
Multi-Objective Optimisation of Curing Cycle of Thick Aramid Fibre/Epoxy Composite Laminates


Abstract
:
1. Introduction
2. Theoretical Approaches
2.1. Signal-to-Noise Ratio Method
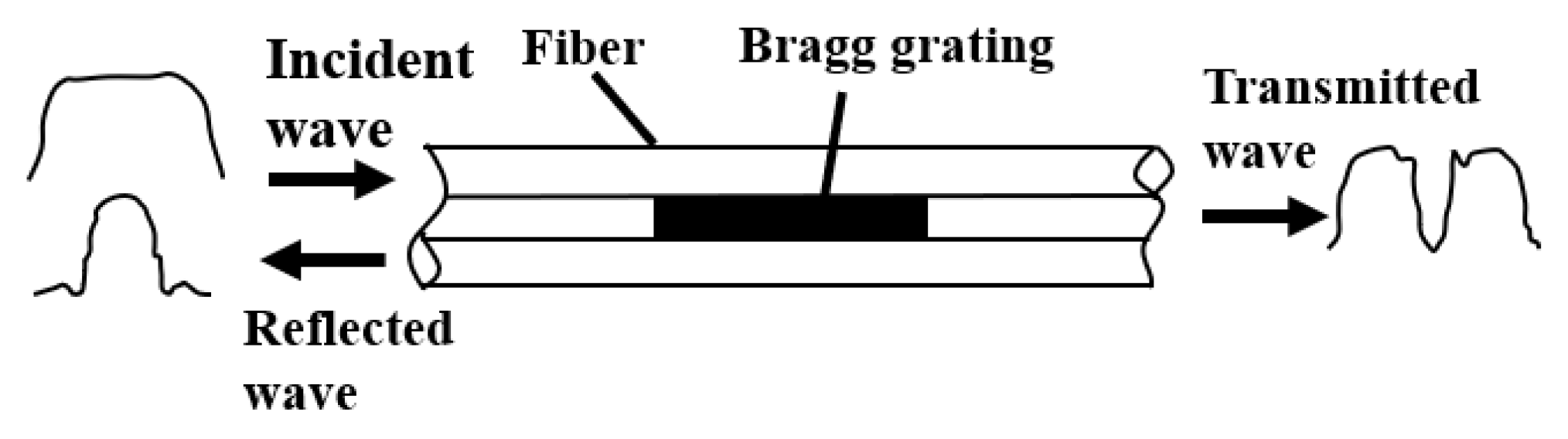
2.2. Fibre Bragg Grating Sensing Principle
3. Experimental
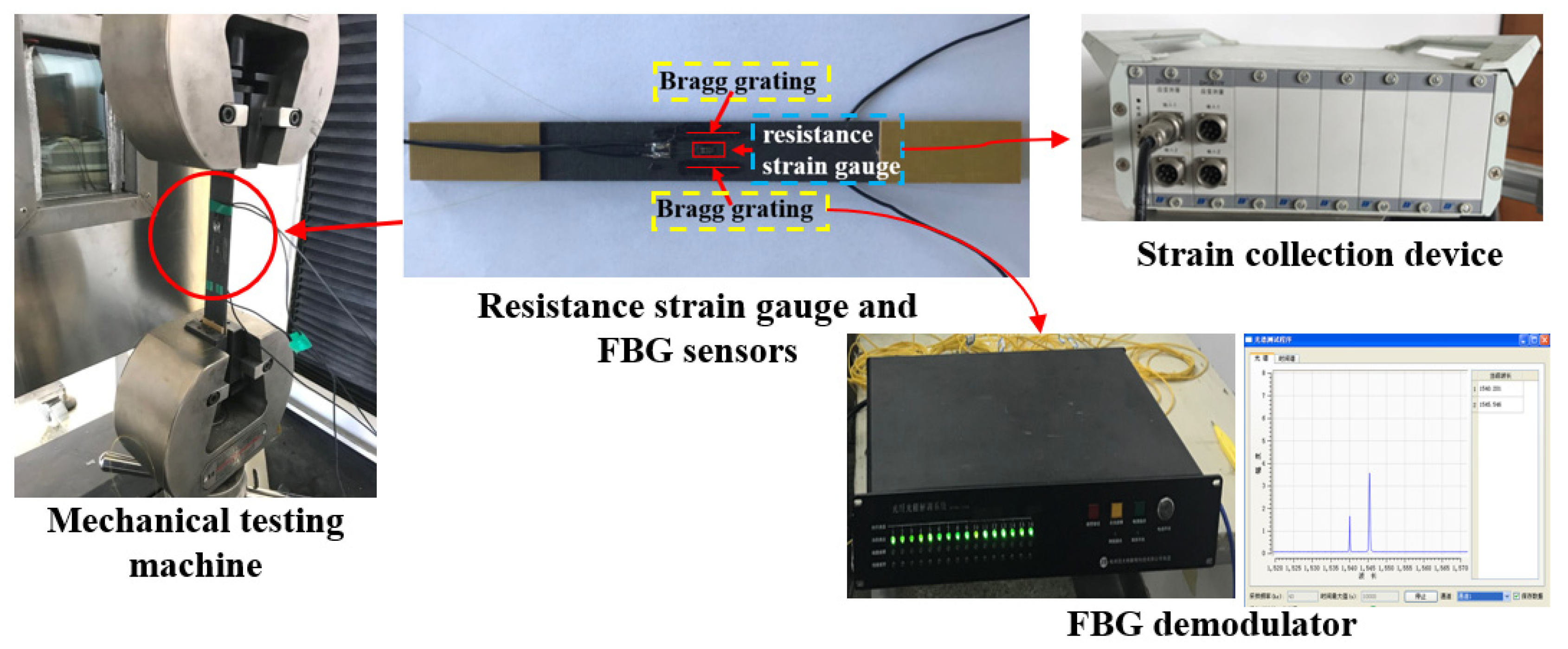
