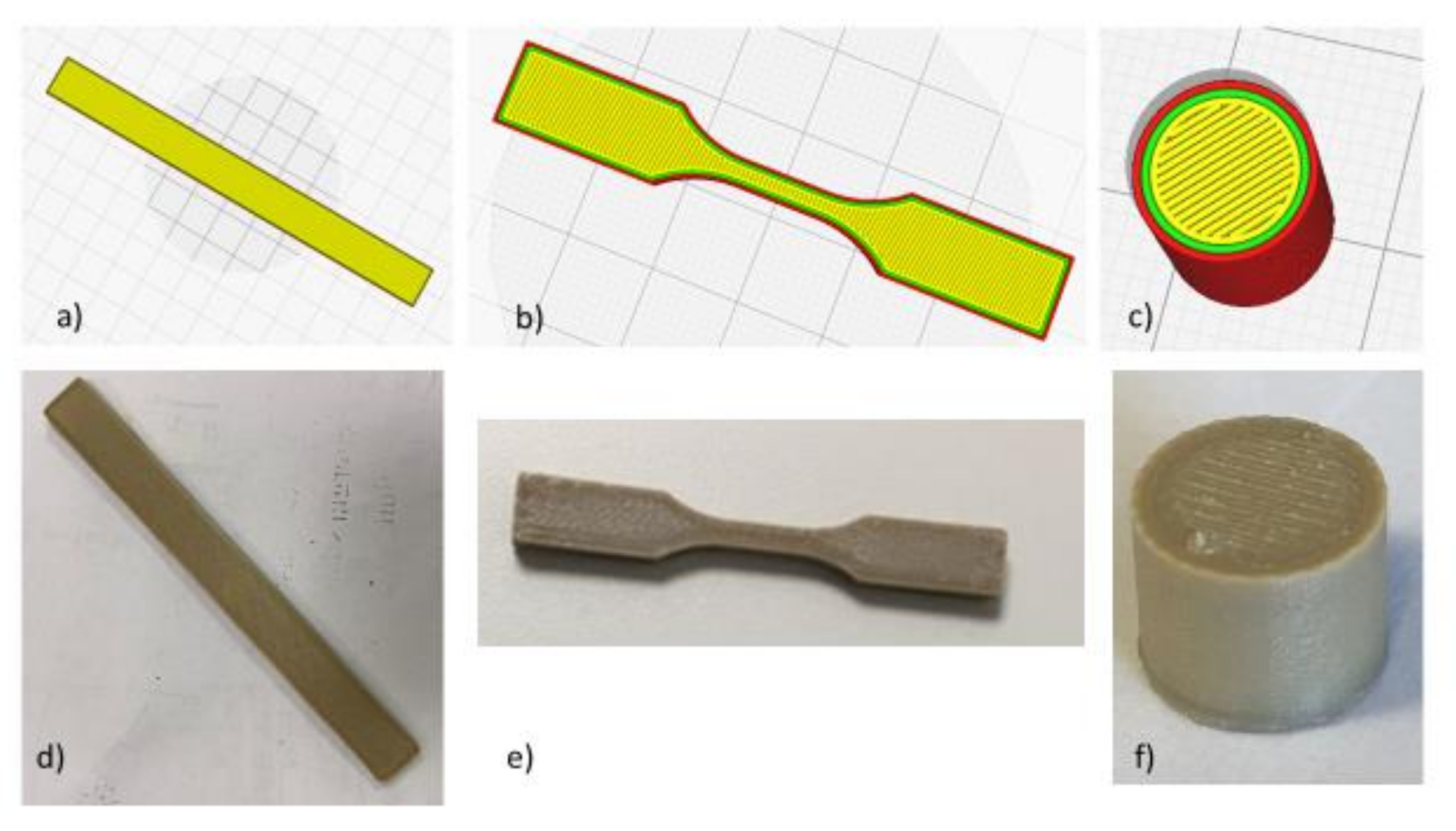
2.2. 3D Printing of PEEK Samples
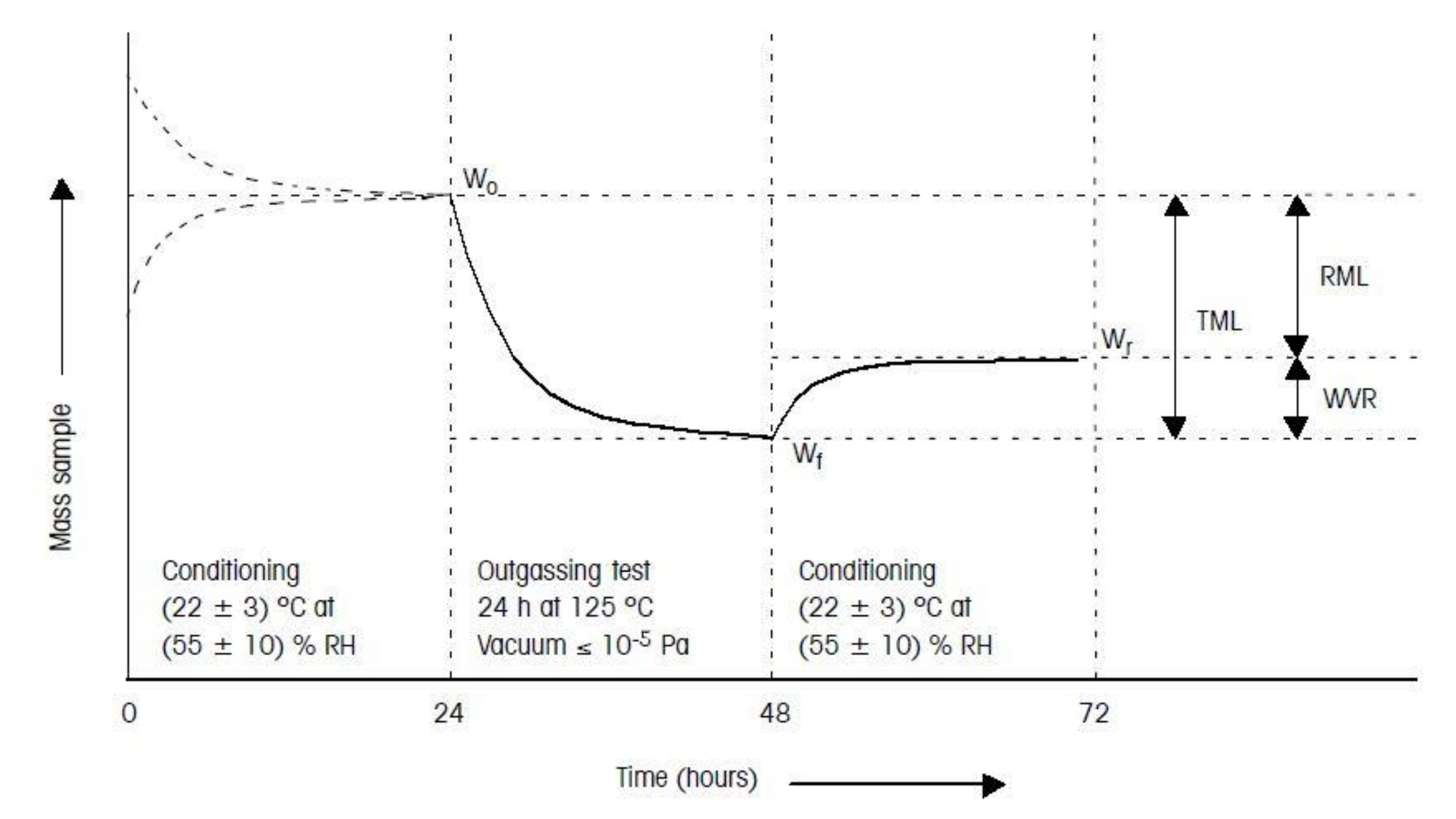
- ⮚
- Pretest conditioning of the sample, 100–300 mg of material (unless mentioned otherwise), was 24 h at 22 ± 3 °C and 55 ± 10% RH.
- ⮚
- During the test for 24 h:
- ✔
- The sample was subjected to a temperature of 125 °C;
- ✔
- The condensable material was collected by a collector plate kept at 25 °C;
- ✔
- The test vacuum pressure was kept below 10−5 mbar.
- ⮚
- Posttest conditioning of the sample was 24 h at 22 ± 3 °C and 55 ± 10% RH [44].
- RML (recovered mass loss): total mass loss of the specimen itself without absorbed water. RML is introduced because water is not always seen as a critical contaminant in the spacecraft. Generally, the equation holds RML = TML-WVR;
- TML (total mass loss): total mass loss of the material outgassed from a specimen that is maintained at a specific constant temperature and operating for a specific time. TML is calculated from the specimen mass as measured before and after the test and is expressed as a percentage of the initial specimen mass;
- WVR (water vapor regained are measured): the mass of the water vapor regained by the specimen after the optional reconditioning step;
- CVCM (collected volatile condensable material): quantity of outgassed matter from a test specimen that condenses on a collector maintained at a specific temperature for a specific time. CVCM is expressed as a percentage of the initial specimen mass. It is calculated from the condensate mass determined from the difference in the collector plate’s mass before and after the test.
