1. Introduction
Each year around the world, a large amount of polyurethanes (PU) are produced with a wide range of applications. Polyurethanes are highly versatile materials and can be used for multiple purposes such as molding, foaming, packaging, elastomers, coating, insulating, sealing etc. causing demand for them to continuously increase. In 2020, it was reported that 24 million tons of polyurethanes (PU) were produced [
1], with most of it from petroleum-based feedstock [
2,
3]. Unfortunately, the instability in the cost of petroleum, and the non-renewability and the non-biodegradability of these polymers, have urged researchers to find other environmentally friendly alternatives.
In the past few years, several researchers have turned back their attention to the development of biopolyurethane from vegetable oils due to straightforward processing, biodegradability and renewability of the raw material. For example, drying oils such as linseed oil [
4] showed great performance for the production of biopolyurethane especially for paint coating applications due to effortless epoxidation. Semi-dry oils such as soy bean [
5] and sunflower [
3] was shown to produce polyurethane with similar characteristics to petroleum-based rigid PU and non-drying oils such as cottonseed oil [
6], castor oil [
7] and refined palm oil [
8] have been used for the development of foams and elastomers by different polymerization methods with the inclusion of additives. Unfortunately, the high cost of vegetable oils (especially from dry and semi-dry oils) and the competition with edible purposes limit their full implementation.
Despite this, other sources of vegetable oils with less competition for food supply can be explored as raw materials for the development of bio-polymers. In Malaysia, the extraction of crude palm oil (CPO) from
Elaeis guineensis produces massive amounts of by-products in the form of palm pressed fiber, empty fruit bunch (EFB), palm oil mill effluent (POME), etc. which are disposed of with a high amount of oil still within. As an example, 1.13 tons of EFB was produced per 1 ton of crude palm oil (CPO) in 2012 [
9] with 3–12% of CPO remaining on the OPEFB [
10]. The residual palm oil (RPO) showed similar fatty acid composition to CPO but with lower oil quality due to the formation of degradation products such as free fatty acids (FFA), peroxides, etc. [
11]. Therefore, with an annual production of some 19.14 million tons of crude palm oil in 2020 [
12], the EFB itself can yield about 2.5 million tons of residual oil if fully recovered. Since this residual oil is not fit for consumption due to the degradation products, its utilization to other non-food products such as bio-polyurethane has potential economic and environmental benefits.
Nevertheless, the low degree of unsaturation in RPO impede the direct usage of this material for the development of polymers. To achieve a good degree of polymerization, the vegetable oil requires a high degree of unsaturation which is measured by the iodine absorption per 100 g of oil, and this value is named iodine value (IV). The functionality and the degree of unsaturation of the resulting polyol are linked and showed to have a significant effect on the mechanical properties and stability of the resulting polymer [
2]. Polyols with low functionality and high molecular weight such as from palm oil (functionality of 1.7) produce soft and more fragile polymers due to relatively lesser crosslinking in the polymeric matrix [
13]. This limits it uses and hampers its full implementation. Several studies have been undertaken on converting palm oil to polyol and polyurethane using technique such as epoxidation [
14,
15], transesterification [
16] and polycondensation [
17]. However, in all these studies the final polyurethane is a mixture between petrochemical polyol and palm oil polyol which is required in order to achieve the desired strength and thermal properties. This will ultimately affect the biodegradation properties of the final polymer. Tanaka et al. [
18] produced rigid polyurethanes from palm oil by glycerolysis followed by hydrolysis. They converted the triglycerides (TG) in the crude palm oil into mono-glycerides using glycerol and alcohol at high temperature. This process showed to significantly increase the functionality of the polyol by adding two hydroxyl groups instead of the untreated CPO with functionality only in the fatty acid chains in the first/second or first/third position of the TG. The final polyurethane is produced by reacting the hydroxylated oil with polyethylene glycol (PEG) or diethylene glycol (DEG) and polyisocyanate (MDI). Hence, the addition of a significant amount of petrochemical compound (PEG/DEG) is needed to produce polyurethane with acceptable mechanical properties.
Cardeño et al. [
13] compared the thermal stability of alkyd resins produced from refined, bleached and deodorized soy bean oil (RBD-SBO) and mixtures of RBD-SBO-recovered frying oils, palm oil and castor oil. Their research showed that the highest thermal stability was from the mixture RBD-SBO/castor oil (70/30) followed by RBD-SBO/frying oil and RBD-SBO/palm oil. Therefore, palm oil with a low a degree of unsaturation can be blended with oils of a very high degree of unsaturation, ideally from non-food sources, to increase the functionality of the oil mix. jatropha oil and algae oil are suitable candidates for such purpose.