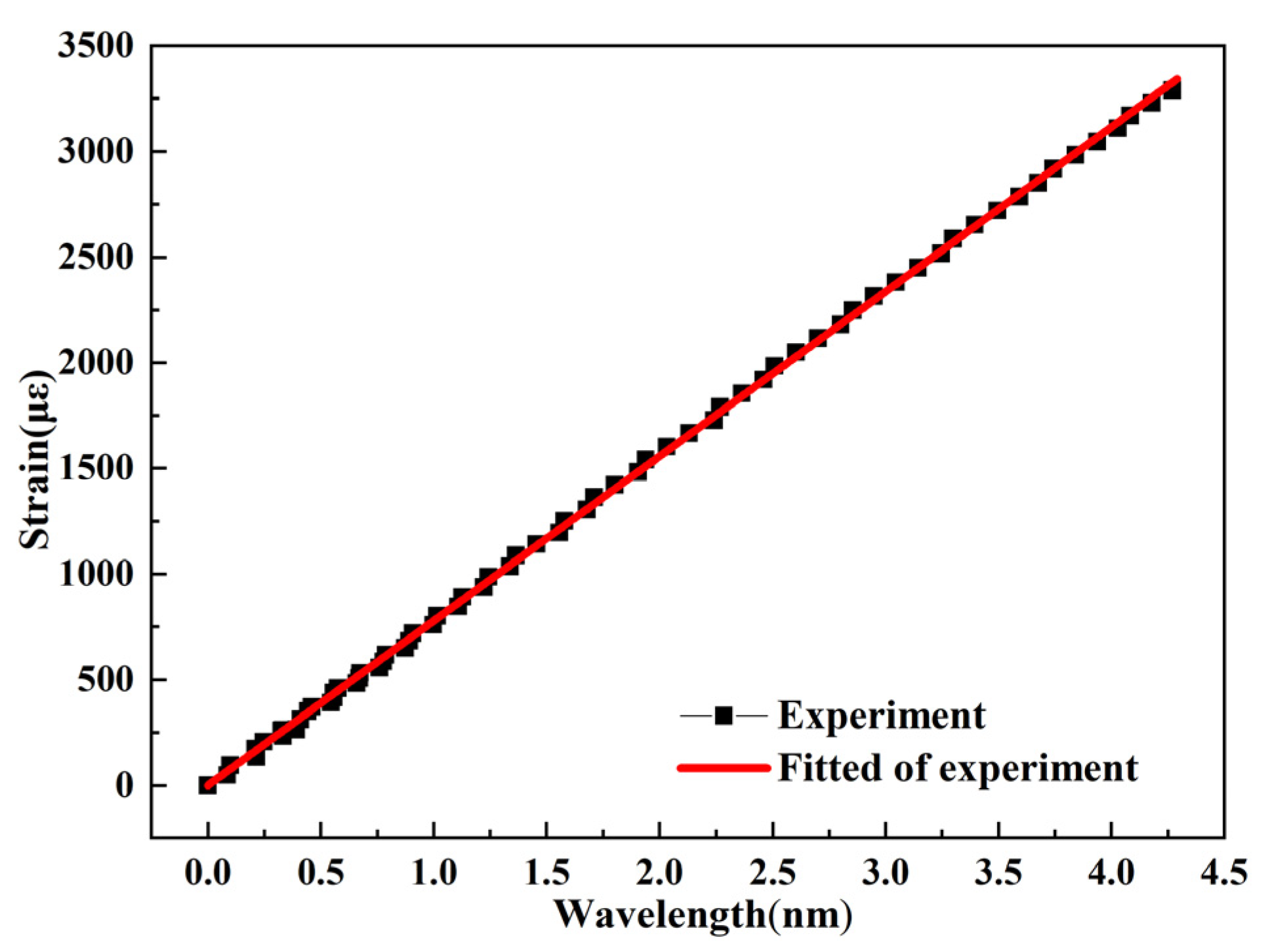
3.1. Calibration Experiment of Kε
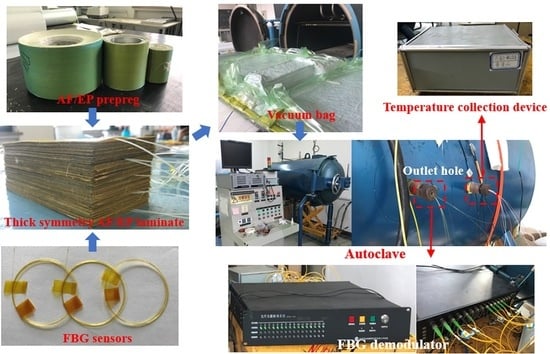
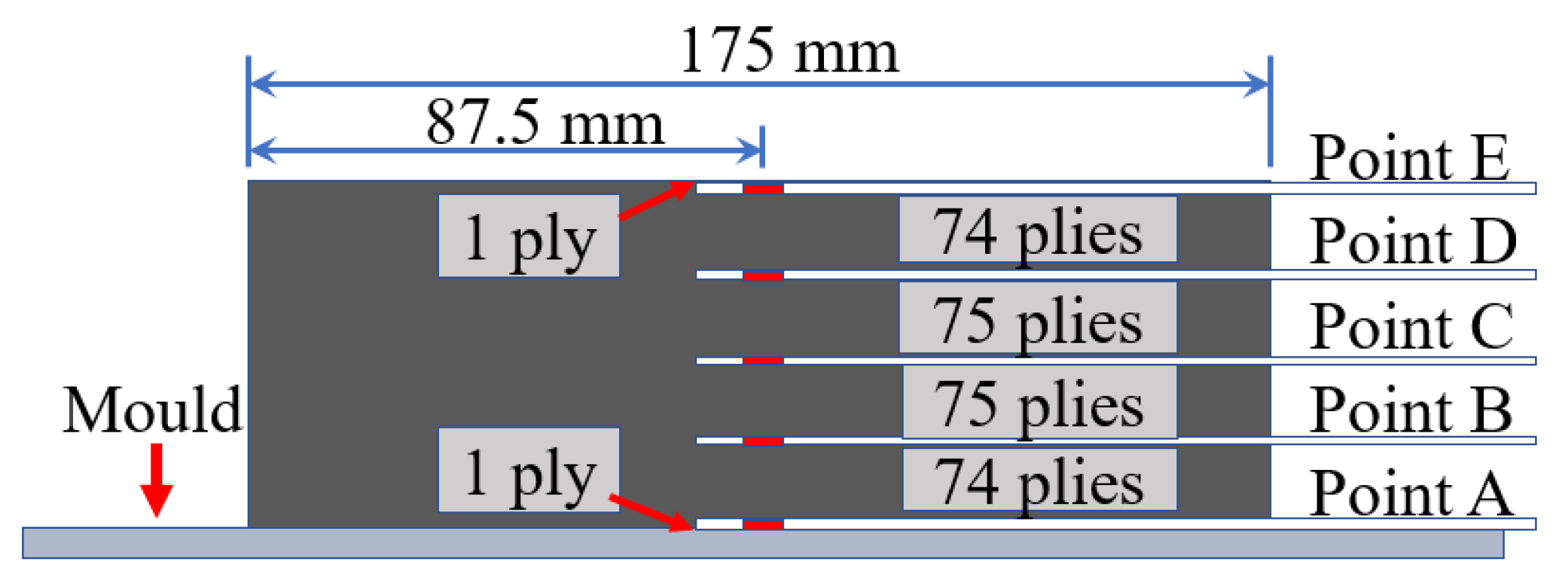
3.2. Curing Monitoring Experiment
3.3. Orthogonal Experimental Design
4. Results and Discussion
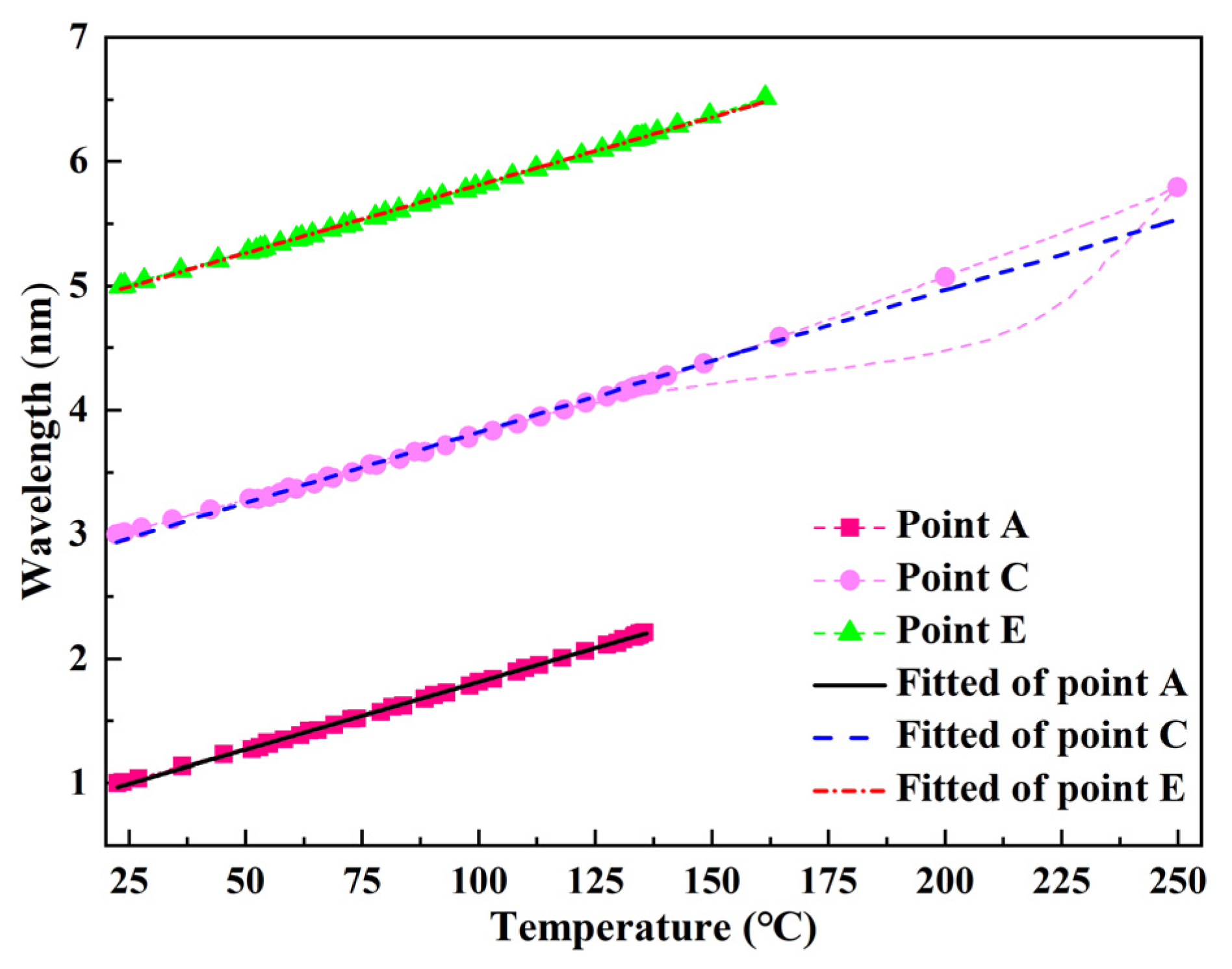
