
Hybrid Silica-Based Fillers in Nanocomposites: Influence of Isotropic/Isotropic and Isotropic/Anisotropic Fillers on Mechanical Properties of Styrene-Butadiene (SBR)-Based Rubber


Abstract
:
1. Introduction
2. Materials and Methods
Nanocomposite Synthesis Procedure
3. Results and Discussion
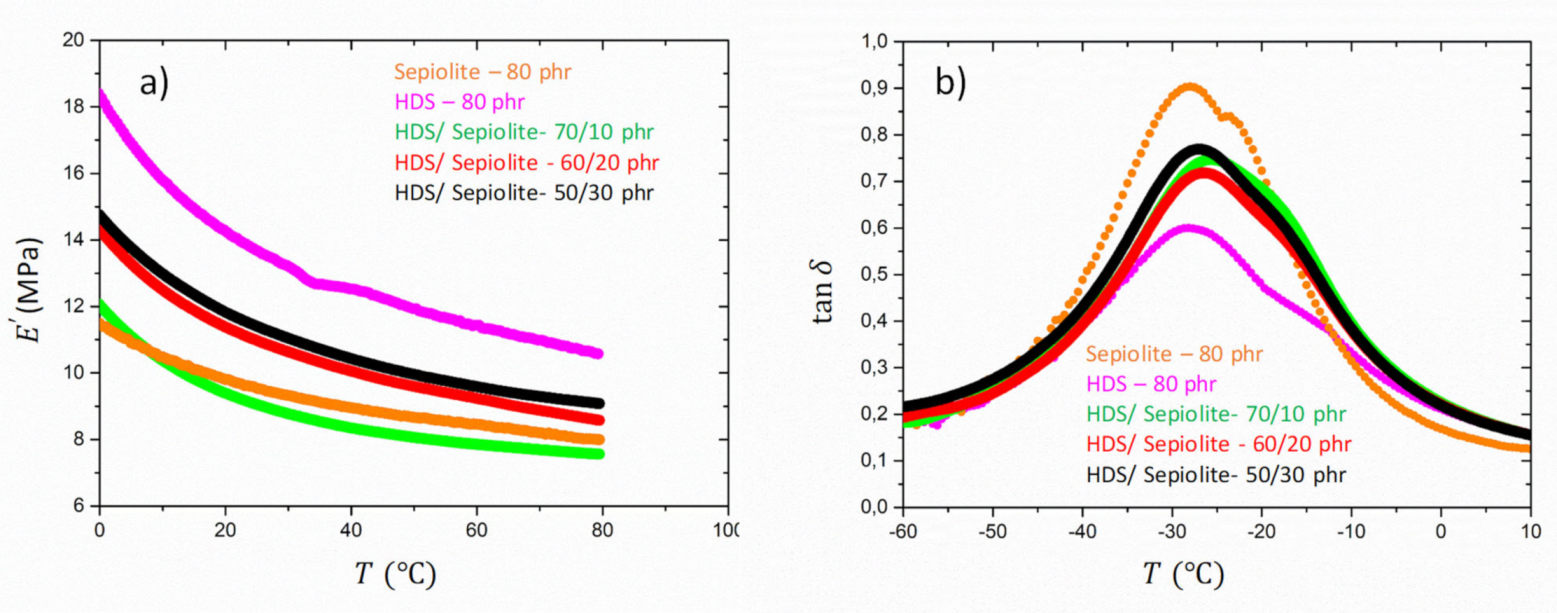
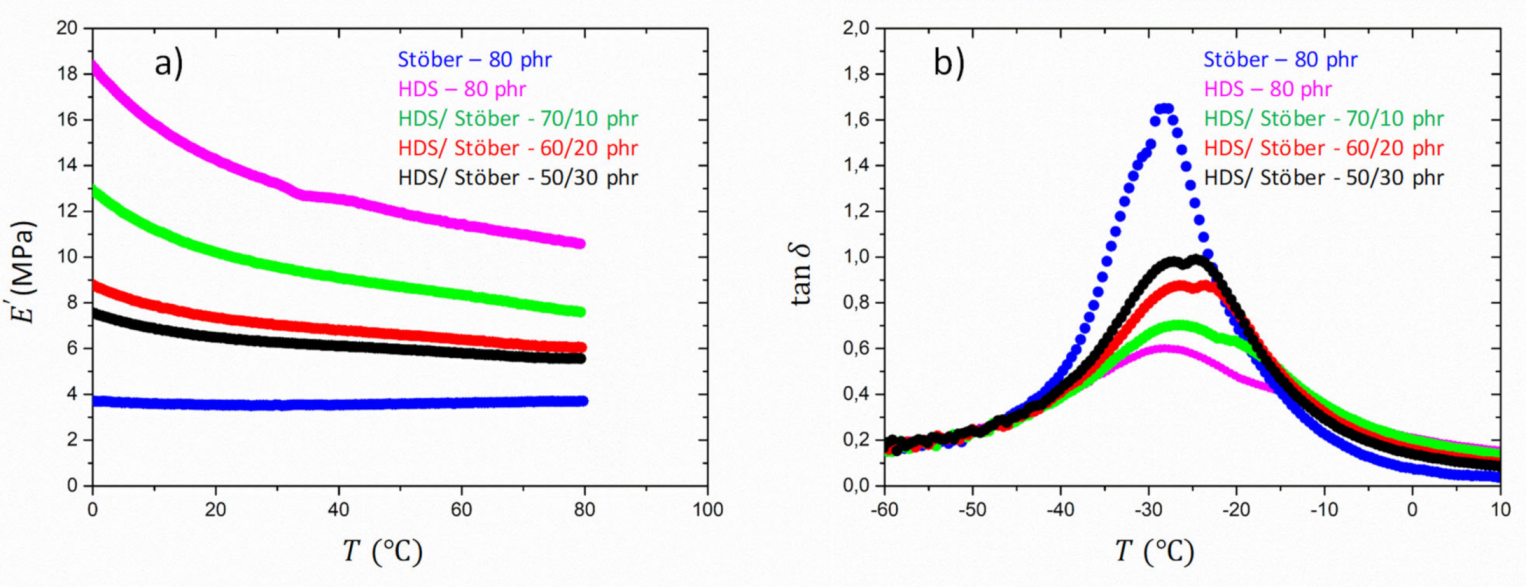
3.1. Dynamic Mechanical Analysis
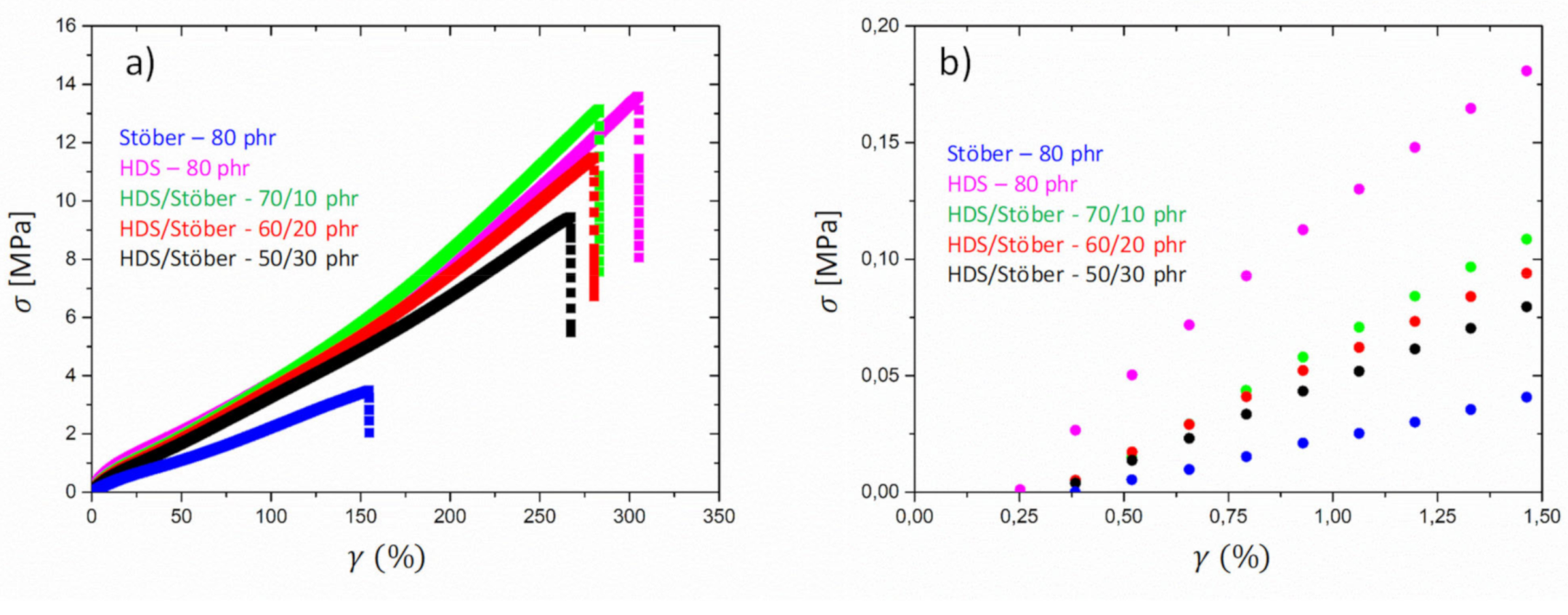
3.2. Tensile Tests
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Koniuszewska, A.G.; Kaczmar, J.W. Application of Polymer Based Composite Materials in Transportation. Prog. Rubber Plast. Recycl. Technol. 2016, 32, 1–24. [Google Scholar] [CrossRef]
- Zhong, B.; Jia, Z.; Hu, D.; Luo, Y.; Jia, D. Reinforcement and reinforcing mechanism of styrene–butadiene rubber by antioxidant-modified silica. Compos. Part A. Appl. Sci. Manuf. 2015, 78, 303–310. [Google Scholar] [CrossRef]
- Štěpek, J.; Daoust, H. Reinforcing fillers, reinforcing agents, and coupling agents. In Additives for Plastics; Štěpek, J., Daoust, H., Eds.; Springer: New York, NY, USA, 1983; pp. 70–98. [Google Scholar] [CrossRef]
- Leblanc, J.L. Rubber–filler interactions and rheological properties in filled compounds. Prog. Polym. Sci. 2002, 27, 627–687. [Google Scholar] [CrossRef]
- Kamal, M.M.; Clarke, J.; Ahmad, M. Comparison of Properties of Natural Rubber Compounds with Various Fillers. J. Rubber Res. 2009, 12, 27–44. [Google Scholar]
- Rothon, R. Particulate-Filled Polymer Composites; Smithers Rapra Technology: Shawbury, UK, 2003. [Google Scholar]
- Usha Devi, K.S.; Ponnamma, D.; Causin, V.; Maria, H.J.; Thomas, S. Enhanced morphology and mechanical characteristics of clay/styrene butadiene rubber nanocomposites. Appl. Clay Sci. 2015, 114, 568–576. [Google Scholar] [CrossRef]
- Castro, D.; Suarez, J.; Nunes, R.C.; Visconte, L. Effect of Mica Addition on the Properties of Natural Rubber and Polybutadiene Rubber Vulcanizates. J. Appl. Polym. Sci. 2003, 90, 2156–2162. [Google Scholar] [CrossRef]
- Dannenberg, E.M. Filler Choices in the Rubber Industry. Rubber Chem. Technol. 1982, 55, 860–880. [Google Scholar] [CrossRef]
