Epoxy\Epoxy Composite\Epoxy Hybrid Composite Coatings for Tribological Applications—A Review

Abstract
:1. Introduction
2. Properties of Epoxy Resins
3. Modification of Epoxy Resins for Improved Properties
4. Types of Epoxy Composite Coating Systems
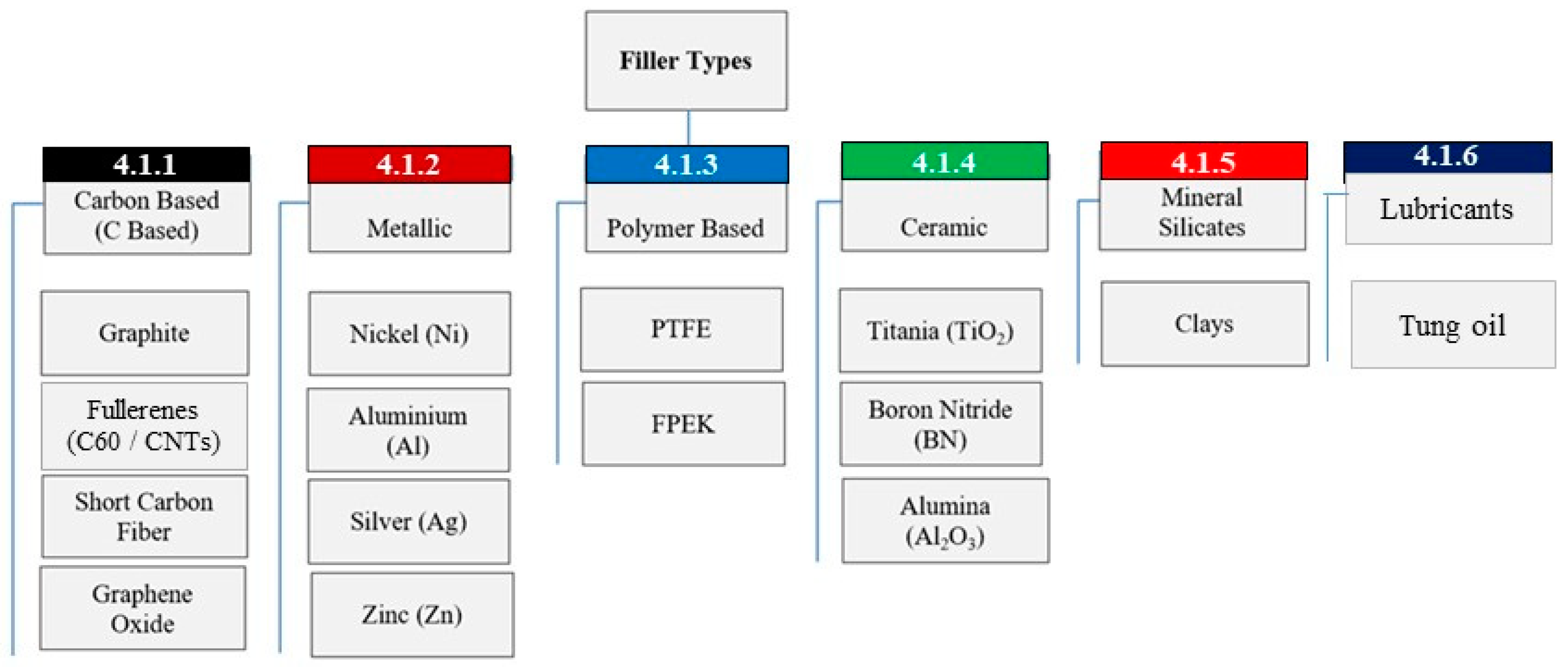
4.1. Fillers Used in LBE Coating Systems
4.1.1. Carbon Based Fillers
- Graphite: Graphite, an allotrope of carbon with multi-layer of carbon atoms possess low shear strength due to the weak Vander Walls forces between adjacent layers [24]. Studies have reported that graphite when used as a solid lubricating filler in the fabrication of epoxy composite coatings resulted in reduced friction and wear rates [25,26].
- Graphene: Graphene is a monolayer of carbon atoms arranged in hexagonal honeycomb structure. Graphene and its derivative, graphene oxide are commonly used carbon based fillers owing to their outstanding thermal, physical, optical, electrical, mechanical and tribological properties [27,28,29,30,31,32,33,34,35,36,37,38,39,40]. The weak Vander Walls forces between the intermediate layers of a typical lamellar structure of graphene, provides exceptional shear slide capability [29,37,39,41,42,43,44]. This solid lubrication property of graphene and its derivatives has drawn much attention in the fabrication of anti-friction and anti-wear epoxy coatings [45,46,47,48,49,50,51]. Some researchers have non-covalently functionalized graphene [39,52] and graphene oxide [37,53] to improve their dispersion and interfacial bonding with epoxy matrix. These fillers are also an ideal support for synthesizing nano-particles in the fabrication of hybrid coatings [45,54,55,56]. Thereby, agglomeration of secondary nano-fillers and the stacking of graphene and graphene oxide can be avoided.
- Fullerenes: Allotropes of carbon in spherical and tubular shapes are called Fullerenes. The most abundant member of spherical Fullerene family is C60 which is also called bucky ball [6,30]. They possess high compressive strength and high electron affinity, which can be exploited to increase their functionalities [30]. Fullerenes in the shape of tubes, are called carbon nano tubes (CNTs). Besides large surface area, CNTs possess unique structure combined with outstanding properties, such as, high elastic modulus, high tensile strength, high electrical and thermal conductivity, and excellent tribological properties [23,31,32,57,58,59,60]. A single graphite layer forming cylindrical shape constitutes a single-walled CNT while many concentric graphite layers constitutes multi-walled CNT (MWCNT). A strong covalent bond exists between atoms within each graphite layer. The adjacent layers held by weak van der Waals forces provide exceptional shear slide capability reducing friction [61]. The surfaces of these layers serve as a potent support for growing other nano-particles during the fabrication of hybrid coatings [62].