3. Results and Discussion
3.1. Numerical Analysis Results
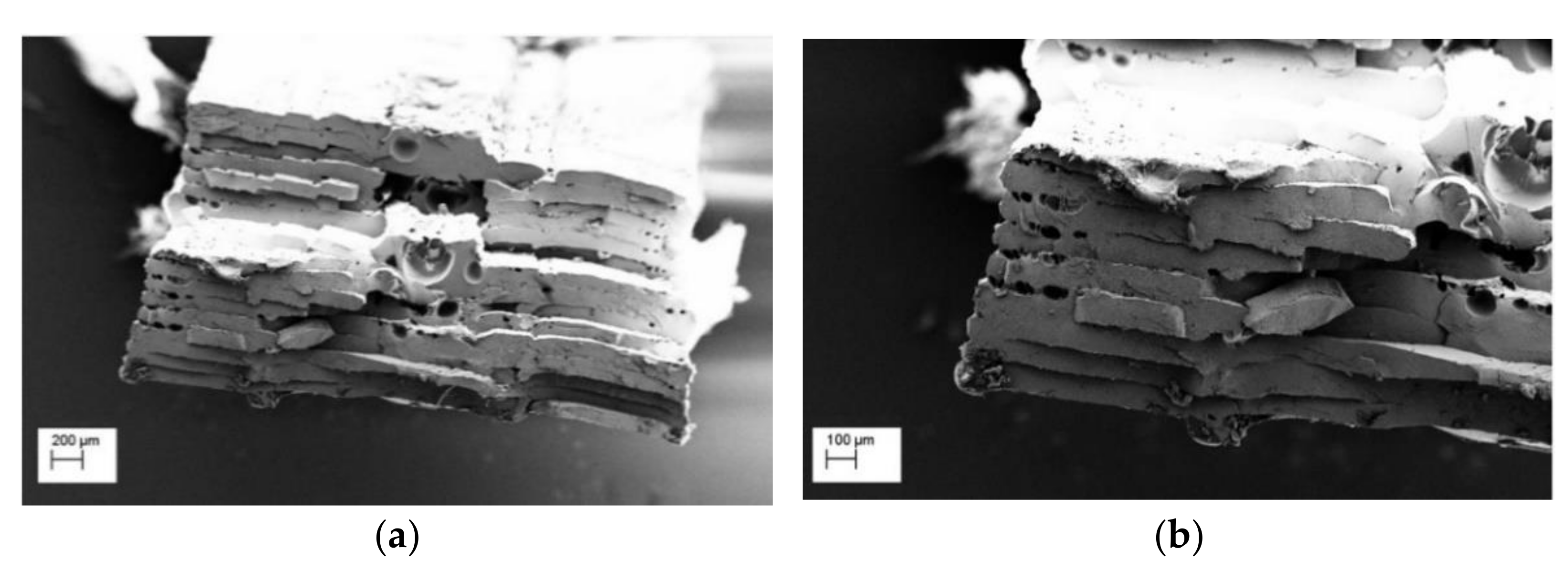
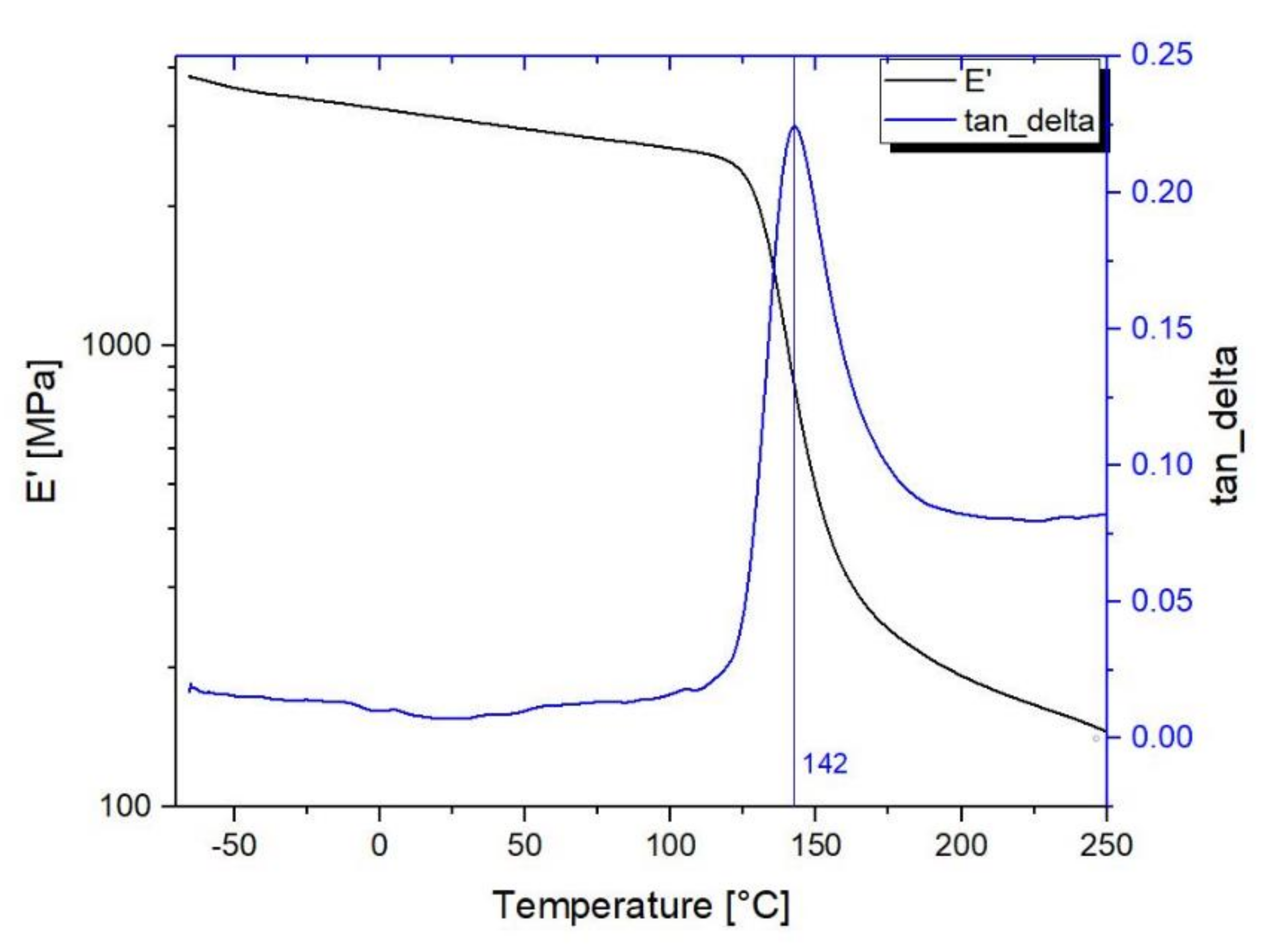
3.2. Material Characterization
3.3. Outgassing
3.4. 3D Printing of the PEEK Nanosat
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kopacz, J.R.; Herschitz, R.; Roney, J. Small satellites an overview and assessment. Acta Astronaut. 2020, 170, 93–105. [Google Scholar] [CrossRef]
- Meng, L.; Zhang, W.; Quan, D.; Shi, G.; Tang, L.; Hou, Y.; Breitkopf, P.; Zhu, J.; Gao, T. From Topology Optimization Design to Additive Manufacturing: Today’s Success and Tomorrow’s Roadmap. Arch. Comput. Methods Eng. 2020, 27, 805–830. [Google Scholar] [CrossRef]
- Liu, J.; Gaynor, A.T.; Chen, S.; Kang, Z.; Suresh, K.; Takezawa, A.; Li, L.; Kato, J.; Tang, J.; Wang, C.C.L.; et al. Current and future trends in topology optimization for additive manufacturing. Struct. Multidiscip. Optim. 2018, 57, 2457–2483. [Google Scholar] [CrossRef] [Green Version]
- Diaz-Perete, D.; Mercado-Colmenero, J.M.; Valderrama-Zafra, J.M.; Martin-Doñate, C. New procedure for BIM characterization of architectural models manufactured using fused deposition modeling and plastic materials in 4.0 advanced construction environments. Polymers 2020, 12, 1498. [Google Scholar] [CrossRef] [PubMed]
- Gibson, I.; Rosen, D.W.; Stucker, B. Additive Manufacturing Technologies: Rapid Prototyping to Direct Digital Manufacturing; Springer: New York, NY, USA, 2010; ISBN 9781441911193. [Google Scholar]
- Bourell, D.; Kruth, J.P.; Leu, M.; Levy, G.; Rosen, D.; Beese, A.M.; Clare, A. Materials for additive manufacturing. CIRP Ann. Manuf. Technol. 2017. [Google Scholar] [CrossRef]
- Excell, J.; Nathan, S. The rise of additive manufacturing. Engineer 2010, 24. [Google Scholar]
- Olason, A.; Tidman, D. Methodology for Topology and Shape Optimization in the Design Process. Master’s Thesis, Chalmers University of Technology, Göteborg, Sweden, 2010. [Google Scholar]
- Leary, M.; Merli, L.; Torti, F.; Mazur, M.; Brandt, M. Optimal topology for additive manufacture: A method for enabling additive manufacture of support-free optimal structures. Mater. Des. 2014, 63, 678–690. [Google Scholar] [CrossRef]
- Petronilo, M.-I.; van der Vorst, M.; Gumpinger, J.; Chidini, T. ESA’s recent developments in the field of 3D-printed hardware. In Proceedings of the 11th European Conference on Antennas and Propagation (EUCAP), Paris, France, 19–24 March 2017. [Google Scholar]
