
On the Feasibility of a pMDI-Reduced Production of Wood Fiber Insulation Boards by Means of Kraft Lignin and Ligneous Canola Hulls


Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Canola hull (CH)
2.1.2. Kraft Lignin
2.1.3. Wood Fibers
2.1.4. Polymeric Methylene Diphenylene Diisocyanate (pMDI)
2.1.5. Propylene Carbonate (PC)
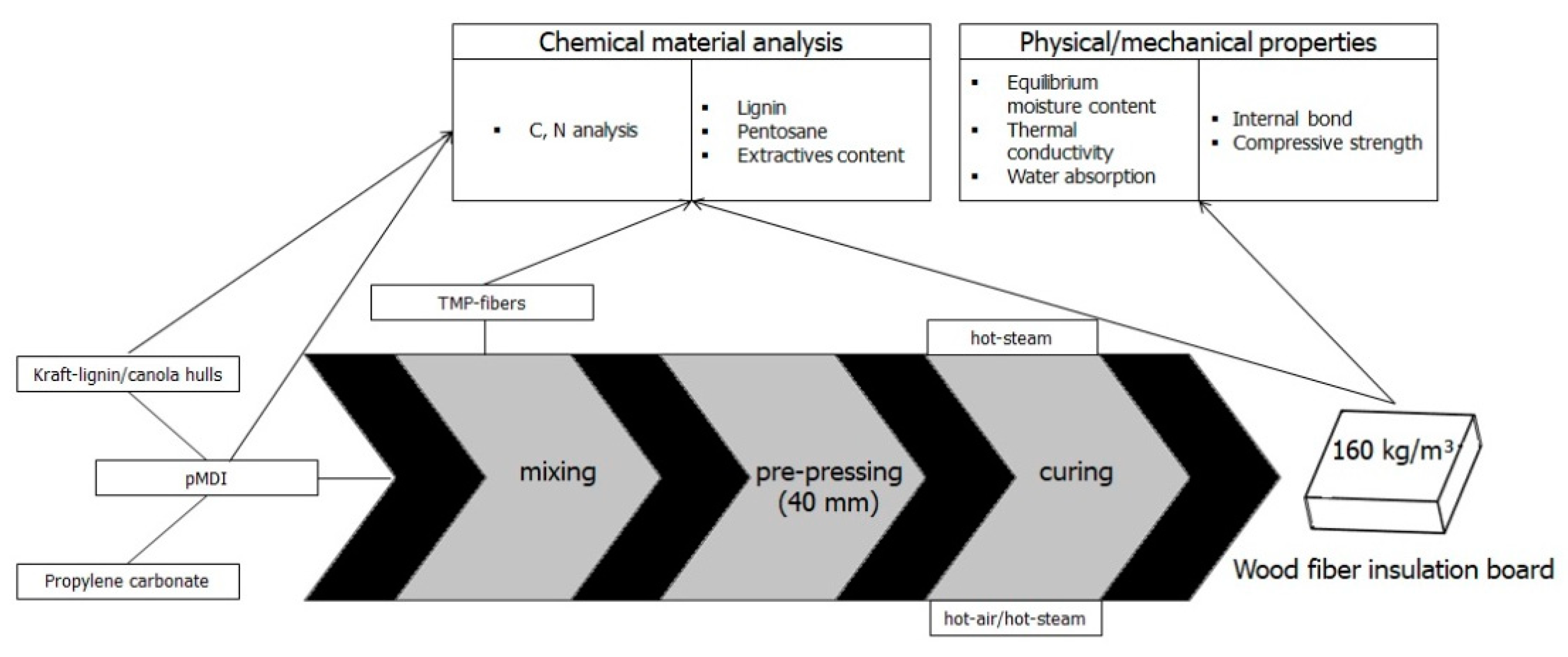
2.2. Methods
2.2.1. Modified pMDI-Resin Preparation
2.2.2. Application on Wood Fibers and Curing
2.2.3. Chemical Material Analysis
2.2.4. Thermal Conductivity and Equilibrium Moisture Content
2.2.5. Physical-Mechanical Panel Properties
3. Results and Discussion
3.1. Chemical Material Analysis
3.1.1. Elemental Analysis
3.2. Thermal Conductivity
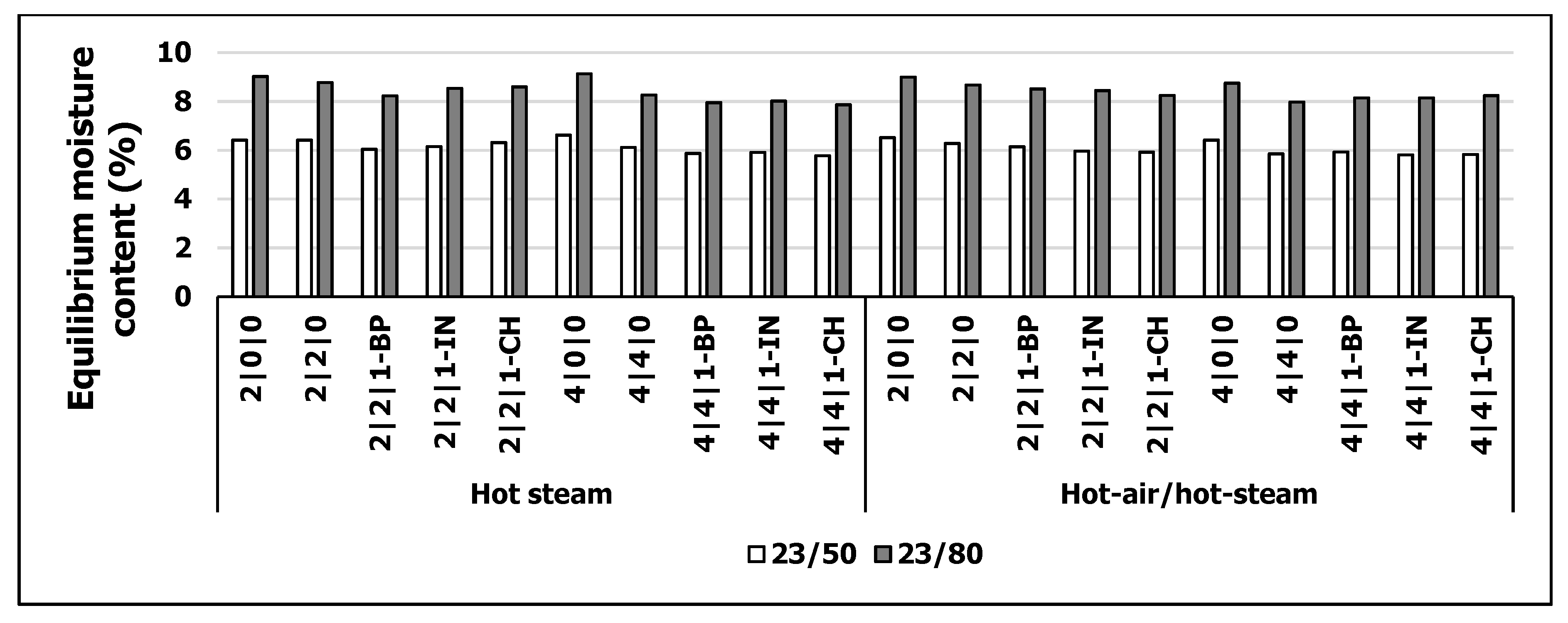
Equilibrium Moisture Content (EMC)
3.3. Physical-Mechanical Panel Properties
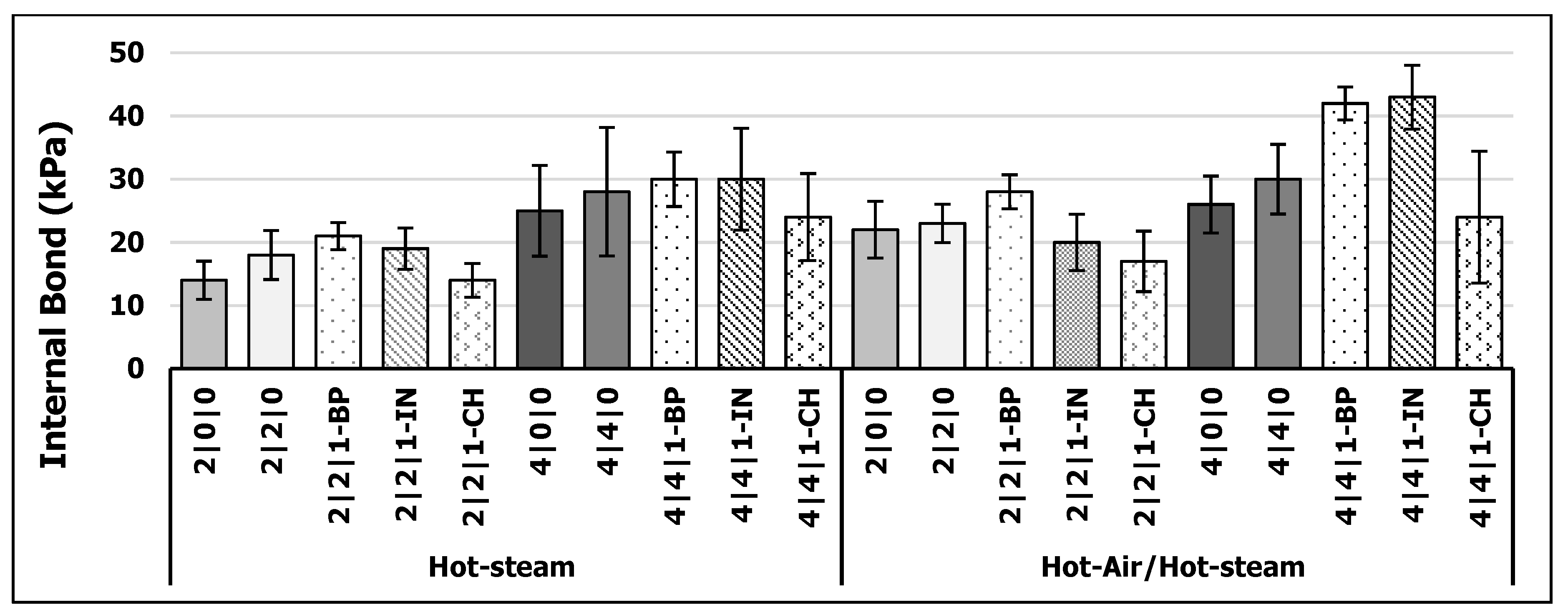
3.3.1. Internal Bond Strength (IB)
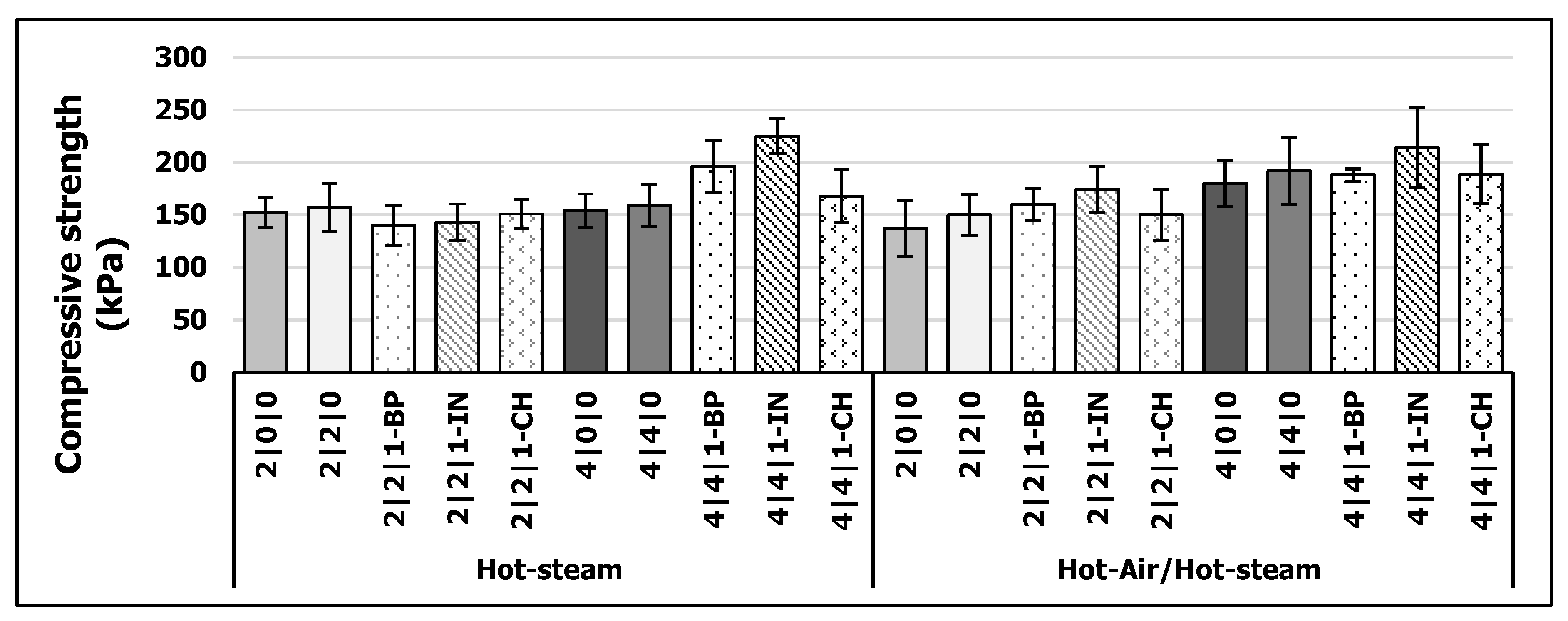
3.3.2. Compressive Strength (CS)
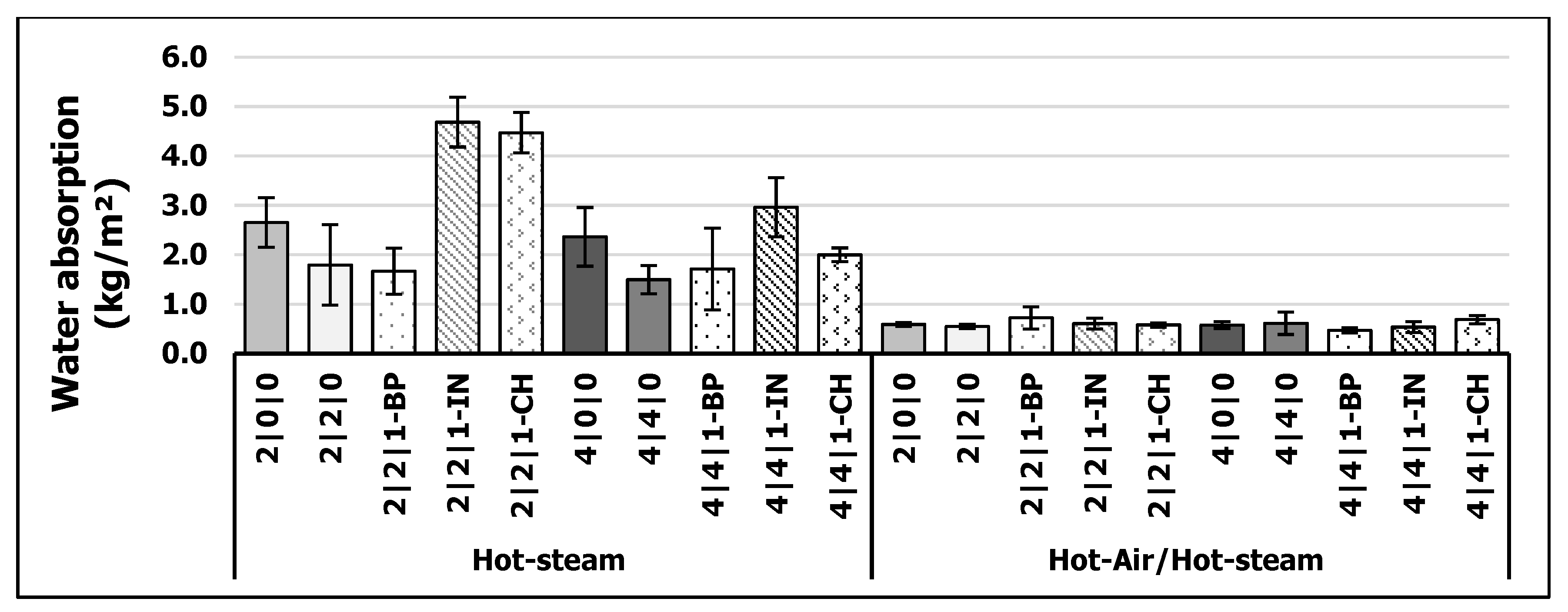
3.3.3. Short-Term Water Absorption (ST-WA)
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lamlom, S.H.; Savidge, R.A. A reassessment of carbon content in wood: Variation within and between 41 North American species. Biomass Bioenergy 2003, 25, 381–388. [Google Scholar] [CrossRef]
- Paulitsch, M.; Barbu, M. Holzwerkstoffe der Moderne; DRW-Verlag Weinbrenner GmbH & Co. KG: Leinfelden-Echterdingen, Germany, 2015. [Google Scholar]
- Axaopoulos, I.; Axaopoulos, P.; Gelegenis, J.; Fylladitakis, E.D. Optimum external wall insulation thickness considering the annual CO2 emissions. J. Build. Phys. 2019, 42, 527–544. [Google Scholar] [CrossRef]
- Pizzi, A. Wood products and green chemistry. Ann. For. Sci. 2016, 73, 185–203. [Google Scholar] [CrossRef] [Green Version]
- Pizzi, A. Wood and Fiber Panels Technology. In Lignocellulosic Fibers and Wood Handbook: Renewable Materials for Today´s Environment; Belgacem, M.N., Pizzi, A., Eds.; Scrivener Publishing LLC: Beverly, MA, USA, 2016; pp. 385–406. [Google Scholar]
