
Mechanical Performance of 3D-Printed Biocompatible Polycarbonate for Biomechanical Applications




Abstract
:1. Introduction
2. Materials and Methods
2.1. Biocompatible Polycarbonate
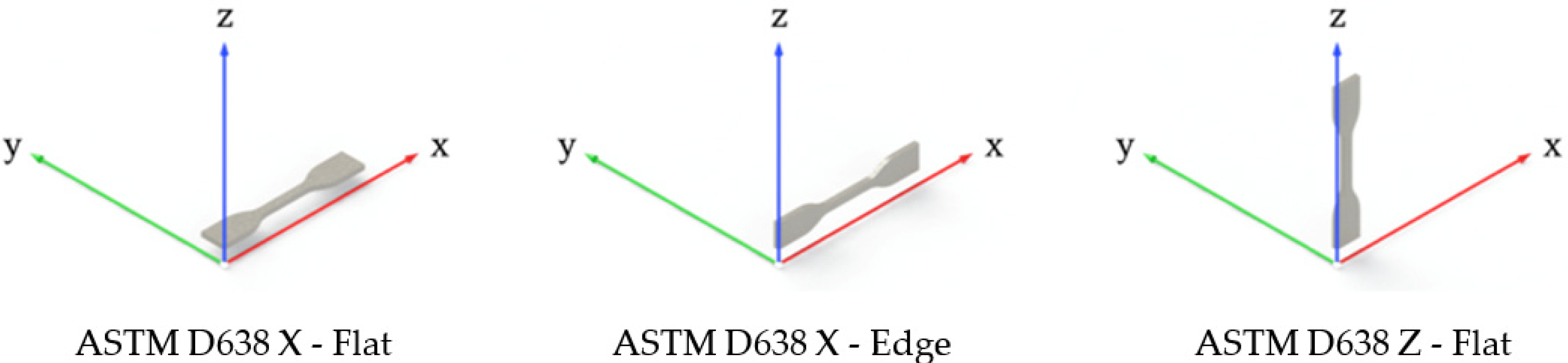
2.2. Test Specimens
2.3. Experimental Design and Specimen Manufacturing
2.4. Experimental Testing
3. Results and Discussion
3.1. Tensile Mechanical Performance
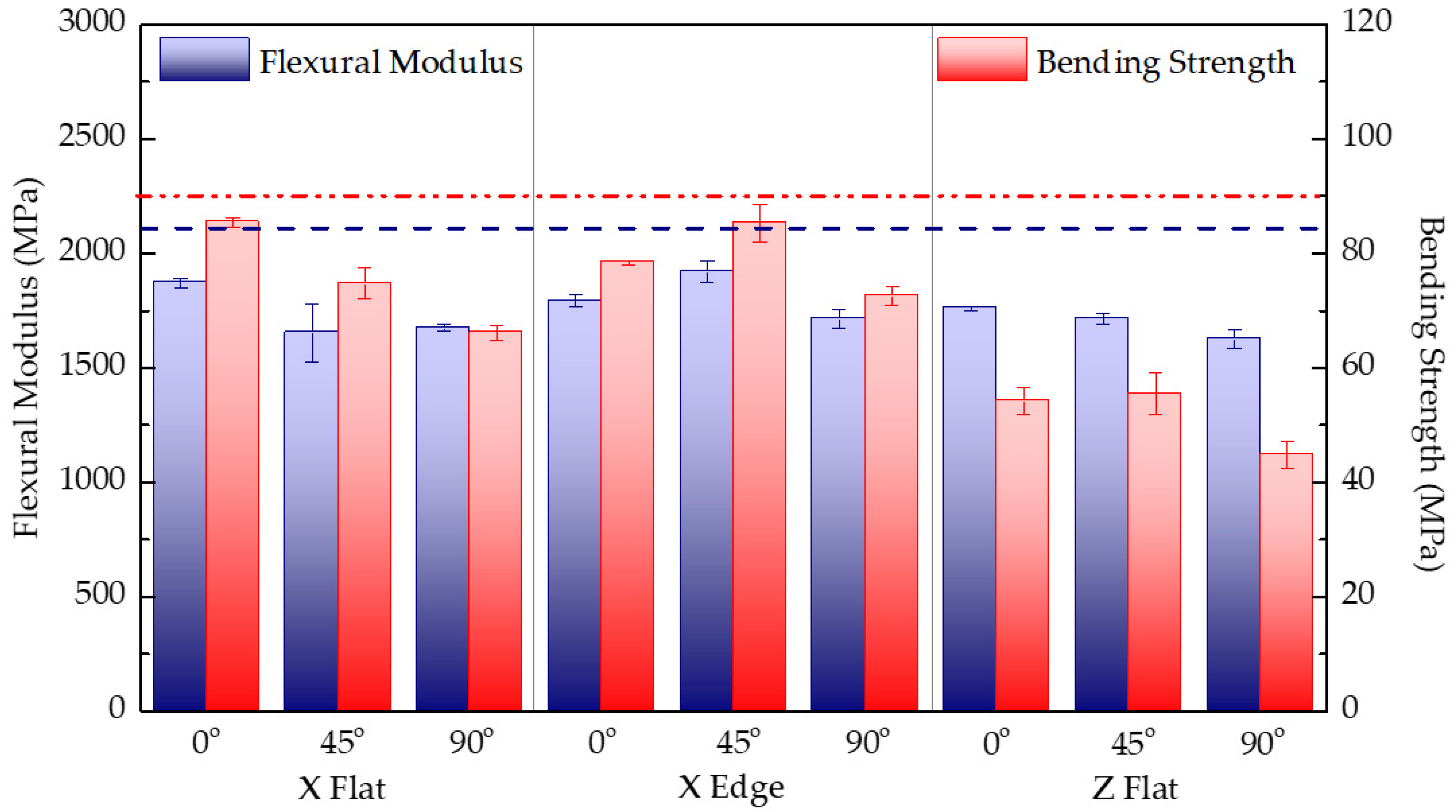
3.2. Flexural Mechanical Performance
3.3. Shear Mechanical Performance
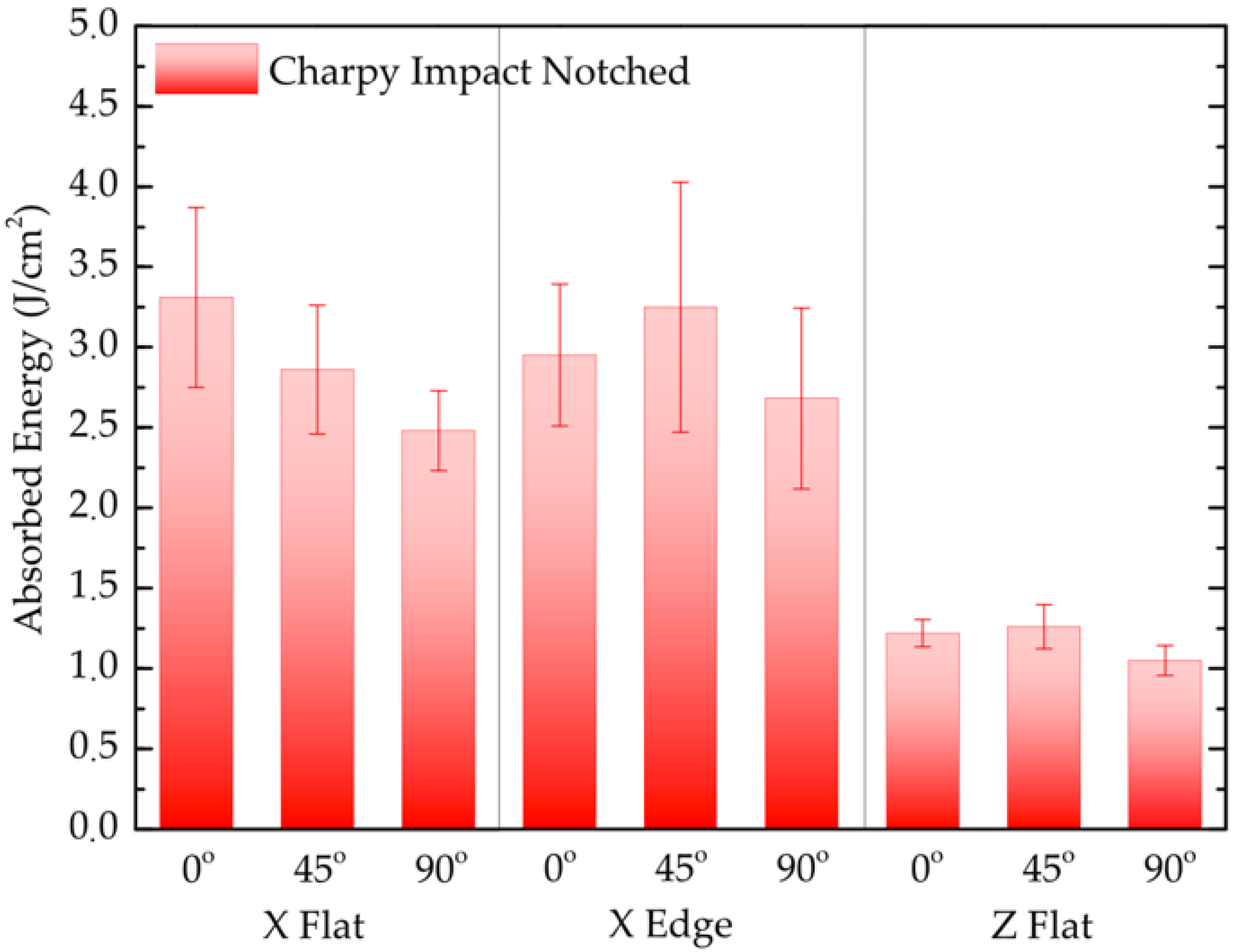
3.4. Impact Mechanical Performance
3.5. Fatigue Mechanical Performance
4. Conclusions
- The combination of printing parameters does not have a notable impact on the mass of the specimens. However, in terms of production time, upright samples triple the printing time since these are formed by a much higher number of layers than those printed in the other axes, and because, between layers manufacturing, purging of the tips occurs.
- Overall, results demonstrate the inherent stiffness anisotropy of the FFF technique, but it does not become as prominent as initially expected. This fact is attributed to the quality of the joints between coplanar filaments (intralayer unions) and adjacent layers (interlayer unions) due to the use of a temperature chamber which allows reducing the thermal shock that occurs when the extruded filament is deposited and contacts the previously built layer.