Jatropha oil is a non-edible, highly unsaturated oil mainly from C18:1 and C18:2 fatty acids and has been utilized for the development of biopolymers. Moreover, the oil from
Jatropha curcas has been used for the production of polymeric adhesives not only because of the high unsaturation but also because of the high content of gums that can enhance adhesive properties [
19]. Algae oil is another less explored renewable source that has shown potential to be used for the development of PU [
20]. With the increasing usage of microalgae technology for the capture and reduction of CO
2 emission, a huge amount of non-edible algae waste can be utilized for the production of biopolymers [
21]. Algae oil contains a high degree of unsaturation (60–80% unsaturated fatty acids) basically from palmitoleic fatty acids (~37%, C16:1), oleic acid (~11.2%, C18:1) and linoleic acid (~40%, C18:2) [
22]. Also, algae oil contains long polyunsaturated carbon chains (C22:3, C25:3) that add variation to the length of elastically active network chains and dangling chains in the polymer network to produce polyurethanes foams with similar thermal properties to foams from commercial petroleum polyols [
23]. Roesle et al. [
24] showed that oil from the diatom
Phaeodactylum tricornutum has diglyceride structure with phosphate end-groups which can significantly enhance the thermal characteristics of the final biopolymer. However, the composition of algae oil vastly differs between species and growth condition. This variation can greatly affect the final mechanical and thermal properties of the polyurethane.
Therefore, our research focuses on the development of biodegradable polyurethanes from residual palm oil (RPO) with two highly unsaturated vegetable oils such as algae oil (AO) from Chlorella vulgaris and jatropha oil (JO) from Jatropha curcas as additive to produce polyurethanes. To the best of our knowledge, there is very limited study in the literature that explore the development of PU from recovered oil from palm oil waste such as empty fruit bunch and POME sludge. Residual palm oil has a different fatty acid composition, mono and diglyceride and free fatty acid contents from refined palm oil which may result in different macromolecular configuration after polymerization. Hence, this study aims to develop PU from RPO and compared that to the PU of RPO mixed with JO and AO. Since both JO and AO are highly unsaturated oils with a similar degree of unsaturation but with different composition and fatty acid structure, its effect on the thermal characteristic of the resulting polyurethane is evaluated.
2. Materials and Methods
2.1. Materials
RPO was recovered from palm oil mill effluent (POME) collected from the last sludge pit at Felda Sungai Tengi Palm Oil Mill located in Perak, Malaysia. AO was manually extracted from the dry algae powder of the species Chlorella vulgaris purchased from Purebulk (Los Angeles, California, CA, USA). JO was provided by Biofuel Bionas Sdn Bhd, Kuala Lumpur, Malaysia. Formic acid 98% was supplied by Friendemann Schimdt chemicals (Kuala Lumpur, Malaysia). Hydrogen peroxide 50% was purchased from R&M Chemicals (Selangor, Malaysia). Other chemical such as methanol reagent, hydrogen bromide, chlorobenzene, acetone, potassium hydrogen phthalate, phthalic anhydride, pyridine, sodium hydroxide and potassium hydroxide were reagent grade chemicals, locally purchased and used as received.
2.2. Oil Recovery
RPO was recovered from POME by removing water and suspended solids using a centrifuge at 7000 rpm (Centrifuge 5804, Enfield, CT, USA). The purified RPO was carefully collected from the upper layer using a pipette and was kept in the fridge at 5 °C for further usage. Dry algae powder was mixed with hexane (1:2) and homogenized using a homogenizer (Ultra turrax T25, IKA, Guangzhou, China) at 11,000 rpm for 10 min. After this, the mix was cooled down in an ice bath and was submitted to sonication for 10 min using a sonicator (Fisher Scientific, Waltham, MA, USA). The mixture of AO and hexane was separated from the solids by centrifugation at 7000 rpm for 10 min and the AO was recovered using a rotary evaporator (IKA RV10 Digital V, Guangzhou, China) at 50 °C and 150 mm of H2O. Finally, the process was repeated three more times to recover most of the AO.