4.1.2. Metallic Fillers
4.1.3. Polymer-Based Fillers
4.1.4. Ceramics
4.1.5. Mineral Silicate
4.1.6. Lubricating Fillers
4.2. Dispersion Techniques Used in LBE Coating Systems
4.3. Coating Techniques Used in LBE Coating Systems
4.4. Tribological Properties of LBE Coating Systems
4.4.1. Non-Hybrid LBE Composite Coatings
4.4.2. Hybrid LBE Composite Coatings
5. Fusion Bonded Epoxy (FBE) Coatings
5.1. Fillers Used in FBE Coating Systems
5.2. Dispersion Techniques Used in FBE Coating Systems
5.3. Coating Techniques Used in FBE Coating Systems
5.4. Tribological Properties of FBE Coating Systems
6. Conclusions/Future Trends
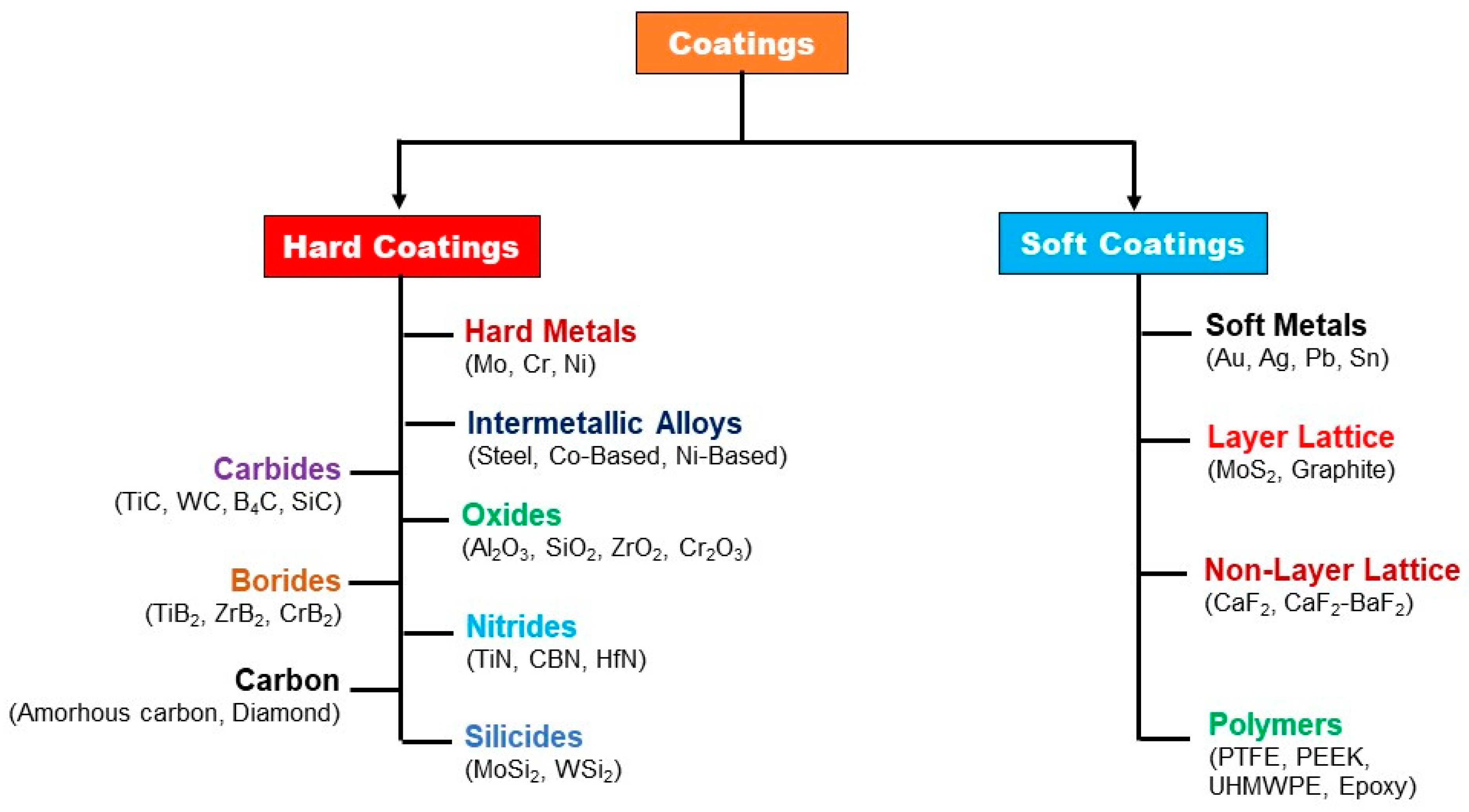
- Epoxy coatings are mainly classified into Liquid based (LBE) and Powder based (FBE) coatings. Various metallic, ceramic, polymeric, and carbon-based micro/nano fillers have been added to the epoxy matrix to improve the tribological performance of these coatings.
- It is observed that the dispersion of the nanofillers in the epoxy matrix is one of the most important factors affecting the overall properties of the developed coatings. Sonication was the most preferred technique used for dispersion, which is attributed to the high frequency ultrasonic waves, which promote uniform dispersion and de-agglomeration of fillers.
- Among the various coating techniques, wire bar coating emerges to be the most scalable technique for LBE coatings. However, it is to be noted, that the wire bar coatings were observed to have the slowest while the spin coatings had the fastest curing rate.
- Among the various nanofillers used to develop non-hybrid LBE composite coatings, niobium diselenide (NbSe2) nano-sheets, a solid lubricant found to be the most effective in reducing both the COF (79%) and the wear (70%) as compared to the pristine epoxy coating. Graphene sheets were also effective in reducing the wear rate significantly by 85%, but with a lower reduction in COF of about 12.7%.
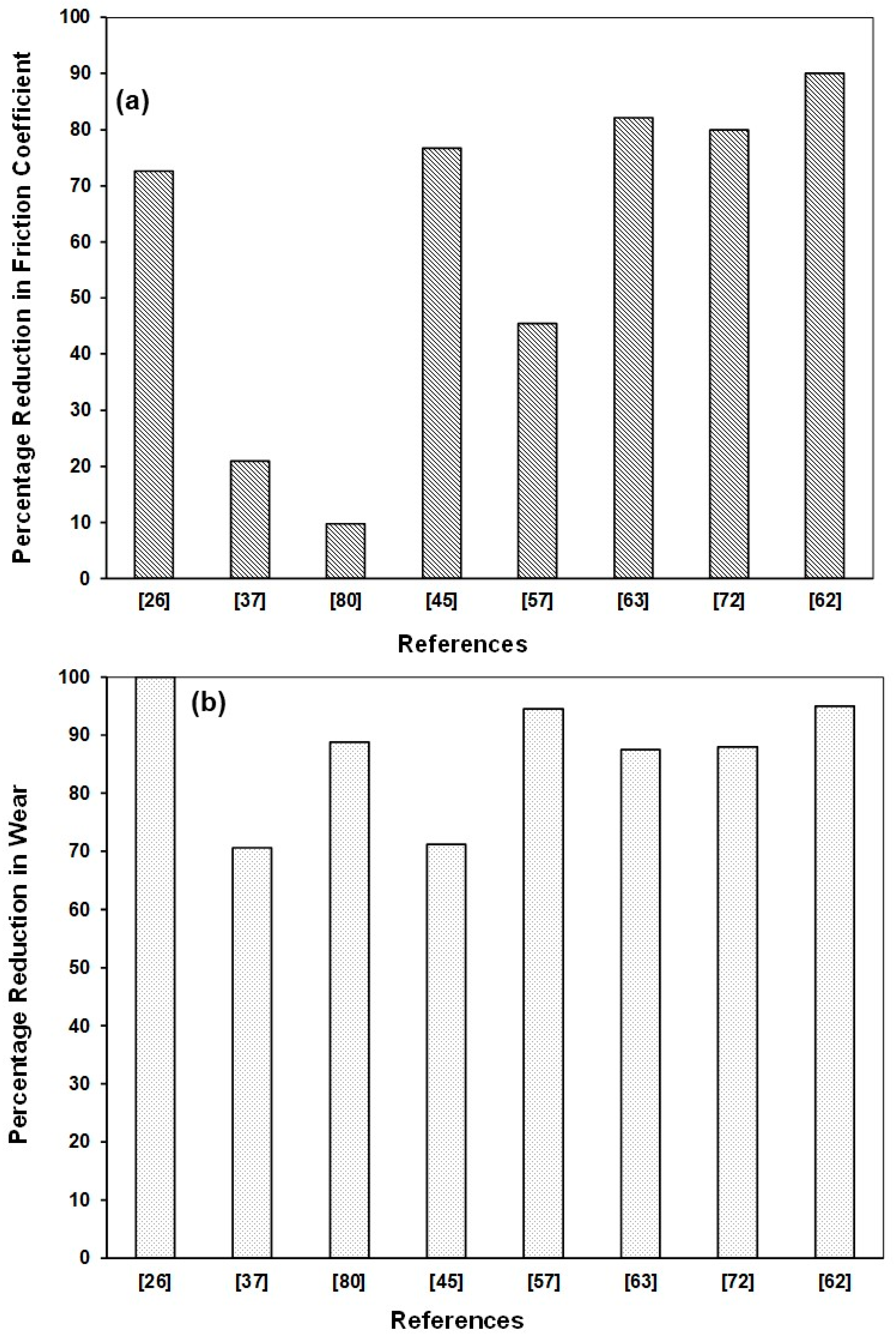
- It is observed that, in general, a hybrid LBE coating is very effective in reducing the COF and the wear rates significantly as compared to the epoxy composite coatings. Among the different combinations of nanofillers, Graphite and Talc showed the highest reduction in wear rate (99%).