- Significant differences between test orientations are found in the strength data analysis, particularly for Z-printed samples, showing the weakness of the upright printing configuration. This result is because the fracture in the Z-direction tests leads to the separation of two adjacent layers, resulting in a mostly brittle type of failure. Hence, results state the lower resistance of the joints between layers compared with that of the filament polymer itself.
- For the printing configurations studied, the obtained results are generally lower than those reported by the manufacturer, except for the tensile modulus, the average value of which is close to the reference value. The most significant differences are again obtained for the Z specimens. These results demonstrate the importance of analysing the mechanical performance of the specific printing configurations to be used, as the behaviour proves to be highly dependent on multiple AM manufacturing variables.
- Regarding the fatigue strength, the print configuration plays a significant role, influenced both by the raster angle and the print orientation. For low-loading percentages in most configurations, the finite life (10,000 cycles) is reached, except for X-Flat 90° and Z-Flat ± 45°. Therefore, it would be recommended to consider 50% of the ultimate flexural stress reported in the graphs for the designs. The differences are more pronounced for higher load percentages and, therefore, are not recommended unless higher safety factors are considered.
- In terms of overall mechanical performance, among the analysed configurations, it can be concluded that the X-Flat configuration is the one with reliable performance. The difference is most remarkable when manufacturing time is considered.
- The study showed that the obtained results are far from the documented properties of human bone. Specifically, the maximum tensile and shear stiffness of PC-ISO achieved is around 10% of the documented stiffness of cortical bone (tensile modulus 13.48–20.6 GPa and shear modulus 4.52–6.23 [40]). For tensile strengths, the values achieved are closer, between 42% and 77% of the documented strength data (80–150 MPa [41]), but the variability is higher. Nevertheless, the results obtained for PC-ISO provide stiffness moduli close to the trabecular bone (1.78–2.17 GPa [40]).