2.3. Epoxidation of the Oils
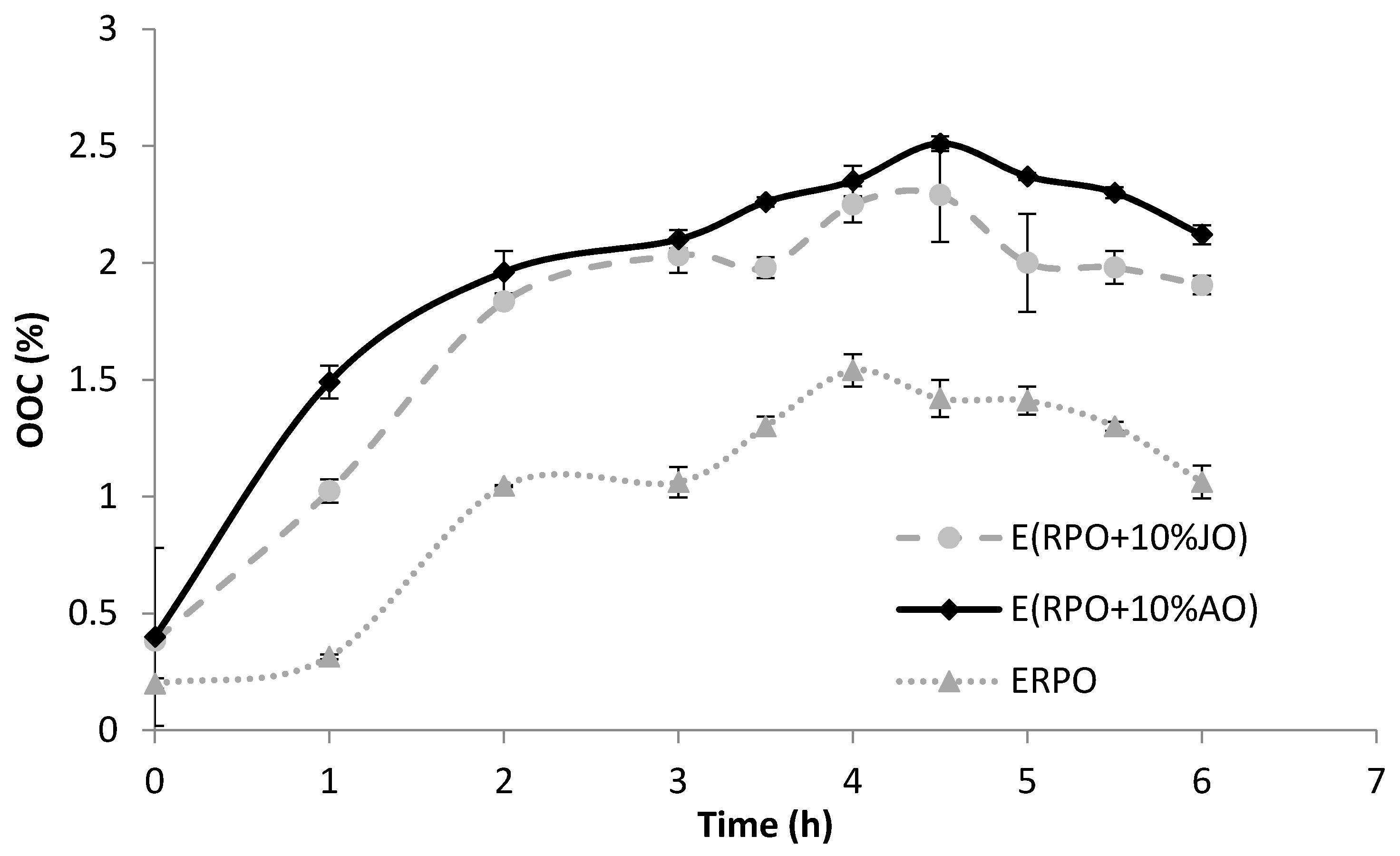
Epoxidized oils were prepared from pure RPO, 90 wt% RPO and 10 wt% JO and 90 wt% RPO and 10 wt% AO by in-situ epoxidation with peroxyformic acid and sulphuric acid in a molar ratio of 0.2:0.8:2.0:0.1 (double bound: organic acid: hydrogen peroxide: catalyst) according to Dinda et al. [
6]. The calculated amount of organic acid was added to 20 g of oil with specific amount of catalyst and the mixture was kept at a constant temperature of 40 °C with continuous stirring. The corresponding quantity of hydrogen peroxide was added drop wise to the mixture in order to prevent high temperature increase due to the exothermic reaction. Once the addition of hydrogen peroxide was completed, the temperature was increased to 65 °C and the reaction was carried out for 6 h. During this time, the formation of epoxy rings was monitored and recorded by measuring the OOC%. The final epoxidized oil was cooled down at room temperature and was washed using petroleum ether and distilled water. The solvent was removed from the epoxidized oil using a rotary evaporator at 50 °C and 180 mm of H
2O.
