
Non-Isothermal Free-Surface Viscous Flow of Polymer Melts in Pipe Extrusion Using an Open-Source Interface Tracking Finite Volume Method




Abstract
:1. Introduction
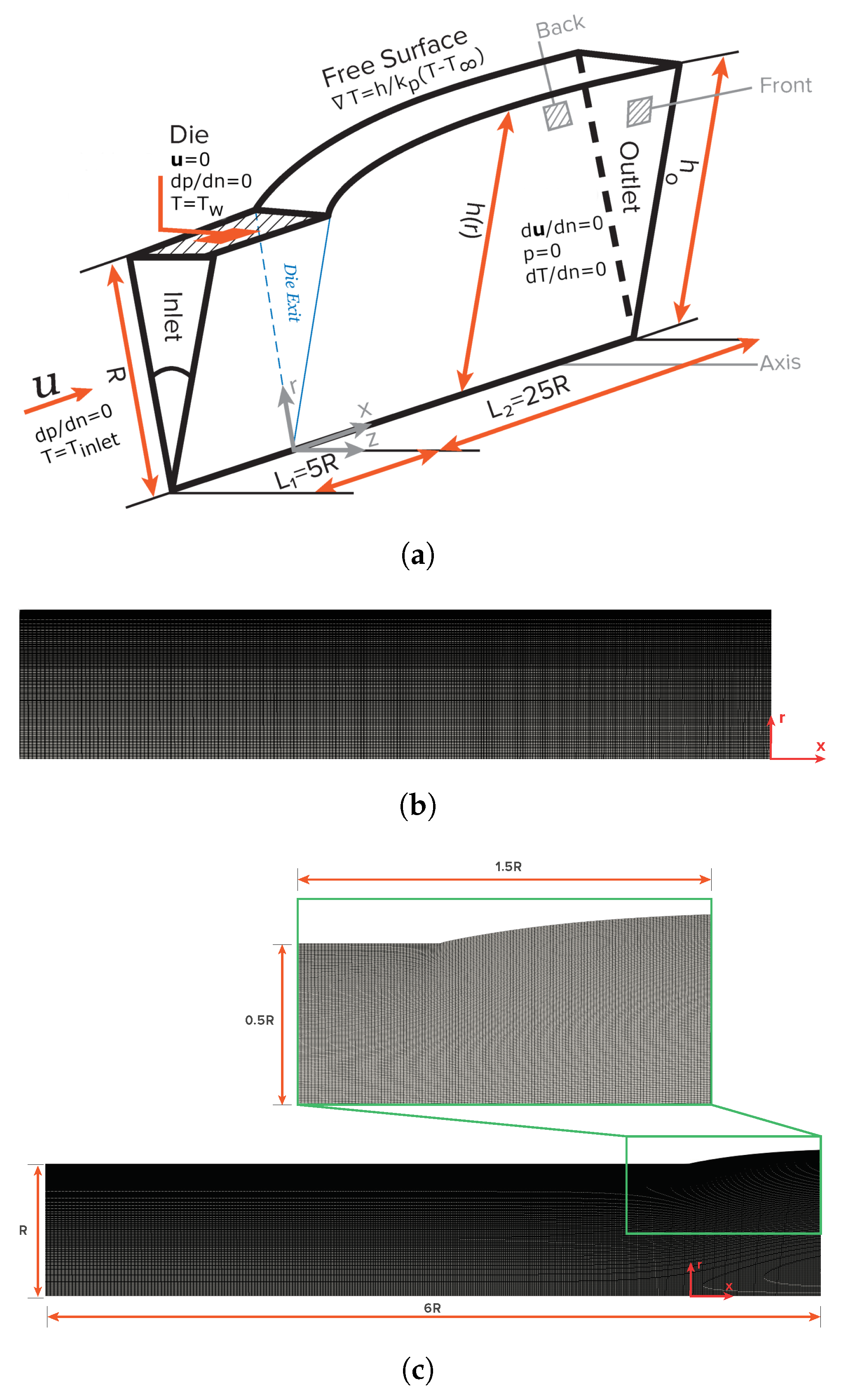
2. Problem Description
2.1. Balance Equations
2.2. Constitutive Equation
2.3. Temperature Dependency of the Apparent Viscosity
2.4. Boundary and Initial Conditions
2.5. Arbitrary Lagrange–Eulerian Formulation
3. Numerical Method
- Set initial guess of the solution at time t for pressure, velocity, temperature and mass flow rate fields , , , and , respectively.
- Define displacement directions for the interfacial mesh points and the control points.
- In order to compensate the net mass flux through the interface, calculate displacement of the interface mesh points (the least-squares volume-point interpolation scheme was employed [36]).
- Displacement of the interface mesh points is used as a boundary condition for the solution of the mesh motion problem. After mesh movement, the new face volume fluxes are calculated.
- Update pressure and velocity boundary conditions at the interface.
- Assemble and solve implicitly the momentum equation given by Equation (18) to obtain a new velocity field .
- Compute the mass flow rate at the cell faces using the Rhie–Chow interpolation technique [37].
- Using the new mass flow rates computed in Step 7, assemble the pressure correction equation (Equation (17)) and solve it to obtain a pressure correction field .
- Update the pressure and velocity fields at the cell centroids, and , respectively, and correct the mass flow rate at the cell faces , to obtain continuity-satisfying fields , and . The consistent version of the SIMPLE (Semi Implicit Method for Pressure Linked Equations) algorithm is used here by assuming that the velocity correction at point P is the weighted average of the corrections at the neighboring grid points [32,33,34], resulting in a better estimating for the velocity corrections, and consequently, a higher rate of convergence is obtained [15].
- Using the latest available velocity and pressure fields, and , respectively, assemble and solve explicitly the momentum equation to obtain a new velocity field .
- Update the mass flow rate at the cell faces using the Rhie–Chow interpolation technique [37].
- Using the new mass flow rates computed in Step 11, assemble the pressure correction equation and solve it to obtain a pressure correction field .
- Update the pressure and velocity fields at the cell centroids, and , respectively, and correct the mass flow rate at the cell faces , to obtain , and .
- Go to Step 10 and repeat for a given number of corrector steps ( in this work).
- Set the initial guess for pressure, velocity, temperature and mass flow rate as , , and , respectively.
- Repeat from Step 3 for a given number of times ( in this work).
- Set the converged solution at time and advance to the next time step.
- Return to Step 1 and repeat until the last time step is reached.