- Fang, Q.; Song, B.; Tee, T.-T.; Sin, L.T.; Hui, D.; Bee, S.-T. Investigation of dynamic characteristics of nano-size calcium carbonate added in natural rubber vulcanizate. Compos. Part B. Eng. 2014, 60, 561–567. [Google Scholar] [CrossRef]
- Jincheng, W.; Lijuan, T.; Ding, W.; Xi, G.; Wenli, H. Application of Modified Calcium Sulfate Whisker in Methyl Vinyl Silicone Rubber Composites. Polym. Polym. Compos. 2012, 20, 453–462. [Google Scholar] [CrossRef]
- Wang, J.; Liu, H.; Wen, S.; Shen, Y. The Performance of Barium Sulfate/Nature Rubber Composites Using in Sport Shoes. Adv. Mater. Res. 2010, 152–153, 1184–1187. [Google Scholar] [CrossRef]
- El-Nashar, D.E.; Youssef, E.A.M.; El-Ghaffar, M.A.A. Modified phosphate pigments as high performance reinforcing materials for rubber vulcanizates. Mater. Des. 2010, 31, 1350–1359. [Google Scholar] [CrossRef]
- Fu, S.-Y.; Feng, X.-Q.; Lauke, B.; Mai, Y.-W. Effects of particle size, particle/matrix interface adhesion and particle loading on mechanical properties of particulate–polymer composites. Compos. Part B. Eng. 2008, 39, 933–961. [Google Scholar] [CrossRef]
- Panampilly, B.; Thomas, S. Nano ZnO as cure activator and reinforcing filler in natural rubber. Polym. Eng. Sci. 2013, 53, 1337–1346. [Google Scholar] [CrossRef]
- Zhou, W.; Qi, S.; Tu, C.; Zhao, H.; Wang, C.; Kou, J. Effect of the particle size of Al2O3 on the properties of filled heat-conductive silicone rubber. J. Appl. Polym. Sci. 2007, 104, 1312–1318. [Google Scholar] [CrossRef]
- Chokanandsombat, Y.; Sirisinha, C. MgO and ZnO as reinforcing fillers in cured polychloroprene rubber. J. Appl. Polym. Sci. 2013, 128, 2533–2540. [Google Scholar] [CrossRef]
- Vijayan, D.; Mathiazhagan, A.; Joseph, R. Aluminium trihydroxide: Novel reinforcing filler in Polychloroprene rubber. Polymer 2017, 132, 143–156. [Google Scholar] [CrossRef]
- Pegoretti, A.; Dorigato, A. Polymer composites: Reinforcing fillers. In Encyclopedia of Polymer Science and Technology, Inc ed.; John Wiley & Sons: Hoboken, NJ, USA, 2020; pp. 1–72. [Google Scholar] [CrossRef]
- Spahr, M.E.; Rothon, R. Carbon black as a polymer filler. In Polymers and Polymeric Composites: A Reference Series; Palsule, S., Ed.; Springer: Berlin/Heidelberg, Germany, 2016; pp. 1–3. [Google Scholar] [CrossRef]