- Hunt, C.G.; Frihart, C.R.; Dunky, M.; Rohumaa, A. Understanding wood bonds–going beyond what meets the eye: A critical review. Rev. Adhes. Adhes. 2018, 6, 369–440. [Google Scholar] [CrossRef]
- Kirsch, A. Entwicklung von Holzfaser-Dämmstoffen mittels Laccase-Mediator-Systemen (LMS) im Trockenverfahren/Development of Low-Density Fiberboards by Using Laccase-Mediator-Systems (LMS) in Dry Process. Master´s Thesis, Georg-August-University of Goettingen, Goettingen, Germany, 2012. [Google Scholar]
- Euring, M.; Kirsch, A.; Kharazipour, A. Hot-air/hot-steam process for the production of laccase-mediator-system bound wood fiber insulation boards. BioResources 2015, 10, 3541–3552. [Google Scholar] [CrossRef] [Green Version]
- Kirsch, A.; Ostendorf, K.; Euring, M. Improvements in the production of wood fiber insulation boards using hot-air/hot-steam process. Eur. J. Wood Wood Prod. 2018, 76, 1233–1240. [Google Scholar] [CrossRef]
- Ostendorf, K.; Reuter, P.; Euring, M. Manufacturing Medium-density Fiberboards and Wood Fiber Insulation Boards Using a Blood Albumin Adhesive on a Pilot Scale. BioRessources 2020, 15, 1531–1546. [Google Scholar]
- Segovia, F.; Blanchet, P.; Auclair, N.; Essoua Essoua, G.G. Thermo-mechanical properties of a wood fiber insulation board using a bio-based adhesive as a binder. Buildings 2020, 10, 152. [Google Scholar] [CrossRef]
- Frihart, C.R. Wood adhesives: Vital for producing most wood products. For. Prod. J. 2011, 61, 4–12. [Google Scholar] [CrossRef]
- Zhao, L.F.; Liu, Y.; Xu, Z.D.; Zhang, Y.Z.; Zhao, F.; Zhang, S.B. State of research and trends in development of wood adhesives. For. Stud. China 2011, 13, 321–326. [Google Scholar] [CrossRef]
- Boerjan, W.; Ralph, J.; Baucher, M. Lignin biosynthesis. Annu. Rev. Plant Biol. 2003, 54, 519–546. [Google Scholar] [CrossRef]
- Fengel, D.; Wegener, G. Wood: Chemistry, Ultrastructure, Reactions; Kessel Verlag: Remagen, Germany, 2003. [Google Scholar]
- Behr, A.; Seidensticker, T. Einführung in die Chemie Nachwachsender Rohstoffe: Vorkommen, Konversion, Verwendung; Springer: Berlin, Germany, 2018. [Google Scholar]
