
Insights into the Thermo-Mechanical Treatment of Brewers’ Spent Grain as a Potential Filler for Polymer Composites

 ,
, 

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Extrusion Grinding of Brewers’ Spent Grain (BSG)
2.3. Characterization Techniques
- total color difference parameter (ΔE*) calculated according to the following Equation (1) [28]:
- chroma (C*ab) calculated according to the Equation (2):
- hue (hab) calculated according to the Equation (3):
3. Results and Discussion
3.1. Volatile Organic Compounds Emissions during Extrusion of BSG

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Detected Compound | Chemical Formula | Chemical Structure | Boiling Point, °C | Vapor Pressure, Pa | Origin | Ref. |
|---|---|---|---|---|---|---|
| Hydrocarbons | ||||||
| Hexane | C6H14 |  | 68 | 17,600 | Polypropylene | [36,37] |
| Benzene | C6H6 |  | 80 | 10,000 | Styrene-butadiene rubber | [38] |
| Heptane | C7H16 |  | 98 | 4600 | Polyethylene, Polypropylene | [39] |
| Toluene | C7H8 |  | 111 | 2800 | Styrene-butadiene rubber, Solvents | [38] |
| p-Xylene | C8H10 |  | 138 | 1200 | Polyester resins, Styrene-butadiene rubber, Solvents | [38,40] |
| Ethylbenzene | C8H10 |  | 136 | 930 | Polystyrene | [40] |
| Styrene | C8H8 |  | 145 | 670 | Polyester resins, Polystyrene, Styrene-butadiene rubber | [38,40] |
| Dodecane | C12H26 |  | 216 | 17 | Natural rubber, Polyethylene, Polypropylene | [40,41] |
| Naphthalene | C10H8 |  | 218 | 11 | Poly(vinyl chloride) | [38] |
| Tridecane | C13H28 |  | 234 | 5 | Polyethylene, Poly(vinyl chloride) | [38] |
| 3-Methyltridecane | C14H30 |  | 249 | 5 | Polyester resins, Polyethylene, Polypropylene | [38,42] |
| Tetradecane | C14H30 |  | 254 | 2 | Polyester resins, Polyethylene, Polypropylene | [38,42] |
| Pentadecane | C15H32 |  | 270 | 0.4 | Polyester resins, Polyethylene | [38,42] |
| Hexadecane | C16H34 |  | 287 | 0.2 | Polyethylene | [38,42] |
| Heptadecane | C17H36 |  | 302 | 0.03 | Polyester resins, Polyethylene | [38,42] |
| Chlorinated hydrocarbons | ||||||
| Methylene chloride | CH2Cl2 |  | 40 | 57,300 | Polyurethanes, Solvents | [43] |
| Trichloromethane | CHCl3 |  | 61 | 26,265 | Solvents | [44] |
| Trichloroethylene | C2HCl3 |  | 87 | 9200 | Solvents | [44] |
| Tetrachloroethylene | C2Cl4 |  | 121 | 2470 | Polyurethanes, Solvents | [43] |
| Ketones | ||||||
| Acetone | C3H6O |  | 56 | 30,600 | Solvents | [40] |
| Acetophenone | C8H8O |  | 202 | 45 | Polyethylene, Polystyrene | [42,45] |
| Aldehydes | ||||||
| Benzaldehyde | C7H6O |  | 178 | 133 | Polyester resins | [40] |
| Others | ||||||
| Acetic acid | C2H4O2 |  | 118 | 1520 | Natural rubber, Polyethylene | [40,46] |
| Benzothiazole | C7H5NS |  | 230 | 2 | Vulcanizing agents | [47] |
| 4-tert-Butylphenol | C10H14O |  | 237 | 1.2 | Poly(vinyl chloride) | [38] |
- H304—May be fatal if swallowed and enters airways;
- H315—Causes skin irritation;
- H319—Causes serious eye irritation;
- H335—May cause respiratory irritation;
- H371—May cause damage to organs;
- H372—Causes damage to organs through prolonged or repeated exposure.