- Electrostatic spraying technique is found to be the most suitable for obtaining uniform thicknesses for the FBE coatings.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Matthews, A.; Swift, K.G. Intelligent knowledge-based systems for tribological coating selection. Thin Solid Films 1983, 109, 305–311. [Google Scholar] [CrossRef]
- Lockwood, A. Evaluation of Corrosion and Wear of Non-Skid Deck Surfaces in Marine Environments. Master’s Thesis, Worcester Polytechnic Institute, Worcester, MA, USA, 2010. [Google Scholar]
- Barbakadze, K.; Brostow, W.; Hnatchuk, N.; Hoyt, Z.; Lekishvili, N. Tribology of novel antibiocorrosion coatings. Mater. Res. Innov. 2015, 19, 227–232. [Google Scholar] [CrossRef]
- Silvestre, C.; López-Tendero, M.J.; Cruz-Yusta, M.; Baeza, N.; Guillem, C.; San Juan, S.; Lloris, J.M.; Tamayo, E. Hybrid nanocomposite coatings for application in construction materials: Tribological study. Solid State Phenom. 2009, 151, 234–239. [Google Scholar] [CrossRef]
- De la Isla, A.; Brostow, W.; Bujard, B.; Estevez, M.; Rogelio Rodriguez, J.; Vargas, S.; Castaño, V.M. Nanohybrid scratch resistant coatings for teeth and bone viscoelasticity manifested in tribology. Mater. Res. Innov. 2003, 7, 110–114. [Google Scholar] [CrossRef]
- Bobby, S.; Samad, M.A. Enhancement of tribological performance of epoxy bulk composites and composite coatings using micro/nano fillers: A review. Polym. Adv. Technol. 2017, 28, 633–644. [Google Scholar] [CrossRef]
- Marouf, B.; Bagheri, R. Applications of Epoxy/Rubber Blends. In Handbook of Epoxy Blends; Springer: New York, NY, USA, 2017; pp. 399–426. [Google Scholar]
- Kumar, V.; Sinha, S.K.; Agarwal, A.K. Tribological studies of epoxy composites with solid and liquid fillers. Tribol. Int. 2017, 105, 27–36. [Google Scholar] [CrossRef]
- Chen, H.; Jacobs, O.; Wu, W.; Rüdiger, G.; Schädel, B. Effect of dispersion method on tribological properties of carbon nanotube reinforced epoxy resin composites. Polym. Test. 2007, 26, 351–360. [Google Scholar] [CrossRef]
- Wang, Z.; Yang, M.; Cheng, Y.; Liu, J.; Xiao, B.; Chen, S.; Huang, J.; Xie, Q.; Wu, G.; Wu, H. Dielectric properties and thermal conductivity of epoxy composites using quantum-sized silver decorated core/shell structured alumina/polydopamine. Compos. Part A Appl. Sci. Manuf. 2019, 118, 302–311. [Google Scholar] [CrossRef]
- Aranguren, M.I.; Reboredo, M.M. Plant-Based Reinforcements for Thermosets: Matrices, Processing, and Properties. In Engineering Biopolymers: Homopolymers, Blends, and Composites; Fakirov, S., Bhattacharyya, D., Eds.; Hanser Publishers: Munich, Germany, 2007; pp. 193–218. [Google Scholar]
- Ascione, L.; Caron, J.-F.; Godonou, P.; IJselmuijden, K.; Knippers, J.; Mottram, J.; Oppe, M.; Sorensen, M.; Taby, J.; Tromp, L. Prospect for New Guidance in The Design of Frp; Joint Research Center: Ispra, Italy, 2016; Volume EUR 27666, ISBN 9789279542251. [Google Scholar]
- Durig, J.D. Comparisons of epoxy technology for protective coatings and linings in wastewater facilities. J. Prot. Coat. Linings 2000, 17, 49–54. [Google Scholar]
- Pulikkalparambil, H.; Siengchin, S.; Parameswaranpillai, J. Corrosion protective self-healing epoxy resin coatings based on inhibitor and polymeric healing agents encapsulated in organic and inorganic micro and nanocontainers. Nano Struct. Nano Objects 2018, 16, 381–395. [Google Scholar] [CrossRef]
- Yan, Z.; Liu, W.; Gao, N.; Wang, H.; Su, K. Synthesis and properties of a novel UV-cured fluorinated siloxane graft copolymer for improved surface, dielectric and tribological properties of epoxy acrylate coating. Appl. Surf. Sci. 2013, 284, 683–691. [Google Scholar] [CrossRef]
- Kim, J.; Im, H.; Cho, M.H. Tribological performance of fluorinated polyimide-based nanocomposite coatings reinforced with PMMA-grafted-MWCNT. Wear 2011, 271, 1029–1038. [Google Scholar] [CrossRef]
- Barbakadze, K.; Brostow, W.; Datashvili, T.; Hnatchuk, N.; Lekishvili, N. Antibiocorrosive epoxy-based coatings with low friction and high scratch resistance. Wear 2018, 394–395, 228–235. [Google Scholar] [CrossRef]
- Liu, D.; Zhao, W.; Wu, F.; Cen, Q.; Zeng, Z.; Wu, X.; Xue, Q. Effect of curing agent molecular structures on the tribological and corrosion behaviors of epoxy resin coatings. Colloids Surf. A Physicochem. Eng. Asp. 2015, 472, 85–91. [Google Scholar] [CrossRef]
- Chen, W.X.; Tu, J.P.; Xu, Z.D.; Chen, W.L.; Zhang, X.B.; Cheng, D.H. Tribological properties of Ni-P-multi-walled carbon nanotubes electroless composite coating. Mater. Lett. 2003, 57, 1256–1260. [Google Scholar] [CrossRef]
- Wang, C.; Xue, T.; Dong, B.; Wang, Z.; Li, H.L. Polystyrene-acrylonitrile-CNTs nanocomposites preparations and tribological behavior research. Wear 2008, 265, 1923–1926. [Google Scholar] [CrossRef]
- Zhang, L.C.; Zarudi, I.; Xiao, K.Q. Novel behaviour of friction and wear of epoxy composites reinforced by carbon nanotubes. Wear 2006, 261, 806–811. [Google Scholar] [CrossRef]
- Li, C.; Chou, T.W. Elastic moduli of multi-walled carbon nanotubes and the effect of van der Waals forces. Compos. Sci. Technol. 2003, 63, 1517–1524. [Google Scholar] [CrossRef]
- Khun, N.W.; Troconis, B.C.R.; Frankel, G.S. Effects of carbon nanotube content on adhesion strength and wear and corrosion resistance of epoxy composite coatings on AA2024-T3. Prog. Org. Coat. 2014, 77, 72–80. [Google Scholar] [CrossRef]
- Zhang, Z.; Breidt, C.; Chang, L.; Haupert, F.; Friedrich, K. Enhancement of the wear resistance of epoxy: Short carbon fibre, graphite, ptfe and nano-tio2. Compos. Part A Appl. Sci. Manuf. 2004, 35, 1385–1392. [Google Scholar] [CrossRef]
- Pan, G.; Guo, Q.; Ding, J.; Zhang, W.; Wang, X. Tribological behaviors of graphite/epoxy two-phase composite coatings. Tribol. Int. 2010, 43, 1318–1325. [Google Scholar] [CrossRef]
- Katiyar, J.K.; Sinha, S.K.; Kumar, A. Friction and wear durability study of epoxy-based polymer (SU-8) composite coatings with talc and graphite as fillers. Wear 2016, 362–363, 199–208. [Google Scholar] [CrossRef]
- Schniepp, H.C.; Li, J.L.; McAllister, M.J.; Sai, H.; Herrera-Alonson, M.; Adamson, D.H.; Prud’homme, R.K.; Car, R.; Seville, D.A.; Aksay, I.A. Functionalized single graphene sheets derived from splitting graphite oxide. J. Phys. Chem. B 2006, 110, 8535–8539. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lee, C.; Wei, X.; Kysar, J.W.; Hone, J. Measurement of the Elastic Properties and Intrinsic Strength of Monolayer Graphene. Science 2008, 321, 385–388. [Google Scholar] [CrossRef]