4.1. Strain and Temperature Sensitivity Constants
4.2. Curing Process of Thick AF/EP Laminates
4.3. Evaluation of Process Parameters
5. Conclusions
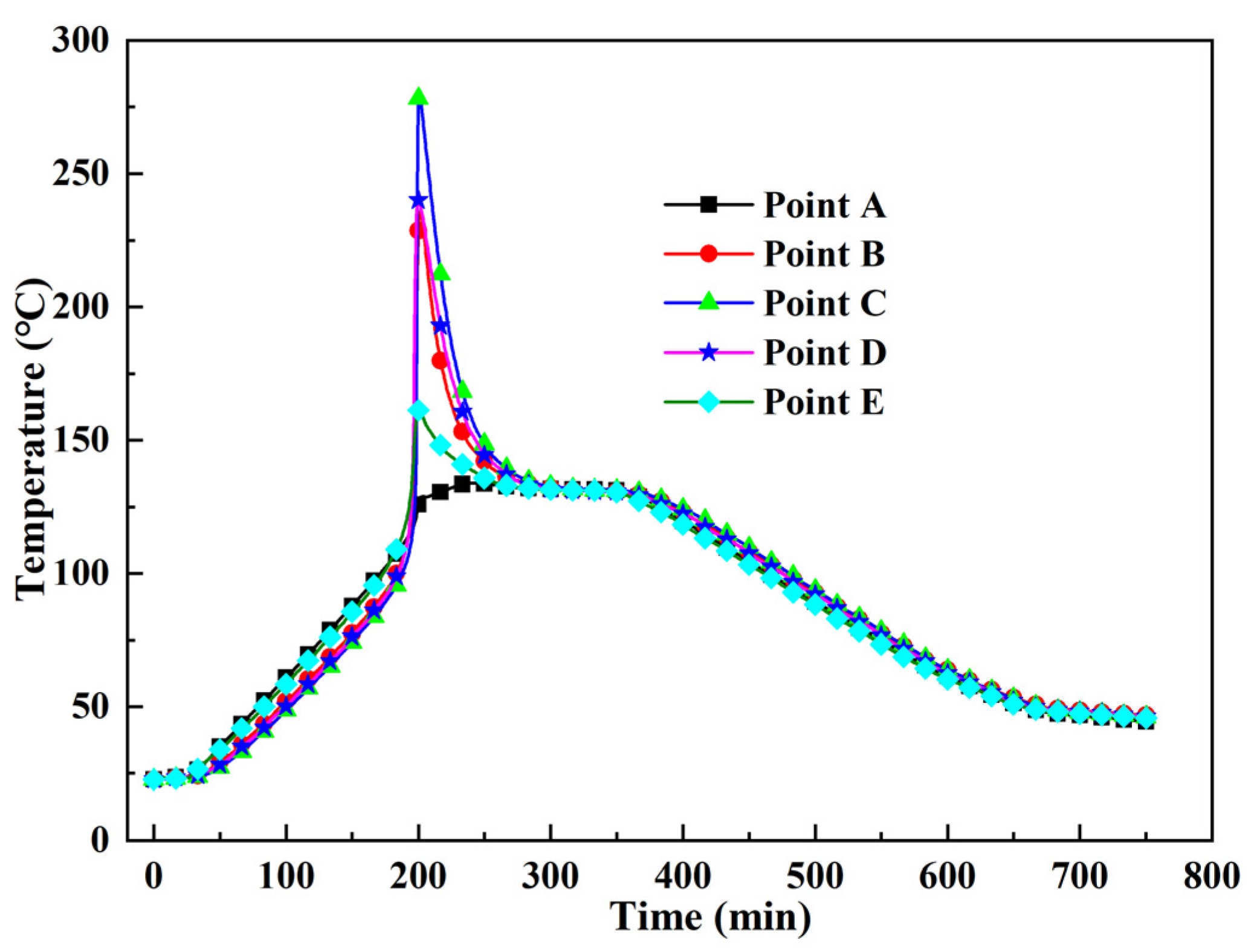
- FBG sensors can be used to monitor the temperature and strain produced during the curing process of thick AF/EP laminates. FBG sensors were used to monitor the temperature overshoot phenomenon and the temperature distribution in the thick AF/EP laminate. The highest temperature was noted at the centre of the laminate. Temperature overheating leads to an error of 21.16% in the FBG measurements, as compared with the thermocouple measurements.