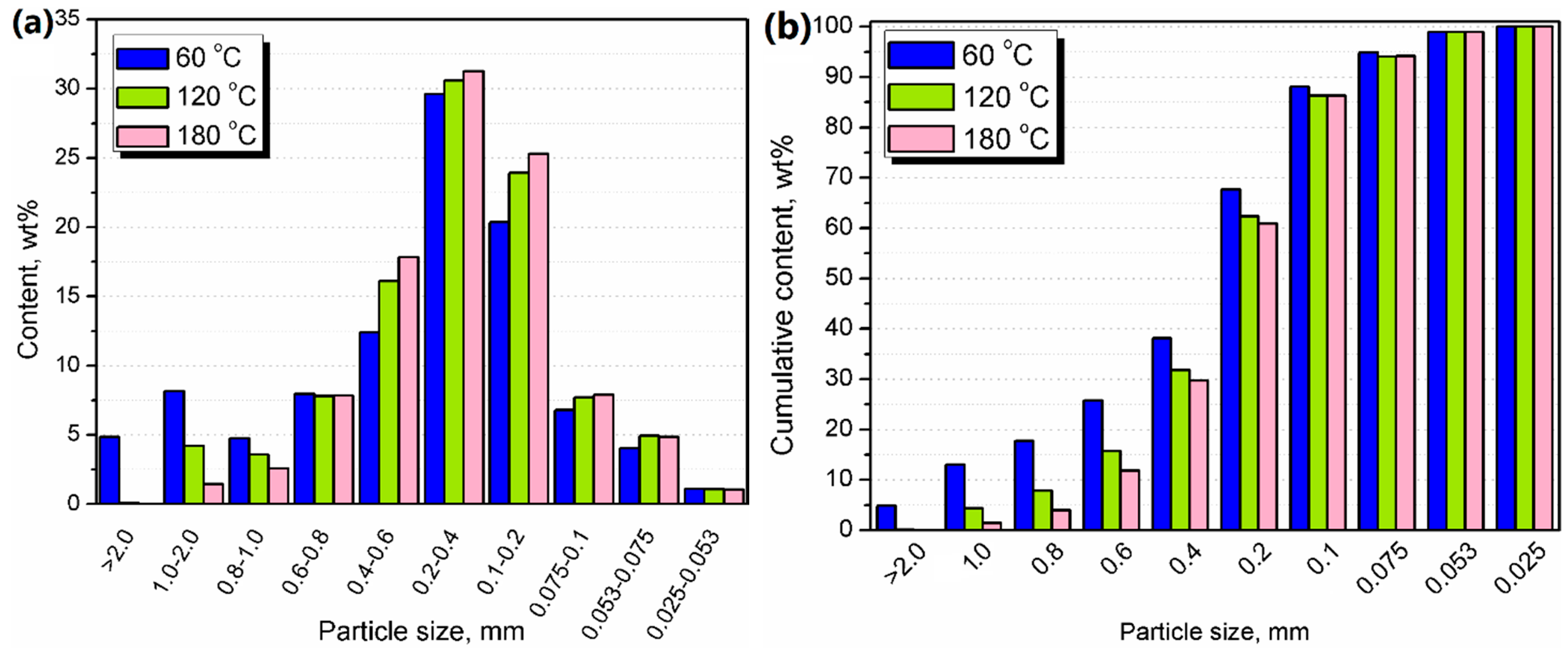
3.2. Particle Size Distribution
3.3. Color Properties
3.4. Spectroscopic Analysis
4. Conclusions
- the use of energy and water during extrusion should be determined for different parameters of the process, which would enable economic calculations and life-cycle assessment analyses;
- depending on the final application of modified BSG, its impact on the properties of polymer composites or various food products should be evaluated, especially considering the antioxidant activity of melanoidins generated during treatment;
- the possibility of incorporating additional compounds improving the performance of modified BSG in various applications should be evaluated.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- The Brewers of Europe, 2020. European Beer Trends. Statistic Report, 2019 Edition. Available online: https://brewersofeurope.org/uploads/mycms-files/documents/publications/2019/european-beer-trends-2019-web.pdf (accessed on 10 February 2021).