- Qi, Y.; Liu, J.; Zhang, J.; Dong, Y.; Li, Q. Wear Resistance Limited by Step Edge Failure: The Rise and Fall of Graphene as an Atomically Thin Lubricating Material. ACS Appl. Mater. Interfaces 2017, 9, 1099–1106. [Google Scholar] [CrossRef]
- Liu, D.; Zhao, W.; Liu, S.; Cen, Q.; Xue, Q. Comparative tribological and corrosion resistance properties of epoxy composite coatings reinforced with functionalized fullerene C60 and graphene. Surf. Coat. Technol. 2016, 286, 354–364. [Google Scholar] [CrossRef]
- Pan, C.; Kou, K.; Jia, Q.; Zhang, Y.; Wu, G.; Ji, T. Improved thermal conductivity and dielectric properties of hBN/PTFE composites via surface treatment by silane coupling agent. Compos. Part B Eng. 2017, 111, 83–90. [Google Scholar] [CrossRef]
- Pan, C.; Zhang, L.; Kou, K.; Zhang, Y.; Wu, G. Investigation of the through-plane thermal conductivity of polymer composites with in-plane oriented hexagonal boron nitride. Int. J. Heat Mass Transf. 2018, 120, 1–8. [Google Scholar] [CrossRef]
- Ghosh, S.; Calizo, I.; Teweldebrhan, D.; Pokatilov, E.P.; Nika, D.L.; Balandin, A.A.; Bao, W.; Miao, F.; Lau, C.N. Extremely high thermal conductivity of graphene: Prospects for thermal management applications in nanoelectronic circuits. Appl. Phys. Lett. 2008, 92, 151911. [Google Scholar] [CrossRef]
- Zhu, Y.; Murali, S.; Cai, W.; Li, X.; Suk, J.W.; Potts, J.R.; Ruoff, R.S. Graphene and graphene oxide: Synthesis, properties, and applications. Adv. Mater. 2010, 22, 3906–3924. [Google Scholar] [CrossRef]
- Kasar, A.K.; Menezes, P.L. Synthesis and recent advances in tribological applications of graphene. Int. J. Adv. Manuf. Technol. 2018, 97, 3999–4019. [Google Scholar] [CrossRef]
- Wu, Z.S.; Ren, W.; Gao, L.; Liu, B.; Jiang, C.; Cheng, H.M. Synthesis of high-quality graphene with a pre-determined number of layers. Carbon N. Y. 2009, 47, 493–499. [Google Scholar] [CrossRef]
- Zhao, B.; Bai, T. Improving the tribological performance of epoxy coatings by the synergistic effect between dehydrated ethylenediamine modified graphene and polytetrafluoroethylene. Carbon N. Y. 2019, 144, 481–491. [Google Scholar] [CrossRef]
- Ramanathan, T.; Abdala, A.A.; Stankovich, S.; Dikin, D.A.; Herrera-Alonso, M.; Piner, R.D.; Adamson, D.H.; Schniepp, H.C.; Chen, X.; Ruoff, R.S.; et al. Functionalized graphene sheets for polymer nanocomposites. Nat. Nanotechnol. 2008, 3, 327–331. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Xia, C.; Zehri, A.; Ye, L.; Wang, N.; Zhmud, B.; Lu, H.; Liu, J. Surface modification of graphene for use as a structural Fortifier in water-borne epoxy coatings. Coatings 2019, 9, 754. [Google Scholar] [CrossRef] [Green Version]
- Papageorgiou, D.G.; Kinloch, I.A.; Young, R.J. Mechanical properties of graphene and graphene-based nanocomposites. Prog. Mater. Sci. 2017, 90, 75–127. [Google Scholar] [CrossRef]
- Yan, H.; Zhang, L.; Li, H.; Fan, X.; Zhu, M. Towards high-performance additive of Ti3C2/graphene hybrid with a novel wrapping structure in epoxy coating. Carbon N. Y. 2020, 157, 217–233. [Google Scholar] [CrossRef]
- Kwon, S.; Ko, J.H.; Jeon, K.J.; Kim, Y.H.; Park, J.Y. Enhanced nanoscale friction on fluorinated graphene. Nano Lett. 2012, 12, 6043–6048. [Google Scholar] [CrossRef]
- Choi, J.S.; Kim, J.S.; Byun, I.S.; Lee, D.H.; Lee, M.J.; Park, B.H.; Lee, C.; Yoon, D.; Cheong, H.; Lee, K.H.; et al. Friction anisotropy-driven domain imaging on exfoliated monolayer graphene. Science 2011, 333, 607–610. [Google Scholar] [CrossRef]
- Berman, D.; Erdemir, A.; Sumant, A.V. Few layer graphene to reduce wear and friction on sliding steel surfaces. Carbon N. Y. 2013, 54, 454–459. [Google Scholar] [CrossRef]
- Zhang, S.; Yang, J.; Chen, B.; Guo, S.; Li, J.; Li, C. One-step hydrothermal synthesis of reduced graphene oxide/zinc sulfide hybrids for enhanced tribological properties of epoxy coatings. Surf. Coat. Technol. 2017, 326, 87–95. [Google Scholar] [CrossRef]
- Berman, D.; Erdemir, A.; Sumant, A.V. Reduced wear and friction enabled by graphene layers on sliding steel surfaces in dry nitrogen. Carbon N. Y. 2013, 59, 167–175. [Google Scholar] [CrossRef]
- Llorente, J.; Román-Manso, B.; Miranzo, P.; Belmonte, M. Tribological performance under dry sliding conditions of graphene/silicon carbide composites. J. Eur. Ceram. Soc. 2016, 36, 429–435. [Google Scholar] [CrossRef] [Green Version]
- Jia, Z.; Chen, T.; Wang, J.; Ni, J.; Li, H.; Shao, X. Synthesis, characterization and tribological properties of Cu/reduced graphene oxide composites. Tribol. Int. 2015, 88, 17–24. [Google Scholar] [CrossRef]
- Ko, J.H.; Kwon, S.; Byun, I.S.; Choi, J.S.; Park, B.H.; Kim, Y.H.; Park, J.Y. Nanotribological properties of fluorinated, hydrogenated, and oxidized graphenes. Tribol. Lett. 2013, 50, 137–144. [Google Scholar] [CrossRef]
- Park, J.Y.; Kwon, S.; Kim, J.H. Nanomechanical and Charge Transport Properties of Two-Dimensional Atomic Sheets. Adv. Mater. Interfaces 2014, 1, 1300089. [Google Scholar] [CrossRef]
- Lee, H.; Son, N.; Jeong, H.Y.; Kim, T.G.; Bang, G.S.; Kim, J.Y.; Shim, G.W.; Goddeti, K.C.; Kim, J.H.; Kim, N.; et al. Friction and conductance imaging of sp2- and sp3-hybridized subdomains on single-layer graphene oxide. Nanoscale 2016, 8, 4063–4069. [Google Scholar] [CrossRef]
- Chen, C.; Qiu, S.; Cui, M.; Qin, S.; Yan, G.; Zhao, H.; Wang, L.; Xue, Q. Achieving high performance corrosion and wear resistant epoxy coatings via incorporation of noncovalent functionalized graphene. Carbon N. Y. 2017, 114, 356–366. [Google Scholar] [CrossRef]
- Ma, Y.; Wan, H.; Ye, Y.; Chen, L.; Li, H.; Zhou, H.; Chen, J. In-situ synthesis of size-tunable silver sulfide nanoparticles to improve tribological properties of the polytetrafluoroethylene-based nanocomposite lubricating coatings. Tribol. Int. 2020, 148. Integrated Circuit Engineering Corporation. [Google Scholar] [CrossRef]
- Ding, Y.; Zhou, Y.; Nie, W.; Chen, P. MoS 2-GO nanocomposites synthesized via a hydrothermal hydrogel method for solar light photocatalytic degradation of methylene blue. Appl. Surf. Sci. 2015, 357, 1606–1612. [Google Scholar] [CrossRef]
- Stankovich, S.; Dikin, D.A.; Dommett, G.H.B.; Kohlhaas, K.M.; Zimney, E.J.; Stach, E.A.; Piner, R.D.; Nguyen, S.B.T.; Ruoff, R.S. Graphene-based composite materials. Nature 2006, 442, 282–286. [Google Scholar] [CrossRef]
- Yu, X.; Zhang, W.; Zhang, P.; Su, Z. Fabrication technologies and sensing applications of graphene-based composite films: Advances and challenges. Biosens. Bioelectron. 2017, 89, 72–84. [Google Scholar] [CrossRef] [PubMed]