- Piattoni, J.; Candini, G.P.; Pezzi, G.; Santoni, F.; Piergentili, F. Plastic Cubesat: An innovative and low-cost way to perform applied space research and hands-on education. Acta Astronaut. 2012, 81, 419–429. [Google Scholar] [CrossRef]
- Espalin, D.; Muse, D.W.; MacDonald, E.; Wicker, R.B. 3D Printing multifunctionality: Structures with electronics. Int. J. Adv. Manuf. Technol. 2014, 72, 963–978. [Google Scholar] [CrossRef]
- Gutierrez, C.; Salas, R.; Hernandez, G.; Muse, D.; Olivas, R.; MacDonald, E.; Irwin, M.D.; Wicker, R.; Newton, M.; Church, K.; et al. CubeSat Fabrication through Additive Manufacturing and Micro-Dispensing. Int. Symp. Microelectron. 2011, 2011, 001021–001027. [Google Scholar] [CrossRef]
- Gaudenzi, P.; Atek, S.; Cardini, V.; Eugeni, M.; Graterol Nisi, G.; Lampani, L.; Pasquali, M.; Pollice, L. Revisiting the configuration of small satellites structures in the framework of 3D Additive Manufacturing. Acta Astronaut. 2018, 146, 249–258. [Google Scholar] [CrossRef]
- Rinaldi, M.; Ghidini, T.; Bragaglia, M.; Franceschetti, F.; Nanni, F. GNP/ MWCNT/MCF PEEK Composites for FDM Printing: Paving the Way Towards Smart Structures. In Proceedings of the 8th International Conference on Carbon NanoParticle based Composites, CNP-Comp 2019, London, UK, 17–19 July 2019. [Google Scholar]
- Ahn, S.; Montero, M.; Odell, D.; Roundy, S.; Wright, P.K. Anisotropic material properties of fused deposition modeling ABS. Rapid Prototyp. J. 2002, 8, 248–257. [Google Scholar] [CrossRef] [Green Version]
- Montero, M.; Roundy, S.; Odell, D. Material characterization of fused deposition modeling (FDM) ABS by designed experiments. In Proceedings of the Rapid Prototyping & Manufacturing Conference, Cincinnati, OH, USA, 15–17 May 2001; pp. 1–21. [Google Scholar]
- Madera, I.; Lepore, A. RUAG space and Morf3D’s collaborative ecosystem. Manuf. Eng. 2015, 154, 83–85. [Google Scholar]
- Napoli, M. The Use of Additive Manufacturing Technologies for the Design and Development of a Cubesat. Master’s Thesis, San Josè University, San Josè, CA, USA, 2013. [Google Scholar]
- Dawoud, M.; Taha, I.; Ebeid, S.J. Mechanical behaviour of ABS: An experimental study using FDM and injection moulding techniques. J. Manuf. Process. 2016, 21, 39–45. [Google Scholar] [CrossRef]