- Guido, L.F. Brewing and Craft Beer. Beverages 2019, 5, 51. [Google Scholar] [CrossRef] [Green Version]
- Hejna, A.; Formela, K.; Saeb, M.R. Processing, mechanical and thermal behavior assessments of polycaprolactone/agricultural wastes biocomposites. Ind. Crop. Prod. 2015, 76, 725–733. [Google Scholar] [CrossRef]
- Buffington, J. The economic potential of brewer’s spent grain (BSG) as a biomass feedstock. Adv. Chem. Eng. Sci. 2014, 4, 308–318. [Google Scholar] [CrossRef] [Green Version]
- Mussatto, S.I.; Dragone, G.; Roberto, I.C. Brewers’ spent grain: Generation, characteristics and potential applications. J. Cereal Sci. 2006, 43, 1–14. [Google Scholar] [CrossRef]
- Lynch, K.M.; Steffen, E.J.; Arendt, E.K. Brewers’ spent grain: A review with an emphasis on food and health. J. Inst. Brew. 2016, 122, 553–568. [Google Scholar] [CrossRef]
- Langner, E.; Rzeski, W. Biological Properties of Melanoidins: A Review. Int. J. Food Prop. 2013, 17, 344–353. [Google Scholar] [CrossRef]
- Ikram, S.; Huang, L.; Zhang, H.; Wang, J.; Yin, M. Composition and Nutrient Value Proposition of Brewers Spent Grain. J. Food Sci. 2017, 82, 2232–2242. [Google Scholar] [CrossRef] [Green Version]
- McCarthy, A.L.; O’Callaghan, Y.C.; Piggott, C.O.; Fitzgerald, R.J.; O’Brien, N.M. Brewers’ spent grain; bioactivity of phenolic component, its role in animal nutrition and potential for incorporation in functional foods: A review. Proc. Nutr. Soc. 2012, 72, 117–125. [Google Scholar] [CrossRef] [Green Version]
- Muzinic, L.A.; Thompson, K.R.; Morris, A.; Webster, C.D.; Rouse, D.B.; Manomaitis, L. Partial and total replacement of fish meal with soybean meal and brewers’ grains with yeast in practical diets for Australian red claw crayfish cherax quadricarinatus. Aquaculture 2004, 230, 359–376. [Google Scholar] [CrossRef]
- Ktenioudaki, A.; Chaurin, V.; Reis, S.F.; Gallagher, E. Brewer’s spent grain as a functional ingredient for breadsticks. Int. J. Food. Sci. Technol. 2012, 47, 1765–1771. [Google Scholar] [CrossRef] [Green Version]
- Cholake, S.T.; Rajarao, R.; Henderson, P.; Rajagopal, R.R.; Sahajwalla, V. Composite panels obtained from automotive waste plastics and agricultural macadamia shell waste. J. Clean. Prod. 2017, 151, 163–171. [Google Scholar] [CrossRef]
- Chun, K.S.; Subramaniam, V.; Yeng, C.M.; Meng, P.M.; Ratnam, C.T.; Yeow, T.K.; How, C.K. Wood plastic composites made from post-used polystyrene foam and agricultural waste. J. Thermoplast. Compos. Mater. 2018, 32, 089270571879983. [Google Scholar] [CrossRef]
- Barbu, M.C.; Montecuccoli, Z.; Förg, J.; Barbeck, U.; Klímek, P.; Petutschnigg, A.; Tudor, E.M. Potential of Brewer’s Spent Grain as a Potential Replacement of Wood in pMDI, UF or MUF Bonded Particleboard. Polymers 2021, 13, 319. [Google Scholar] [CrossRef] [PubMed]
- Hejna, A.; Barczewski, M.; Skórczewska, K.; Szulc, J.; Chmielnicki, B.; Korol, J.; Formela, K. Sustainable upcycling of brewers’ spent grain by thermo-mechanical treatment in twin-screw extruder. J. Clean. Prod. 2021, 285, 124839. [Google Scholar] [CrossRef]
- Arranz, J.I.; Miranda, M.T.; Sepúlveda, F.J.; Montero, I.; Rojas, C.V. Analysis of Drying of Brewers’ Spent Grain. Proceedings 2018, 2, 1467. [Google Scholar] [CrossRef] [Green Version]
- Hejna, A.; Formela, K. Sposób Suszenia i Rozdrabniania Młóta Browarnianego. Polish Patent Application P.430449, 30 June 2019. [Google Scholar]
- Offiah, V.; Kontogiorgos, V.; Falade, K.O. Extrusion processing of raw food materials and by-products: A review. Crit. Rev. Food Sci. 2018, 59, 2979–2998. [Google Scholar] [CrossRef] [Green Version]