- Li, X.; Chen, B.; Jia, Y.; Li, X.; Yang, J.; Li, C.; Yan, F. Enhanced tribological properties of epoxy-based lubricating coatings using carbon nanotubes-ZnS hybrid. Surf. Coat. Technol. 2018, 344, 154–162. [Google Scholar] [CrossRef]
- Yan, L.; Wang, H.; Wang, C.; Sun, L.; Liu, D.; Zhu, Y. Friction and wear properties of aligned carbon nanotubes reinforced epoxy composites under water lubricated condition. Wear 2013, 308, 105–112. [Google Scholar] [CrossRef]
- Lee, C.J.; Park, J.; Kang, S.Y.; Lee, J.H. Growth and field electron emission of vertically aligned multiwalled carbon nanotubes. Chem. Phys. Lett. 2000, 326, 175–180. [Google Scholar] [CrossRef]
- Treacy, M.M.J.; Ebbesen, T.W.; Gibson, J.M. Exceptionally high Young’s modulus observed for individual carbon nanotubes. Nature 1996, 381, 678–680. [Google Scholar] [CrossRef]
- Le, H.R.; Howson, A.; Ramanauskas, M.; Williams, J.A. Tribological characterisation of air-sprayed epoxy-CNT nanocomposite coatings. Tribol. Lett. 2012, 45, 301–308. [Google Scholar] [CrossRef]
- Chen, B.; Li, X.; Jia, Y.; Xu, L.; Liang, H.; Li, X.; Yang, J.; Li, C.; Yan, F. Fabrication of ternary hybrid of carbon nanotubes/graphene oxide/MoS2 and its enhancement on the tribological properties of epoxy composite coatings. Compos. Part A Appl. Sci. Manuf. 2018, 115, 157–165. [Google Scholar] [CrossRef]
- Chen, B.; Jia, Y.; Zhang, M.; Liang, H.; Li, X.; Yang, J.; Yan, F.; Li, C. Tribological properties of epoxy lubricating composite coatings reinforced with core-shell structure of CNF/MoS2 hybrid. Compos. Part A Appl. Sci. Manuf. 2019, 122, 85–95. [Google Scholar] [CrossRef]
- Bafekrpour, E.; Yang, C.; Natali, M.; Fox, B. Functionally graded carbon nanofiber/phenolic nanocomposites and their mechanical properties. Compos. Part A Appl. Sci. Manuf. 2013, 54, 124–134. [Google Scholar] [CrossRef]
- Yuan, H.; Yang, S.; Liu, X.; Wang, Z.; Ma, L.; Hou, K.; Yang, Z.; Wang, J. Polyimide-based lubricating coatings synergistically enhanced by MoS2@HCNF hybrid. Compos. Part A Appl. Sci. Manuf. 2017, 102, 9–17. [Google Scholar] [CrossRef]
- Ravindran, A.R.; Ladani, R.B.; Wu, S.; Kinloch, A.J.; Wang, C.H.; Mouritz, A.P. Multi-scale toughening of epoxy composites via electric field alignment of carbon nanofibres and short carbon fibres. Compos. Sci. Technol. 2018, 167, 115–125. [Google Scholar] [CrossRef] [Green Version]
- Brostow, W.; Dutta, M.; Rusek, P. Modified epoxy coatings on mild steel: Tribology and surface energy. Eur. Polym. J. 2010, 46, 2181–2189. [Google Scholar] [CrossRef]
- Wang, W.; Zang, C.; Jiao, Q. Wear-resistant and electromagnetic absorbing behaviors of oleic acid post-modified ferrite-filled epoxy resin composite coating. J. Magn. Magn. Mater. 2015, 378, 261–266. [Google Scholar] [CrossRef]
- Korolev, V.V.; Balmasova, O.V.; Ramazanova, A.G. The sorption isotherms of oleic, linoleic, and linolenic acids from solutions in cyclohexane and heptane on magnetite. Russ. J. Phys. Chem. A 2009, 83, 1018–1021. [Google Scholar] [CrossRef]
- Dai, Q.; Lam, M.; Swanson, S.; Yu, R.H.R.; Milliron, D.J.; Topuria, T.; Jubert, P.O.; Nelson, A. Monodisperse cobalt ferrite nanomagnets with uniform silica coatings. Langmuir 2010, 26, 17546–17551. [Google Scholar] [CrossRef]
- Shen, L.; Stachowiak, A.; Fateen, S.E.K.; Laibinis, P.E.; Hatton, T.A. Structure of alkanoic acid stabilized magnetic fluids. A small-angle neutron and light scattering analysis. Langmuir 2001, 17, 288–299. [Google Scholar] [CrossRef]
- Chen, B.; Zhang, M.; Li, X.; Dong, Z.; Jia, Y.; Li, C. Tribological properties of epoxy-based self-lubricating composite coating enhanced by 2D/2D h-BN/MoS2 hybrid. Prog. Org. Coat. 2020, 147, 105767. [Google Scholar] [CrossRef]
- Chen, J.; Yang, J.; Chen, B.; Liu, S.; Dong, J.; Li, C. Large-scale synthesis of NbSe2 nanosheets and their use as nanofillers for improving the tribological properties of epoxy coatings. Surf. Coat. Technol. 2016, 305, 23–28. [Google Scholar] [CrossRef]
- Han, H.S.; Tan, K.L.; Kang, E.T. Fluorination of epoxy surfaces by a physical method. J. Appl. Polym. Sci. 2000, 76, 296–304. [Google Scholar] [CrossRef]
- Brostow, W.; E Cassidy, P.; E Hagg, H.; Jaklewicz, M.; E Montemartini, P. Fluoropolymer addition to an epoxy: Phase inversion and tribological properties. Polymer 2001, 42, 7971–7977. [Google Scholar] [CrossRef]
- Adesina, A.Y.; Zainelabdeen, I.H.; Dalhat, M.A.; Mohammed, A.S.; Sorour, A.A.; Al-Badou, F.A. Influence of micronized waste tire rubber on the mechanical and tribological properties of epoxy composite coatings. Tribol. Int. 2020, 146, 106244. [Google Scholar] [CrossRef]
- Hao, Y.; Zhou, X.; Shao, J.; Zhu, Y. The influence of multiple fillers on friction and wear behavior of epoxy composite coatings. Surf. Coat. Technol. 2019, 362, 213–219. [Google Scholar] [CrossRef]
- Yu, J.; Zhao, W.; Wu, Y.; Wang, D.; Feng, R. Tribological properties of epoxy composite coatings reinforced with functionalized C-BN and H-BN nanofillers. Appl. Surf. Sci. 2018, 434, 1311–1320. [Google Scholar] [CrossRef]
- Kang, Y.; Chen, X.; Song, S.; Yu, L.; Zhang, P. Friction and wear behavior of nanosilica-filled epoxy resin composite coatings. Appl. Surf. Sci. 2012, 258, 6384–6390. [Google Scholar] [CrossRef]
- Yan, H.; Cai, M.; Li, W.; Fan, X.; Zhu, M. Amino-functionalized Ti3C2Tx with anti-corrosive/wear function for waterborne epoxy coating. J. Mater. Sci. Technol. 2020, 54, 144–159. [Google Scholar] [CrossRef]
- Karasinski, E.N.; Da Luz, M.G.; Lepienski, C.M.; Coelho, L.A.F. Nanostructured coating based on epoxy/metal oxides: Kinetic curing and mechanical properties. Thermochim. Acta 2013, 569, 167–176. [Google Scholar] [CrossRef]
- Correa, C.E.; García, G.L.; García, A.N.; Bejarano, W.; Guzmán, A.A.; Toro, A. Wear mechanisms of epoxy-based composite coatings submitted to cavitation. Wear 2011, 271, 2274–2279. [Google Scholar] [CrossRef]
- Li, H.; Cui, Y.; Wang, H.; Zhu, Y.; Wang, B. Preparation and application of polysulfone microcapsules containing tung oil in self-healing and self-lubricating epoxy coating. Colloids Surf. A Physicochem. Eng. Asp. 2017, 518, 181–187. [Google Scholar] [CrossRef] [Green Version]
- Avilés, M.D.; Jiménez, A.E.; Saurín, N.; Carrión, F.J.; Sanes, J.; Bermúdez, M.D. Tribological characterization of epoxy coatings modified with ionic liquids and graphene. Tribol. Int. 2020, 149, 105516. [Google Scholar] [CrossRef]
- Bandeira, P.; Monteiro, J.; Baptista, A.M.; Magalhães, F.D. Influence of oxidized graphene nanoplatelets and [DMIM][NTf2] ionic liquid on the tribological performance of an epoxy-PTFE coating. Tribol. Int. 2016, 97, 478–489. [Google Scholar] [CrossRef]