4. Results and Discussion
4.1. Problem Domain and Meshes
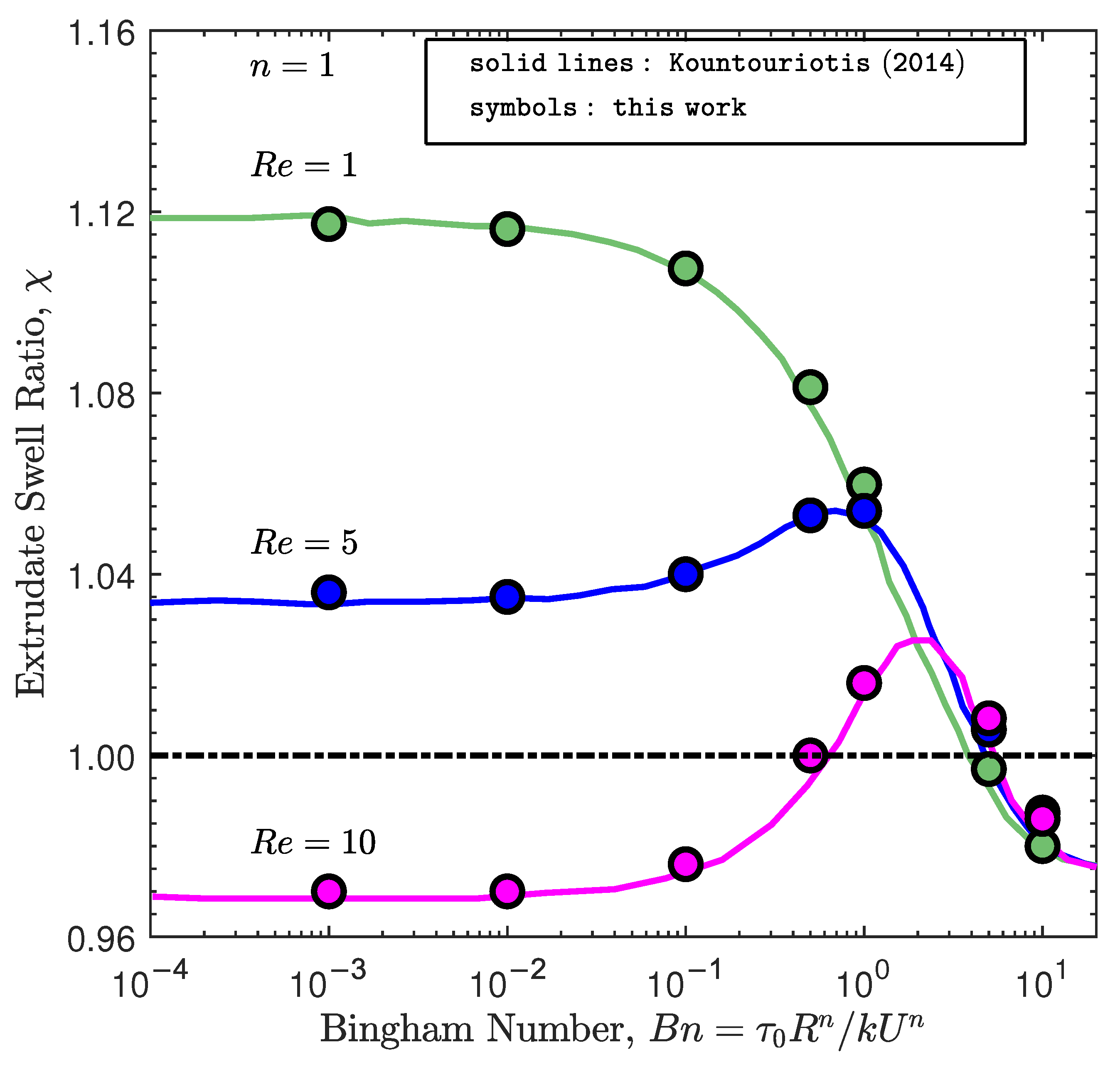
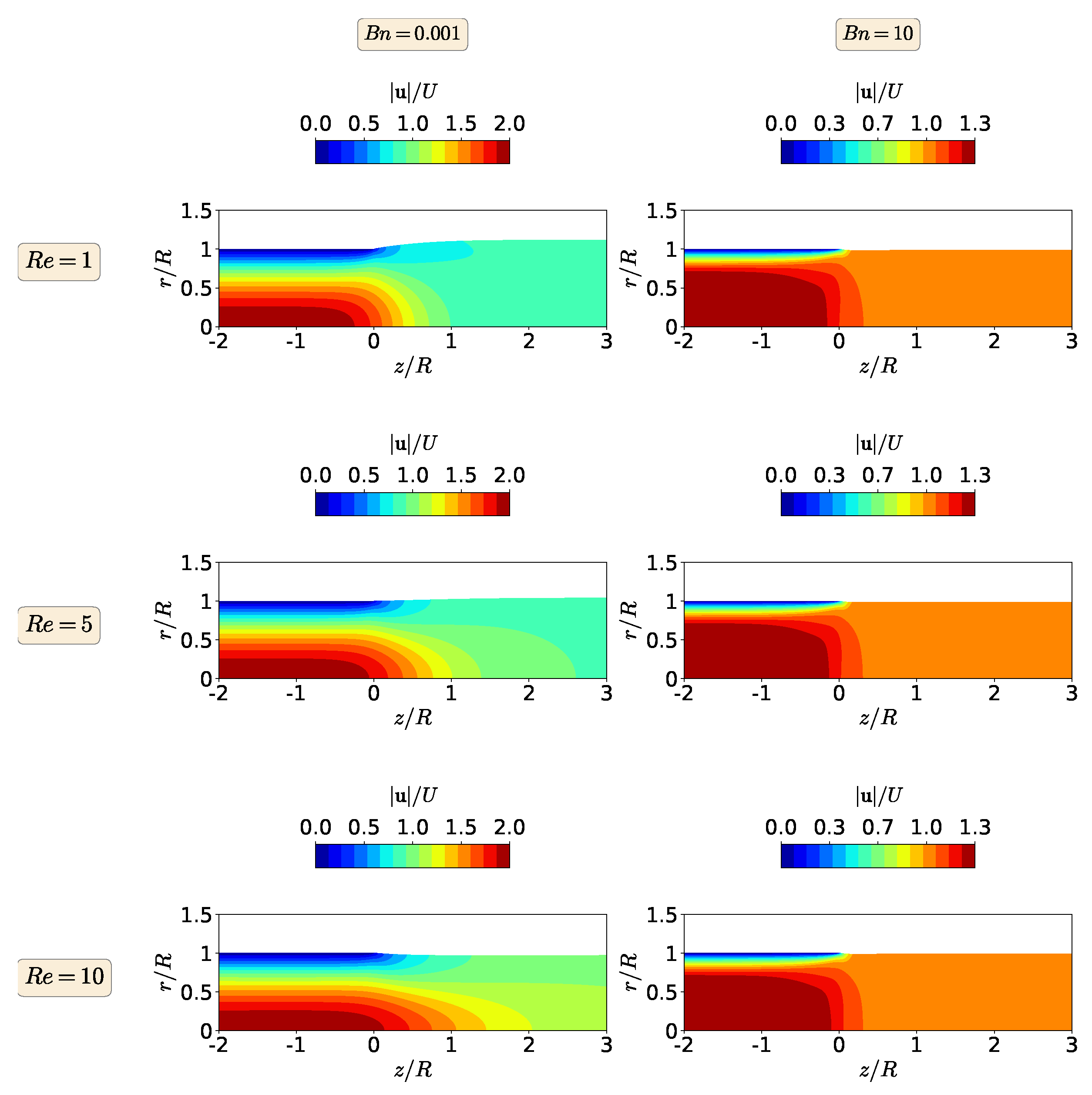
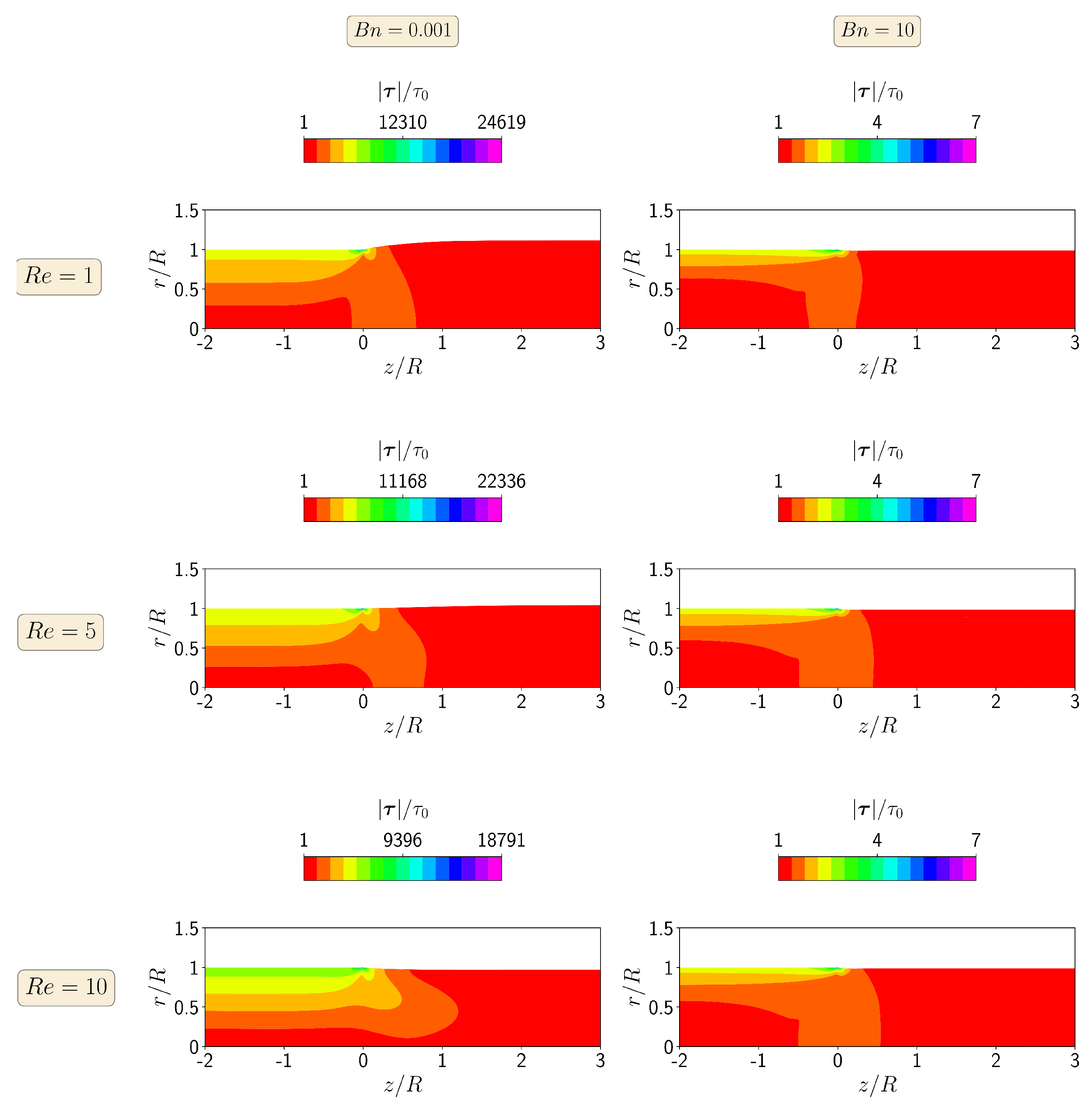
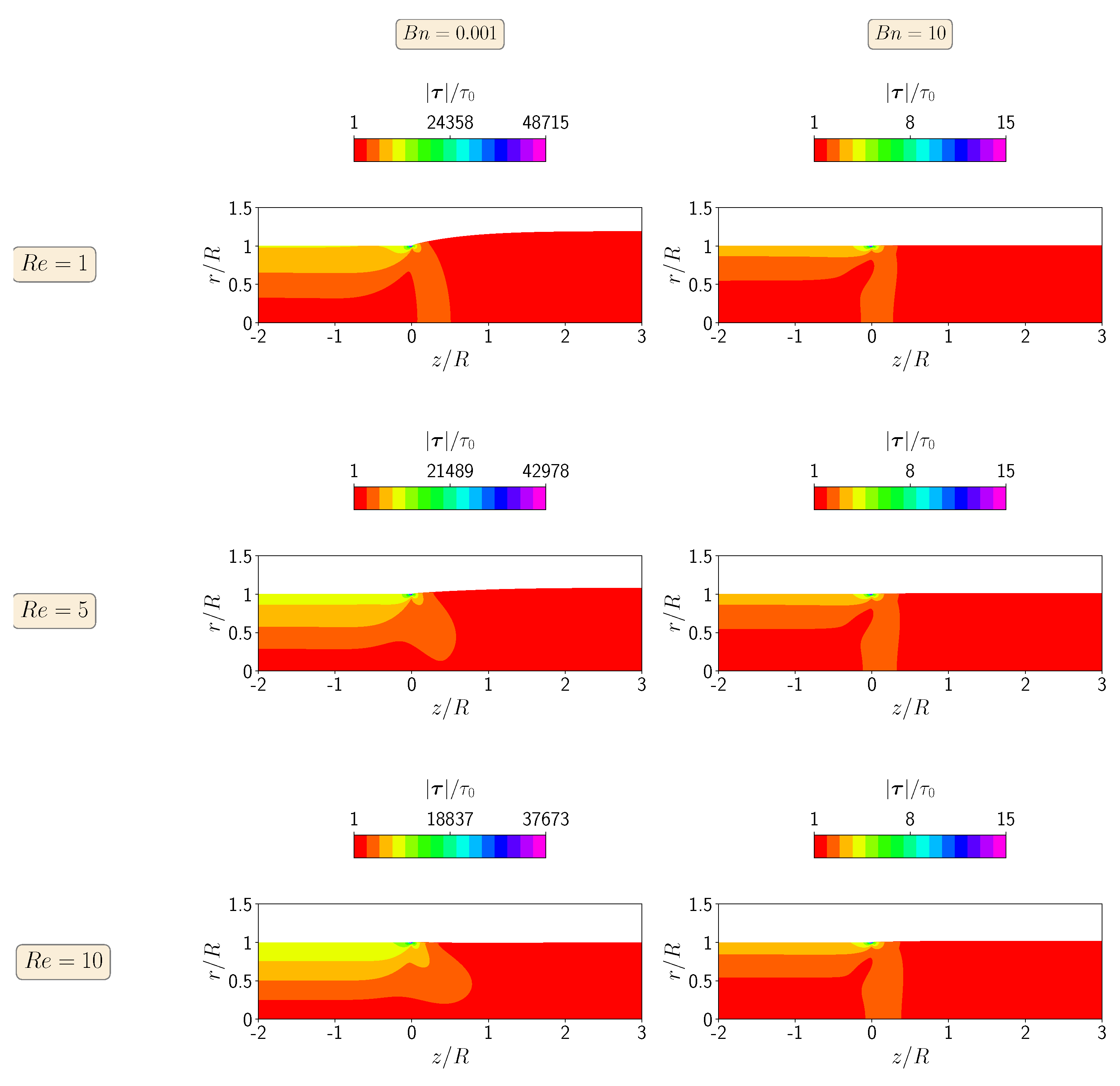
4.2. The Effects of Inertia and Yield-Stress in the Extrudate Swell of Bingham Fluids
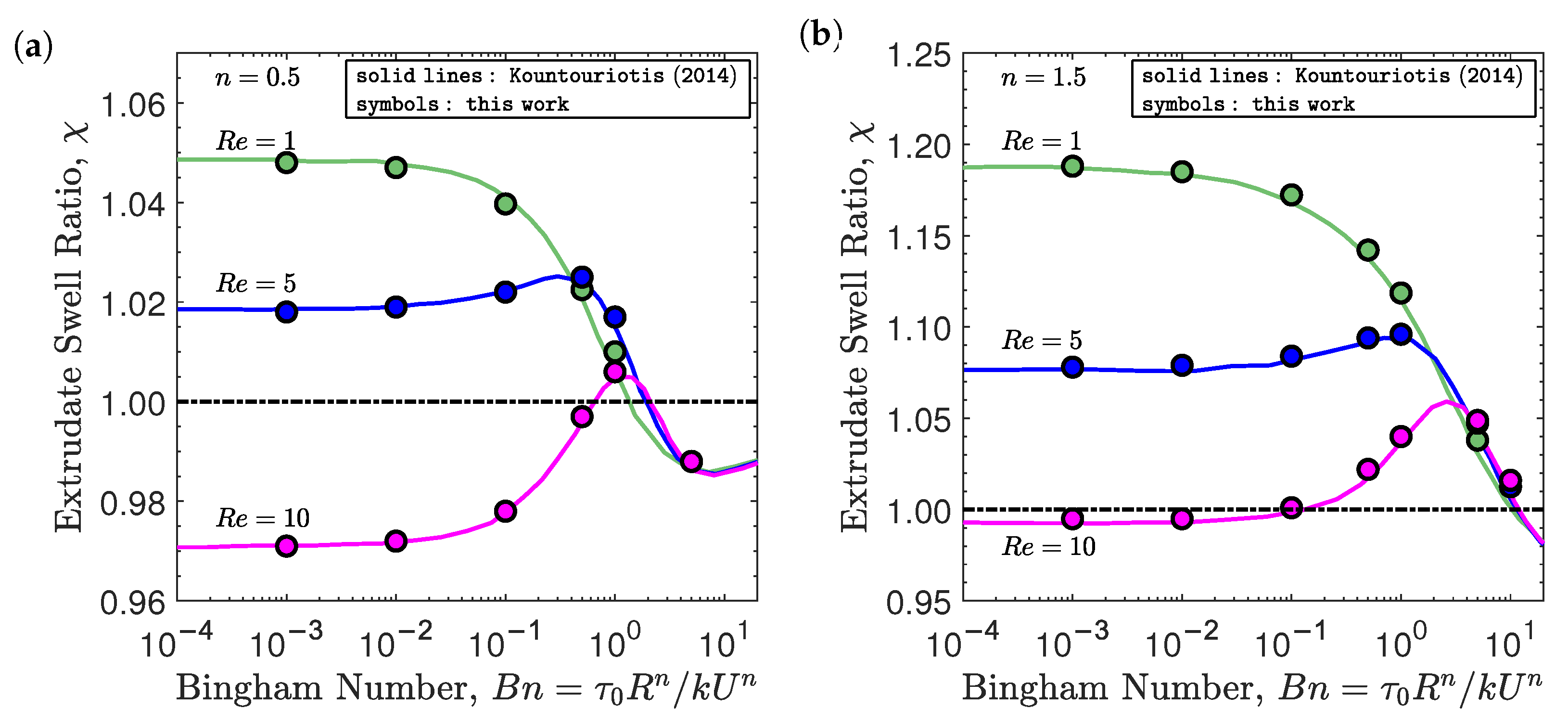
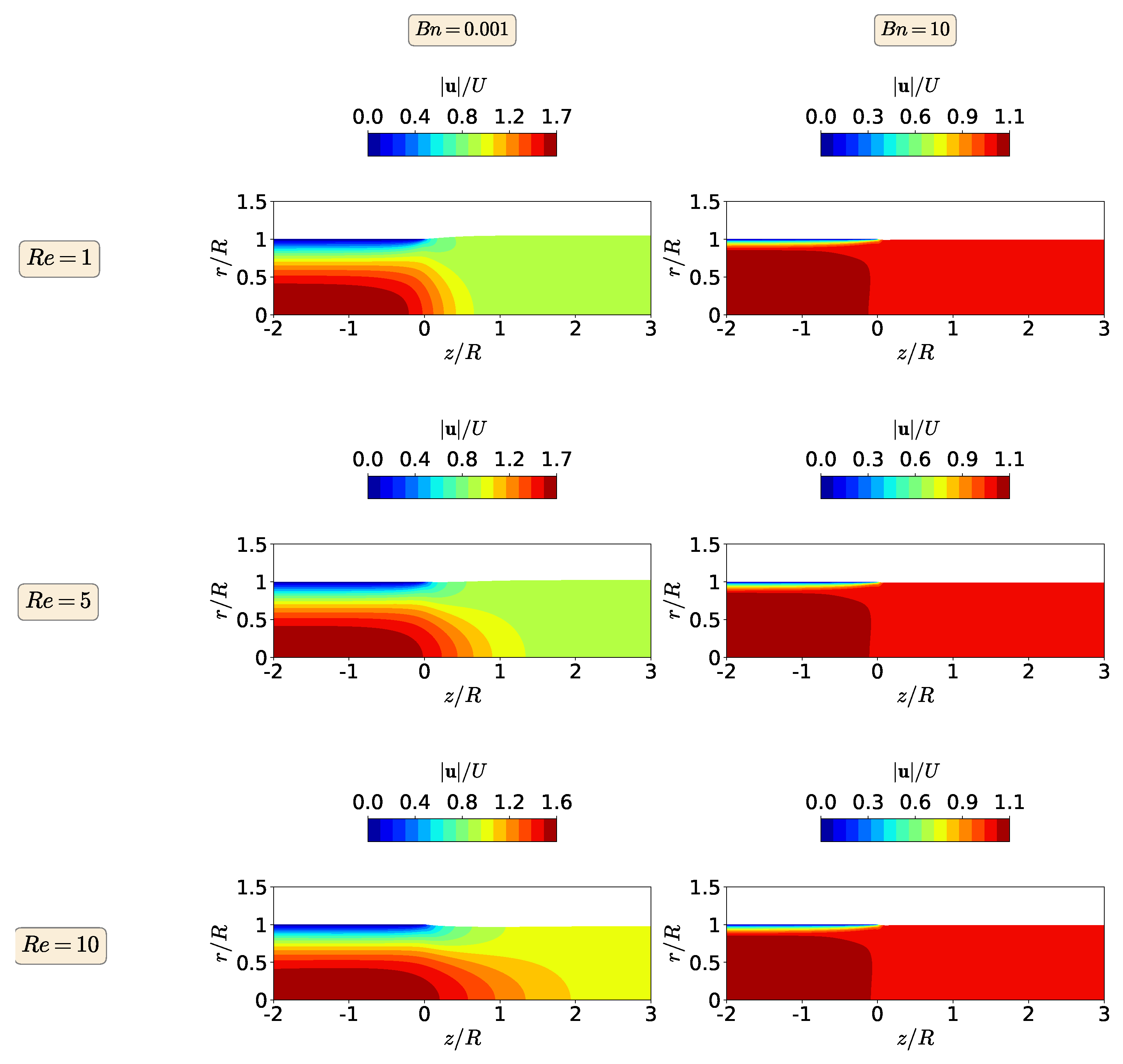
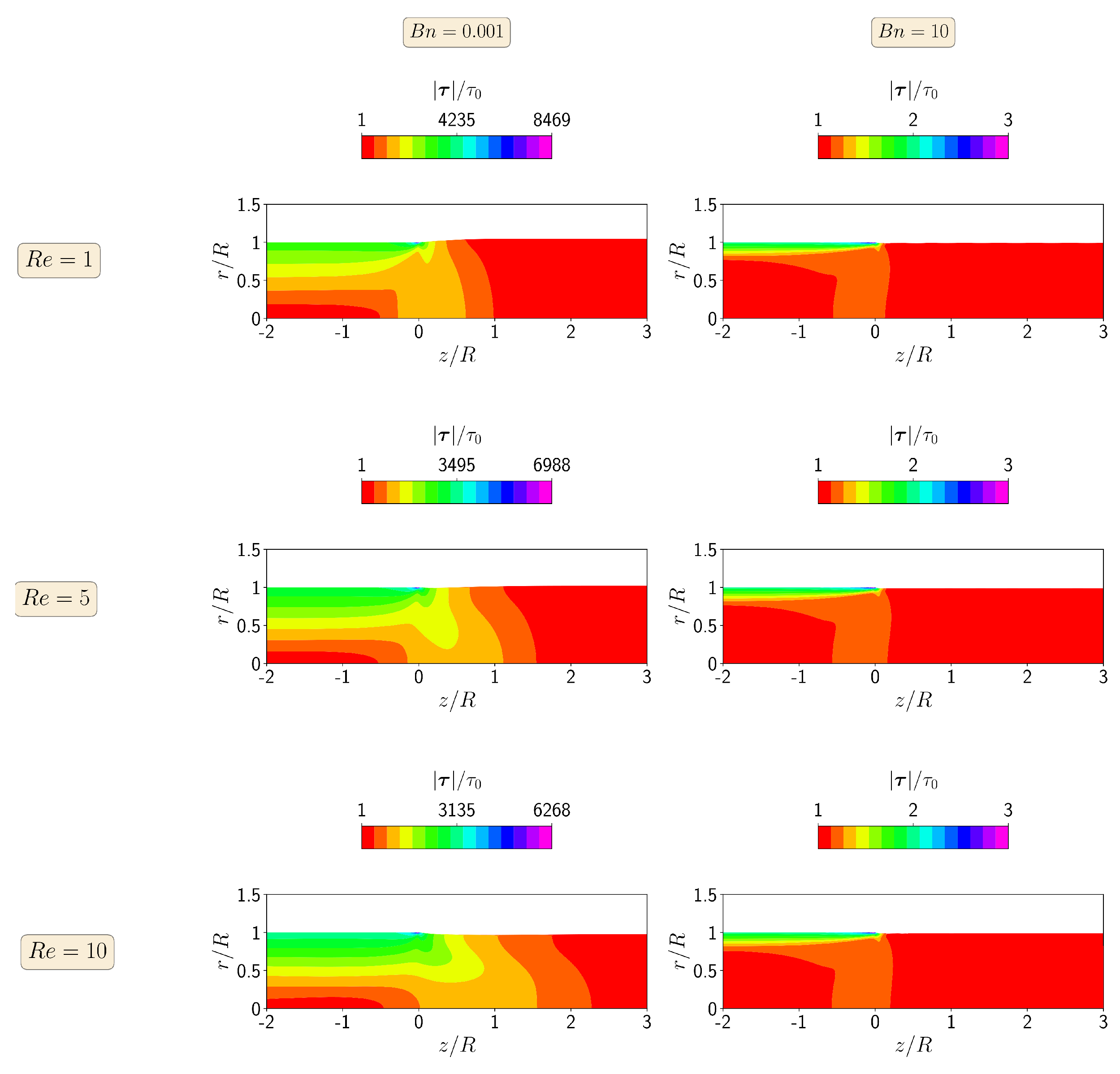
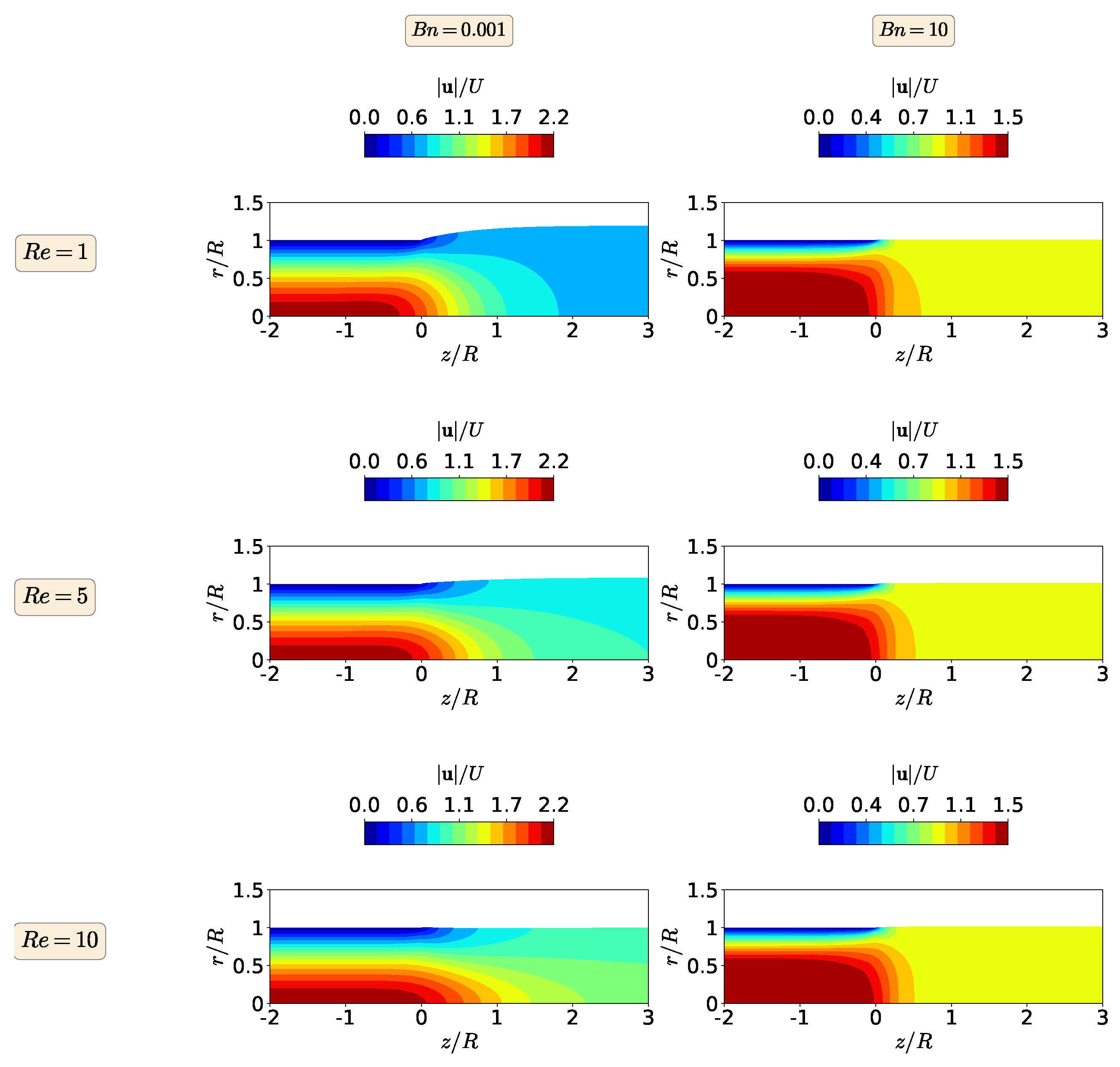
4.3. The Effects of Inertia and Yield-Stress in the Extrudate Swell of Herschel–Bulkley Fluids
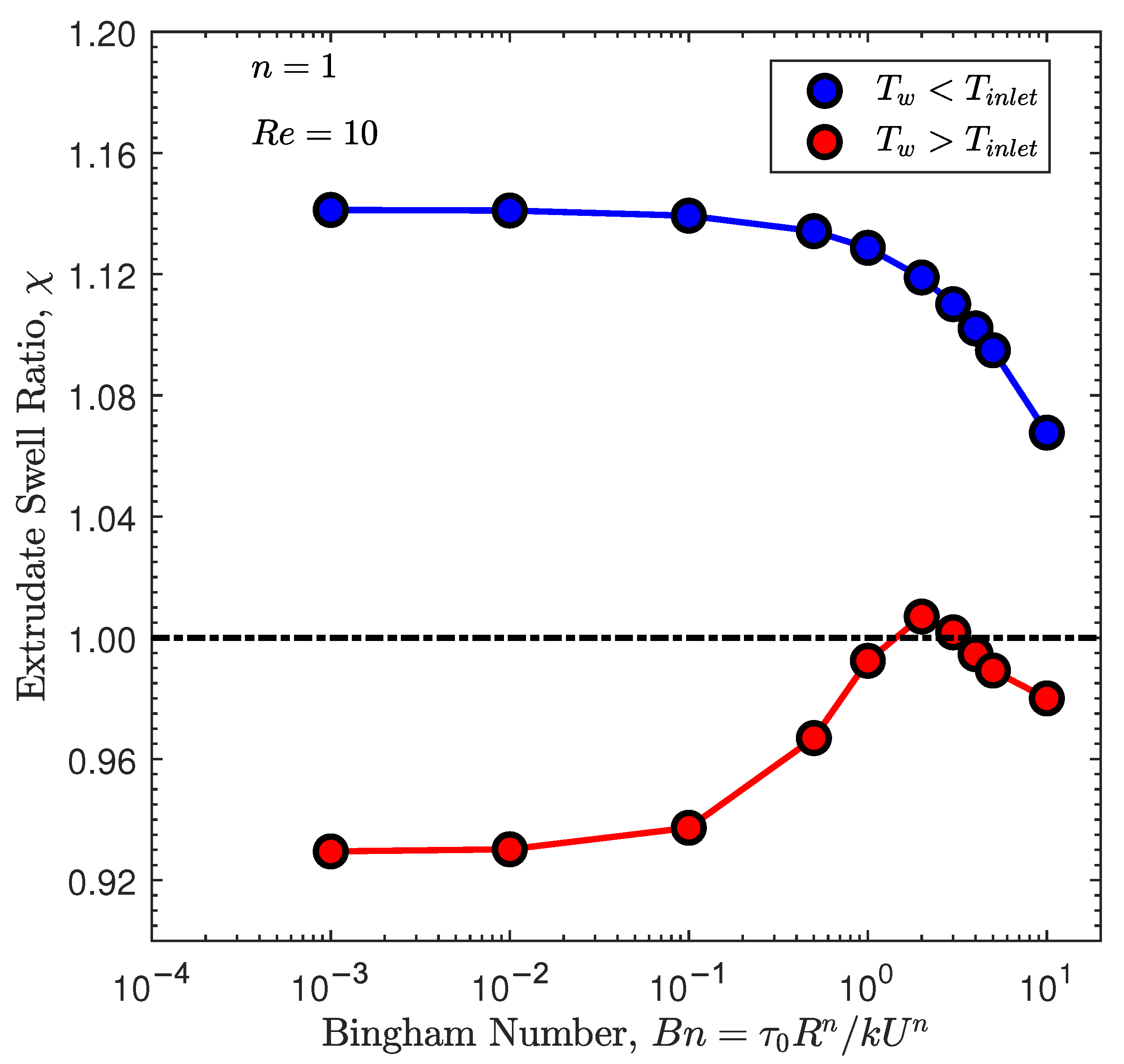
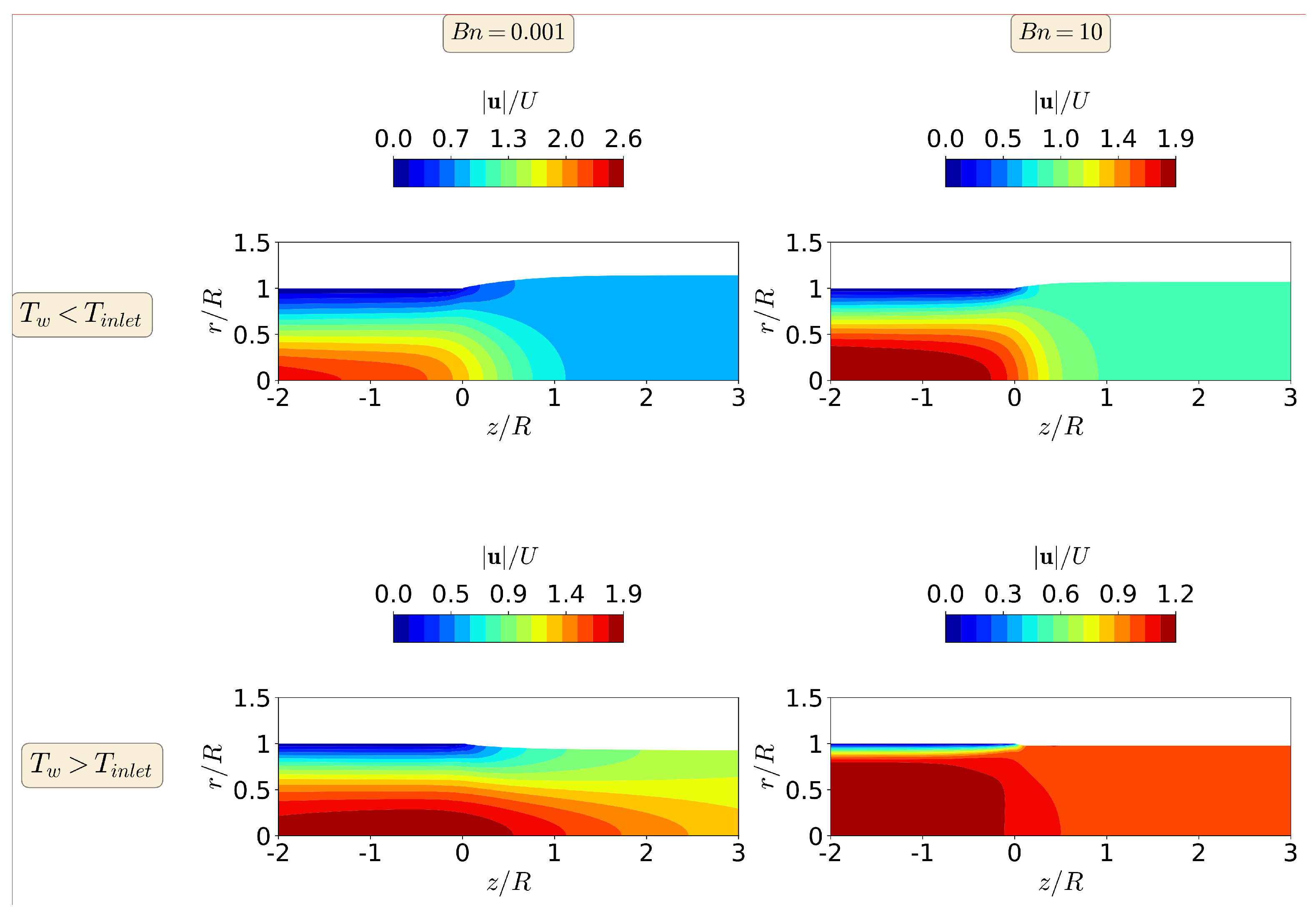
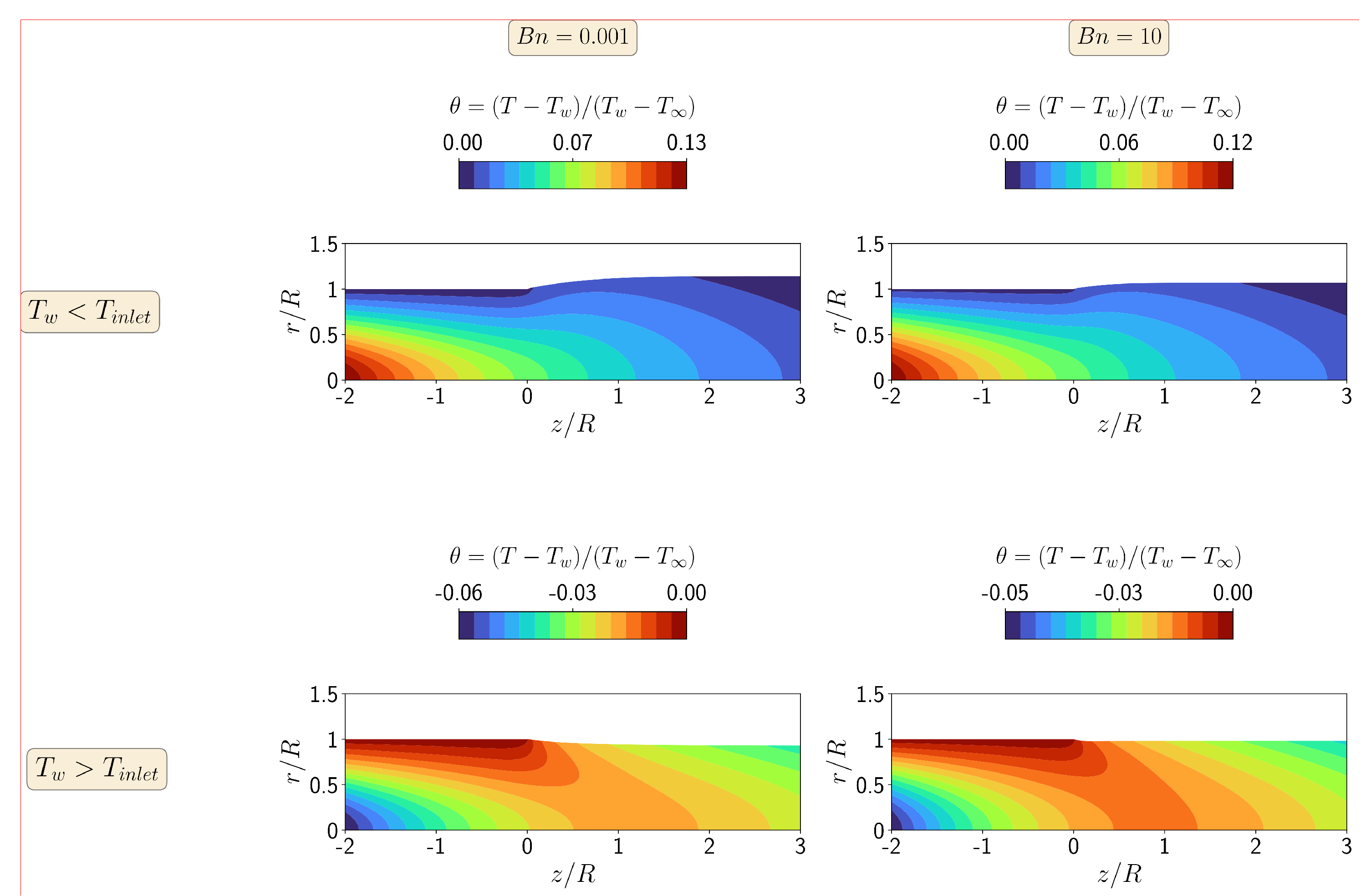
4.4. Non-Isothermal and Yield Stress Effects in the Extrudate Swell of Bingham Fluids
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Mirjalili, S.; Jain, S.S.; Dodd, M. Interface-Capturing Methods for Two-Phase Flows: An Overview and Recent Developments; Center for Turbulence Research Annual Research Briefs, Stanford University: Stanford, CA, USA, 2017; pp. 117–135. [Google Scholar]
- Nie, Y.; Hao, J.; Lin, Y.-J.; Sun, W. 3D simulation and parametric analysis of polymer melt flowing through spiral mandrel die for pipe extrusion. Adv. Polym. Technol. 2018, 37, 3882–3895. [Google Scholar] [CrossRef]
- Fernandes, C.; Pontes, A.J.; Viana, J.C.; Nóbrega, J.M.; Gaspar-Cunha, A. Modeling of Plasticating Injection Molding—Experimental Assessment. Int. Polym. Process. 2014, 5, 558–569. [Google Scholar] [CrossRef]