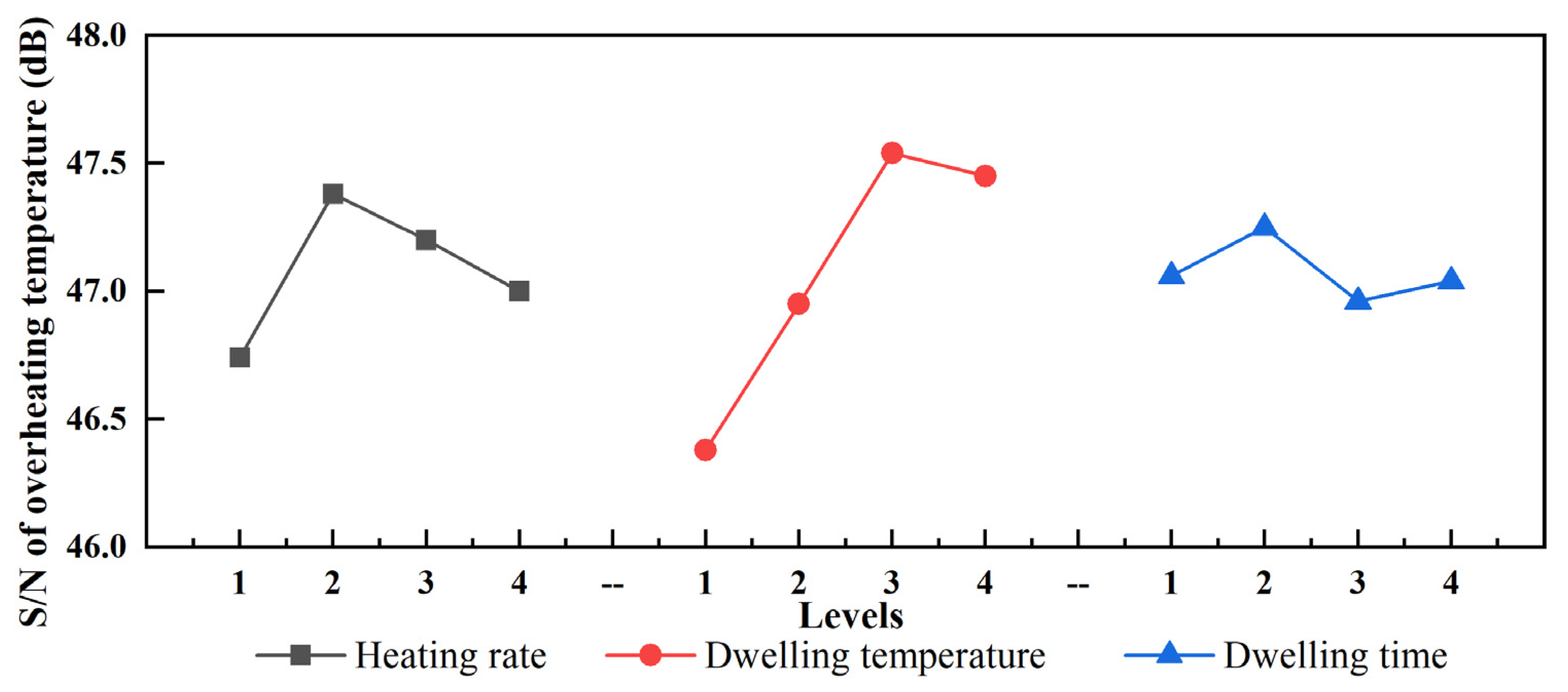
- It was determined that among the three curing factors (heating rate, dwelling temperature, and dwelling time) affecting the curing of the thick AF/EP laminate, dwelling temperature was the primary parameter affecting the overshoot temperature, with a contribution of 75.78% based on the Taguchi method and ANOVA. The contributions of the heating rate and dwelling time were 20.16% and 4.06%, respectively.
- The relationship between the overheating temperature and curing factors was established using SNR method to predict the overheating temperature. Among the four level combinations of three factors, the optimal curing factors were a heating rate of 0.25 °C/min, dwelling temperature of 80 °C, and dwelling time of 90 min. Compared with the experimental results, the predicted overheating temperature has an error of 2.58%.