- Silverman, E.M. Space Environmental Effects on Spacecraft: LEO Materials Selection Guide; NASA Contracting Report 4661, Part 1; NTRS-NASA Technical Reports Server: Redondo Beach, CA, USA, 1995. [Google Scholar]
- Ghidini, T. Materials for space exploration and settlement. Nat. Mater. 2018, 17, 846–850. [Google Scholar] [CrossRef] [PubMed]
- Pastore, R.; Delfini, A.; Albano, M.; Vricella, A.; Marchetti, M.; Santoni, F.; Piergentili, F. Outgassing effect in polymeric composites exposed to space environment thermal-vacuum conditions. Acta Astronaut. 2020. [Google Scholar] [CrossRef]
- Zanjanijam, A.R.; Major, I.; Lyons, J.G.; Lafont, U.; Devine, D.M. Fused Filament Fabrication of PEEK: A Review of Process-Structure-Property Relationships. Polymers 2020, 12, 1665. [Google Scholar] [CrossRef]
- Cacciotti, I.; Rinaldi, M.; Fabbrizi, J.; Nanni, F. Innovative polyetherimide and diatomite based composites: Influence of the diatomite kind and treatment. J. Mater. Res. Technol. 2019. [Google Scholar] [CrossRef]
- Campbell, W.A.; Marriott, R.S.; Park, J.J. Outgassing Data for Selecting Spacecract Materials; NASA Reference Publication: Greenbelt, MD, USA, 1984. [Google Scholar]
- Kurtz, S. PEEK Biomaterials Handbook; Elsevier: Oxford, UK, 2012; ISBN 9781437744637. [Google Scholar]
- Rinaldi, M.; Puglia, D.; Dominici, F.; Cherubini, V.; Torre, L.; Nanni, F. Melt processing and mechanical property characterization of high-performance poly(ether ether ketone)–carbon nanotube composite. Polym. Int. 2017, 66, 1731–1736. [Google Scholar] [CrossRef]
- Rinaldi, M.; Ghidini, T.; Cecchini, F.; Brandao, A.; Nanni, F. Additive layer manufacturing of poly (ether ether ketone) via FDM. Compos. Part B Eng. 2018, 145, 162–172. [Google Scholar] [CrossRef]
- Abdullah, F.; Okuyama, K.I.; Fajardo, I.; Urakami, N. In situ measurement of carbon fibre/polyether ether ketone thermal expansion in low earth orbit. Aerospace 2020, 7, 35. [Google Scholar] [CrossRef] [Green Version]
- Pigliaru, L.; Rinaldi, M.; Ciccacci, L.; Norman, A.; Rohr, T.; Ghidini, T.; Nanni, F. 3D printing of high performance polymer-bonded PEEK-NdFeB magnetic composite materials. Funct. Compos. Mater. 2020, 1, 4. [Google Scholar] [CrossRef]
- Brackett, D.; Ashcroft, I.; Hague, R. Topology optimization for additive manufacturing. Solid Free Fabr. Symp. 2011, 348–362. [Google Scholar] [CrossRef]