- Finally, this experimental evidence demonstrates that despite the biocompatibility certification of the PC-ISO material, its use in structural applications may require doping with other materials that contribute to an increase in mechanical performance. The data presented in the paper will contribute to the design of elements with lower structural requirements such as orthoses, shells, and surgical meshes.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Leonhardt, S.; Klare, M.; Scheer, M.; Fischer, T.; Cordes, B.; Eblenkamp, M. Biocompatibility of photopolymers for additive manufacturing. Curr. Dir. Biomed. Eng. 2016, 2, 113–116. [Google Scholar] [CrossRef]
- Puppi, D.; Chiellini, F. Biodegradable Polymers for Biomedical Additive Manufacturing. Appl. Mater. Today 2020, 20, 100700. [Google Scholar] [CrossRef]
- Javaid, M.; Haleem, A. Additive manufacturing applications in orthopaedics: A review. J. Clin. Orthop. Trauma 2018, 9, 202–206. [Google Scholar] [CrossRef]
- Li, B.; Webster, T. Orthopedic Biomaterials Progress in Biology, Manufacturing, and Industry Perspectives; Springer International Publishing: Berlin/Heidelberg, Germany, 2018. [Google Scholar] [CrossRef]
- Zhao, B.; Xu, H.; Gao, Y.; Xu, J.Z.; Yin, H.M.; Xu, L.; Li, Z.M.; Song, X. Promoting osteoblast proliferation on polymer bone substitutes with bone-like structure by combining hydroxyapatite and bioactive glass. Mater. Sci. Eng. C 2019, 96, 1–9. [Google Scholar] [CrossRef]
- Arif, M.F.; Kumar, S.; Varadarajan, K.M.; Cantwell, W.J. Performance of biocompatible PEEK processed by fused deposition additive manufacturing. Mater. Des. 2018, 146, 249–259. [Google Scholar] [CrossRef]
- Thampi, V.V.A.; Dhandapani, P.; Manivasagam, G.; Subramanian, B. Enhancement of bioactivity of titanium carbonitride nanocomposite thin films on steels with biosynthesized hydroxyapatite. Int. J. Nanomed. 2015, 10, 107–118. [Google Scholar] [CrossRef] [Green Version]
- Yuan, S.; Shen, F.; Chua, C.K.; Zhou, K. Polymeric composites for powder-based additive manufacturing: Materials and applications. Prog. Polym. Sci. 2019, 91, 141–168. [Google Scholar] [CrossRef]
- Harun, W.; Kamariah, M.; Muhamad, N.; Ghani, S.A.C.; Ahmad, F.; Mohamed, Z. A review of powder additive manufacturing processes for metallic biomaterials. Powder Technol. 2018, 327, 128–151. [Google Scholar] [CrossRef]
- Wang, X.; Xu, S.; Zhou, S.; Xu, W.; Leary, M.; Choong, P.; Qian, M.; Brandt, M.; Xie, Y.M. Topological design and additive manufacturing of porous metals for bone scaffolds and orthopaedic implants: A review. Biomaterials 2016, 83, 127–141. [Google Scholar] [CrossRef]
- Barba, D.; Alabort, E.; Reed, R.C. Synthetic bone: Design by additive manufacturing. Acta Biomater. 2019, 97, 637–656. [Google Scholar] [CrossRef] [PubMed]
- Sing, S.L.; An, J.; Yeong, W.Y.; Wiria, F.E. Laser and electron-beam powder-bed additive manufacturing of metallic implants: A review on processes, materials and designs. J. Orthop. Res. 2016, 34, 369–385. [Google Scholar] [CrossRef]
- Majumdar, T.; Eisenstein, N.; Frith, J.E.; Cox, S.C.; Birbilis, N. Additive Manufacturing of Titanium Alloys for Orthopedic Applications: A Materials Science Viewpoint. Adv. Eng. Mater. 2018, 20, 1800172. [Google Scholar] [CrossRef]
- Wu, T.; Yu, S.; Chen, D.; Wang, Y. Bionic design, materials and performance of bone tissue scaffolds. Materials 2017, 10, 1187. [Google Scholar] [CrossRef] [Green Version]
- Katz, J.L. Anisotropy of Young’s modulus of bone. Nature 1980, 283, 106–107. [Google Scholar] [CrossRef]
- Park, J.; Sutradhar, A.; Shah, J.J.; Paulino, G.H. Design of complex bone internal structure using topology optimization with perimeter control. Comput. Biol. Med. 2018, 94, 74–84. [Google Scholar] [CrossRef] [PubMed]
