
Fiber Formation and Structural Development of HBA/HNA Thermotropic Liquid Crystalline Polymer in High-Speed Melt Spinning


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
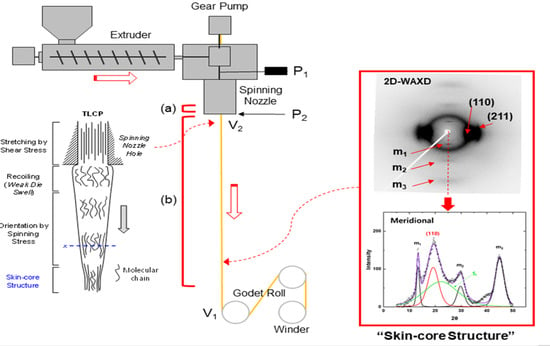
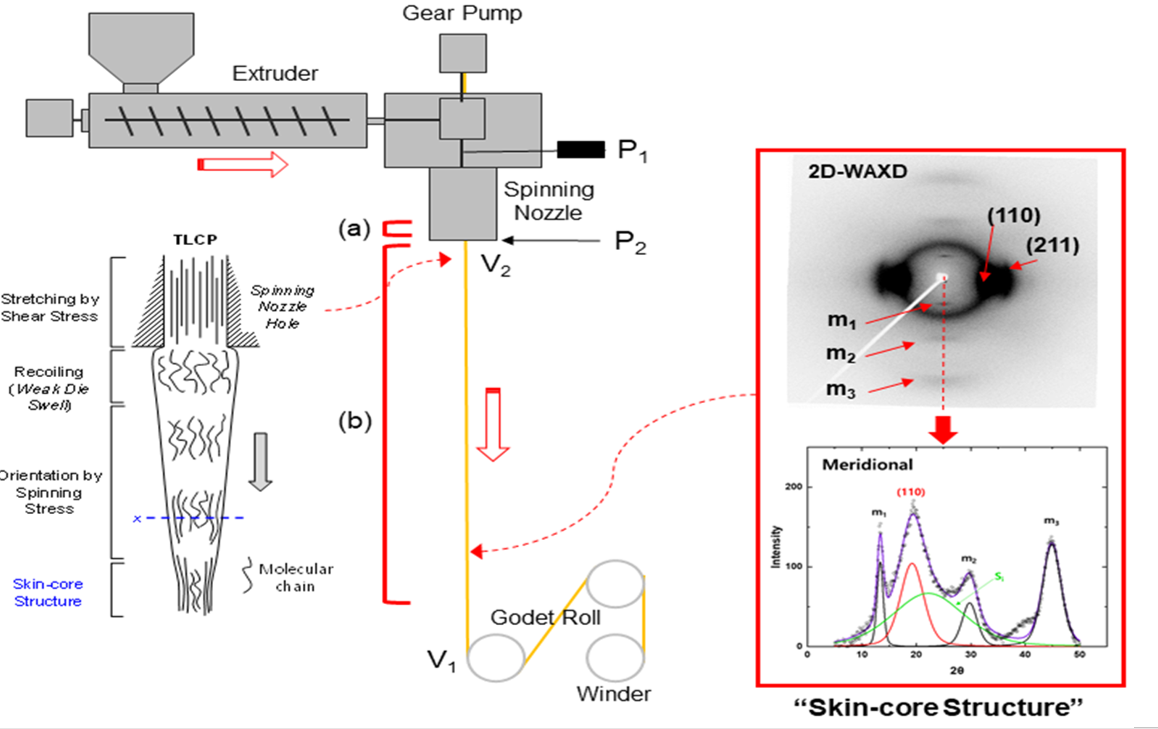
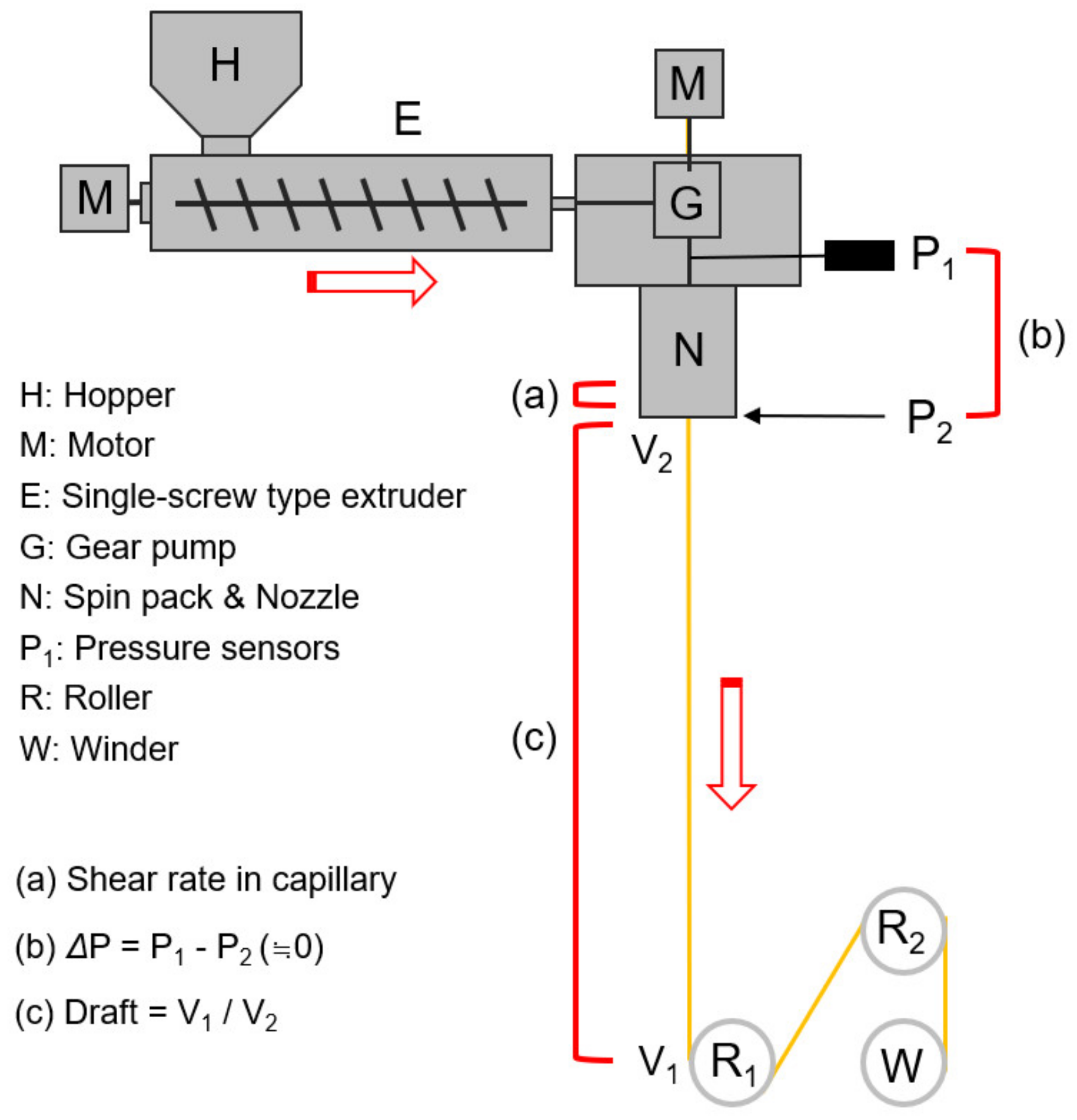
2.2. Melt Spinning