- Dence, C.W.; Lin, S.Y. Introduction. In Methods in Lignin Chemistry; Lin, S.Y., Dence, C.W., Eds.; Springer: Berlin, Germany, 1992; pp. 1–32. [Google Scholar]
- Türk, O. Stoffliche Nutzung Nachwachsender Rohstoffe: Grundlagen, Werkstoffe, Anwendungen; Springer: Berlin, Germany, 2018. [Google Scholar]
- Buckley, C.J.; Phanopoulos, C.; Khaleque, N.; Engelen, A.; Holwill, M.E.J.; Michette, A.G. Examination of the penetration of polymeric methylene di-phenyl-di-isocyanate (pMDI) into wood structure using chemical-state X-ray microscopy. Holzforschung 2002, 56, 215–222. [Google Scholar] [CrossRef]
- Bao, S.; Daunch, W.A.; Sun, Y.; Rinaldi, P.L.; Marcinko, J.J.; Phanopoulos, C. Solid state two-dimensional NMR studies of polymeric diphenyl-methane diisocyanate (PMDI) reaction in wood. For. Prod. J. 2003, 53, 63–71. [Google Scholar]
- Wanasundara, J.P.D.; Tan, S.; Alashi, A.M.; Pudel, F.; Blanchard, C. Proteins from canola/rapeseed: Current status. In Sustainable Protein Sources; Nadathur, S.R., Wanasundara, J.P.D., Scanlin, L., Eds.; Academic Press: Cambridge, MA, USA, 2017; pp. 285–304. [Google Scholar]
- Bonnardeaux, J. Uses for Canola Meal. Report; Department of Agriculture and Food: Western Australia, Australia, 2007.
- Maenz, D.D. A non-organic solvent process for the efficient recovery of canola oil. In Proceedings of the 12th International Rapeseed Congress V—Quality, Nutrition, Processing and Trade, Wuhan, China, 26–30 March 2007; pp. 123–125. [Google Scholar]
- Boucher, J.; Chabloz, C.; Lex, O.; Marison, I.W. Oleaginous seeds, press-cake and seed husks for the biosorption of metals. J. Water Supply Res. Technol. 2008, 57, 489–499. [Google Scholar] [CrossRef]
- Mahmoodi, N.M.; Arami, M.; Bahrami, H.; Khorramfar, S. Novel biosorbent (Canola hull): Surface characterization and dye removal ability at different cationic dye concentrations. Desalination 2010, 264, 134–142. [Google Scholar] [CrossRef]
- Amarowicz, R.; Naczk, M.; Shahidi, F. Antioxidant activity of crude tannins of canola and rapeseed hulls. J. Am. Oil Chem. Soc. 2000, 77, 957–961. [Google Scholar] [CrossRef]