2.4. Hydroxylation of the Mixture
The hydroxylation was carried out by ring opening of the epoxidized oils in the presence of methanol, water and catalyst according to Hazmi et al. [
25]. Approximately 10–20 g of epoxidized vegetable oil was placed into a 100 mL three-neck flask equipped with a magnetic stirrer, a thermometer and a reflux condenser. The mixture was heated to 65 °C with constant stirring and was left to react for 2 h. After this, the mixture was transferred into a 250 mL separation funnel and was carefully washed with petroleum ether and distilled water in order to remove unreacted catalyst. Finally, the excess of water, alcohol and solvent were removed by the rotary evaporator for approximately 3–4 h. The resulting hydroxyl value and acid value of the polyols were measured and the polyols were also analyzed using FTIR and NMR.
2.5. Preparation of Vegetable Oil Polyurethanes
MDI (4,4′-methylene diphenyl diisocyanate) was used to prepare polyurethane for different polyols by one shot method. The molar ratio of OH group to isocyanate (NCO) was established at 1:1.6 according to the following equation:
where,
Wpolyol is the weight of the polyol,
EWpolyol is the equivalent weight of the polyol,
WPU the weight of the produced polyurethane and
EWIsocyanate is the equivalent weight of the isocyanate which is 125 g/mol as supplied. The equivalent weight of the polyol was calculated as:
The calculated amount of polyol was manually mixed at room temperature with MDI and molded into glass Petri dishes, no catalyst or other chemical was used. Afterwards, the mixture of polyol/isocyanate was left to be moisture-cured overnight in a vacuum desiccator. Finally, the polyurethane was removed and kept in a desiccator container for further analysis. This procedure was applied for all polyols (RPO, RPO + 10%JO and RPO + 10%AO).
2.6. Analytical Procedures
