
Experimental and Analytical Investigations on Tribological Properties of PTFE/AP Composites


Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Determination of Tribological Properties
3. Results
3.1. Mechanical Properties and Physical Properties
3.2. Friction and Wear
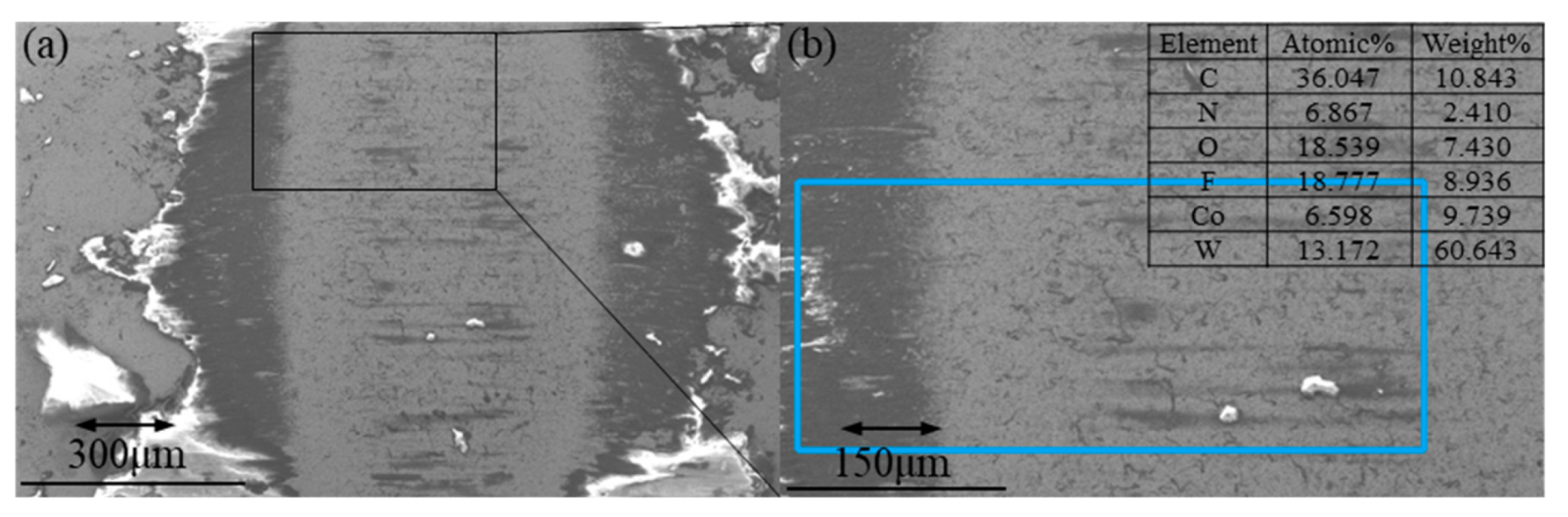
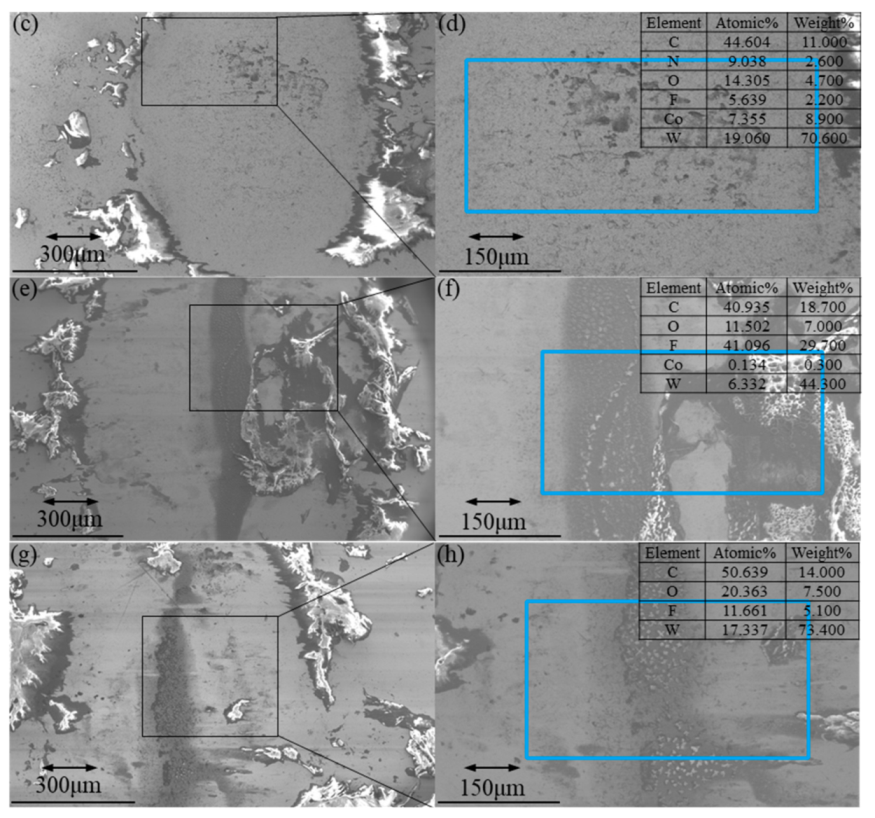
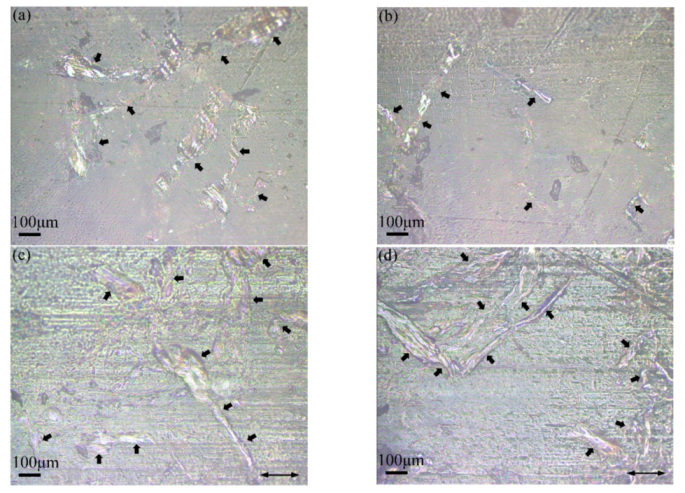
3.3. Wear Morphology
3.4. Wear Mechanism
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Trabelsi, M.; Kharrat, M.; Dammak, M. Impact of lubrication on the tribological behavior of PTFE composites for guide rings application. Bull. Mater. Sci. 2016, 39, 1205–1211. [Google Scholar] [CrossRef] [Green Version]
- Conte, M.; Igartua, A. Study of PTFE composites tribological behavior. Wear 2012, 296, 568–574. [Google Scholar] [CrossRef]
- Wang, Y.; Gong, J.; Yang, D.; Gao, G.; Ren, J.; Mu, B.; Chen, S.; Wang, H. Tribological behavior of nano-Al2O3-reinforced PPS-PTFE composites. Tribol. Trans. 2014, 57, 173–181. [Google Scholar] [CrossRef]
- Chen, B.; Wang, J.; Yan, F. Boston ivy-like clinging of dendritic polytetrafluoroethylene nano-ribbons to the surface of carbon fiber. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1028–1031. [Google Scholar] [CrossRef]
- Shangguan, Q.; Cheng, X. On the friction and wear behavior of PTFE composite filled with rare earths treated carbon fibers under oil-lubricated condition. Wear 2006, 260, 1243–1247. [Google Scholar] [CrossRef]
- Li, Z.; Liu, J.; Yuan, Y.; Li, E.; Wang, F. Effects of surface fluoride-functionalizing of glass fiber on the properties of PTFE/glass fiber microwave composites. RSC Adv. 2017, 7, 22810–22817. [Google Scholar] [CrossRef] [Green Version]
- Unal, H.; Mimaroglu, A. Comparison of tribological performance of PEEK, UHMWPE, glass fiber reinforced PTFE and PTFE reinforced PEI composite materials under dry and lubricated conditions. J. Polym. Eng. 2012, 32, 349–354. [Google Scholar] [CrossRef]
- Zhang, Y.; Kou, K.; Zhang, S.; Wu, G. Effect of fiber diameter on thermal properties of short-glass-fiber-reinforced PTFE-based composites. J. Mater. Sci. Mater. Electron. 2020, 31, 10715–10723. [Google Scholar] [CrossRef]
- Li, Z.; Rong, R.; Li, Y.; Li, J. Effect of fiber length on mechanical properties of short carbon fiber reinforced PTFE composites. Adv. Mater. Res. 2011, 311, 193–196. [Google Scholar] [CrossRef]