- Pedro, J.; Ramôa, B.; Nóbrega, J.M.; Fernandes, C. Verification and Validation of openInjMoldSim, an Open-Source Solver to Model the Filling Stage of Thermoplastic Injection Molding. Fluids 2020, 5, 84. [Google Scholar] [CrossRef]
- Tadmor, Z.; Klein, I. Computer Programs for Plastic Engineers; Rein-hold Book Corporation: New York, NY, USA, 1968. [Google Scholar]
- Agur, E.E.; Vlachopoulos, J. Numerical Simulation of a Single-Screw Plasticating Extruder. Polym. Eng. Sci. 1982, 22, 1084–1094. [Google Scholar] [CrossRef]
- Habla, F.; Fernandes, C.; Maier, M.; Densky, L.; Ferrás, L.L.; Rajkumar, A.; Carneiro, O.S.; Hinrichsen, O.; Nóbrega, J.M. Development and validation of a model for the temperature distribution in the extrusion calibration stage. Appl. Therm. Eng. 2016, 100, 538–552. [Google Scholar] [CrossRef]
- Rajkumar, A.; Ferrás, L.L.; Fernandes, C.; Carneiro, O.S.; Becker, M.; Nóbrega, J.M. Design guidelines to balance the flow distribution in complex profile extrusion dies. Int. Polym. Process. 2017, 32, 58–71. [Google Scholar] [CrossRef]
- Vlachopoulos, J.; Polychronopoulos, N.D. Understanding Rheology and Technology of Polymer Extrusion; Polydynamics Publisher: Hamilton, ON, Canada, 2019. [Google Scholar]
- Vlcek, J.; Vlachopoulos, J. Effect of Die Wall Cooling or Heating on Extrudate Swell. Polym. Eng. Sci. 1989, 29, 685–689. [Google Scholar] [CrossRef]