- Mercado-Colmenero, J.M.; Dolores La Rubia, M.; Mata-Garcia, E.; Rodriguez-Santiago, M.; Martin-Doñate, C. Experimental and numerical analysis for the mechanical characterization of petg polymers manufactured with fdm technology under pure uniaxial compression stress states for architectural applications. Polymers 2020, 12, 2202. [Google Scholar] [CrossRef]
- Mercado-Colmenero, J.M.; Martin-Doñate, C.; Moramarco, V.; Attolico, M.A.; Renna, G.; Rodriguez-Santiago, M.; Casavola, C. Mechanical characterization of the plastic material GF-PA6 manufactured using FDM technology for a compression uniaxial stress field via an experimental and numerical analysis. Polymers 2020, 12, 246. [Google Scholar] [CrossRef] [Green Version]
- European Cooperation for Space Standardization. Space Product Assurance Thermal Vacuum Outgassing Test for the Screening of Space Materials; European Space Agency: Paris, France, 2000. [Google Scholar]
- Dupuis, C. Asap-S and Vespa: The Access To Space for Small Satellites. In Proceedings of the AIAA/USU Conference on Small Satellite, Logan, UH, USA, 12 August 2009. [Google Scholar]
- Weng, Z.; Wang, J.; Senthil, T.; Wu, L. Mechanical and thermal properties of ABS/montmorillonite nanocomposites for fused deposition modeling 3D printing. Mater. Des. 2016, 102, 276–283. [Google Scholar] [CrossRef]
- Elsharkawy, A.I.; Shabaka, I.; Elfar, A. The Effect of Satellite Orientation on Satellite Surface Temperature Distributions. J. Appl. Sci. Res. 2006, 2, 1286–1292. [Google Scholar]
- Victrex High Performance Paek Polymers Victrex® Peek 450P Datasheet; Victrex plc: Thornton Cleveleys, UK, 2014.
- Bendsøe, M.P.; Sigmund, O. Topology Optimization: Theory, Methods, and Applications, 2nd ed.; Springer: Berlin, Germany, 2003; ISBN 3540429921. [Google Scholar]
- Liang, Q.Q.; Steven, G.P. A performance-based optimization method for topology design of continuum structures with mean compliance constraints. Comput. Methods Appl. Mech. Eng. 2002, 191, 1471–1489. [Google Scholar] [CrossRef] [Green Version]
- Ansari, M.N.S. Structural Optimization of Drive Unit Bracket Using OptiStruct. Int. J. Res. Publ. Eng. Technol. 2013, 2, 1–11. [Google Scholar]
- Standard Test Method for Tensile Properties of Plastics; ASTM D638-14; ASTM International: West Conshohocken, PA, USA, 2014.
- Report, T. Screening Outgassing Test: VICTREX PEEK 450PF 3D-Printed. Available online: https://ab-div-bdi-bl-blm.web.cern.ch/ab-div-bdi-bl-blm/Radiation/radiation_hardness/Victrex%20PEEK%20Properties_Guide.pdf (accessed on 22 December 2020).