- Duque, A.; Manzanares, P.; Ballesteros, M. Extrusion as a pretreatment for lignocellulosic biomass: Fundamentals and applications. Renew. Energy 2017, 114, 1427–1441. [Google Scholar] [CrossRef]
- Leonard, W.; Zhang, P.; Ying, D.; Fang, Z. Application of extrusion technology in plant food processing by-products: An overview. Compr. Rev. Food Sci. Food Saf. 2019, 19, 218–246. [Google Scholar] [CrossRef]
- Colman Lerner, J.E.; Sanchez, E.Y.; Sambeth, J.E.; Porta, A.A. Characterization and health risk assessment of VOCs in occupational environments in Buenos Aires, Argentina. Atmos. Environ. 2012, 55, 440–447. [Google Scholar] [CrossRef]
- Bruno, P.; Caputi, M.; Caselli, M.; de Gennaro, G.; de Rienzo, M. Reliability of a BTEX radial diffusive sampler for thermal desorption: Field measurements. Atmos. Environ. 2005, 39, 1347–1355. [Google Scholar] [CrossRef]
- Plaisance, H.; Leonardis, T.; Gerboles, M. Assessment of uncertainty of benzene measurements by Radiello diffusive sampler. Atmos. Environ. 2008, 42, 2555–2568. [Google Scholar] [CrossRef]
- Woolfenden, E. Sorbent-based sampling methods for volatile and semi-volatile organic compounds in air: Part 1: Sorbent-based air monitoring options. J. Chromatogr. B. 2010, 1217, 2674–2684. [Google Scholar] [CrossRef] [PubMed]
- Król, S.; Zabiegała, B.; Namieśnik, J. Measurement of benzene concentration in urban air using passive sampling. Anal. Bioanal. Chem. 2012, 403, 1067–1082. [Google Scholar] [CrossRef]
- Zabiegała, B.; Partyka, M.; Gawrońska, A.; Wasilewska, A.; Namiesnik, J. Screening of volatile organic compounds as a source for indoor pollution. Int. J. Environ. Health 2007, 1, 13–28. [Google Scholar] [CrossRef]
- International Commission on Illumination. Recommendations on Uniform Color Spaces, Color-Difference Equations, Psychometric Color Terms; Bureau Central de la C.I.E.: Paris, France, 1978. [Google Scholar]
- Bociaga, E.; Trzaskalska, M. Influence of polymer processing parameters and coloring agents on gloss and color of acrylonitrile-butadiene-styrene terpolymer moldings. Polimery 2016, 61, 544–550. [Google Scholar] [CrossRef]
- Hunt, R.W.G. The Reproduction of Colour, 6th ed.; Wiley: Chichester, UK, 2004. [Google Scholar]
- Dadali, G.; Demirhan, E.; Özbek, B. Color Change Kinetics of Spinach Undergoing Microwave Drying. Dry. Technol. 2007, 25, 1713–1723. [Google Scholar] [CrossRef]
- Supapvanich, S.; Pimsaga, J.; Srisujan, P. Physicochemical changes in fresh-cut wax apple (Syzygium samarangenese [Blume] Merrill & L.M. Perry) during storage. Food Chem. 2011, 127, 912–917. [Google Scholar] [CrossRef] [PubMed]
- Brand-Williams, W.; Cuvelier, M.E.; Berset, C. Use of a free radical method to evaluate antioxidant activity. LWT Food Sci. Technol. 1995, 28, 25–30. [Google Scholar] [CrossRef]
- European Parliament and the Council. Directive 2004/42/CE of the European Parliament and of the Council of 21 April 2004 on the Limitation of Emissions of Volatile Organic Compounds Due to the Use of Organic Solvents in Certain Paints and Varnishes and Vehicle Refinishing Products and Amending Directive 1999/13/EC. 2004. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=CELEX%3A32004L0042 (accessed on 10 February 2021).
- United States Environmental Protection Agency. National Volatile Organic Compound Emission Standards for Consumer Products—Background for Promulgated Standards. 1998. Available online: https://nepis.epa.gov/Exe/ZyPURL.cgi?Dockey=2000NYMV.TXT (accessed on 10 February 2021).