- Trosa, A.; Pizzi, A. Industrial hardboard and other panels binder from waste lignocellulosic liquors/phenol-formaldehyde resins. Holz Roh-und Werkst. 1998, 56, 229. [Google Scholar] [CrossRef]
- Sellers, T., Jr.; McGinnis, G.D.; Ruffin, T.M.; Janiga, E.R. Lignin-modified phenol-formaldehyde resin development for fiberboard. For. Prod. J. 2004, 54, 45–51. [Google Scholar]
- Mansouri, N.E.; Pizzi, A.; Salvadó, J. Lignin-based wood panel adhesives without formaldehyde. Holz Roh-und Werkst. 2006, 65, 65–70. [Google Scholar] [CrossRef]
- Mansouri, N.E.; Pizzi, A.; Salvado, J. Lignin-based polycondensation resins for wood adhesives. J. Appl. Polym. Sci. 2007, 103, 1690–1699. [Google Scholar] [CrossRef]
- Hemmilä, V.; Adamopoulos, S.; Hosseinpourpia, R.; Ahmed, S.A. Ammonium lignosulfonate adhesives for particleboards with pMDI and furfuryl alcohol as crosslinkers. Polymers 2019, 11, 1633. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chen, H.; Nair, S.S.; Chauhan, P.; Yan, N. Lignin containing cellulose nanofibril application in pMDI wood adhesives for drastically improved gap-filling properties with robust bondline interfaces. Chem. Eng. J. 2019, 360, 393–401. [Google Scholar] [CrossRef]
- Hornus, M.; Via, B.K.; Gallagher, T.; Peresin, M.S. Partial substitution of pMDI with lignin containing cellulose nanofibrils: Low density oriented strand board. Wood Mater. Sci. Eng. 2020, 1–6. [Google Scholar] [CrossRef]
- Barzegar, M.; Behrooz, R.; Mansouri, H.R.; Najafi, S.K.; Lorenz, L.F.; Frihart, C.R. Comparison of Canola and Soy Flour with Added Isocyanate as Wood Adhesives. J. Am. Oil Chem. Soc. 2020, 97, 1371–1383. [Google Scholar] [CrossRef]
- Thompson, J.A.; Sarpeshkar, A.M.; Rosthauser, J.W.; Markusch, P.H. PMDI Wood Binders Containing Hydrophobic Diluents. U.S. Patent No. 6,352,661, 5 March 2002. [Google Scholar]
- Niemz, P.; Wagenführ, A. Werkstoffe aus Holz. In Taschenbuch der Holztechnik, 3rd ed.; Wagenführ, A., Scholz, F., Eds.; Carl Hanser Verlag: München, Germany, 2018; pp. 127–259. [Google Scholar]