- Hopkins, J.B.; Song, Y.; Lee, H.; Fang, N.X.; Spadaccini, C.M. Polytope Sector-Based Synthesis and Analysis of Microstructural Architectures With Tunable Thermal Conductivity and Expansion. J. Mech. Des. 2016, 138, 051401. [Google Scholar] [CrossRef] [Green Version]
- Talbott, M.F.; Springer, G.S.; Berglund, L.A. The Effects of Crystallinity on the Mechanical Properties of PEEK Polymer and Graphite Fiber Reinforced PEEK. J. Compos. Mater. 1987, 21, 1056–1081. [Google Scholar] [CrossRef]
- Pelton, J.N.; Madry, S.; Camacho-Lara, S. Handbook of Satellite Applications; Springer Publishing Company, Incorporated: New York, NY, USA, 2012. [Google Scholar]
- Wijker, J.J. Spacecraft Structures; Springer Science & Business Media: Heidelberg, Germany, 2008. [Google Scholar]
- Guerra, V.; Wan, C.; McNally, T. Thermal conductivity of 2D nano-structured boron nitride (BN) and its composites with polymers. Prog. Mater. Sci. 2019, 100, 170–186. [Google Scholar] [CrossRef]
- Huang, C.; Qian, X.; Yang, R. Thermal conductivity of polymers and polymer nanocomposites. Mater. Sci. Eng. R Rep. 2018, 132, 1–22. [Google Scholar] [CrossRef] [Green Version]
- Patti, A.; Russo, P.; Acierno, D.; Acierno, S. The effect of filler functionalization on dispersion and thermal conductivity of polypropylene/multi wall carbon nanotubes composites. Compos. Part B Eng. 2016. [Google Scholar] [CrossRef]
- Russo, P.; Patti, A.; Petrarca, C.; Acierno, S. Thermal conductivity and dielectric properties of polypropylene-based hybrid compounds containing multiwalled carbon nanotubes. J. Appl. Polym. Sci. 2018. [Google Scholar] [CrossRef]
- Ampatzoglou, A.; Tsantzalis, S.; Mazarakos, D.E.; Kostopoulos, V. 3D printed frame for CubeSat applications for low-Earth orbit mission. Int. J. Comput. Aided Eng. Technol. 2017. [Google Scholar] [CrossRef]
- Wu, W.; Geng, P.; Li, G.; Zhao, D.; Zhang, H.; Zhao, J. Influence of layer thickness and raster angle on the mechanical properties of 3D-printed PEEK and a comparative mechanical study between PEEK and ABS. Materials 2015, 8, 5834–5846. [Google Scholar] [CrossRef]
- Tseng, J.W.; Liu, C.Y.; Yen, Y.K.; Belkner, J.; Bremicker, T.; Liu, B.H.; Sun, T.J.; Wang, A.B. Screw extrusion-based additive manufacturing of PEEK. Mater. Des. 2017, 140, 209–221. [Google Scholar] [CrossRef]
- ECSS-E-ST-10-03C—Testing (1 June 2012)|European Cooperation for Space Standardization. Available online: https://ecss.nl/standard/ecss-e-st-10-03c-testing/ (accessed on 30 July 2020).
- Peacock, R.N. Practical selection of elastomer materials for vacuum seals. J. Vac. Sci. Technol. 1980, 17, 330. [Google Scholar] [CrossRef]
- Elsey, R. Outgassing of vacuum materials-I. A paper in our education series: The theory and practice of vacuum science and technology in schools and colleges. Vacuum 1975. [Google Scholar] [CrossRef]
- Mohan, N.; Senthil, P.; Vinodh, S.; Jayanth, N. A review on composite materials and process parameters optimisation for the fused deposition modelling process. Virtual Phys. Prototyp. 2017, 12, 47–59. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Lower Limit of Allowable Frequencies | |
|---|---|
| I frequency | >50 Hz |
| II frequency | >51 Hz |
| III frequency | >70 Hz |
| IV frequency | >90 Hz |
| V frequency | >110 Hz |
| Total QSL Resultant (with Safety Factor) | ||
|---|---|---|
| Ground and Flight Load Cases | Lateral | Longitudinal |
| ±4675 g | −7.9 g/+4.95 g | |
| Equipment | Dimension (mm) | Mass (kg) | Power (W) | Disposition (z COG, mm) |