- World Health Organization. Indoor Air Quality: Organic Pollutants; Report on a WHO Meeting, Berlin, 23–27 August 1987. EURO Reports and Studies 111; World Health Organization Regional Office for Europe: Copenhagen, Denmark, 1989. [Google Scholar]
- Willoughby, B.G.; Golby, A.; Davies, J.; Cain, R. Volatile component analysis as a routine characterisation tool: An approach to fingerprinting polyolefin type and process history using ATD-GC/MS. Polym. Test. 2003, 22, 553–570. [Google Scholar] [CrossRef]
- Wolkoff, P. Impact of air velocity, temperature, humidity, and air on long-term voc emissions from building products. Atmos. Environ. 1998, 32, 2659–2668. [Google Scholar] [CrossRef]
- Yu, C.; Crump, D. A review of the emission of VOCs from polymeric materials used in buildings. Build. Environ. 1998, 33, 357–374. [Google Scholar] [CrossRef]
- Tsai, C.J.; Chen, M.L.; Chang, K.F.; Chang, F.K.; Mao, I.F. The pollution characteristics of odor, volatile organochlorinated compounds and polycyclic aromatic hydrocarbons emitted from plastic waste recycling plants. Chemosphere 2009, 74, 1104–1110. [Google Scholar] [CrossRef]
- Curran, K.; Underhill, M.; Gibson, L.T.; Strlic, M. The development of a SPME-GC/MS method for the analysis of VOC emissions from historic plastic and rubber materials. Microchem. J. 2016, 124, 909–918. [Google Scholar] [CrossRef]
- Nielsen, P.A.; Jensen, L.K.; Eng, K.; Bastholm, P.; Hugod, C.; Husemoen, T.; Molhave, L.; Wolkoff, P. Health-Related Evaluation of Building Products based on Climate Chamber Tests. Indoor Air 1994, 4, 146–153. [Google Scholar] [CrossRef]
- Lattuati-Derieux, A.; Egasse, C.; Thao-Heu, S.; Balcar, N.; Barabant, G.; Lavédrine, B. What do plastics emit? HS-SPME-GC/MS analyses of new standard plastics and plastic objects in museum collections. J. Cult. Herit. 2013, 14, 238–247. [Google Scholar] [CrossRef]
- Hillier, K.; Schupp, T.; Carney, I. An Investigation into VOC Emissions from Polyurethane Flexible Foam Mattresses. Cell. Polym. 2003, 22, 237–259. [Google Scholar] [CrossRef]
- Stringer, R.; Johnston, P. Chlorine and the Environment, An Overview of the Chlorine Industry; Springer: New York, NY, USA, 2001. [Google Scholar]
- Villberg, K.; Veijanen, A. Analysis of a GC/MS Thermal Desorption System with Simultaneous Sniffing for Determination of Off-Odor Compounds and VOCs in Fumes Formed during Extrusion Coating of Low-Density Polyethylene. Anal. Chem. 2001, 73, 971–977. [Google Scholar] [CrossRef]
- Hoven, V.P.; Rattanakaran, K.; Tanaka, Y. Determination of Chemical Components that Cause Mal-Odor from Natural Rubber. Rubber Chem. Technol. 2003, 76, 1128–1144. [Google Scholar] [CrossRef]
- Reemtsma, T.; Fiehn, O.; Kalnowski, G.; Jekel, M. Microbial Transformations and Biological Effects of Fungicide-Derived Benzothiazoles Determined in Industrial Wastewater. Environ. Sci. Technol. 1995, 29, 478–485. [Google Scholar] [CrossRef]
- National Fire Protection Association. NFPA 704: Standard System for the Identification of the Hazards of Materials for Emergency Response. 2017. Available online: https://www.nfpa.org/codes-and-standards/all-codes-and-standards/list-of-codes-and-standards/detail?code=704 (accessed on 10 February 2021).
- European Parliament and the Council. Regulation (EC) No 1272/2008 of the European Parliament and of the Council of 16 December 2008 on classification, labelling and packaging of substances and mixtures, amending and repealing Directives 67/548/EEC and 1999/45/EC, and amending Regulation (EC) No 1907/2006. 2008. Available online: https://eur-lex.europa.eu/LexUriServ/LexUriServ.do?uri=OJ:L:2008:353:0001:1355:EN:PDF (accessed on 10 February 2021).