- Euring, M.; Kharazipour, A. Verfahren zur Herstellung von Holz und/ oder. Verbundwerkstoffen. Patent EP 2 819 819 B1, 28 February 2013. [Google Scholar]
- GUTEX. GUTEX Thermowall® NF. Technical Datasheet; GUTEX Holzfaserplattenwerk: Waldshut-Tiengen, Germany, 2020. [Google Scholar]
- Ni, J. Molecular Investigation of the Wood/pMDI Adhesive Bondline. Doctoral’s Thesis, Virginia Polytechnic Institute and State University, Blacksburg, VA, USA, 1996. [Google Scholar]
- TAPPI|Technical Association of the Pulp and Paper Industry. T 222 om-98: Acid-Insoluble Lignin in Wood and Pulp; Technical Association of the Pulp and Paper Industry: Atlanta, GA, USA, 1985. [Google Scholar]
- Jayme, G.; Büttel, H. Vergleich verschiedener Verfahren zur Pentosanbestimmung einschließlich einer neuen ISO-Methode. Das Papier 1986, 22, 249–253. [Google Scholar]
- Pizzi, A. Synthetic Adhesives for Wood Fibers and Composites: Chemistry and Tehnology. In Lignocellulosic Fibers and Wood Handbook—Renewable Materials for Today´s Environment; Belgacem, M.N., Pizzi, A., Eds.; Scrivener Publishing LLC: Beverly, MA, USA, 2016; pp. 247–276. [Google Scholar]
- Herzog, S.A. Entwicklung von Innovativen und Emissionsarmen Bindemitteln auf Basis von Aminosilan/Aminoplast zur Herstellung von Holzwerkstoffen; Sierke Verlag: Göttingen, Germany, 2020. [Google Scholar]
- Carl Roth. Propylencarbonat ≥99.7%. Safety Data Sheet; Carl Roth GmbH & Co. KG: Karlsruhe, Germany, 2016. [Google Scholar]
- Natsch, A. Untersuchung der Herstellbarkeit von Rapsproteinprodukten auf der Grundlage Verschiedener Entölungsverfahren. Doctoral Thesis, Technische Universität, Berlin, Germany, 2006. [Google Scholar]
- Mitaru, B.N.; Blair, R.; Bell, J.M.; Reichert, R.D. Tannin and fiber contents of rapeseed and canola hulls. Can. J. Anim. Sci. 1982, 62, 661–663. [Google Scholar] [CrossRef]
- Keller, R.; Nussbaumer, T. Bestimmung des Stickstoffgehalts von Holz und Holzwerkstoffen mittels Oxidation und Chemilumineszenz-Detektion von Stickstoffmonoxid. Holz Roh-und Werkst. 1993, 51, 21–26. [Google Scholar] [CrossRef]