- Imiela, M.; Anyszka, R.; Bieliński, D.M.; Masłowski, M.; Pędzich, Z.; Ziąbka, M.; Rybiński, P.; Syrek, B. Effect of graphite and common rubber plasticizers on properties and performance of ceramizable styrene–butadiene rubber-based composites. J. Therm. Anal. Calorim. 2019, 138, 2409–2417. [Google Scholar] [CrossRef] [Green Version]
- Gao, J.; He, Y.; Gong, X.; Xu, J. The role of carbon nanotubes in promoting the properties of carbon black-filled natural rubber/butadiene rubber composites. Results Phys. 2017, 7, 4352–4358. [Google Scholar] [CrossRef]
- Sanprasert, P.; Sombatsompop, N.; Sae-oui, P.; Sirisinha, C. Cotton fibers reinforcement of HNBR: Control of fiber alignment and its influence on properties of HNBR vulcanizates. J. Appl. Polym. Sci. 2014, 131. [Google Scholar] [CrossRef]
- Vladkova, T.; Dineff, P.; Gospodinova, D.; Avramova, I. Wood flour: New filler for the rubber processing industry. IV. Cure characteristics and mechanical properties of natural rubber compounds filled by non-modified or corona treated wood flour. J. Appl. Polym. Sci. 2006, 101, 651–658. [Google Scholar] [CrossRef]
- Lopattananon, N.; Jitkalong, D.; Seadan, M. Hybridized reinforcement of natural rubber with silane-modified short cellulose fibers and silica. J. Appl. Polym. Sci. 2011, 120, 3242–3254. [Google Scholar] [CrossRef]
- Hall, D.E.; Moreland, J.C. Fundamentals of Rolling Resistance. Rubber Chem. Technol. 2001, 74, 525–539. [Google Scholar] [CrossRef]
- Farida, E.; Bukit, N.; Ginting, E.M.; Bukit, B.F. The effect of carbon black composition in natural rubber compound. Case Stud. Therm. Eng. 2019, 16, 100566. [Google Scholar] [CrossRef]
- Kim, N.C.; Song, S.H. Effects of Zinc-Free Processing Aids on Silica-Reinforced Tread Compounds for Green Tires. Int. J. Polym. Sci. 2019, 2019, 1–9. [Google Scholar] [CrossRef]
- Sattayanurak, S.; Noordermeer, J.W.M.; Sahakaro, K.; Kaewsakul, W.; Dierkes, W.K.; Blume, A. Silica-Reinforced Natural Rubber: Synergistic Effects by Addition of Small Amounts of Secondary Fillers to Silica-Reinforced Natural Rubber Tire Tread Compounds. Adv. Mater. Sci. Eng. 2019, 2019, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Davris, T.; Mermet-Guyennet, M.R.B.; Bonn, D.; Lyulin, A.V. Filler Size Effects on Reinforcement in Elastomer-Based Nanocomposites: Experimental and Simulational Insights into Physical Mechanisms. Macromolecules 2016, 49, 7077–7087. [Google Scholar] [CrossRef]