The oxirane oxygen content was measured throughout the reaction time according to AOCS official method Cd 9-57, using potassium hydrogen phthalate instead of potassium acid phthalate. Hydroxyl value (OHv) was carried out following ASTM D 4274 99 method C-reflux phthalation and titrated with NaOH solution until reaching a persisting light pink end point. The acid measurement of the vegetable polyols was determined by the MPOB method p2.5: 2004 [
26] with potassium hydroxide. Finally, phospholipids from the oils (RPO, AO, CPO) and RPO(AO) polyol were recovered according to Goh et al. [
27] using methanol and purified with acid-treated fluorisin. The quantification of phospholipids was conducted using a spectrophotometer at 820 nm according to Vaskovsky et al. [
28] with modified Zinzadze’s reagent.
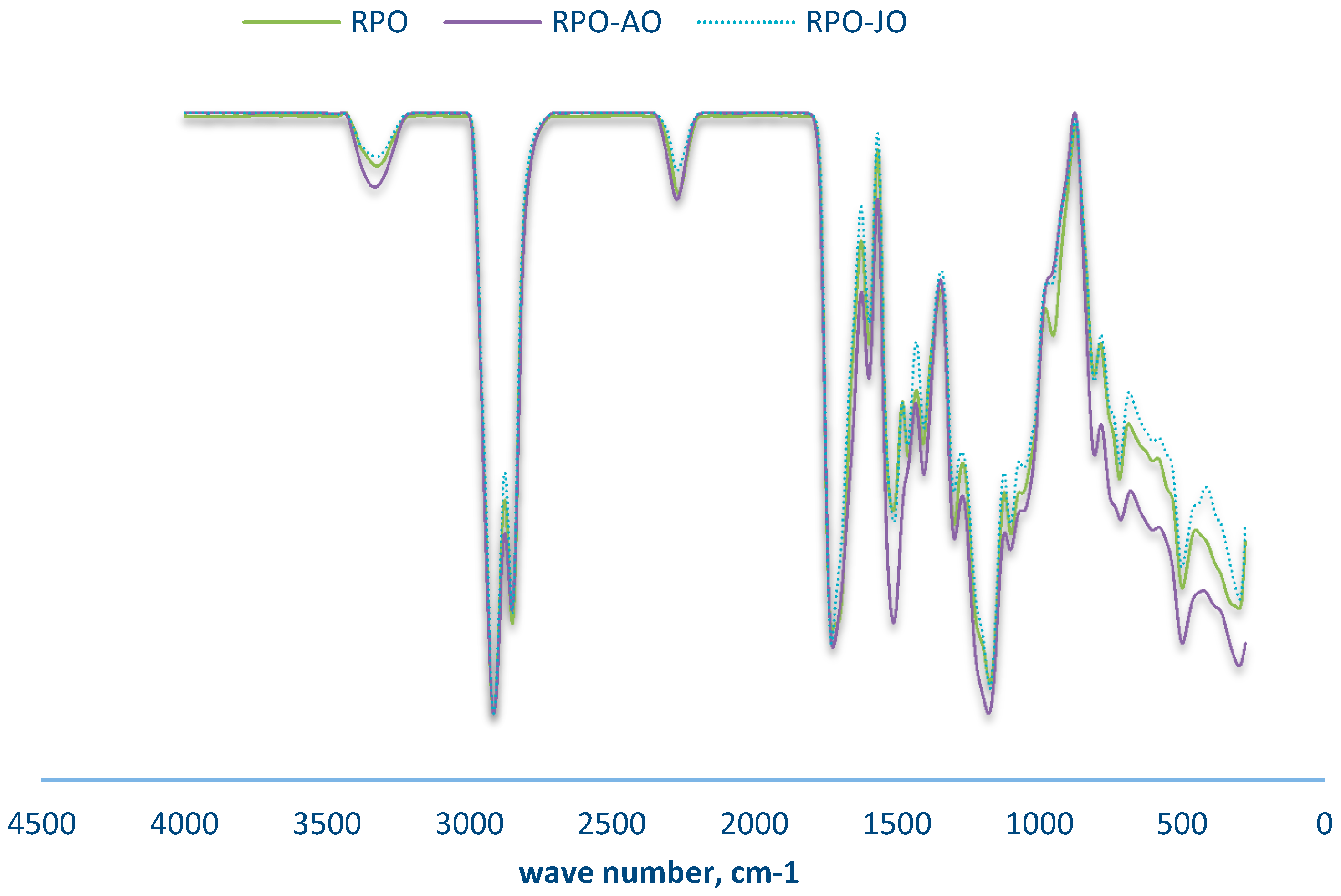
2.7. Spectroscopy Analysis
The FTIR spectra was carried out using the Perkin-Elmer-spectrum with KBr plate attachment and the analysis was conducted from 4000–500 cm−1. 1H NMR was performed using an NMR spectrometer (Perkin-Elmer, LA, CA, USA) and the results were recorded at 400 MHz using JEOL Delta.
2.8. Gas Chromatography
Three oil samples from RPO, AO and JO were converted into the corresponding methyl esters according to the Ce 2-66 method [
29], the preparation of methyl esters of fatty acids, using boron trifluoride. Then, the fatty acid composition was analyzed according to the Ce 1-62 method [
30], fatty acid composition by gas chromatography, and the identification of fatty acids was undertaken using two standards from algae oil poly unsaturated fatty acid methyl ester (PUFAs) (Supelco, PA, USA) and algae oil fatty acid methyl esters (FAMEs) (Restek, PA, USA). The gas chromatography was carried out using GC-FID (Shimadzu, 2010-FID, Tokyo, Japan) and column BP-20 (SGE, Fisher Scientific, Waltham, MA, USA) with nitrogen as the carrier gas.
2.9. Morphological Analysis
The morphological analysis of the surface of different polyurethanes produced was conducted by scanning electron microscopy (SEM) (d4300, Hitachi, Tokyo, Japan) at 100 and 500 μm magnification.