- Janshekar, H.; Brown, C.; Haltmeier, T.; Leisola, M.; Fiechter, A. Bioalteration of Kraft pine lignin byPhanerochaete chrysosporium. Arch. Microbiol. 1982, 132, 14–21. [Google Scholar] [CrossRef]
- Köhler, R. Isocyanate und Polyurethane. Wohnmedizin 2016, 54, 57–74. [Google Scholar]
- Franke, R. Zum Recycling von Holzspanplatten und Mitteldichten Faserplatten. Doctoral Thesis, Georg-August University Göttingen, Goettingen, Germany, 1999. [Google Scholar]
- Wieland, H.; Möller, F.; Bockisch, F.J. Wärmetechnische und technologische Aspekte von Dämm-und Werkstoffen aus nachwachsenden Rohstoffen. Landbauforsch. Völkenrode 2007, 1, 87–93. [Google Scholar]
- Schild, K.; Willems, W.M. Wärmeschutz: Grundlagen—Berechnung—Bewertung, 2nd ed.; Springer: Berlin, Germany, 2013. [Google Scholar]
- Scheiding, W. Untersuchungen zur Wärmeleitfähigkeit von Holzfaserstoff. Holz Roh-und Werkst. 2000, 58, 177–181. [Google Scholar] [CrossRef]
- Brombacher, V. Untersuchungen zur Optimierung von Holzfaserdämmstoffen in Abhängigkeit von Rohstoff, Aufschlussbedingungen und Herstellungsverfahren. Doctoral’s Thesis, Eidgenössische Technische Hochschule (ETH) Zürich, Zürich, Switzerland, 2015. [Google Scholar]
- Hunt, J.F.; O’Dell, J.; Turk, C. Fiberboard bending properties as a function of density, thickness, resin, and moisture content. Holzforschung 2008, 62, 569–576. [Google Scholar] [CrossRef]
- Wang, W.; Zhu, Y.; Du, J.; Yang, Y.; Jin, Y. Influence of lignin addition on the enzymatic digestibility of pretreated lignocellulosic biomasses. Bioresour. Technol. 2015, 181, 7–12. [Google Scholar] [CrossRef]
- Bao, S.; Daunch, W.A.; Sun, Y.; Rinaldi, P.L.; Marcinko, J.J.; Phanopoulos, C. Solid state NMR studies of polymeric diphenylmethane diisocyanate (PMDI) derived species in wood. J. Adhes. 1999, 71, 377–394. [Google Scholar] [CrossRef]
- Solt, P.; Libowitzky, S.; van Herwijnen, H.W.; Konnerth, J. Improved method for analyzing cohesive strength development of pMDI. Wood Sci. Technol. 2020, 54, 7–17. [Google Scholar]