- Bassett, D.R.; Boucher, E.A.; Zettlemoyer, A.C. Adsorption studies on hydrated and dehydrated silicas. J. Colloid Interface Sci. 1968, 27, 649–658. [Google Scholar] [CrossRef]
- Noriman, N.Z.; Ismail, H. Properties of styrene butadiene rubber (SBR)/recycled acrylonitrile butadiene rubber (NBRr) blends: The effects of carbon black/silica (CB/Sil) hybrid filler and silane coupling agent, Si69. J. Appl. Polym. Sci. 2012, 124, 19–27. [Google Scholar] [CrossRef]
- Zhang, C.; Liu, L.; Zhang, Z.; Pal, K.; Kim, J. Effect of Silica and Silicone Oil on the Mechanical and Thermal Properties of Silicone Rubber. J. Macromol. Sci. Part B Phys. 2011, 50, 1144–1153. [Google Scholar] [CrossRef]
- Seo, J.G.; Lee, C.K.; Lee, D.; Song, S.H. High-performance tires based on graphene coated with Zn-free coupling agents. J. Ind. Eng. Chem. 2018, 66, 78–85. [Google Scholar] [CrossRef]
- Brinker, C.J. Hydrolysis and condensation of silicates: Effects on structure. J. Non-Cryst. Solids 1988, 100, 31–50. [Google Scholar] [CrossRef] [Green Version]
- Greasley, S.L.; Page, S.J.; Sirovica, S.; Chen, S.; Martin, R.A.; Riveiro, A.; Hanna, J.V.; Porter, A.E.; Jones, J.R. Controlling particle size in the Stober process and incorporation of calcium. J. Colloid Interface Sci. 2016, 469, 213–223. [Google Scholar] [CrossRef] [Green Version]
- Kapgate, B.P.; Das, C.; Basu, D.; Das, A.; Heinrich, G. Rubber composites based on silane-treated stöber silica and nitrile rubber: Interaction of treated silica with rubber matrix. J. Elastomers Plast. 2013, 47, 248–261. [Google Scholar] [CrossRef]
- Ten Brinke, J.W.; Litvinov, V.M.; Wijnhoven, J.E.G.J.; Noordermeer, J.W.M. Interactions of Stöber Silica with Natural Rubber under the Influence of Coupling Agents, Studied by 1H NMR T2 Relaxation Analysis. Macromolecules 2002, 35, 10026–10037. [Google Scholar] [CrossRef]
- Peng, C.-C.; Göpfert, A.; Drechsler, M.; Abetz, V. “Smart” silica-rubber nanocomposites in virtue of hydrogen bonding interaction. Polym. Adv. Technol. 2005, 16, 770–782. [Google Scholar] [CrossRef]