- Jiang, Z.; Kempinski, C.; Chappell, J. Extraction and Analysis of Terpenes/Terpenoids. Curr. Protoc. Plant Biol. 2016, 1, 345–358. [Google Scholar] [CrossRef] [Green Version]
- Tsuji, H.; Mizuno, A. Volatile Compounds and the Changes in Their Concentration Levels during Storage in Beers Containing Varying Malt Concentrations. J. Food Sci. 2010, 75, C79–C84. [Google Scholar] [CrossRef]
- Ståhl, M.; Granström, K.; Berghel, J.; Renström, R. Industrial processes for biomass drying and their effects on the quality properties of wood pellets. Biomass Bioenerg. 2004, 27, 621–628. [Google Scholar] [CrossRef]
- Singh, N.; Rajan, S.; Choudhary, S.; Peter, M.; Krishnaiah, C. Diisopropylnaphthalene in the surface sediments of an Arctic fjord: Environmental significance. Polar Sci. 2018, 18, 142–146. [Google Scholar] [CrossRef]
- Hejna, A.; Marć, M.; Skórczewska, K.; Szulc, J.; Korol, J.; Formela, K. Insights into modification of lignocellulosic fillers with isophorone diisocyanate: Structure, thermal stability and volatile organic compounds emission assessment. Eur. J. Wood Prod. 2021, 75, 75–90. [Google Scholar] [CrossRef]
- Suzuki, M.; Matsumura, C.; Nakano, T.; Imaishi, H. Investigation of environmental contamination of mono-isopropylnaphthalene, di-isopropylnaphthalene and triisopropylnaphthalene in Hyogo in Japan. Environ. Sci. Pollut. Res. 2012, 19, 3959–3968. [Google Scholar] [CrossRef] [PubMed]
- United Nations Economic Commission for Europe. Globally Harmonized System of Classification and Labelling of Chemicals (GHS). Fourth Revised Edition. 2011. Available online: http://www.unece.org/trans/danger/publi/ghs/ghs_rev04/04files_e.html (accessed on 10 February 2021).
- Ormeño, E.; Céspedes, B.; Sánchez, I.A.; Velasco-García, A.; Moreno, J.M.; Fernandez, C.; Baldy, V. The relationship between terpenes and flammability of leaf litter. For. Ecol. Manag. 2009, 257, 471–482. [Google Scholar] [CrossRef]
- Sahputra, I.H.; Alexiadis, A.; Adams, M.J. Effects of moisture on the mechanical properties of microcrystalline cellulose and the mobility of the water molecules as studied by the hybrid molecular mechanics-molecular dynamics simulation method. J. Polym. Sci. Pol. Phys. 2019, 57, 454–464. [Google Scholar] [CrossRef] [Green Version]
- Alavi, S.; Kingsly Ambrose, R.P. Particulate Flow and Agglomeration in Food Extrusion. In Production, Handling and Characterization of Particulate Materials. Particle Technology Series; Merkus, H., Meesters, G., Eds.; Springer: New York, NY, USA, 2016; Volume 25, pp. 137–155. [Google Scholar] [CrossRef]
- Mahmood, A.S.N.; Brammer, J.G.; Hornung, A.; Steele, A.; Poulston, S. The intermediate pyrolysis and catalytic steam reforming of Brewers spent grain. J. Anal. Appl. Pyrol. 2013, 103, 328–342. [Google Scholar] [CrossRef] [Green Version]
- Ahmed, J.; Al-Foudari, M.; Al-Salman, F.; Almusallam, A.S. Effect of particle size and temperature on rheological, thermal, and structural properties of pumpkin flour dispersion. J. Food Eng. 2014, 124, 43–53. [Google Scholar] [CrossRef]
- Horvath, Z.H.; Halasz-Fekete, M. Instrumental colour measurement of paprika grist. Ann. Fac. Eng. Hunedoara 2005, 3, 101–106. [Google Scholar]
- Maillard, L.C. Action des acides amines sur les sucres; formation de melanoidines par voie méthodique. Compt. Rend. 1912, 154, 66–68. [Google Scholar]
- Rivero-Pérez, M.D.; Pérez-Magariño, S.; González-San José, M.L. Role of melanoidins in sweet wines. Anal. Chim. Acta 2002, 458, 169–175. [Google Scholar] [CrossRef]