2.3. FESEM
2.4. Tensile Test
2.5. 2D-WAXD
3. Results and Discussion
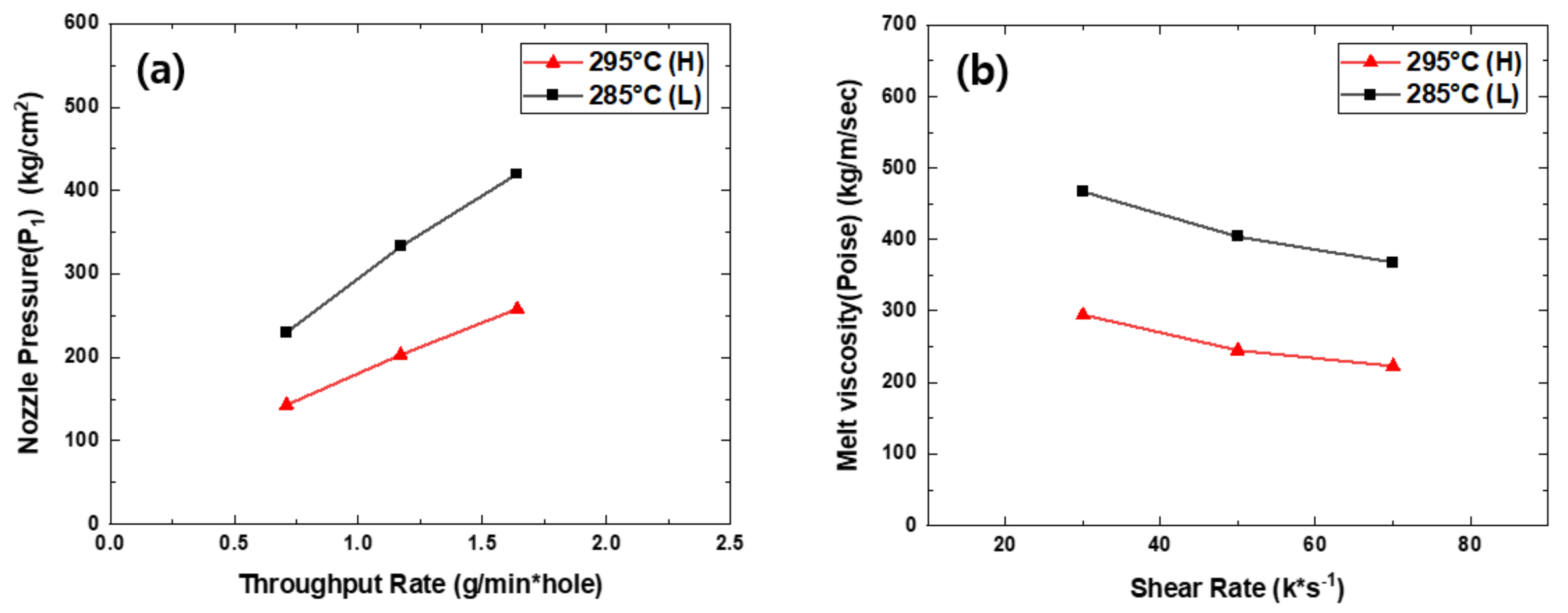