|---|---|---|---|---|
| Mai-201 3-axis wheel | 76.2 × 76.2 × 70 | 0.64 | 2.2 | 35 |
| On-board computer | 96 × 90 × 12.4 | 0.094 | 0.4 | 86.2 |
| Power supply | 96 × 90 × 26 | 0.2 | 0.025 | 115.4 |
| Transceiver | 96 × 90 × 15 | 0.085 | 1.7 | 145.9 |
| Magnetometer (electronics) | 90 × 30 × 11 | 0.15 | 0.4 | 165.9 |
| Magnometer (sensor) | 100 × 100 × 5 | 0.015 | 0 | 178.9 |
| Magnetorquer board | 95 × 90.1 × 15 | 0.195 | 0.96 | 190 |
| Payload | 100 × 100 × 50 | 3 | 0 | 225 |
| PEEK [39] | |
|---|---|
| Tensile modulus E (GPa) | 4 |
| Flexural modulus (GPa) | 165 |
| (MPa) | 90 |
| Tg (°C) | 143 |
| Tm(°C) | 343 |
| K(W/mK) | 0.25 |
| ρ (kg/ | 1300 |
| Type of Elements | PSHELL |
|---|---|
| Number of elements | 42,520 |
| Elements size | 3 mm |
| Number of nodes | 38,548 |
| Mesh quality | worst aspect ratio: 1.7 (admissible < 5, 0% failed) worst warpage = 0 (admissible < 15, 0% failed) worst skew = 29.7 (admissible < 40, 0% failed) worst Jacobian = 0.63 (admissible > 0.6, 0% failed) worst taper = 0.39 (admissible < 0.6, 0% failed) max quad angles = 135° (admissible < 140°, 0% failed) min quad angles = 53.2° (admissible > 40°, 0% failed) max tria angles = 77.6° (admissible < 120°, 0% failed) min tria angles = 33.8° (admissible > 30°, 0% failed) |
| 3D Printing Parameters | Value |
|---|---|
| Nozzle diameter | 0.4 mm |
| Nozzle temperature | 410 °C |
| Bed temperature | 120 °C |
| Layer height | 0.2 mm (first layer 0.3 mm) |
| Printing speed | 2000 mm/min |
| Perimeter | 2 |
| Raster angle | +45/−45 |
| Infill density | 100% |
| Max Stress (MPa) | Flexural Modulus (GPa) | Strain (%) | |
|---|---|---|---|
| PEEK Datasheet | 165 | 3.6 | |
| PEEK_XY_ flex | 173 ± 8 | 2.85 ± 0.1 | 1.0 ± 0.1 |
| UTS (MPa) | Tensile Modulus (GPa) | Elongation at break (%) | |
| PEEK_Datasheet | 98 | 4 | 45 |
| PEEK_XY_tens | 78.0 ± 7.2 | 2.9 ± 0.3 | 6.9 ± 3.0 |
| Density (g/cm3) from Datasheet | Density (g/cm3) Measured | |
|---|---|---|
| PEEK 3D Tensile sample | 1.300 | 1.221 ± 0.036 |
| PEEK 3D Outgassing sample | 1.300 | 1.244 ± 0.025 |
| PEEK_3D | TML (%) | CVCM (%) | RML (%) |
|---|---|---|---|
| Sample 1 | 0.187 | 0.01 | 0.113 |
| Sample 2 | 0.186 | 0.01 | 0.103 |
| Sample 3 | 0.185 | 0.01 | 0.17 |
| Average | 0.19 | 0.01 | 0.11 |
| Standard deviation | 0.00 | 0.00 | 0.01 |
| PEEK 450 | TML (%) | CVCM (%) | RML (%) |
| NASA OUTGASSING MATERIAL DATABASE | 0.3 | 0.02 | 0.12 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rinaldi, M.; Cecchini, F.; Pigliaru, L.; Ghidini, T.; Lumaca, F.; Nanni, F. Additive Manufacturing of Polyether Ether Ketone (PEEK) for Space Applications: A Nanosat Polymeric Structure. Polymers 2021, 13, 11. https://doi.org/10.3390/polym13010011
Rinaldi M, Cecchini F, Pigliaru L, Ghidini T, Lumaca F, Nanni F. Additive Manufacturing of Polyether Ether Ketone (PEEK) for Space Applications: A Nanosat Polymeric Structure. Polymers. 2021; 13(1):11. https://doi.org/10.3390/polym13010011
Chicago/Turabian StyleRinaldi, Marianna, Federico Cecchini, Lucia Pigliaru, Tommaso Ghidini, Francesco Lumaca, and Francesca Nanni. 2021. "Additive Manufacturing of Polyether Ether Ketone (PEEK) for Space Applications: A Nanosat Polymeric Structure" Polymers 13, no. 1: 11. https://doi.org/10.3390/polym13010011
APA StyleRinaldi, M., Cecchini, F., Pigliaru, L., Ghidini, T., Lumaca, F., & Nanni, F. (2021). Additive Manufacturing of Polyether Ether Ketone (PEEK) for Space Applications: A Nanosat Polymeric Structure. Polymers, 13(1), 11. https://doi.org/10.3390/polym13010011