- Bandaru, A.K.; Kadiyala, A.K.; Weaver, P.M.; O’Higgins, R.M. Mechanical and abrasive wear response of PTFE coated glass fabric composites. Wear 2020, 450, 203267. [Google Scholar] [CrossRef]
- Shi, Y.; Feng, X.; Wang, H.; Lu, X. Tribological properties of PTFE composites filled with surfacetreated carbon fiber. J. Mater. Sci. 2007, 42, 8465–8469. [Google Scholar] [CrossRef]
- Zhu, J.; Ma, F.; Zhu, H. Single-electrode, nylon-fiber-enhanced polytetrafluoroethylene electret film with hollow cylinder structure for mechanical energy harvesting. Energy Technol. 2018, 6, 1112–1118. [Google Scholar] [CrossRef]
- Wang, J.; Chen, B.; Liu, N. Combined effects of fiber/matrix interface and water absorption on the tribological behaviors of water-lubricated polytetrafluoroethylene-based composites reinforced with carbon and basalt fibers. Compos. Part A Appl. Sci. Manuf. 2014, 59, 85–92. [Google Scholar] [CrossRef]
- He, R.; Niu, F.; Chang, Q. Effect of surface treatment of UHMWPE fiber on mechanical and impact fracture behavior of PTFE/POM composites. Surf. Interface Anal. 2017, 49, 712–716. [Google Scholar] [CrossRef]
- Li, J.; Ran, Y. Evaluation of the friction and wear properties of PTFE composites filled with glass and carbon fiber. Materialwiss. Werkst. 2010, 41, 115–118. [Google Scholar] [CrossRef]
- Singh, J.S.K.; Ching, Y.C.; Liu, D.S.; Ching, K.Y.; Razali, S.; Gan, S.N. Effects of PTFE micro-particles on the fiber-matrix interface of polyoxymethylene/glass fiber/polytetrafluoroethylene composites. Materials 2018, 11, 2164. [Google Scholar] [CrossRef] [Green Version]
- Li, J. The effect of carbon fiber content on the mechanical and tribological properties of carbon fiber-reinforced PTFE composites. Polym.-Plast. Technol. Eng. 2010, 49, 332–336. [Google Scholar] [CrossRef]
- He, R.; Zhang, S. The friction and wear properties of divinylbenzene-grafted UHMWPE fiber-filled serpentine/PTFE composite. Compos. Interface 2012, 19, 377–383. [Google Scholar] [CrossRef]
- Gürgen, S.; Celik, O.N.; Kuşhan, M.C. Tribological behavior of UHMWPE matrix composites reinforced with PTFE particles and aramid fibers. Compos. Part B Eng. 2019, 173, 106949. [Google Scholar] [CrossRef]