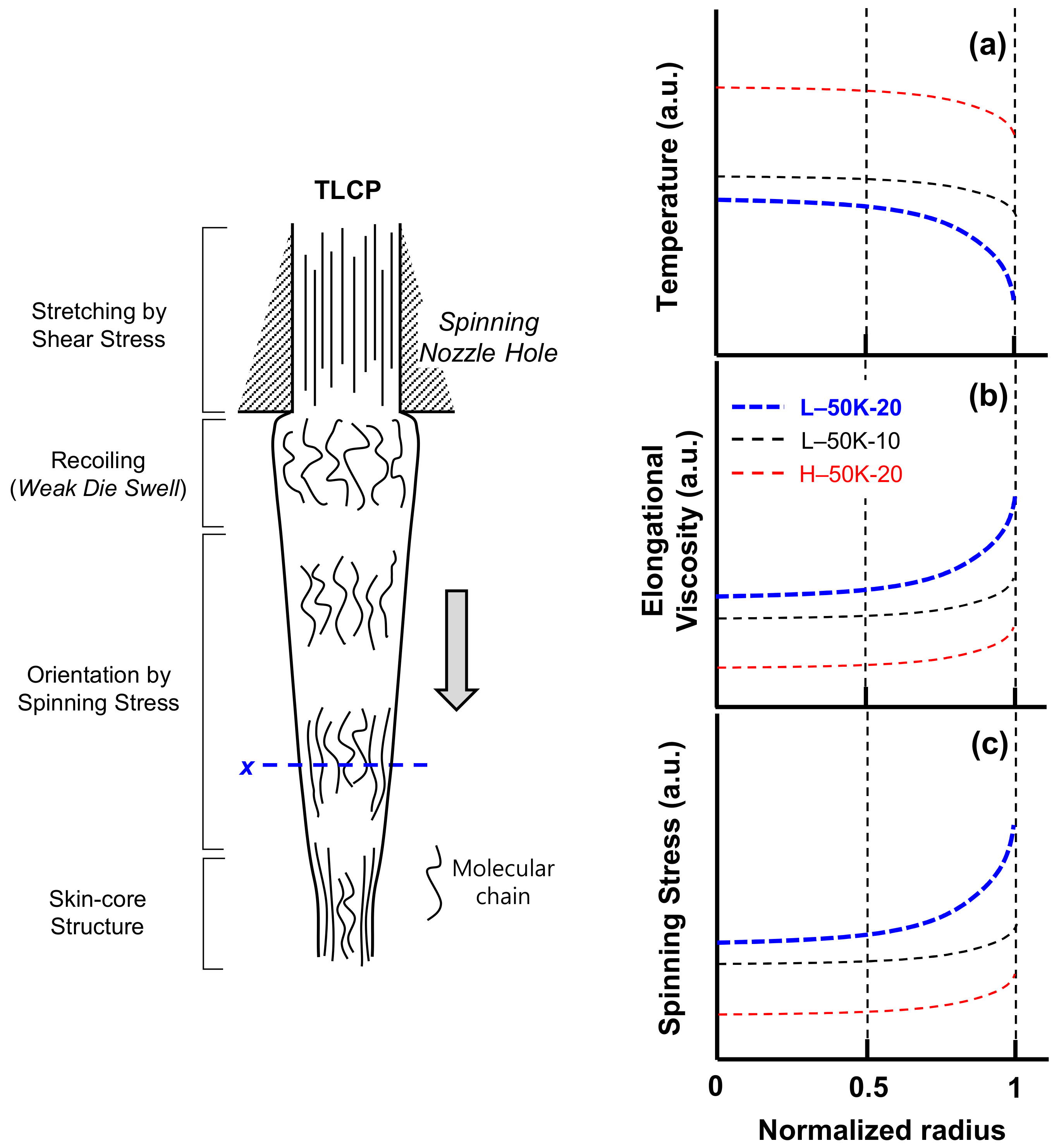
3.1. Rheological Properties
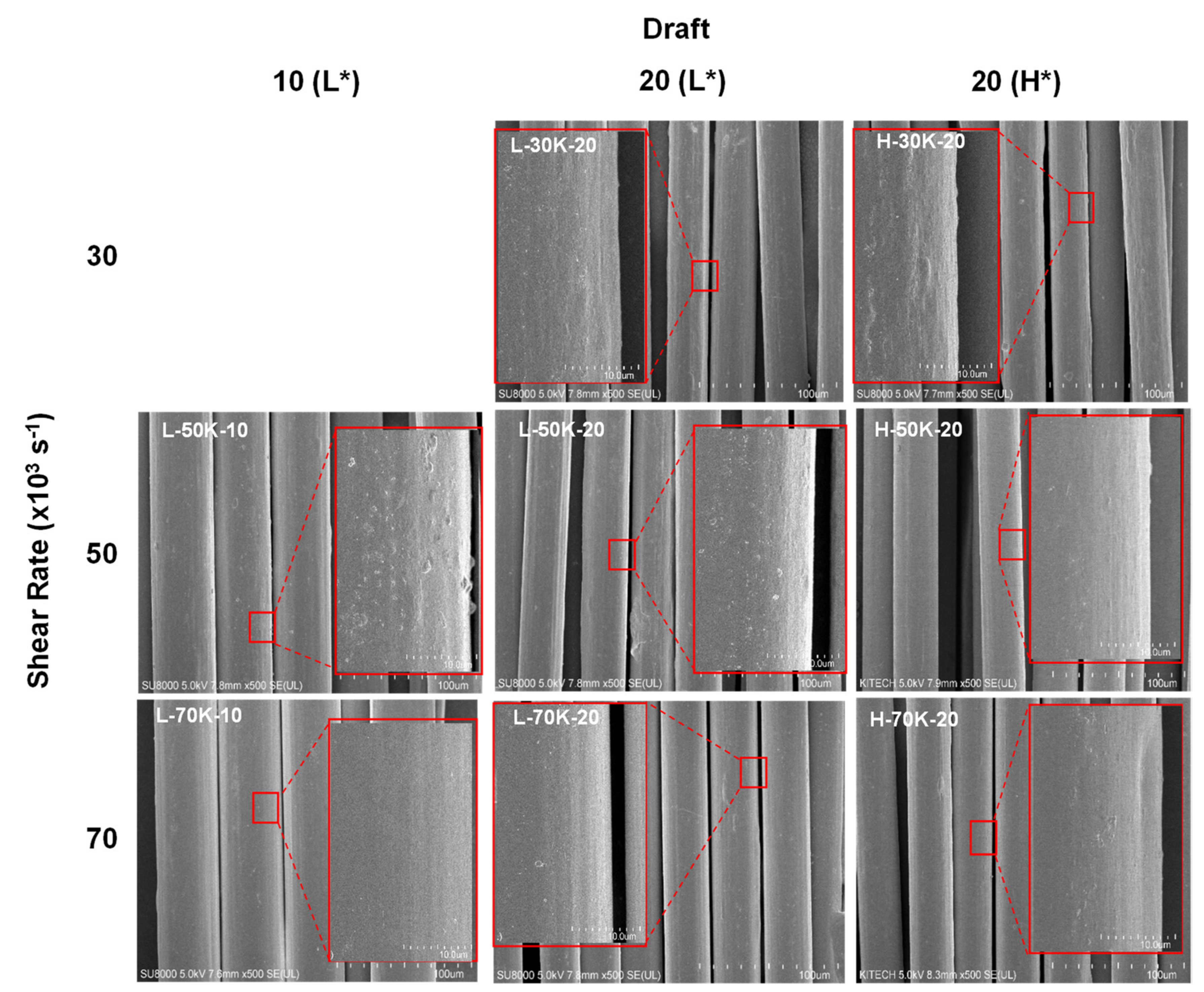