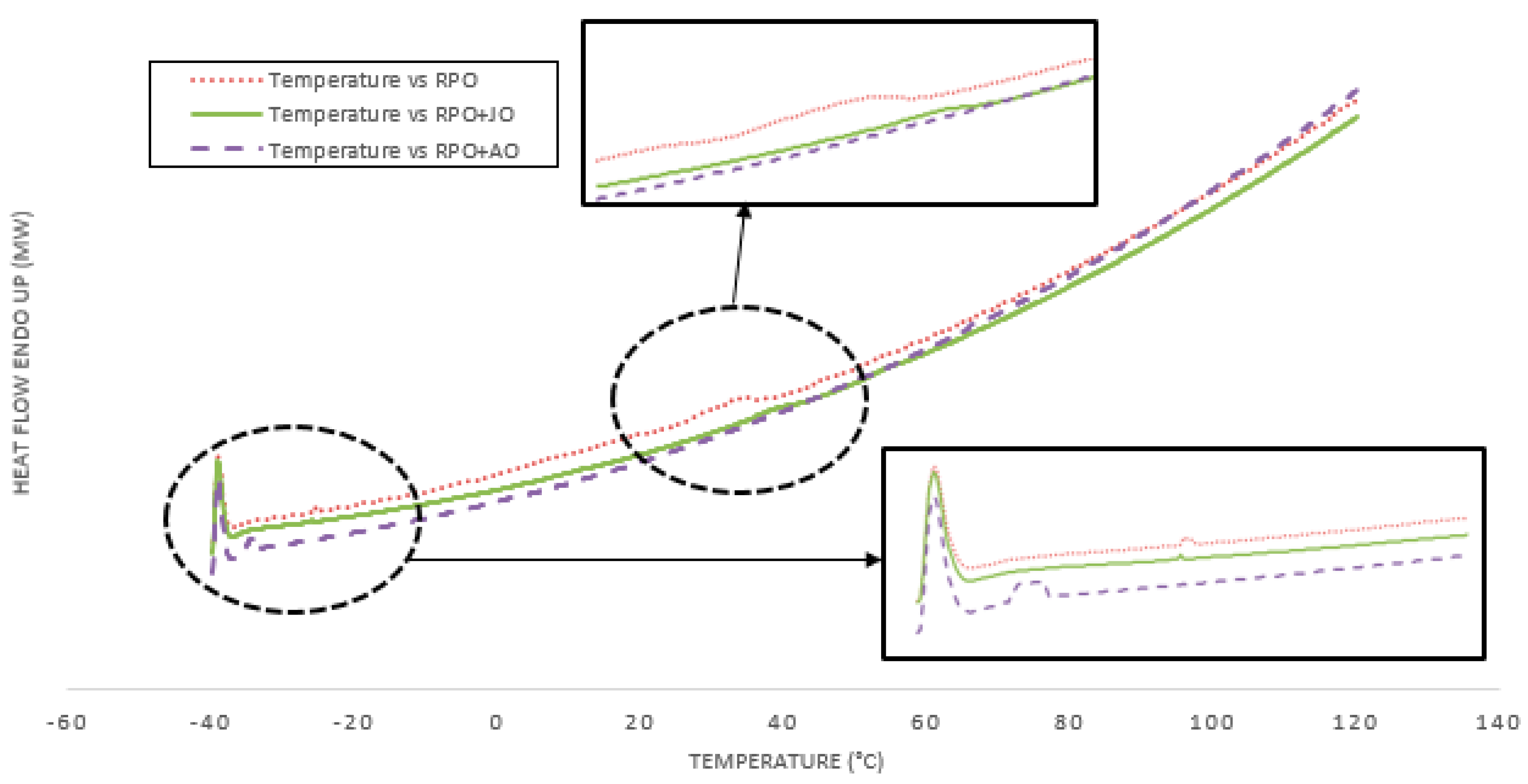
2.10. Thermal Analysis of Polyurethanes
The thermal degradation of the polyurethane was verified using TGA Perkin Elmer Pyris TGA thermal analyser. Approximately, 10 mg of sample was placed into 70 μL sample holder and heated from 30 °C up to 800 °C at a heating rate of 10 °C/min under nitrogen gas flow rate (20 mL/min). DSC was undertaken using Perkin Elmer Pyris DSC thermal analyser according to ASTM E3418-03 as follows: heated from 25 °C to 120 °C at a heating rate of 10 °C/min, cooled to −40 °C at 5 °C/min, and heated again up to 120 °C at 10 C/min under nitrogen N2. Dynamic mechanical analysis (DMA) was carried out on DMA Q800 V20.24 with liquid nitrogen. DMA analysis was conducted according to ASTM D5062-01 standard practice. The sample of 10 × 30 × 1 mm3 was initially cooled to 100 °C and ramped to 140 °C at a rate of 5 °C/min and 1 Hz.


 ,
, 











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}