- Liu, Y.; Xu, N.; Wang, Y. Preparation and tribological properties of hybrid PTFE/Kevlar fabric self-lubricating composites. Surf. Coat. Technol. 2019, 361, 196–205. [Google Scholar] [CrossRef]
- Kao, T.-H.; Chen, J.-K.; Cheng, C.-C.; Su, C.-I.; Chang, F.-C. Low-surface-free-energy polybenzoxazine/polyacrylonitrile fibers for biononfouling membrane. Polymer 2013, 54, 258–268. [Google Scholar] [CrossRef]
- Prasithphol, W.; Young, R.J. Interfacial micromechanics of technora fibre/epoxy composites. J. Mater. Sci. 2005, 40, 5381–5386. [Google Scholar] [CrossRef]
- Lin, L.; Shen, Y.; Zhang, Q. Analysis of environmental impact on mechanical properties of aramid filaments. J. Ind. Text. 2012, 42, 489–500. [Google Scholar] [CrossRef]
- Yang, B.; Lu, Z.; Zhang, M. A ductile and highly fibrillating PPTA-pulp and its reinforcement and filling effects of PPTA-pulp on properties of paper-based materials. J. Appl. Polym. Sci. 2016, 133, 43209. [Google Scholar] [CrossRef]
- Lai, S.-Q.; Li, T.-S.; Liu, X.-J. The tribological properties of PTFE filled with thermally treated nano-attapulgite. Tribol. Int. 2006, 39, 541–547. [Google Scholar] [CrossRef]
- Ye, S.; Zeng, X. Tribological properties of PTFE and PTFE composites at different temperatures. Tribol. Trans. 2014, 57, 382–386. [Google Scholar] [CrossRef]
- Jafari, F.; Razzaghi-Kashani, M.; Hosseini, S.M.; Pourhossaini, M.R. Effects of modified poly(tetrafluoroethylene) on the physico-mechanical and tribological properties of carbon-black filled nitrile-butadiene rubber. J. Appl. Polym. Sci. 2020, 138, e50061. [Google Scholar] [CrossRef]
- Huang, C.Y.; Tseng, C.I. The effect of interface modification between POM and PTFE on the properties of POM/PTFE composites. J. Appl. Polym. Sci. 2000, 78, 800–807. [Google Scholar] [CrossRef]
- Naito, K. Tensile properties and weibull modulus of some high-performance polymeric fibers. J. Appl. Polym. Sci. 2013, 128, 1185–1192. [Google Scholar] [CrossRef]
- Liu, P.; Lu, R.; Huang, T.; Cong, P.; Jiang, S.; Li, T. Tensile and tribological properties of polytetrafluroethylene homocomposites. Wear 2012, 289, 65–72. [Google Scholar] [CrossRef]
- Xian, G.; Walter, R.; Haupert, F. Friction and wear of epoxy/TiO2 nanocomposites: Influence of additional short carbon fibers, aramid and PTFE particles. Compos. Sci. Technol. 2006, 66, 3199–3209. [Google Scholar] [CrossRef]