- Kumar, V.; Sinha, S.K.; Agarwal, A.K. Tribological studies of epoxy and its composite coatings on steel in dry and lubricated sliding. Tribol. Mater. Surf. Interfaces 2015, 9, 144–153. [Google Scholar] [CrossRef]
- Satyanarayana, N.; Lau, K.H.; Sinha, S.K. Nanolubrication of poly(methyl methacrylate) films on Si for microelectromechanical systems applications. Appl. Phys. Lett. 2008, 93, 261906. [Google Scholar] [CrossRef]
- Barletta, M.; Lusvarghi, L.; Mantini, F.P.; Rubino, G. Epoxy-based thermosetting powder coatings: Surface appearance, scratch adhesion and wear resistance. Surf. Coat. Technol. 2007, 201, 7479–7504. [Google Scholar] [CrossRef]
- Grigoriev, A.Y.; Vaganov, G.V.; Yudin, V.E.; Myshkin, N.K.; Kovaleva, I.N.; Gofman, I.V.; Mashlyakovskii, L.N.; Tsarenko, I.V. Friction and wear of powder coatings of epoxy composites with alumosilicate nanoparticles. J. Frict. Wear 2012, 33, 101–107. [Google Scholar] [CrossRef]
- Fernández-Álvarez, M.; Velasco, F.; Bautista, A. Epoxy powder coatings hot mixed with nanoparticles to improve their abrasive wear. Wear 2020, 448–449, 203211. [Google Scholar] [CrossRef]
- Deflorian, F.; Rossi, S.; Fedel, M.; Ecco, L.G.; Paganica, R.; Bastarolo, M. Study of the effect of corrosion inhibitors on powder coatings applied on steel. Prog. Org. Coat. 2014, 77, 2133–2139. [Google Scholar] [CrossRef]
- Shi, Q.; Huang, W.; Zhang, Y.; Zhang, Y.; Xu, Y.; Guo, G. Curing of polyester powder coating modified with rutile nano-sized titanium dioxide studied by DSC and real-time FT-IR. J. Therm. Anal. Calorim. 2012, 108, 1243–1249. [Google Scholar] [CrossRef]
- Catarina, G.A.S.; Borsoi, C.; Romanzini, D.; Piazza, D.; Kunst, S.R.; Scienza, L.C.; Zattera, A.J. Development of acrylic-based powder coatings with incorporation of montmorillonite clays. J. Appl. Polym. Sci. 2017, 134, 45031. [Google Scholar] [CrossRef]
- Gioia, C.; Minesso, A.; Cavalieri, R.; Marchese, P.; Celli, A.; Colonna, M. Powder coatings for indoor applications from renewable resources and recycled polymers. J. Coat. Technol. Res. 2015, 12, 555–562. [Google Scholar] [CrossRef]
- Sharifi, M.; Ebrahimi, M.; Jafarifard, S. Preparation and characterization of a high performance powder coating based on epoxy/clay nanocomposite. Prog. Org. Coat. 2017, 106, 69–76. [Google Scholar] [CrossRef]
- Fernández-Álvarez, M.; Velasco, F.; Bautista, A.; Abenojar, J. Effect of silica nanoparticles on the curing kinetics and erosion wear of an epoxy powder coating. J. Mater. Res. Technol. 2020, 9, 455–464. [Google Scholar] [CrossRef]
- Barletta, M.; Gisario, A.; Tagliaferri, V. Electrostatic spray deposition (ESD) of polymeric powders on thermoplastic (PA66) substrate. Surf. Coat. Technol. 2006, 201, 296–308. [Google Scholar] [CrossRef] [Green Version]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Polyester | Vinylester | Epoxy |
|---|---|---|---|
| Specific gravity [11] | 1.2 | 1.2 | 1.25 |
| Tensile or compression strength (MPa) [12] | 55 | 75 | 75 |
| Young modulus in tension (MPa) [12] | 3350 | 3350 | 3100 |
| In-plane shear modulus (MPa) [12] | 1350 | 1400 | 1500 |
| Shear strength (MPa) [12] | approx. 50 | approx. 65 | approx. 80 |
| Expansion coefficient (10−6 K−1) [12] | 50–120 | 50–75 | 45–65 |
| Cure shrinkage (%) [11] | 5–12 | 5–10 | 1–5 |
| Generic | Type | General Properties |
|---|---|---|
| Base | Bisphenol-A | A reaction product of phenol and acetone; bisphenol-A is further reacted with epichlorohydrin to give DGEBA; possesses good abrasion, wear and impact resistance |
| Bisphenol-F | A reaction product of phenol and formaldehyde; bisphenol-F is reacted with epichlorohydrin to give DGEBF; imparts better chemical resistance when compared to bisphenol-A | |
| Novolac | A reaction product of excess phenol and formaldehyde; imparts high temperature resistance but makes the epoxy matrix more brittle than bisphenol-A or bisphenol-F | |
| Solidifier | Aliphatic amines | Imparts fast cure properties and solvent resistance at the expense of limited flexibility |
| Polyamides and amidoamines | Improved flexibility and wetting-out characteristics are imparted to the epoxy matrix along with improved adhesion and water tolerance | |
| Cycloaliphatic amines | High flexibility and good impact resistance | |
| Aromatic amines | Lower heat resistance but good impact resistance |
| Ref | Filler | Filler Category | Class | Dispersion Technique |
|---|---|---|---|---|
| [84] | Graphene (0.1 wt%) | C-based | Non-hybrid | Epoxy Resin + graphene is dispersed in aprotic and protic ionic liquid by mechanical blending for 10 min + ultrasonic dispersion for 30 min. |
| [52] | Poly(2-butylaniline) functionalized Graphene | C-based | Non-hybrid | Poly(2-butylaniline) + Tetrahydrofuran (THF) sonicated for 30 min. Addition of epoxy with 10 min stirring. Removal of THF by rotary evaporation; addition of curing agent followed by blending at 4000 rpm for 5 min; room temperature degassing in vacuum oven. |
| [39] | Graphene (aryl diazonium Salt functionalized) | C-based | Non-hybrid | 1 gm graphene dispersed in 30 mL distilled water through ultrasonication; Addition of dispersion to commercial coating base through mechanical stirring for 30 min. |
| [30] | Fullerene C60 Graphene | C-based | Non-Hybrid | Ultrasonic mixing of modified C60 or modified graphene with ethanol for 2 h; Addition of 6 gm epoxy with ultrasonic heating followed with removal of ethanol in oven; Addition of 1 gm solvent and 0.319 gm curing agent followed by 5 min stirring and degassing for 10 min. |
| [23] | MWCNTS | C-based | Non-hybrid | MWCNTs + Epoxy resin followed by 45 min sonication |
| [61] | CNT (pretreated) | C-based | Non-hybrid | Ball milling |
| [68] | Ferrite Particles post modified with Oleic acid | Metallic | Non-hybrid | 0.6 gm Ferrite suspended in solution (60 mL isopropanol + 0.6 vol% Oleic acid) for 10 min; Sonication for 30 min followed by 2 h stirring at 60 °C; Particles infiltrated, cleaned in isopropanol and heated to 90 °C for 3 h; Addition of particles to epoxy resin followed by stirring and addition of curing agent. |
| [73] | Bulk niobium diselenide (NbSe2) Nano-sheets | Metallic | Non-hybrid | Epoxy Resin + (NbSe2 nano-sheets + acetone + ethanol) Room temperature stirring for 12 h by adding curing agent. |
| [76] | Waste Tire Rubber Particles | Polymeric | Non-hybrid | Epoxy Resin + (1–20 wt%) Micronized Tire Rubber Manual Stirring for 10 min; Addition of curing agent followed by manual stirring for 5 min. |