- Phuoc, H.B.; Tanner, R.I. Thermally-induced extrudate swell. J. Fluid Mech. 1980, 98, 253–271. [Google Scholar] [CrossRef]
- Karagiannis, A.; Hrymak, A.N.; Vlachopoulos, J. Three-dimensional non-isothermal extrusion flows. Rheol. Acta 1989, 28, 121–133. [Google Scholar] [CrossRef]
- Spanjaards, M.M.A.; Hulsen, M.A.; Anderson, P.D. Computational analysis of the extrudate shape of three-dimensional viscoelastic, non-isothermal extrusion flows. J. Non–Newton. Fluid Mech. 2020, 282, 104310. [Google Scholar] [CrossRef]
- Georgiou, G.C.; Boudouvis, A.G. Converged solutions of the Newtonian extrudate-swell problem. Int. J. Numer. Methods Fluids 1999, 29, 363–371. [Google Scholar] [CrossRef]
- Fakhari, A.; Tukovic, Z.; Carneiro, O.S.; Fernandes, C. An Effective Interface Tracking Method for Simulating the Extrudate Swell Phenomenon. Polymers 2021, 13, 1305. [Google Scholar] [CrossRef] [PubMed]
- Bingham, E.C. Fluidity and Plasticity; McGraw-Hill: New York, NY, USA, 1922. [Google Scholar]
- Herschel, W.H.; Bulkley, R. Konsistenzmessungen von Gummi-Benzollösungen. Kolloid D 1926, 39, 291–300. [Google Scholar] [CrossRef]
- Papanastasiou, T.C. Flows of materials with yield. J. Rheol. 1987, 31, 385–404. [Google Scholar] [CrossRef]
- Ellwood, K.R.J.; Georgiou, G.C.; Papanastasiou, T.C.; Wilkes, J.O. Laminar jets of Bingham plastic liquids. J. Rheol. 1990, 34, 787–812. [Google Scholar] [CrossRef] [Green Version]