- Guo, F.; Zhang, Z.Z.; Zhang, H.J.; Wang, K.; Jiang, W. Tribological behavior of spun Kevlar fabric composites filled with fluorinated compounds. Tribol. Int. 2010, 43, 1466. [Google Scholar] [CrossRef]
- Zhang, F.; Zhang, J.; Zhu, Y.; Wang, X.; Jin, Y. Microstructure and properties of polytetrafluoroethylene composites modified by carbon materials and aramid fibers. Coatings 2020, 10, 1103. [Google Scholar] [CrossRef]
- Wang, H.; Feng, X.; Shi, Y.; Lu, X. Effects of fibrous fillers on friction and wear properties of polytetrafluoroethylene composites under dry or wet conditions. China Particuology 2007, 5, 414–419. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test Number | Load (N) | Frequency (Hz) | Amplitude (mm) |
|---|---|---|---|
| 1# | 10 | 1 | 8 |
| 2# | 10 | 4 | 8 |
| 3# | 5 | 1 | 8 |
| 4# | 5 | 4 | 8 |
| 5# | 2 | 1 | 8 |
| 6# | 2 | 4 | 8 |
| 7# | 10 | 1 | 2 |
| 8# | 10 | 4 | 2 |
| 9# | 5 | 1 | 2 |
| 10# | 5 | 4 | 2 |
| 11# | 2 | 1 | 2 |
| 12# | 2 | 4 | 2 |
| Tensile Strength (Mpa) | COF | Wear Rate (10−14 m3/N·m) | |
|---|---|---|---|
| PTFE + 20%glass fiber [7] | 19.3 | 0.19 | 1.1 |
| PTFE + 20% Carbon fibers (D = 7 μm) [13] | 18.99 | 0.418 | 0.021 |
| PTFE + 20% Basalt fibers (D = 9 μm) [13] | 15.68 | 0.211 | 0.124 |
| PTFE + 20% Serpentine + 10% UHMWPE fibers [18] | 0.316 | 0.12 | |
| PTFE + 3% Aramid fibers (D = 12 μm) [19] | 0.703 | 0.82 | |
| PTFE + 2% Carbon fibers (D = 7 μm) [33] | 18.74 | 0.174 | 60.4 |
| PTFE + 2% Carbon fibers (D= 200 nm) [33] | 21.87 | 0.151 | 58.2 |
| PTFE + 2% Multiwalled carbon nanotube [33] | 11.19 | 0.159 | 18.3 |
| PTFE + 15% Potassium titanate whiskers [34] | 23.7 | 0.15 | 0.12 |
| PTFE + 15% Carbon fibers (D = 9 μm) [34] | 20.18 | 0.121 | 0.23 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, H.; Sun, A.; Qi, X.; Dong, Y.; Fan, B. Experimental and Analytical Investigations on Tribological Properties of PTFE/AP Composites. Polymers 2021, 13, 4295. https://doi.org/10.3390/polym13244295
Wang H, Sun A, Qi X, Dong Y, Fan B. Experimental and Analytical Investigations on Tribological Properties of PTFE/AP Composites. Polymers. 2021; 13(24):4295. https://doi.org/10.3390/polym13244295
Chicago/Turabian StyleWang, Hai, Annan Sun, Xiaowen Qi, Yu Dong, and Bingli Fan. 2021. "Experimental and Analytical Investigations on Tribological Properties of PTFE/AP Composites" Polymers 13, no. 24: 4295. https://doi.org/10.3390/polym13244295