- Compared with the original curing cycle, the overshoot temperature of the optimised curing cycle was reduced by 58.48 °C, representing a reduction ratio of 23.28%.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Fang, C.; Hu, P.; Dong, S.; Song, J.T. An efficient hydrothermal transformation approach for construction of controllable carbon coating on carbon fiber from renewable carbohydrate. Appl. Surf. Sci. 2019, 491, 478–487. [Google Scholar] [CrossRef]
- Sharma, M.; Gao, S.L.; Mader, E.; Sharma, H. Carbon fiber surfaces and composite interphases. Compos. Sci. Technol. 2014, 102, 35–50. [Google Scholar] [CrossRef]
- Randall, J.D.; Eyckens, D.J.; Servinis, L.D.; Stojcevski, F. Designing carbon fiber composite interfaces using a ‘graft-to’ approach: Surface grafting density versus interphase penetration. Carbon 2019, 146, 88–96. [Google Scholar] [CrossRef]
- Yang, C.; Wu, H.; Dai, Y.; Tang, S.Y. Self-enhancement in aramid fiber by filling free hydrogen bonding interaction sites in macromolecular chains with its oligomer. Polymer 2019, 180, 121687. [Google Scholar] [CrossRef]
- Dai, Y.; Yuan, Y.H.; Luo, L.B.; Liu, X.Y. A facile strategy for fabricating aramid fiber with simultaneously high compressive strength and high interfacial shear strength through cross-linking promoted by oxygen. Compos. Part A-Appl. Sci. Manuf. 2018, 113, 233–241. [Google Scholar] [CrossRef]
- Dai, Y.; Han, Y.T.; Yuan, Y.H.; Meng, C.B. Synthesis of heterocyclic aramid fiber based on solid-phase cross-linking of oligomers with reactive end group. Macromol. Mater. Eng. 2018, 303, 1800076. [Google Scholar] [CrossRef]
- Hu, Z.; Shao, Q.; Huang, Y.D.; Yu, L. Light triggered interfacial damage self-healing of poly(p-phenylene benzobisoxazole) fiber composites. Nanotechnology 2018, 29, 185602. [Google Scholar] [CrossRef] [PubMed]
- Lv, J.; Wang, B.; Ma, Q.; Wang, W.; Xiang, D. Interfacially enhancement of PBO/EP composites by grafting MWCNTs onto PBO surface through melamine as molecular bridge. Mater. Res. Exp. 2018, 5, 065006. [Google Scholar] [CrossRef]
- Cheng, M.; Chen, W.N.; Weerasooriya, T. Mechanical properties of Kevlar® KM2 single fiber. J. Eng. Mater. Technol. 2005, 127, 197–203. [Google Scholar] [CrossRef]
- Cheng, Z.; Zhang, L.J.; Jiang, C.; Dai, Y. Aramid fiber with excellent interfacial properties suitable for resin composite in a wide polarity range. Chem. Eng. J. 2018, 347, 483–492. [Google Scholar] [CrossRef]
- Upadhya, A.R.; Dayananda, G.N.; Kamalakannan, G.M.; Setty, J.R.; Daniel, J.C. Autoclaves for Aerospace Applications: Issues and Challenges. Int. J. Aerosp. Eng. 2011, 2011, 985871. [Google Scholar] [CrossRef]
- Zhang, G.; Zhang, B.M.; Luo, L.; Lin, T. Influence of mold and heat transfer fluid materials on the temperature distribution of large framed molds in autoclave process. Materials 2021, 14, 4311. [Google Scholar] [CrossRef]
- Baran, I.; Cinar, K.; Ersoy, N.; Akkerman, R.; Hattel, J.H. A Review on the Mechanical Modeling of Composite Manufacturing Processes. Arch. Comput. Methods. Eng. 2017, 24, 365–395. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lionetto, F.; Moscatello, A. Experimental and Numerical Study of Vacuum Resin Infusion of Stiffened Carbon Fiber Reinforced Panels. Materials 2020, 13, 4800. [Google Scholar] [CrossRef] [PubMed]
- Margueres, P.; Olivier, P. Carbon fibres reinforced composites electrical impedance analysis: A gateway to smartness. Int. J. Smart. Nano Mat. 2020, 11, 417–430. [Google Scholar] [CrossRef]
- Lahuerta, F.; Nijssen, R.P.L. Influence of internal temperature development during manufacturing on thick laminates compression fatigue properties. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Risø, Denmark, 5–8 September 2016; Volume 139, p. 012028. Available online: https://iopscience.iop.org/article/10.1088/1757-899X/139/1/012028 (accessed on 1 October 2021).