- Eyers, D.R.; Potter, A.T. Industrial Additive Manufacturing: A manufacturing systems perspective. Comput. Ind. 2017, 92–93, 208–218. [Google Scholar] [CrossRef]
- Prakash, K.S.; Nancharaih, T.; Rao, V.V.S. Additive Manufacturing Techniques in Manufacturing—An Overview. Mater. Today Proc. 2018, 5, 3873–3882. [Google Scholar] [CrossRef]
- Szymczyk-Ziółkowska, P.; Łabowska, M.B.; Detyna, J.; Michalak, I.; Gruber, P. A review of fabrication polymer scaffolds for biomedical applications using additive manufacturing techniques. Biocybern. Biomed. Eng. 2020, 40, 624–638. [Google Scholar] [CrossRef]
- Chen, Y.; Li, W.; Zhang, C.; Wu, Z.; Liu, J. Recent Developments of Biomaterials for Additive Manufacturing of Bone Scaffolds, Advance Healthcare Materials, Special Issue: Biomaterials for Regenerative Medicine. Adv. Healthc. Mater. 2020, 9, 2000724. [Google Scholar] [CrossRef] [PubMed]
- Calcei, J.G.; Rodeo, S.A. Orthobiologics for Bone Healing. Clin. Sports Med. 2019, 38, 79–95. [Google Scholar] [CrossRef]
- García-Gareta, E.; Coathup, M.J.; Blunn, G.W. Osteoinduction of bone grafting materials for bone repair and regeneration. Bone 2015, 81, 112–121. [Google Scholar] [CrossRef]
- Corcione, C.E.; Gervaso, F.; Scalera, F.; Montagna, F.; Maiullaro, T.; Sannino, A.; Maffezzoli, A. 3D printing of hydroxyapatite polymer-based composites for bone tissue engineering. J. Polym. Eng. 2017, 37, 741–746. [Google Scholar] [CrossRef]
- Zadpoor, A.A. Mechanical performance of additively manufactured meta-biomaterials. Acta Biomater. 2019, 85, 41–59. [Google Scholar] [CrossRef]
- Kolken, H.M.A.; Lietaert, K.; van der Sloten, T.; Pouran, B.; Meynen, A.; van Loock, G.; Weinans, H.; Scheys, L.; Zadpoor, A.A. Mechanical performance of auxetic meta-biomaterials. J. Mech. Behav. Biomed. Mater. 2020, 104, 103658. [Google Scholar] [CrossRef]
- ISO. Biological Evaluation of Medical Devices—Part 1: Evaluation and Testing within a Risk Management Process; ISO 10993-1:2018; FDA: Berlin, Germany, 2018. [Google Scholar]
- Cunha, J.A.; Mellis, K.; Sethi, R.; Siauw, T.; Sudhyadhom, A.; Garg, A.; Goldberg, K.; Hsu, I.C.; Pouliot, J. Evaluation of PC-ISO for customized, 3D Printed, gynecologic 192-Ir HDR brachytherapy applicators. J. Appl. Clin. Med. Phys. 2015, 16, 5168. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Forés-Garriga, A.; Pérez, M.A.; Gómez-Gras, G.; Reyes-Pozo, G. Role of infill parameters on the mechanical performance and weight reduction of PEI Ultem processed by FFF. Mater. Des. 2020, 193, 108810. [Google Scholar] [CrossRef]
- Travieso-Rodriguez, J.A.; Jerez-Mesa, R.; Llumà, J.; Gómez-Gras, G.; Casadesus, O. Comparative study of the flexural properties of ABS, PLA and a PLA–wood composite manufactured through fused filament fabrication. Rapid Prototyp. J. 2021, 27, 81–92. [Google Scholar] [CrossRef]
- Salazar-Martín, A.; García-Granada, A.; Reyes, G.; Gómez-Gras, G.; Puigoriol-Forcada, J. Time-Dependent Mechanical Properties in Polyetherimide 3D-Printed Parts Are Dictated by Isotropic Performance Being Accurately Predicted by the Generalized Time Hardening Model. Polymers 2020, 12, 678. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chueca-de Bruijn, A.; Gómez-Gras, G.; Pérez, M.A. Mechanical study on the impact of an effective solvent support-removal methodology for FDM Ultem 9085 parts. Polym. Test. 2020, 85, 106433. [Google Scholar] [CrossRef]
- Alaboodi, A.S.; Sivasankaran, S. Experimental design and investigation on the mechanical behavior of novel 3D printed biocompatibility polycarbonate scaffolds for medical applications. J. Manuf. Process. 2018, 35, 479–491. [Google Scholar] [CrossRef]
- PC-ISO (Polycarbonate-ISO) Datasheet, Stratasys. Available online: https://www.stratasys.com/-/media/files/material-spec-sheets/mds_fdm_pciso_0820a.pdf (accessed on 19 October 2021).