| [77] | Functionalized SiC particles | Ceramic based | Non-hybrid | 2 h Mechanical stirring of (SiC + Epoxy resin) followed with ultrasonification for 2 h; Addition of hardener with slow stirring followed by heating at 60 °C for 2 h and 120 °C for 12 h. |
| [79] | Nano-SiO2 surface-capped with epoxide | Ceramic based | Non-hybrid | Dissolve 1 gm of epoxy resin in 10 mL of reagent Tetra hydrofuran; Add nano SiO2 surface modified with epoxide followed by 1h magnetic stirring. |
| [78] | Functionalized CBN Functionalized HBN | Ceramic based | Non-hybrid | Ultrasonic mixing of functionalized CBN or HBN (0–1 wt%) with ethanol for 2 h; Addition of 6 gm of Epoxy resin with ultrasonic heating followed with removal of residual ethanol in oven; Addition of 0.5 gm of xylene and 3 gm of curing agent followed by stirring and degassing for 10 min. |
| [80] | Amino-functionalized Ti3C2Tx | Ceramic based | Non-hybrid | Ultrasonication of amino-functionalized Ti3C2Tx + 21 gm deionized water for 2 h; Addition of 20 gm water borne epoxy followed with 30 min high speed stirring; Addition of curing agent with 10 min stirring at 4000 rpm followed by room temperature degassing in vacuum oven. |
| [81] | ZnO nano-particles Al2O3 nano-particles | Ceramic | Non-Hybrid | Premix of epoxy resin, hardener, additives pellets and nano-fillers were fed to twin screw extruder at a screw speed of 490 rpm and 373 K. |
| [26] | Talc/Graphite | Mineral Silicate/C-based | Hybrid | Mix epoxy resin with Graphite and/or Talc using ultrasonic homogenizer for 25–30 min. |
| [41] | Ti3C2/graphene | Ceramic/C-based | Hybrid | Mix 0.5 wt% Ti3C2/graphene hybrid with water borne epoxy resin and stir for 0.5 h; Add deionized water to adjust viscosity; Add water borne curing agent and stir for 10 min at 4000 rpm followed with degassing in vacuum oven for 10 min at room temperature. |
| [37] | Reduced graphene oxide/PTFE | C-based/Polymeric | Hybrid | Mix 3 gm epoxy in 9 gm solvent; Add 1.5 gm curing agent followed with 30 min magnetic stirring; Add surface modified RGO (0–2 wt%) followed with 30 min magnetic stirring and 2 h bath sonication; Add PTFE nano powder followed with ball-milling for 6 h. |
| [45] | Reduced graphene oxide/Zinc sulfide | C-based/Metallic | Hybrid | Add Epoxy resin + reduced GO/ZnS hybrid material (mass ratio 3:1) to solvent (ethanol and acetone, 1:1) followed with 10 h stirring at RT. Addition of curing agent with 2 h stirring. |
| [85] | Oxidized graphene nanoplatelets/PTFE | C-based/Polymeric | Hybrid | Dispersion of 0.4 wt% GNPox and 4 wi% 1-decyl-3-methylimidazoliumbis(trifluoromethylsulfonyl)imide in N-methylpyrrolidone suspension (NMP) by ultrasonication for 150 min; Add 8 gm PTFE powder to 20 gm of suspension followed by stirring at 3000 rpm by rotor stator; Add 40 gm epoxy resin with stirring at 16,000 rpm by rotor-stator for 10 min; Mix 15.2 gm hardener. |
| [57] | CNTs/ZnS | C-based/Metallic | Hybrid | 1 h Sonication of Epoxy + CNTs/ZnS + Acetone with stirring; Addition of curing agent with stirring and sonication for 15 min. |
| [63] | CNF/MoS2 core-shell hybrid | C-based/Metallic | Hybrid | 1 h Sonication of Epoxy + CNF/MoS2 + Acetone with stirring; Addition of curing agent with stirring and sonication for 15 min. |
| [67] | 10 wt% FPEK/ 25 wt% Ni, Al, Ag, Zn per 100 gm of epoxy | Polymer based/Metallic | Hybrid | FPEK dissolved in chloroform and epoxy resin added; calculated amounts of metallic powders added followed by vacuum treatment. |
| [53] | Ag2S/PTFE | Metallic/Polymeric | Hybrid | Disperse silver diethyldithiocarbamate precursor in solvents; Add binder resin and PTFE. |
| [72] | 2D/2D HBN/ MoS2 | Ceramic/Metallic | Hybrid | 1 h Sonication of Epoxy + HBN/MoS2 + Acetone with stirring; Addition of curing agent with stirring and sonication for 15 min. |
| [82] | TiO2 Magnesium silicate | Ceramic/Mineral Silicate | Hybrid | Not defined |
| [62] | CNTs/GO/MoS2 | C-based/C-based/Metallic | Hybrid | 1 h Sonication of Epoxy + CNTs/GO/MoS2 + Acetone with stirring; Addition of curing agent with stirring and sonication for 15 min. |
| Ref | Filler | Substrate | Pretreatment | Thickness | Coating Technique |
|---|---|---|---|---|---|
| [84] | Graphene | Mild Steel (AISI 1015) | Not Defined | 21.2–48 µm | Spin Coating (1 min) and then oven cured for 2 h at 60 °C. |
| [52] | Poly(2-butylaniline) functionalized Graphene | Q235 Steel | Ultrasonicated in acetone; Nitrogen dried | 20 ± 2 µm | Wire bar Coating, followed by room temperature curing for 3 days. |
| [39] | Graphene (aryl diazonium salt functionalized) | Steel | Not defined | 15–25 µm | Spray gun followed with curing at (50–250 °C) for (0.5–1 h) at each temperature. |
| [30] | Fullerene C60, Graphene | Cast Iron | Not defined | 30 µm 250 µm | Wire bar coated followed with room temperature curing for 7 days. |
| [23] | MWCNTs | AA2024-T3 | Ultrasonicated in ethyl alcohol | 2 µm: adhesion measurement 50 µm: tribology and corrosion | Draw down bar coated and cured at room temperature for 4 weeks. |
| [61] | CNT (1–5 wt%) | Mild Steel | Acetone cleansed | 25–50 µm | Air sprayed followed with 30 min oven-curing 50–70 °C. |
| [68] | Ferrite Particles post modified with Oleic acid | Glass | Not defined | Not defined | Spin Coating followed by curing for 90 min at 90 °C. |
| [73] | Bulk niobium diselenide (NbSe2) Nano-sheets | Steel | Ultrasonicated in acetone for 10 min | Not defined | Air sprayed at 0.2 MPa nitrogen gas pressure; Solvent evaporation followed by 2 h curing at 100 °C. |
| [76] | Micronized Tire Rubber | Carbon Steel | Not Defined | 600 ± 50 µm | Bar coating at a speed of 3 m/min, followed by room temperature curing for 24 h. |
| [77] | Functionalized SiC particles | Not defined | Not defined | 2 mm | Not defined |
| [79] | Nano-SiO2 surface-capped with epoxide | Glass | Not defined | Not defined | Dropper coated followed by 2 h drying at 80 °C in vacuum oven. |
| [78] | Functionalized CBN Functionalized HBN | SS316 | Not defined | 300 ± 2 µm | Wire-bar coating followed with room temperature curing for 5 days. |
| [80] | Amino-functionalized Ti3C2Tx | AA6082 | Not defined | 80 µm | Via Coater |
| [81] | ZnO, Al2O3 Nano-particles | Metallic | Not defined | 100 ± 30 µm | Electrostatic Painting |
| [26] | Graphite/Talc | Glass Slides | Oxygen-plasma | 45–50 µm | Spin Coated followed with prebaking at 70 °C and 95 °C for 5 and 10 min respectively; Exposed to UV rays for 50–60 s followed with baking for 80 °C for 5 min. |
| [41] | Ti3C2/graphene | AA6082 | Not defined | 80 µm | Spray painted followed with 24 h curing. |