- Frigaard, I.A.; Nouar, C. On the usage of viscosity regularization methods for visco-plastic fluid flow computation. J. Non–Newton. Fluid Mech. 2005, 127, 1–26. [Google Scholar] [CrossRef]
- Beverly, C.R.; Tanner, R.I. Numerical analysis of extrudate swell in viscoelastic materials with yield stress. J. Rheol. 1989, 33, 989–1009. [Google Scholar] [CrossRef]
- Hurez, P.; Tanguy, P.A.; Bertrand, F.H. A finite element analysis of dieswell with pseudoplastic and viscoplastic fluids. Comput. Methods Appl. Mech. Eng. 1990, 86, 87–103. [Google Scholar] [CrossRef]
- Abdali, S.S.; Mitsoulis, E.; Markatos, N.C. Entry and exit flows of Bingham fluids. J. Rheol. 1992, 36, 389–407. [Google Scholar] [CrossRef]
- Mitsoulis, E.; Abdali, S.S.; Markatos, N.C. Flow simulation of Herschel–Bulkley fluids through extrusion dies. J. Chem. Eng. 1993, 71, 147–160. [Google Scholar] [CrossRef]
- Kountouriotis, Z.; Georgiou, G.C.; Mitsoulis, E. Numerical study of the combined effects of inertia, slip, and compressibility in extrusion of yield stress fluids. Rheol. Acta 2014, 53, 791–804. [Google Scholar] [CrossRef]
- OpenCFD. OpenFOAM—The Open Source CFD Toolbox—User’s Guide; OpenCFD Ltd.: UK, Bracknell, 2007. [Google Scholar]
- Tuković, Ž.; Jasak, H. A moving mesh finite volume interface tracking method for surface tension dominated interfacial fluid flow. Comput. Fluids 2012, 55, 70–84. [Google Scholar] [CrossRef] [Green Version]