- ASTM. Standard Test Method for Tensile Properties of Plastics; ASTM D638-14; ASTM International: West Conshohocken, PA, USA, 2014. [Google Scholar]
- ASTM. Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials; ASTM D790-17; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- ASTM. Standard Test Method for Shear Properties of Compo-Site Materials by the V-Notched Beam Method; ASTM D5379/D5379M—19e1; ASTM International: West Conshohocken, PA, USA, 2019. [Google Scholar]
- ISO. Plastics—Determination of Charpy Impact Properties—Part 1: Non-Instrumented Impact Test; ISO 179-1:2010; International Organization for Standardization: Geneva, Switzerland, 2010. [Google Scholar]
- ASTM. Standard Test Method for Flexural Fatigue Properties of Plastics; ASTM D7774-17; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- ASTM. Standard Test Method for Rockwell Hardness of Plastics and Electrical Insulating Materials; ASTM D785-08; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- Ashamn, R.B.; Rho, J.Y. Elastic modulus of trabecular bone material. J. Biomech. 1988, 21, 177–181. [Google Scholar] [CrossRef]
- Reilly, D.T.; Burnstein, A.H. The mechanical properties of cortical bone. J. Bone Jt. Surg. Am. 1974, 56, 1001–1022. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test Specimen Dimensions as Defined in ASTM D638-Type IV (Tensile Testing) [34] | |
|---|---|
| Minor section width, W | 6 mm |
| Major section width, WO | 19 mm |
| Length area minor section, L | 33 mm |
| Total length, LO | 115 mm |
| Calibrated length, G | 25 mm |
| Specimen thickness, T | 4 mm |
| Minor section width, W | 6 mm |
| Major section width, WO | 19 mm |
| Test Specimen Dimensions as Defined in ASTM D790 (Flexural Testing) [35] | |
| Length, L | 127 mm |
| Depth, d | 4 mm |
| Width, w | 10 mm |
| Test Specimen Dimensions as Defined in ASTM D5379 (Shear Testing) [36] | |
| Total width, d1 | 20 mm |
| Width in the notch, w | 12 mm |
| Depth, h | 4 mm |
| Length, L | 76 mm |
| Notch angle | 90° |
| Radius at notch angle, r | 1.3 mm |
| Test Specimen Dimensions as Defined in ISO 179-1 (Charpy Impact Testing) [37] | |
| Length, L | 78 mm |
| Depth, d | 4 mm |
| Width, w | 10 mm |
| Test Specimen Dimensions as Defined in ASTM D7774 (Fatigue Testing) [38] | |
| Length, L | 77.2 mm |
| Depth, d | 4 mm |
| Width, w | 10 mm |
| Configuration | Printing Orientation | Sample Orientation | Raster Angle (°) |
|---|---|---|---|
| 1 | X | Flat | 0 |
| 2 | X | Flat | ±45 |