- Bokobza, L.; Chauvin, J.-P. Reinforcement of natural rubber: Use of in situ generated silicas and nanofibres of sepiolite. Polymer 2005, 46, 4144–4151. [Google Scholar] [CrossRef]
- Yin, C.; Zhang, Q. Effects of octamethylcyclotetrasiloxane grafting and in situ silica particle generation on the curing and mechanical properties of a styrene butadiene rubber composite. RSC Adv. 2019, 9, 34330–34341. [Google Scholar] [CrossRef] [Green Version]
- Li, Q.; Li, X.; Cho, U.R. Mechanical Properties of Styrene-Butadiene Rubber Reinforced with Silica by in situ Tetraethoxysilane Hydrolysis over Acid Catalyst. Elastomers Compos. 2018, 53, 57–66. [Google Scholar] [CrossRef]
- Scotti, R.; Conzatti, L.; D’Arienzo, M.; Di Credico, B.; Giannini, L.; Hanel, T.; Stagnaro, P.; Susanna, A.; Tadiello, L.; Morazzoni, F. Shape controlled spherical (0D) and rod-like (1D) silica nanoparticles in silica/styrene butadiene rubber nanocomposites: Role of the particle morphology on the filler reinforcing effect. Polymer 2014, 55, 1497–1506. [Google Scholar] [CrossRef]
- Tadiello, L.; D’Arienzo, M.; Di Credico, B.; Hanel, T.; Matejka, L.; Mauri, M.; Morazzoni, F.; Simonutti, R.; Spirkova, M.; Scotti, R. The filler-rubber interface in styrene butadiene nanocomposites with anisotropic silica particles: Morphology and dynamic properties. Soft Matter 2015, 11, 4022–4033. [Google Scholar] [CrossRef]
- Alsultani, K.F.; Winya, N.; Hansupalak, N.; Eguchi, K.; Heeres, H.J.; Al-Baidhani, J.H.; Su, Y.; Al-Zuhair, S.; Yang, S.T.; Chen, Y.S. A comparison between the effects of sepiolite and silica on mechanical properties and thermal stability of NR/EPDM blend. MATEC Web Conf. 2016, 69. [Google Scholar] [CrossRef] [Green Version]
- Di Credico, B.; Cobani, E.; Callone, E.; Conzatti, L.; Cristofori, D.; D’Arienzo, M.; Dirè, S.; Giannini, L.; Hanel, T.; Scotti, R.; et al. Size-controlled self-assembly of anisotropic sepiolite fibers in rubber nanocomposites. Appl. Clay Sci. 2018, 152, 51–64. [Google Scholar] [CrossRef]
- Cobani, E.; Tagliaro, I.; Geppi, M.; Giannini, L.; Leclere, P.; Martini, F.; Nguyen, T.C.; Lazzaroni, R.; Scotti, R.; Tadiello, L.; et al. Hybrid Interface in Sepiolite Rubber Nanocomposites: Role of Self-Assembled Nanostructure in Controlling Dissipative Phenomena. Nanomaterials 2019, 9, 486. [Google Scholar] [CrossRef] [Green Version]