- Malmberg, M.J. Species Dependence of pMDI/Wood Adhesion. Master´s Thesis, Faculty of Virginia Polytechnic Institute and State University, Blacksburg, VA, USA, 2000. [Google Scholar]
- Zeppenfeld, G.; Grunwald, D. Klebstoffe in der Holz-und Möbelindustrie, 2nd ed.; DRW-Verlag Weinbrenner: Leinfelden-Echterdingen, Germany, 2005. [Google Scholar]
- Eichhorn, S.C. Entwicklung Neuartiger mit Polyurethan Gebundener Holzfaserdämmstoffe Geringer Rohdichte; Sierke Verlag: Göttingen, Germany, 2018. [Google Scholar]
- Zhou, X.; Frazier, C.E. Double labeled isocyanate resins for the solid-state NMR detection of urethane linkages to wood. Int. J. Adhes. Adhes. 2001, 21, 259–264. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variant | pMDI (%) | Propylene Carbonate (%) | Additive (%) | ||
|---|---|---|---|---|---|
| BioPiva 395 (BP) | Indulin AT (IN) | Canola Hulls (CH) | |||
| 2|0|0 | 2 | 0 | 0 | 0 | 0 |
| 2|2|0 | 2 | 2 | 0 | 0 | 0 |
| 2|2|1-BP | 2 | 2 | 1 | 0 | 0 |
| 2|2|1-IN | 2 | 2 | 0 | 1 | 0 |
| 2|2|0-CH | 2 | 2 | 0 | 0 | 1 |
| 4|0|0 | 4 | 0 | 0 | 0 | 0 |
| 4|4|0 | 4 | 4 | 0 | 0 | 0 |
| 4|4|1-BP | 4 | 4 | 1 | 0 | 0 |
| 4|4|1-IN | 4 | 4 | 0 | 1 | 0 |
| 4|4|1-CH | 4 | 4 | 0 | 0 | 1 |
| Variant | Cold Water | Hot Water | ||
|---|---|---|---|---|
| pH | Extracts (%) | pH | Extracts (%) | |
| native | 4.32 | 4.5 | 4.40 | 4.8 |
| 2|0|0 | 4.59 | 5.3 | 4.59 | 4.6 |
| 2|2|0 | 4.33 | 5.0 | 4.33 | 8.1 |
| 2|2|1-BP | 4.44 | 4,4 | 3.98 | 6.3 |
| 2|2|1-IN | 4.40 | 4.3 | 4.45 | 6.4 |
| 2|2|1-CH | 4.39 | 4.6 | 4.23 | 8.8 |
| 4|0|0 | 4.47 | 5.3 | 4.47 | 5.3 |
| 4|4|0 | 4.44 | 5.2 | 4.44 | 8.5 |
| 4|4|1-BP | 4.08 | 4.9 | 4.56 | 8.2 |
| 4|4|1-IN | 4.61 | 3.7 | 4.56 | 7.3 |
| 4|4|1-CH | 4.43 | 4.2 | 4.88 | 8.4 |
| Canola Hull Analysis | |||
|---|---|---|---|
| Lignin | soluble (%) | 1.2 | ∑ |
| insoluble (%) | 18 | 19.2 | |
| Pentosane | (%) | 2.5 | |
| Cold water | extracts (%) | 24.8 | |
| Hot water | extracts (%) | 25.9 | |
| pH | 4.6 | ||
| Successive extraction | petrolether | 12.7 | ∑ |
| diethylether | 0.6 | 23.0 | |
| acetone | 3.9 | ||
| ethanol | 5.8 | ||
| N (%) | C (%) | |
|---|---|---|
| Native fiber | 0.07 (±0.004) | 49.3 (±0.13) |