| 3 | X | Flat | 90 |
| 4 | X | Edge | 0 |
| 5 | X | Edge | ±45 |
| 6 | X | Edge | 90 |
| 7 | Z | Flat | 0 |
| 8 | Z | Flat | ±45 |
| 9 | Z | Flat | 90 |
| Configuration | Mass (g) | Printing Time (min) | Tensile Modulus (MPa) | Tensile Strength (MPa) | Strain at Maximum Stress (%) | |
|---|---|---|---|---|---|---|
| 1 | X-Flat 0° | 6.62 ± 0.31% | 8 | 2236 ± 6% | 62 ± 12% | 4.03 ± 15% |
| 2 | X-Flat ± 45° | 6.86 ± 0.76% | 9 | 2510 ± 7% | 65 ± 1% | 4.83 ± 3% |
| 3 | X-Flat 90° | 6.74 ± 0.15% | 10 | 2185 ± 3% | 41 ± 5% | 3.10 ± 3% |
| 4 | X-Edge 0° | 5.99 ± 0.35% | 8 | 2110 ± 3% | 59 ± 1% | 4.99 ± 5% |
| 5 | X-Edge ± 45° | 6.83 ± 0.39% | 12 | 2114 ± 1% | 53 ± 3% | 4.28 ± 6% |
| 6 | X-Edge 90° | 6.64 ± 0.09% | 13 | 2379 ± 2% | 62 ± 3% | 3.77 ± 1% |
| 7 | Z-Flat 0° | 6.06 ± 0.91% | 44 | 1976 ± 2% | 26 ± 13% | 1.36 ± 17% |
| 8 | Z-Flat ± 45° | 6.80 ± 0.15% | 43 | 1857 ± 1% | 28 ± 8% | 1.73 ± 10% |
| 9 | Z-Flat 90° | 6.64 ± 0.40% | 40 | 1806 ± 4% | 30 ± 4% | 1.56 ± 8% |
| Configuration | Mass (g) | Printing Time (min) | Flexural Modulus (MPa) | Bending Strength (MPa) | Strain at Maximum Stress (%) | |
|---|---|---|---|---|---|---|
| 1 | X-Flat 0° | 5.48 ± 0.21% | 7 | 1871 ± 1% | 85.4 ± 1% | 7.1 ± 4% |
| 2 | X-Flat ± 45° | 5.77 ± 0.10% | 9 | 1654 ± 8% | 74.8 ± 4% | 7.6 ± 9% |
| 3 | X-Flat 90° | 5.75 ± 0.17% | 10 | 1674 ± 1% | 66.1 ± 2% | 5.0 ± 6% |
| 4 | X-Edge 0° | 5.08 ± 0.30% | 8 | 1793 ± 3% | 78.4 ± 1% | 6.7 ± 5% |
| 5 | X-Edge ± 45° | 5.78 ± 0.10% | 12 | 1921 ± 2% | 85.3 ± 4% | 6.6 ± 5% |
| 6 | X-Edge 90° | 5.70 ± 0.27% | 13 | 1715 ± 2% | 72.7 ± 2% | 6.0 ± 3% |
| 7 | Z-Flat 0° | 5.20 ± 0.80% | 44 | 1759 ± 1% | 54.2 ± 5% | 2.7 ± 4% |
| 8 | Z-Flat ± 45° | 5.76 ± 1.20% | 43 | 1715 ± 1% | 55.5 ± 6% | 3.6 ± 14% |
| 9 | Z-Flat 90° | 5.55 ± 0.28% | 40 | 1627 ± 3% | 44.9 ± 4% | 4.4 ± 5% |
| Configuration | Mass (g) | Printing Time (min) | Shear Modulus (MPa) | Shear Strength (MPa) | |
|---|---|---|---|---|---|
| 1 | X-Flat 0° | 6.71 ± 0.48% | 8 | 546 ± 7% | 37.1 ± 11% |
| 2 | X-Flat ± 45° | 6.77 ± 0.52% | 8 | 586 ± 9% | 34.9 ± 3% |
| 3 | X-Flat 90° | 6.84 ± 0.25% | 9 | 629 ± 8% | 32.0 ± 5% |
| 4 | X-Edge 0° | 5.89 ± 0.35% | 12 | 785 ± 5% | 26.5 ± 4% |
| 5 | X-Edge ± 45° | 6.74 ± 0.09% | 15 | 590 ± 2% | 33.6 ± 2% |
| 6 | X-Edge 90° | 6.57 ± 0.43% | 17 | 670 ± 6% | 28.6 ± 4% |
| 7 | Z-Flat 0° | 5.98 ± 0.79% | 26 | 682 ± 11% | 28.2 ± 4% |
| 8 | Z-Flat ± 45° | 6.77 ± 0.23% | 31 | 634 ± 10% | 30.5 ± 7% |