- Zhou, Y.-G.; Wu, W.-B.; Zou, J.; Turng, L.-S. Dual-scale modeling and simulation of film casting of isotactic polypropylene. J. Plast. Film Sheeting 2016, 32, 239–271. [Google Scholar] [CrossRef]
- Tuković, Z.; Jasak, H. Simulation of free-rising bubble with soluble surfactant using moving mesh finite volume/area method. In Proceedings of the 6th International Conference on CFD in Oil & Gas, Metallurgical and Process Industries, Trondheim, Norway, 10–12 June 2008. [Google Scholar]
- Demirdžić, I.; Perić, M. Space conservation law in finite volume calculations of fluid flow. Int. J. Numer. Methods Fluids 1988, 8, 1037–1050. [Google Scholar] [CrossRef]
- Ferziger, J.H.; Peric, M. Computational Methods for Fluid Dynamics, 3rd ed.; Springer: Berlin, Germany, 2002. [Google Scholar]
- Van Doormaal, J.P.; Raithby, G.D. Enhancement of the SIMPLE method for predicting incompressible fluid flows. Numer. Heat Transf. 1984, 7, 147–163. [Google Scholar] [CrossRef]
- Issa, R.I. Solution of the implicitly discretised fluid flow equations by operator-splitting. J. Comput. Phys. 1986, 62, 40–65. [Google Scholar] [CrossRef]
- Tuković, Ž.; Perić, M.; Jasak, H. Consistent second-order time-accurate non-iterative PISO-algorithm. Comput. Fluids 2018, 166, 78–85. [Google Scholar] [CrossRef]
- Moukalled, F.; Mangani, L.; Darwish, M. The Finite Volume Method in Computational Fluid Dynamics: An Advanced Introduction with OpenFOAM and Matlab; Springer International Publishing: Cham, Switzerland, 2016. [Google Scholar]