| BioPiva395 (BP) | 0.05 (±0.003) | 64.6 (±0.41) |
| Indulin (IN) | 1.31 (±0.006) | 61.9 (±0.05) |
| Canola Hull (CH) | 4.83 (±0.025) | 49.7 (±0.11) |
| pMDI | 9.62 (±0.079) | 69.4 (±0.30) |
| 2|0|0 | 0.26 (±0.007) | 48.5 (±0.98) |
| 4|0|0 | 0.28 (±0.009) | 48.4 (±1.50) |
| 2|2|0 | 0.21 (±0.002) | 50.3 (±0.87) |
| 4|4|0 | 0.41 (±0.006) | 49.8 (±0.62) |
| 2|2|1-BP | 0.31 (±0.016) | 48.6 (±0.60) |
| 4|4|1-BP | 0.35 (±0.017) | 50.0 (±0.32) |
| 2|2|1-IN | 0.20 (±0.005) | 49.2 (±0.33) |
| 4|4|1-IN | 0.37 (±0.008) | 50.6 (±0.34) |
| 2|2|1-CH | 0.27 (±0.005) | 49.7 (±0.11) |
| 4|4|1-CH | 0.47 (±0.007) | 50.8 (±0.13) |
| Sample | Density | Average Density | Thermal Conductivity | Variant | Curing |
|---|---|---|---|---|---|
| (kg/m3) | (kg/m3) | (W/(m × K)) | |||
| 1.1 | 145.57 | 150.2 | 0.039 | (2|2|1-BP) | HA/HS |
| 1.2 | 154.77 | ||||
| 2.1 | 167.84 | 168.2 | 0.042 | (4|4|1-IN) | HS |
| 2.2 | 168.56 | ||||
| 3.1 | 157.78 | 156.2 | 0.040 | (2|2|1-IN) | HA/HS |
| 3.2 | 154.51 |
| Bulk Density | Geodesic Fiber Length (mm) | ||
|---|---|---|---|
| (kg/m3) | Percentile (Q2) | ||
| 10 | 50 | 90 | |
| 16.4 (±0.7) | 0.28 (±0.01) | 1.84 (±0.07) | 4.38 (±0.04) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ostendorf, K.; Ahrens, C.; Beulshausen, A.; Tene Tayo, J.L.; Euring, M. On the Feasibility of a pMDI-Reduced Production of Wood Fiber Insulation Boards by Means of Kraft Lignin and Ligneous Canola Hulls. Polymers 2021, 13, 1088. https://doi.org/10.3390/polym13071088
Ostendorf K, Ahrens C, Beulshausen A, Tene Tayo JL, Euring M. On the Feasibility of a pMDI-Reduced Production of Wood Fiber Insulation Boards by Means of Kraft Lignin and Ligneous Canola Hulls. Polymers. 2021; 13(7):1088. https://doi.org/10.3390/polym13071088
Chicago/Turabian StyleOstendorf, Kolja, Christian Ahrens, Arne Beulshausen, Jean Lawrence Tene Tayo, and Markus Euring. 2021. "On the Feasibility of a pMDI-Reduced Production of Wood Fiber Insulation Boards by Means of Kraft Lignin and Ligneous Canola Hulls" Polymers 13, no. 7: 1088. https://doi.org/10.3390/polym13071088