| [37] | Reduced graphene oxide/ PTFE | Steel | Acetone cleansed | 20 µm | Wire-bar coated followed with curing at 80 °C for 2 h. |
| [45] | Reduced graphene oxide/ zinc sulfide | Steel | Acetone and ethanol cleansed | Not defined | Air sprayed using a spray gun at 0.2 MPa nitrogen pressure followed by curing at 70 °C for 4 h. |
| [85] | Oxidized Graphene nanoplatelets/ PTFE | SAE52100 Steel | Air pyrolysis at 300 °C Al2O3 blasting | Not defined | Spray gun coating followed with 15 min curing at 250 °C in convection oven. |
| [57] | CNTs/ZnS | Steel | Ultrasonicated in alcohol (20 min) | Not defined | Air sprayed using a spray gun at 0.2 MPa argon pressure followed by curing at 100 °C for 2 h in vacuum oven. |
| [63] | CNF/MoS2 core-shell hybrid | Steel | Ultrasonicated in alcohol (20min) | 50 µm | Air sprayed using a spray gun at 0.2 MPa argon pressure followed by curing at 100 °C for 2 h in vacuum oven. |
| [67] | 10 wt% FPEK 25 wt% Ni, Al, Ag, Zn per 100 gm of epoxy | Mild steel (ASTM A366) | Lab conditions; No other pre-treatment | Not Defined | Brush |
| [53] | Ag2S/PTFE | SS AISI1045 | Sand Blasted and Acetone cleansed | 30 ± 5 µm | Air sprayed using a spray gun at 0.2M Pa air pressure followed by curing at 150 °C for 0.5 h and 240 °C for 2 h in drying oven. |
| [72] | HBN/MoS2 hybrid | Steel | Ultrasonicated in alcohol (20 min) | 50 µm | Air sprayed using a spray gun at 0.2 MPa argon pressure followed by curing at 100 °C for 2 h in vacuum oven. |
| [82] | TiO2/ Magnesium silicate | Plain carbon/Stainless Steel | Epoxy phenolic primer applied | Not Defined | Brush coated |
| [62] | CNTs/GO/MoS2 | Steel | Ultrasonicated in alcohol (20 min) | Not Defined | Air sprayed using a spray gun at 0.2 MPa argon pressure followed by curing at 100 °C for 2 h in vacuum oven. |
| Filler | Filler Content (wt%) | Test Configuration | Test Condition | COF | % COF | Wear Rate (mm3/N-m) | % Wear | Ref |
|---|---|---|---|---|---|---|---|---|
| Graphene sheets | 0.5 | Ball-on-Plate | 2 N-1 Hz-20 min-5 mm-316 steel Ball | 0.48 | 12.7 | 7.10 × 10−6 | 85 | [52] |
| CNT | 1.5–2.5 | Ball-on-Plate | 0 to 1.2 N-1 Hz-13 mm-8 cycles | 0.2 | 20 | NA | NA | [61] |
| MWCNT | 0.5 | Ball-on-Disk | 1 N-2 cm/s-12 m-Cr6 Steel Ball | 0.27 | 18.18 | NM | NM | [23] |
| Fullerene C60 | 0.5 | Ball-on-Plate | 3 3 N-1 Hz-20 min-5 mm-316 L steel ball | 0.6 | 7.69 | 6.94 × 10−4 | 60 | [30] |
| Fullerene C60 | 0.5 | Ball-on-Plate l | 3 N-1 Hz-20 min-5 mm-316 L steel ball | 0.25 | 45.65 | 5.56 × 10−4 | 68 | [30] |
| Graphene d | 0.1 | Ball-on-Disk | 0.49 N-0.1 m/s-500 m-AISI 316L ball | 0.17 | 70 | NM | NM | [84] |
| Mn-Zn Ferrite s | 10 | NA | 300 to 500 g-0.01 mm/s-diamond tip | 0.186 | 0 | NA | NA | [68] |
| Ti3C2Tx a nano-sheets | 0.5 | Ball-on-Plate b | 3 N-2 Hz-30 min-5 mm-GCr steel ball | 0.357 | 34.13 | 1.93 × 10−4 | 72.85 | [80] |
| HBN a | 0.5 | Ball-on-Plate b | 5 N-5 Hz-20 min-5 mm-Si3N4 ball | 0.58 | 12.4 | 5.88 × 10−4 | 73.61 | [78] |
| HBN a | 0.5 | Ball-on-Plate b, l | 5 N-5 Hz-20 min-5 mm-Si3N4 ball | 0.05 | 39.27 | 7.05 × 10−4 | 68.36 | [78] |
| NbSe2 | 10 | Ball-on-Disk b | 80 N-0.033 m/s-10 mm-10 min-GCr steel ball | 0.07 | 79.23 | 1.48 × 10−7 | 70 | [73] |
| Tung Oil-microcapsules | 10 | Pin-on-Disk | 1 MPa-0.51 m/s-50 min | 0.35 | 23.91 | 1.31 × 10−13 | 66.09 | [83] |
| Rubber | 5 | Ball-on-Disk b | 20 N-10 Hz-5 mm | 0.4 | 11.11 | 2.50 × 10−4 | 77 | [76] |
| Filler | Filler Content (wt%) | Test Configuration | Test Condition | COF | % COF | Wear Rate (mm3/N-m) | % Wear | Ref |
|---|---|---|---|---|---|---|---|---|
| Graphite Talc | 15 15 | Ball-on-Disk | 2 N-0.28 m/s-Si3N4 | 0.2 | 72.60 | 1.30 × 10−6 | 99.98 | [26] |
| RGO PTFE | 1 10 | Ball-on-Disk b | 5 N-4.2 Hz-30 min-5 mm-GCr15 Ball | 0.139 | 20.9 | 15.21 × 10−5 g | 70.6 | [37] |
| PTFE Nano Ag2S | NA | Ball-on-Disk b | 10 N-11 cm/s-100 m-5 mm | 0.074 | 0 | 5.60 × 10−5 | 26.41 | [53] |
| DMIM Oxidized Graphene PTFE | 4 0.4 20 | Crossed-Cylinder | 150 N-0.4 m/s-2 km-SAE52100 Steel | 0.055 | 47.62 | 2.20 × 10−6 | 0 | [85] |
| Ti3C/Graphene | 0.5 * | Ball-on-Plate | 5 N-2 Hz-30 min-4 mm-Al2O3 | 0.51 | 9.78 | 1.20 × 10−4 | 88.83 | [80] |
| Ball-on-Plate l | 5 N-2 Hz-30 min-4 mm-Al2O3 | 0.08 | 40.83 | 1.17 × 10−6 | 96.13 | |||
| RGO/ZnS | 25 * | Ball-on-Disk | 10 N-0.033 m/s-30 min-GCR Steel Ball | 0.07 | 76.67 | 1.90 × 10−6 | 71.21 | [45] |
| CNTs/ZnS | 1.25 * | Ball-on-Disk | 1.5 N-200 rpm-20 min-GCR Steel Ball | 0.42 | 45.45 | 1.00 × 10−4 | 94.59 | [57] |
| CNF/MoS2 | 1.25 * | Ball-on-Disk | 4 N-200 rpm-20 min-440c SS Ball | 0.075 | 82.14 | 8.60 × 10−5 | 87.52 | [63] |
| h-BN/MoS2 | 1.5 * | Ball-on-Disk | 4 N-200 rpm-20 min-440c SS ball | 0.076 | 80 | 8.00 × 10−5 | 88 | [72] |
| CNTs/GO/MoS2 | 1.25 * | Ball-on-Disk | 3 N-200 rpm-20 min-440c SS ball | 0.042 | 90 | 3.44 × 10−5 | 95 | [62] |
| Ref | Filler | Filler Category | Class | Dispersion Technique |
|---|---|---|---|---|
| [90] | NanoSilica | Ceramic based | non-hybrid | Hot mixing under dry conditions at 72 °C for 15 min at 40 rpm |
| [89] | Alumosilicate nano-particles | Mineral Silicate | non-hybrid | Mixed for 5 min in double screw micro-extruder at 200 rpm & 100 °C |
| [88] | SiO2, Al2O3, TiO2 | Ceramic based | hybrid | Not Defined |
| Ref | Filler | Substrate | Pretreatment | Thickness | Coating Technique |
|---|---|---|---|---|---|
| [90] | Nano Silica | Carbon Steel | Degreased | 120 ± 20 µm | Electrostatically sprayed through a gun followed by oven curing for 15 min at 180 °C. |
| [89] | Alumosilicate nano-particles | Steel | Not Defined | 80–100 µm | Electrostatic method followed by curing at 180 °C |
| [88] | SiO2, Al2O3, TiO2 | Steel | Surface made electrically conductive by coating a thin layer of Ni-Cu alloy; Ultrasonicated in ethanol for 15 min | 60–80 µm | Electrostatic Spray Deposition followed by heating in convection oven at different temperatures (100–200 °C) for different times (1–20 min) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Baig, M.M.A.; Samad, M.A. Epoxy\Epoxy Composite\Epoxy Hybrid Composite Coatings for Tribological Applications—A Review. Polymers 2021, 13, 179. https://doi.org/10.3390/polym13020179
Baig MMA, Samad MA. Epoxy\Epoxy Composite\Epoxy Hybrid Composite Coatings for Tribological Applications—A Review. Polymers. 2021; 13(2):179. https://doi.org/10.3390/polym13020179
Chicago/Turabian StyleBaig, M. M. A., and M. Abdul Samad. 2021. "Epoxy\Epoxy Composite\Epoxy Hybrid Composite Coatings for Tribological Applications—A Review" Polymers 13, no. 2: 179. https://doi.org/10.3390/polym13020179