- Bokobza, L.; Leroy, E.; Lalanne, V. Effect of filling mixtures of sepiolite and a surface modified fumed silica on the mechanical and swelling behavior of a styrene-butadiene rubber. Eur. Polym. J. 2009, 45, 996–1001. [Google Scholar] [CrossRef]
- Gabriel, C.F.S.; Gabino, A.D.A.P.; de Sousa, A.M.F.; Furtado, C.R.G.; Nunes, R.C.R. Tire tread rubber compounds with ternary system filler based on carbon black, silica, and metakaolin: Contribution of silica/metakaolin content on the final properties. J. Elastomers Plast. 2019, 51, 712–726. [Google Scholar] [CrossRef]
- Al-Hartomy, O.A.; Al-Ghamdi, A.A.; Al Said, S.A.F.; Dishovsky, N.; Ward, M.B.; Mihaylov, M.; Ivanov, M. Characterization of carbon silica hybrid fillers obtained by pyrolysis of waste green tires by the STEM–EDX method. Mater. Charact. 2015, 101, 90–96. [Google Scholar] [CrossRef]
- Galimberti, M.; Coombs, M.; Cipolletti, V.; Riccio, P.; Riccò, T.; Pandini, S.; Conzatti, L. Enhancement of mechanical reinforcement due to hybrid filler networking promoted by an organoclay in hydrocarbon-based nanocomposites. Appl. Clay Sci. 2012, 65–66, 57–66. [Google Scholar] [CrossRef]
- Ahmed, S.; Jones, F.R. A review of particulate reinforcement theories for polymer composites. J. Mater. Sci. 1990, 25, 4933–4942. [Google Scholar] [CrossRef]
- Ver Meer, M.A.; Narasimhan, B.; Shanks, B.H.; Mallapragada, S.K. Effect of Mesoporosity on Thermal and Mechanical Properties of Polystyrene/Silica Composites. ACS Appl. Mater. Interfaces 2009, 2, 41–47. [Google Scholar] [CrossRef] [Green Version]
- Chevigny, C.; Jouault, N.; Dalmas, F.; Boué, F.; Jestin, J. Tuning the mechanical properties in model nanocomposites: Influence of the polymer-filler interfacial interactions. J. Polym. Sci. Part B. Polym. Phys. 2011, 49, 781–791. [Google Scholar] [CrossRef] [Green Version]
- Staropoli, M.; Gerstner, D.; Sztucki, M.; Vehres, G.; Duez, B.; Westermann, S.; Lenoble, D.; Pyckhout-Hintzen, W. Hierarchical Scattering Function for Silica-Filled Rubbers under Deformation: Effect of the Initial Cluster Distribution. Macromolecules 2019, 52, 9735–9745. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Element Concentration (phr) |