- Kim, J.M.; Shin, M. Effects of particle size distributions of rice flour on the quality of gluten-free rice cupcakes. LWT Food Sci. Tech. 2014, 59, 526–532. [Google Scholar] [CrossRef]
- Afoakwa, E.O.; Paterson, A.; Fowler, M.; Vieira, J. Particle size distribution and compositional effects on textural properties and appearance of dark chocolates. J. Food Eng. 2008, 87, 181–190. [Google Scholar] [CrossRef]
- Morales, F.J.; van Boekel, M.A.J.S. A Study on Advanced Maillard Reaction in Heated Casein/Sugar Solutions: Colour Formation. Int. Dairy J. 1998, 8, 907–915. [Google Scholar] [CrossRef]
- Wu, H.B.; Yun, J.M.; Li, Y.; Han, P. Relationship between malt chroma and melanoidin at different drying conditions. J. Gansu Agric. Univ. 2011, 45, 130–133. [Google Scholar]
- Berry, B.W. Cooked Color in High pH Beef Patties as Related to Fat Content and Cooking from the Frozen or Thawed State. J. Food Sci. 1998, 63, 797–800. [Google Scholar] [CrossRef]
- Benzing-Purdie, L.M.; Ripmeester, J.A.; Ratcliffe, C.I. Effects of temperature on Maillard reaction products. J. Agric. Food Chem. 1985, 33, 31–33. [Google Scholar] [CrossRef]
- Lan, X.; Liu, P.; Xia, S.; Jia, C.; Mukunzi, D.; Zhang, X.; Xia, W.; Tian, H.; Xiao, Z. Temperature effect on the non-volatile compounds of Maillard reaction products derived from xylose–soybean peptide system: Further insights into thermal degradation and cross-linking. Food Chem. 2010, 120, 967–972. [Google Scholar] [CrossRef]
- Sarasini, F.; Tirillò, J.; Zuorro, A.; Maffei, G.; Lavecchia, R.; Puglia, D.; Dominici, F.; Luzi, F.; Valente, T.; Torre, L. Recycling coffee silverskin in sustainable composites based on a poly(butylene adipate-co-terephthalate)/poly(3-hydroxybutyrate-co-3-hydroxyvalerate) matrix. Ind. Crop. Prod. 2018, 118, 311–320. [Google Scholar] [CrossRef]
- Yilmaz, Y.; Toledo, R. Antioxidant activity of water-soluble Maillard reaction products. Food Chem. 2005, 93, 273–278. [Google Scholar] [CrossRef]
- Cämmerer, B.; Kroh, L.W. Investigation of the influence of reaction conditions on the elementary composition of melanoidins. Food Chem. 1995, 53, 55–59. [Google Scholar] [CrossRef]
- Mohsin, G.F.; Schmitt, F.J.; Kanzler, C.; Hoehl, A.; Hornemann, A. PCA-based identification and differentiation of FTIR data from model melanoidins with specific molecular compositions. Food Chem. 2019, 281, 106–113. [Google Scholar] [CrossRef]
- Oracz, J.; Zyzelewicz, D. In Vitro Antioxidant Activity and FTIR Characterization of High-Molecular Weight Melanoidin Fractions from Different Types of Cocoa Beans. Antioxidants 2019, 8, 560. [Google Scholar] [CrossRef] [Green Version]
- Ji, Y.; Yang, X.; Ji, Z.; Zhu, L.; Ma, N.; Chen, D.; Jia, X.; Tang, J.; Cao, Y. DFT-Calculated IR Spectrum Amide I, II, and III Band Contributions of N-Methylacetamide Fine Components. ACS Omega 2020, 5, 8572–8578. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Coleman, M.M.; Skrovanek, D.J.; Hu, J.; Painter, P.C. Hydrogen bonding in polymer blends. 1. FTIR studies of urethane-ether blends. Macromolecules 1988, 21, 59–65. [Google Scholar] [CrossRef]
- Barth, A. Infrared spectroscopy of proteins. BBA Bioenergy 2007, 1767, 1073–1101. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mot, A.; Silaghi-Dumitrescu, R.; Sârbu, C. Rapid and effective evaluation of the antioxidant capacity of propolis extracts using DPPH bleaching kinetic profiles, FT-IR and UV-vis spectroscopic data. J. Food Composit. Anal. 2011, 24, 516–522. [Google Scholar] [CrossRef]