- Tuković, Ž.; Karač, A.; Cardiff, P.; Jasak, H. OpenFOAM Finite Volume Solver for Fluid-Solid Interaction. Trans. Famena 2018, 42, 1–31. [Google Scholar] [CrossRef]
- Rhie, C.M.; Chow, W.L. Numerical study of turbulent flow past an isolated airfol with trailing edge separation. AIAA J. 1983, 21, 1525–1532. [Google Scholar] [CrossRef]
- Jacobs, D. Preconditioned Conjugate Gradient Methods for Solving Systems of Algebraic Equations; Technical Report, RD/L/N193/80; Central Electricity Research Laboratories, Oxford University Press: Oxford, UK, 1980. [Google Scholar]
- Ajiz, M.; Jennings, A. A robust incomplete Cholesky-conjugate gradient algorithm. J. Numer. Meth. Eng. 1984, 20, 949–966. [Google Scholar] [CrossRef]
- Lee, J.; Zhang, J.; Lu, C.-C. Incomplete LU preconditioning for large scale dense complex linear systems from electromagnetic wave scattering problems. J. Non–Newton. Fluid Mech. 2003, 185, 158–175. [Google Scholar] [CrossRef]
- Kountouriotis, Z.; Georgiou, G.C.; Mitsoulis, E. On the combined effects of slip, compressibility, and inertia on the Newtonian extrudate-swell flow problem. Comput. Fluids 2013, 71, 297–305. [Google Scholar] [CrossRef]
- Peters, G.W.M.; Baaijens, F.P.T. Modelling of non-isothermal viscoelastic flows. J. Non–Newton. Fluid Mech. 1997, 68, 205–224. [Google Scholar] [CrossRef] [Green Version]