- Twardowski, T.E.; Lin, S.E.; Geil, P.H. Curing in thick composite laminates: Experiment and simulation. J. Compos. Mater. 1993, 27, 216–250. [Google Scholar] [CrossRef]
- Gu, Y.Z.; Li, M.; Zhang, Z.G.; Sun, Z.J. Numerical simulation and experimental study on consolidation of toughened epoxy resin composite laminates. J. Compos. Mater. 2006, 40, 2257–2277. [Google Scholar] [CrossRef]
- Wang, X.X.; Wang, Q.L. Effect of Heat Treatment on Curing Uniformity of Fiber Composite Laminates. Polym. Polym. Compos. 2017, 25, 29–33. [Google Scholar] [CrossRef]
- Chen, X.D.; Li, Y. Influence of resin curing cycle on the deformation of filament wound composites by in situ strain monitoring. High Perform. Polym. 2021, 27, 09540083211026359. [Google Scholar] [CrossRef]
- Cassano, A.G.; Dev, S. Cure simulations of thick adhesive bondlines for wind energy applications. J. Appl. Polym. Sci. 2021, 138, e49989. [Google Scholar] [CrossRef]
- Loos, A.C.; Springer, G.S. Curing of epoxy matrix composites. J. Compos. Mater. 1983, 17, 135–169. [Google Scholar] [CrossRef] [Green Version]
- Hjellming, L.N.; Walker, J.S. Thermal curing cycles for composite cylinders with thick walls and thermoset resins. J. Compos. Mater. 1989, 23, 1048–1064. [Google Scholar] [CrossRef]
- Yang, W.K.; Lu, S.H.; Liu, W.H. Optimization method to reduce three-dimensional thermal gradients in resin transfer molding. J. Appl. Polym. Sci. 2020, 137, 48948. [Google Scholar] [CrossRef]
- Guan, C.L.; Zhan, L.H. Optimization of a high-pressure microwave curing process for T800/X850 carbon fiber-reinforced plastic. High Perform. Polym. 2020, 32, 30–38. [Google Scholar] [CrossRef]
- Muc, A.; Romanowicz, P. Description of the Resin Curing Process Formulation and Optimization. Polymers 2019, 11, 127. [Google Scholar] [CrossRef] [Green Version]
- Oh, J.H.; Lee, D.G. Cure Cycle for Thick Glass/EP Composite Laminates. J. Compos. Mater. 2002, 36, 19–45. [Google Scholar] [CrossRef]
- Yuan, Y.H.; Peng, C. Influences of particle content, size and particle/matrix bonding strength on the gas transmission coefficient of carbon fiber reinforced epoxy. Compos. Sci. Technol. 2021, 216, 109071. [Google Scholar] [CrossRef]
- Arici, E.; Celik, E. An analysis of the engineering properties of mortars containing corn cob ash and polypropylene fiber using the Taguchi and Taguchi-based Grey Relational Analysis methods. Case Stud. Constr. Mat. 2021, 15, e00652. [Google Scholar] [CrossRef]
- Beyanagari, S.R.; Kandasamy, J. Tribological performance evaluation of h-BN nanoparticle reinforced AA 7075 and as-cast AA7075 using Taguchi and genetic algorithm. Surf. Topogr. Metrol. Prop. 2021, 9, 045009. [Google Scholar] [CrossRef]
- Yu, J.; Jin, S.H. Analysis of individual and interaction effects of processing parameters on wet grinding performance in ball milling of alumina ceramics using statistical methods. Ceram. Int. 2021, 47, 31202–31213. [Google Scholar] [CrossRef]
- Thiagarajan, R.; Kayaroganam, P. Experimental investigation on wear performance of MWCNT filled banana-glass fiber reinforced polymer composites. J. Nat. Fibers 2020, 36, 1848716. [Google Scholar] [CrossRef]
- Tiryaki, A.E. An investigation into the performance of structural composite capacitor by Taguchi method. Emerg. Mater. Res. 2020, 9, 1300–1306. [Google Scholar] [CrossRef]
- Monticeli, F.M.; Neves, R.M. Statistical analysis of creep behavior in thermoset and thermoplastic composites reinforced with carbon and glass fibers. J. Strain. Anal. Eng. 2020, 56, 452–461. [Google Scholar] [CrossRef]
- Comba, A.; Scotti, N. Vickers hardness and shrinkage stress evaluation of low and high viscosity bulk-fill resin composite. Polymers 2020, 12, 1477. [Google Scholar] [CrossRef] [PubMed]
- Ighalo, J.O.; Igwegbe, C.A. Artificial neural network modeling of the water absorption behavior of plantain peel and bamboo fibers reinforced polystyrene composites. J. Macromol. Sci. Part B 2021, 60, 472–484. [Google Scholar] [CrossRef]
- Botros, S.A.; Soliman, Z.D. Pre-heating of dual-polymerized resin core foundation system: Effect on micro-shear bond strength, degree of conversion and ultimate tensile strength. J. Adhes. Sci. Technol. 2021, 35, 1880–1894. [Google Scholar] [CrossRef]
- Murugan, S.; Thyla, P.R. Thermal and environmental analyses of epoxy-based composites. Iran. Polym. J. 2020, 30, 93–103. [Google Scholar] [CrossRef]