- Oliveira, R.N.; Mancini, M.C.; Oliveira, F.C.; Passos, T.M.; Quilty, B.; Thiré, R.M.; McGuinness, G.B. FTIR analysis and quantification of phenols and flavonoids of five commercially available plants extracts used in wound healing. Matéria 2016, 21, 767–779. [Google Scholar] [CrossRef] [Green Version]
- Batista, N.N.; de Andrade, D.P.; Ramos, C.L.; Dias, D.R.; Schwan, R.F. Antioxidant capacity of cocoa beans and chocolate assessed by FTIR. Food Res. Int. 2016, 90, 313–319. [Google Scholar] [CrossRef]



| Compound | Formula | Chemical Structure | Vapor Pressure, Pa | Boiling Point, °C | Flash Point, °C | NFPA 704 Codes | GHS Pictograms | ||
|---|---|---|---|---|---|---|---|---|---|
| F | H | I | |||||||
| o-Cymene | C10H14 |  | 200 | 178 | 50 | 2 | 1 | 0 |  |
| m-Cymene | C10H14 |  | 200 | 175 | 47 | 2 | 1 | 0 |  |
| p-Cymene | C10H14 |  | 200 | 177 | 47 | 2 | 1 | 0 |  |
| -Pinene | C10H16 |  | 633 | 156 | 33 | 3 | 1 | 0 |  |
| Camphene | C10H16 |  | 333 | 160 | 34 | 3 | 2 | 1 |  |
| 3-Carene | C10H16 |  | 496 | 170 | 46 | 2 | 2 | 0 |  |
| Terpinene | C10H16 |  | 99 | 186 | 37 | 3 | 2 | 2 |  |
| Limonene | C10H16 |  | 190 | 176 | 50 | 2 | 3 | 0 |  |
| Camphor | C10H16O |  | 27 | 209 | 54 | 2 | 2 | 0 |  |
| 2,6-Diisopropylnaphthalene | C16H26 |  | 0.07 | 279 | 140 | 1 | 0 | 0 |  |
| Sample | Color Parameters | AA, % | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| L* | a* | b* | ΔE* | R | G | B | Color | Cab* | hab, ° | BI | ||
| BSG | 48.17 | 5.11 | 13.04 | - | 124.8 | 110.3 | 93.8 | 14.0 | 68.6 | 10.22 | 36 | |
| 60 | 54.08 | 4.96 | 13.75 | 5.96 | 139.9 | 124.7 | 106.5 | 14.6 | 70.2 | 9.05 | 49 | |
| 120 | 58.71 | 4.72 | 13.80 | 10.57 | 151.7 | 136.5 | 117.6 | 14.6 | 71.1 | 8.06 | 54 | |
| 180 | 52.61 | 5.55 | 14.66 | 4.74 | 137.1 | 120.7 | 101.6 | 15.7 | 69.2 | 10.27 | 71 | |
| Signal | Sample | Origin | ||
|---|---|---|---|---|
| 60 | 120 | 180 | ||
| Wavenumber, cm−1 | ||||
| a | 3291 | 3290 | 3290 | O–H, N–H stretching |
| b | 2919 | 2919 | 2119 | C–H asymmetric stretching |
| c | 2851 | 2850 | 2850 | C–H symmetric stretching |
| d | 1633 | 1633 | 1632 | C=O, C=N, C=C stretching |
| e | 1517–1532 | 1517–1532 | 1518–1533 | N–H bending, C=C, C–N stretching |
| f | 1417–1456 | 1413–1455 | 1412–1454 | C–H bending |
| g | 1242–1312 | 1243–1312 | 1247–1312 | O–H bending, C–N, C–O stretching |
| h | 1157 | 1156 | 1155 | C–N, C–O stretching |
| i | 1032 | 1034 | 1034 | C–N, C–O stretching |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hejna, A.; Marć, M.; Kowalkowska-Zedler, D.; Pladzyk, A.; Barczewski, M. Insights into the Thermo-Mechanical Treatment of Brewers’ Spent Grain as a Potential Filler for Polymer Composites. Polymers 2021, 13, 879. https://doi.org/10.3390/polym13060879
Hejna A, Marć M, Kowalkowska-Zedler D, Pladzyk A, Barczewski M. Insights into the Thermo-Mechanical Treatment of Brewers’ Spent Grain as a Potential Filler for Polymer Composites. Polymers. 2021; 13(6):879. https://doi.org/10.3390/polym13060879
Chicago/Turabian StyleHejna, Aleksander, Mariusz Marć, Daria Kowalkowska-Zedler, Agnieszka Pladzyk, and Mateusz Barczewski. 2021. "Insights into the Thermo-Mechanical Treatment of Brewers’ Spent Grain as a Potential Filler for Polymer Composites" Polymers 13, no. 6: 879. https://doi.org/10.3390/polym13060879
APA StyleHejna, A., Marć, M., Kowalkowska-Zedler, D., Pladzyk, A., & Barczewski, M. (2021). Insights into the Thermo-Mechanical Treatment of Brewers’ Spent Grain as a Potential Filler for Polymer Composites. Polymers, 13(6), 879. https://doi.org/10.3390/polym13060879