|---|---|
| SBR | 80 |
| PBD | 20 |
| TDAE Oil | 25 |
| Zinc Oxide | 2.5 |
| Stearic Acid | 3 |
| 6PPD | 2.5 |
| TESPD | 8 |
| Sulfur | 1.1 |
| MBT | 0.3 |
| DPG | 3.2 |
| CBS | 2.3 |
| Silica-based filler | 80 |
| Sample | HDS (phr) | Sepiolite (phr) | Stöber (phr) |
|---|---|---|---|
| HDS-80 phr | 80 | ||
| Sepiolite-80 phr | 80 | ||
| Stöber-80 phr | 80 | ||
| HDS/Sepiolite-70/10 | 70 | 10 | |
| HDS/Sepiolite-60/20 | 60 | 20 | |
| HDS/Sepiolite-50/30 | 50 | 30 | |
| HDS/Stöber-70/10 | 70 | 10 | |
| HDS/Stöber-60/20 | 60 | 20 | |
| HDS/Stöber-50/30 | 50 | 30 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Staropoli, M.; Rogé, V.; Moretto, E.; Didierjean, J.; Michel, M.; Duez, B.; Steiner, P.; Thielen, G.; Lenoble, D.; Thomann, J.-S. Hybrid Silica-Based Fillers in Nanocomposites: Influence of Isotropic/Isotropic and Isotropic/Anisotropic Fillers on Mechanical Properties of Styrene-Butadiene (SBR)-Based Rubber. Polymers 2021, 13, 2413. https://doi.org/10.3390/polym13152413
Staropoli M, Rogé V, Moretto E, Didierjean J, Michel M, Duez B, Steiner P, Thielen G, Lenoble D, Thomann J-S. Hybrid Silica-Based Fillers in Nanocomposites: Influence of Isotropic/Isotropic and Isotropic/Anisotropic Fillers on Mechanical Properties of Styrene-Butadiene (SBR)-Based Rubber. Polymers. 2021; 13(15):2413. https://doi.org/10.3390/polym13152413
Chicago/Turabian StyleStaropoli, Mariapaola, Vincent Rogé, Enzo Moretto, Joffrey Didierjean, Marc Michel, Benoit Duez, Pascal Steiner, Georges Thielen, Damien Lenoble, and Jean-Sébastien Thomann. 2021. "Hybrid Silica-Based Fillers in Nanocomposites: Influence of Isotropic/Isotropic and Isotropic/Anisotropic Fillers on Mechanical Properties of Styrene-Butadiene (SBR)-Based Rubber" Polymers 13, no. 15: 2413. https://doi.org/10.3390/polym13152413
APA StyleStaropoli, M., Rogé, V., Moretto, E., Didierjean, J., Michel, M., Duez, B., Steiner, P., Thielen, G., Lenoble, D., & Thomann, J.-S. (2021). Hybrid Silica-Based Fillers in Nanocomposites: Influence of Isotropic/Isotropic and Isotropic/Anisotropic Fillers on Mechanical Properties of Styrene-Butadiene (SBR)-Based Rubber. Polymers, 13(15), 2413. https://doi.org/10.3390/polym13152413