- Almohareb, T.; Alayed, A.A. Influence of curing duration and mixing techniques of bulk fill resin composites on bi-axial flexural strength and degree of conversion. J. Appl. Biomater. Funct. 2020, 18, 2280800020975721. [Google Scholar] [CrossRef]
- Zhang, G.W.; Lin, T.; Luo, L.; Zhang, B.W. Multi-objective optimization of resistance welding process of GF/PP composites. Polymers 2021, 13, 2560. [Google Scholar] [CrossRef]
- Panneerselvam, K.; Aravindan, S. Study on resistance welding of glass fiber reinforced thermoplastic composites. Mater. Design. 2012, 41, 453–459. [Google Scholar] [CrossRef]
- Minakuchi, S.; Niwa, S.; Takagaki, K.; Takeda, N. Composite cure simulation scheme fully integrating internal strain measurement. Compos. Part A-Appl. Sci. Manuf. 2016, 84, 53–63. [Google Scholar] [CrossRef]
- Qi, Y.; Jiang, D.; Ju, S.; Zhang, J. Investigation of strain history in fast and conventional curing EP matrix composites by FBGs. Compos. Sci. Technol. 2018, 159, 18–24. [Google Scholar] [CrossRef]
- Wang, Q.; Gao, L.; Wang, X.; Dong, Q.; Wan, G. Numerical analysis and fiber Bragg grating monitoring of thermocuring processes of carbon fiber/epoxy laminates. Polym. Test. 2017, 62, 287–294. [Google Scholar] [CrossRef]
- Yang, H.; Li, Y.L. Intensity-modulated refractive index sensor based on the side modes of fiber Bragg grating. Opt. Commun. 2022, 505, 127319. [Google Scholar] [CrossRef]
- Rodriguez-Cobo, L.; Cobo, A.; Lopez-Higuera, J.M. Embedded compaction pressure sensor based on Fiber Bragg Gratings. Measurement 2015, 68, 257–261. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Factor A | Factor B | Factor C |
|---|---|---|---|
| 1 | 1 | 1 | 1 |
| 2 | 1 | 2 | 2 |
| 3 | 1 | 3 | 3 |
| 4 | 1 | 4 | 4 |
| 5 | 2 | 1 | 2 |
| 6 | 2 | 2 | 1 |
| 7 | 2 | 3 | 4 |
| 8 | 2 | 4 | 3 |
| 9 | 3 | 1 | 3 |
| 10 | 3 | 2 | 4 |
| 11 | 3 | 3 | 1 |
| 12 | 3 | 4 | 2 |
| 13 | 4 | 1 | 4 |
| 14 | 4 | 2 | 3 |
| 15 | 4 | 3 | 2 |
| 16 | 4 | 4 | 1 |
| Factors | Levels | |||
|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |
| Heating rate/°C/min | 0.25 | 0.5 | 0.75 | 1 |
| Dwelling temperature/°C | 80 | 90 | 100 | 110 |
| Dwelling time/min | 30 | 60 | 90 | 120 |
| No. | Factors | Experimental Results | |||
|---|---|---|---|---|---|
| Factor A (Heating Rate/°C/min) | Factor B (Dwelling Temperature/°C) | Factor C (Dwelling Time/min) | Overheating Temperature (°C) | SNR Value (dB) | |
| 1 | 1 (0.25) | 1 (80) | 1 (30) | 206.49 | 46.30 |
| 2 | 1 (0.25) | 2 (90) | 2 (60) | 217.95 | 46.77 |
| 3 | 1 (0.25) | 3 (100) | 3 (90) | 222.36 | 46.94 |
| 4 | 1 (0.25) | 4 (110) | 4 (120) | 222.36 | 46.94 |
| 5 | 2 (0.5) | 1 (80) | 2 (60) | 218.45 | 46.79 |
| 6 | 2 (0.5) | 2 (90) | 1 (30) | 224.75 | 47.03 |
| 7 | 2 (0.5) | 3 (100) | 4 (120) | 244.18 | 47.75 |
| 8 | 2 (0.5) | 4 (110) | 3 (90) | 249.10 | 47.93 |
| 9 | 3 (0.75) | 1 (80) | 3 (90) | 206.47 | 46.30 |
| 10 | 3 (0.75) | 2 (90) | 4 (120) | 232.37 | 47.32 |
| 11 | 3 (0.75) | 3 (100) | 1 (30) | 239.51 | 47.59 |
| 12 | 3 (0.75) | 4 (110) | 2 (60) | 239.53 | 47.59 |
| 13 | 4 (1) | 1 (80) | 4 (120) | 202.93 | 46.15 |
| 14 | 4 (1) | 2 (90) | 3 (90) | 215.63 | 46.67 |
| 15 | 4 (1) | 3 (100) | 2 (60) | 247.21 | 47.86 |
| 16 | 4 (1) | 4 (110) | 1 (30) | 232.56 | 47.33 |
| ηm | 47.08 | ||||
| Variables | Level-1 | Level-2 | Level-3 | Level-4 | Sum of Squares | Degrees of Freedom | Mean Variance | F-Test | Contribution |
|---|---|---|---|---|---|---|---|---|---|
| Heating rate | 46.74 | 47.38 | 47.20 | 47.00 | 0.9 | 3 | 0.3 | 4.115 | 20.16% |
| Dwelling temperature | 46.38 | 46.95 | 47.54 | 47.45 | 3.383 | 3 | 1.128 | 15.464 | 75.78% |
| Dwelling time | 47.06 | 47.25 | 46.96 | 47.04 | 0.181 | 3 | 0.06 | 0.828 | 4.06% |
| Total | 4.464 | 100% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, G.; Luo, L.; Lin, T.; Zhang, B.; Wang, H.; Qu, Y.; Meng, B. Multi-Objective Optimisation of Curing Cycle of Thick Aramid Fibre/Epoxy Composite Laminates. Polymers 2021, 13, 4070. https://doi.org/10.3390/polym13234070
Zhang G, Luo L, Lin T, Zhang B, Wang H, Qu Y, Meng B. Multi-Objective Optimisation of Curing Cycle of Thick Aramid Fibre/Epoxy Composite Laminates. Polymers. 2021; 13(23):4070. https://doi.org/10.3390/polym13234070
Chicago/Turabian StyleZhang, Guowei, Ling Luo, Ting Lin, Boming Zhang, He Wang, Yuao Qu, and Bangke Meng. 2021. "Multi-Objective Optimisation of Curing Cycle of Thick Aramid Fibre/Epoxy Composite Laminates" Polymers 13, no. 23: 4070. https://doi.org/10.3390/polym13234070