| 9 | Z-Flat 90° | 6.63 ± 0.38% | 33 | 486 ± 15% | 25.9 ± 8% |
| Configuration | Mass (g) | Printing Time (min) | Absorbed Energy (J/cm2) | |
|---|---|---|---|---|
| 1 | X-Flat 0° | 3.76 ± 0.23% | 5 | 3.31 ± 17% |
| 2 | X-Flat ± 45° | 3.79 ± 0.11% | 6 | 2.86 ± 14% |
| 3 | X-Flat 90° | 3.81 ± 0.21% | 7 | 2.48 ± 10% |
| 4 | X-Edge 0° | 3.55 ± 0.31% | 8 | 2.95 ± 15% |
| 5 | X-Edge ± 45° | 3.59 ± 0.24% | 9 | 3.25 ± 24% |
| 6 | X-Edge 90° | 3.62 ± 0.17% | 10 | 2.68 ± 21% |
| 7 | Z-Flat 0° | 3.65 ± 0.64% | 28 | 1.22 ± 7% |
| 8 | Z-Flat ± 45° | 3.64 ± 0.53% | 27 | 1.26 ± 11% |
| 9 | Z-Flat 90° | 3.65 ± 0.41% | 26 | 1.05 ± 9% |
| Configuration | Mass (g) | Printing Time (min) | Cycles to Failure at Stress Level | ||||
|---|---|---|---|---|---|---|---|
| 80% | 60% | 40% | 20% | ||||
| 1 | X-Flat 0° | 3.75 ± 0.36% | 5 | 1016 ± 26% | 1437 ± 60% | 3206 ± 12% | 14,245 ± 13% |
| 2 | X-Flat ± 45° | 3.78 ± 0.14% | 6 | 423 ± 5% | 1011 ± 25% | 2480 ± 2% | 12,623 ± 21% |
| 3 | X-Flat 90° | 3.77 ± 0.27% | 7 | 16 ± 15% | 164 ± 9% | 562 ± 6% | 3838 ± 18% |
| 4 | X-Edge 0° | 3.54 ± 0.35% | 7 | 1082 ± 27% | 1354 ± 40% | 3504 ± 20% | 13,589 ± 15% |
| 5 | X-Edge ± 45° | 3.57 ± 0.30% | 9 | 187 ± 24% | 404 ± 39% | 1715 ± 16% | 14,549 ± 5% |
| 6 | X-Edge 90° | 3.60 ± 0.31% | 10 | 953 ± 13% | 1519 ± 27% | 3563 ± 9% | 20,009 ± 27% |
| 7 | Z-Flat 0° | 3.63 ± 0.59% | 28 | 122 ± 27% | 432 ± 21% | 2647 ± 11% | 16,445 ± 6% |
| 8 | Z-Flat ± 45° | 3.62 ± 0.60% | 27 | 51 ± 35% | 989 ± 6% | 1614 ± 7% | 8236 ± 1% |
| 9 | Z-Flat 90° | 3.62 ± 0.33% | 26 | 255 ± 6% | 959 ± 22% | 4075 ± 23% | 39,332 ± 2% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gómez-Gras, G.; Abad, M.D.; Pérez, M.A. Mechanical Performance of 3D-Printed Biocompatible Polycarbonate for Biomechanical Applications. Polymers 2021, 13, 3669. https://doi.org/10.3390/polym13213669
Gómez-Gras G, Abad MD, Pérez MA. Mechanical Performance of 3D-Printed Biocompatible Polycarbonate for Biomechanical Applications. Polymers. 2021; 13(21):3669. https://doi.org/10.3390/polym13213669
Chicago/Turabian StyleGómez-Gras, Giovanni, Manuel D. Abad, and Marco A. Pérez. 2021. "Mechanical Performance of 3D-Printed Biocompatible Polycarbonate for Biomechanical Applications" Polymers 13, no. 21: 3669. https://doi.org/10.3390/polym13213669
APA StyleGómez-Gras, G., Abad, M. D., & Pérez, M. A. (2021). Mechanical Performance of 3D-Printed Biocompatible Polycarbonate for Biomechanical Applications. Polymers, 13(21), 3669. https://doi.org/10.3390/polym13213669