- Labsi, N.; Benkahla, Y.K.; Boutra, A. Temperature-dependent shear-thinning Herschel–Bulkley fluid flow by taking into account viscous dissipation. J. Braz. Soc. Mech. Sci. Eng. 2017, 39, 267–277. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| (W/m °C) | 0.18 |
| (kg/m) | 1400 |
| (J/kg °C) | 1000 |
| Inlet profile temperature, (°C) | 180 |
| Die wall temperature, (°C) | 140 or 220 |
| Room temperature, (°C) | 20 |
| Air convection heat transfer | |
| coefficient (free convection), h (W/m °C) | 5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fernandes, C.; Fakhari, A.; Tukovic, Ž. Non-Isothermal Free-Surface Viscous Flow of Polymer Melts in Pipe Extrusion Using an Open-Source Interface Tracking Finite Volume Method. Polymers 2021, 13, 4454. https://doi.org/10.3390/polym13244454
Fernandes C, Fakhari A, Tukovic Ž. Non-Isothermal Free-Surface Viscous Flow of Polymer Melts in Pipe Extrusion Using an Open-Source Interface Tracking Finite Volume Method. Polymers. 2021; 13(24):4454. https://doi.org/10.3390/polym13244454
Chicago/Turabian StyleFernandes, Célio, Ahmad Fakhari, and Željko Tukovic. 2021. "Non-Isothermal Free-Surface Viscous Flow of Polymer Melts in Pipe Extrusion Using an Open-Source Interface Tracking Finite Volume Method" Polymers 13, no. 24: 4454. https://doi.org/10.3390/polym13244454
APA StyleFernandes, C., Fakhari, A., & Tukovic, Ž. (2021). Non-Isothermal Free-Surface Viscous Flow of Polymer Melts in Pipe Extrusion Using an Open-Source Interface Tracking Finite Volume Method. Polymers, 13(24), 4454. https://doi.org/10.3390/polym13244454