3.2. FESEM Analysis
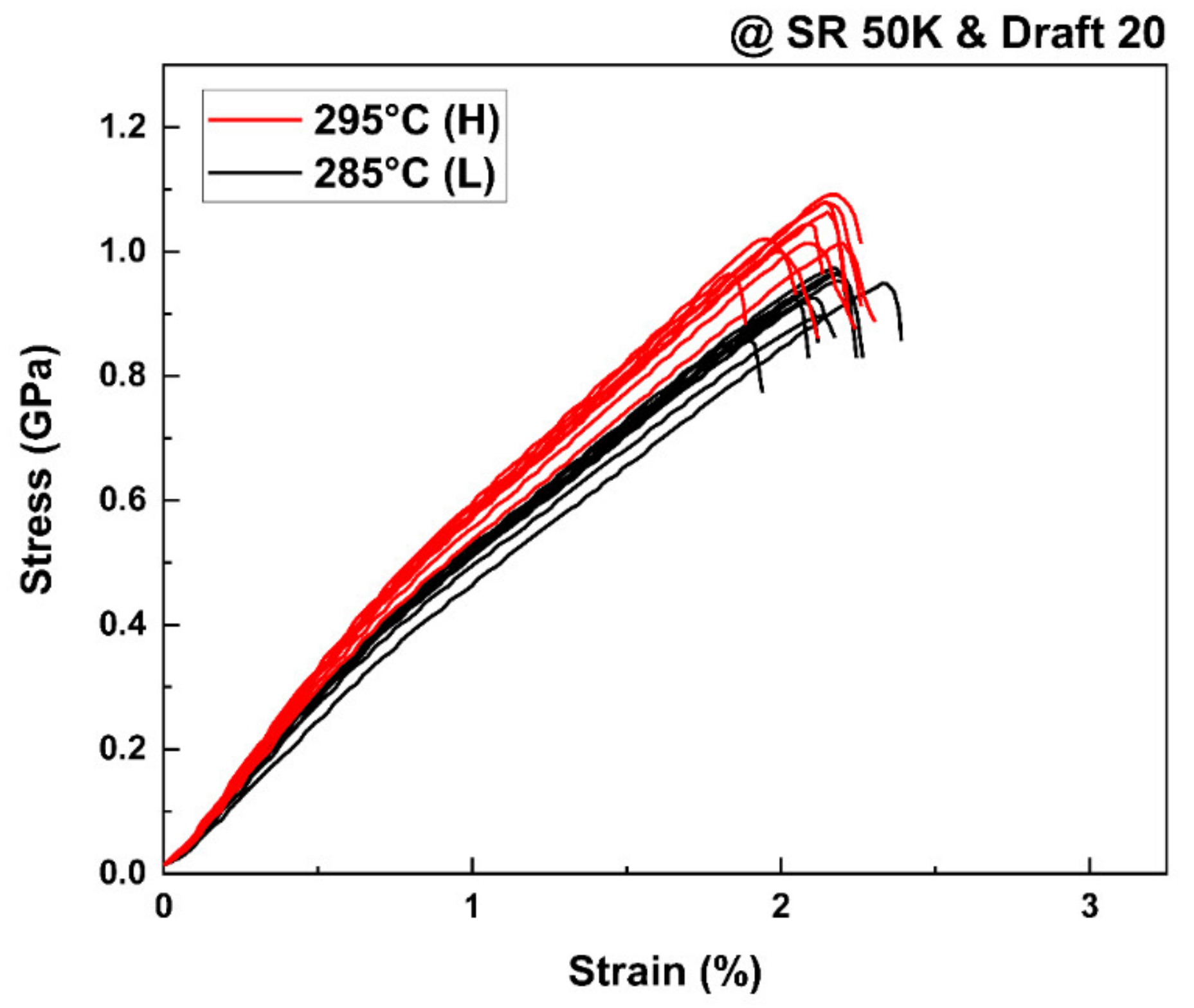
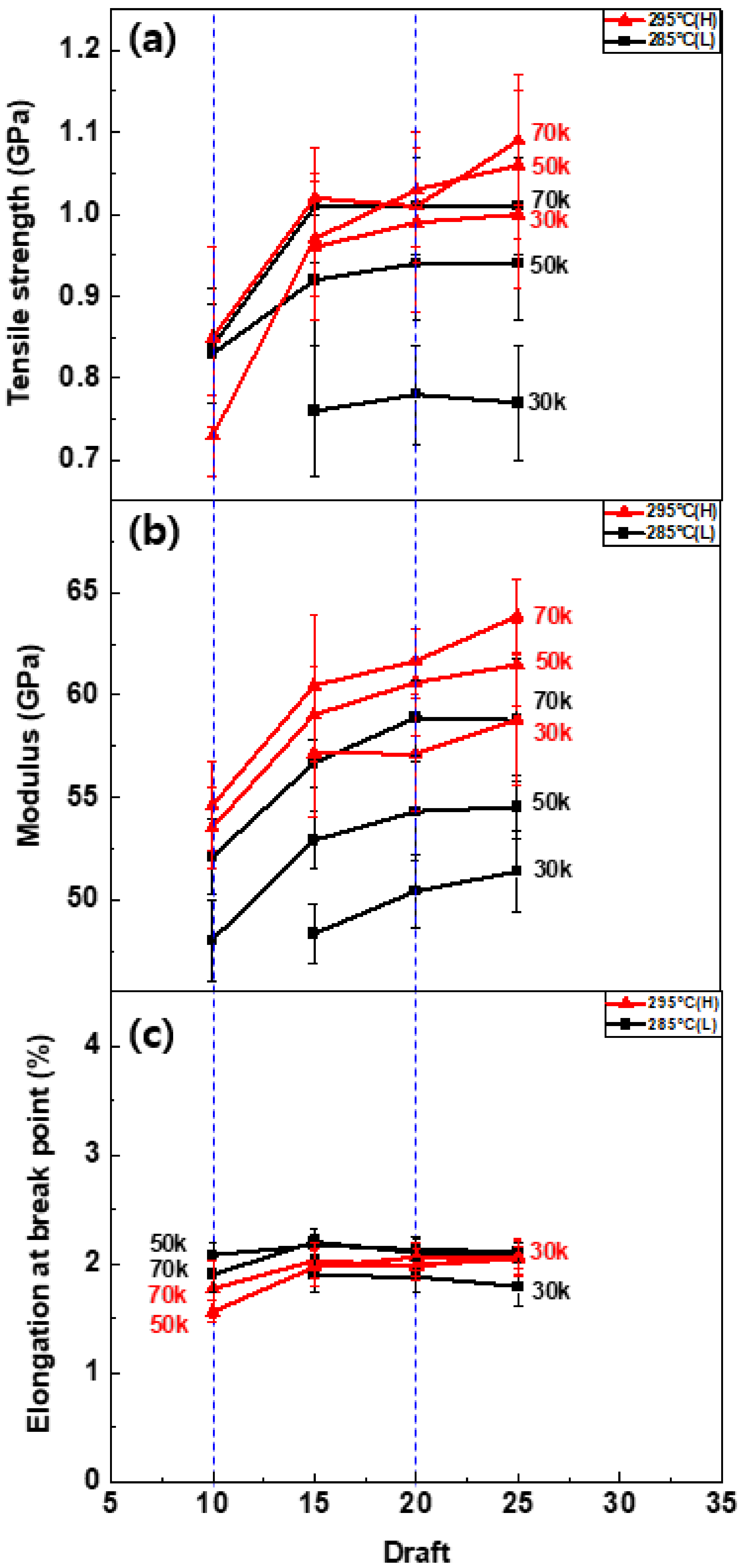
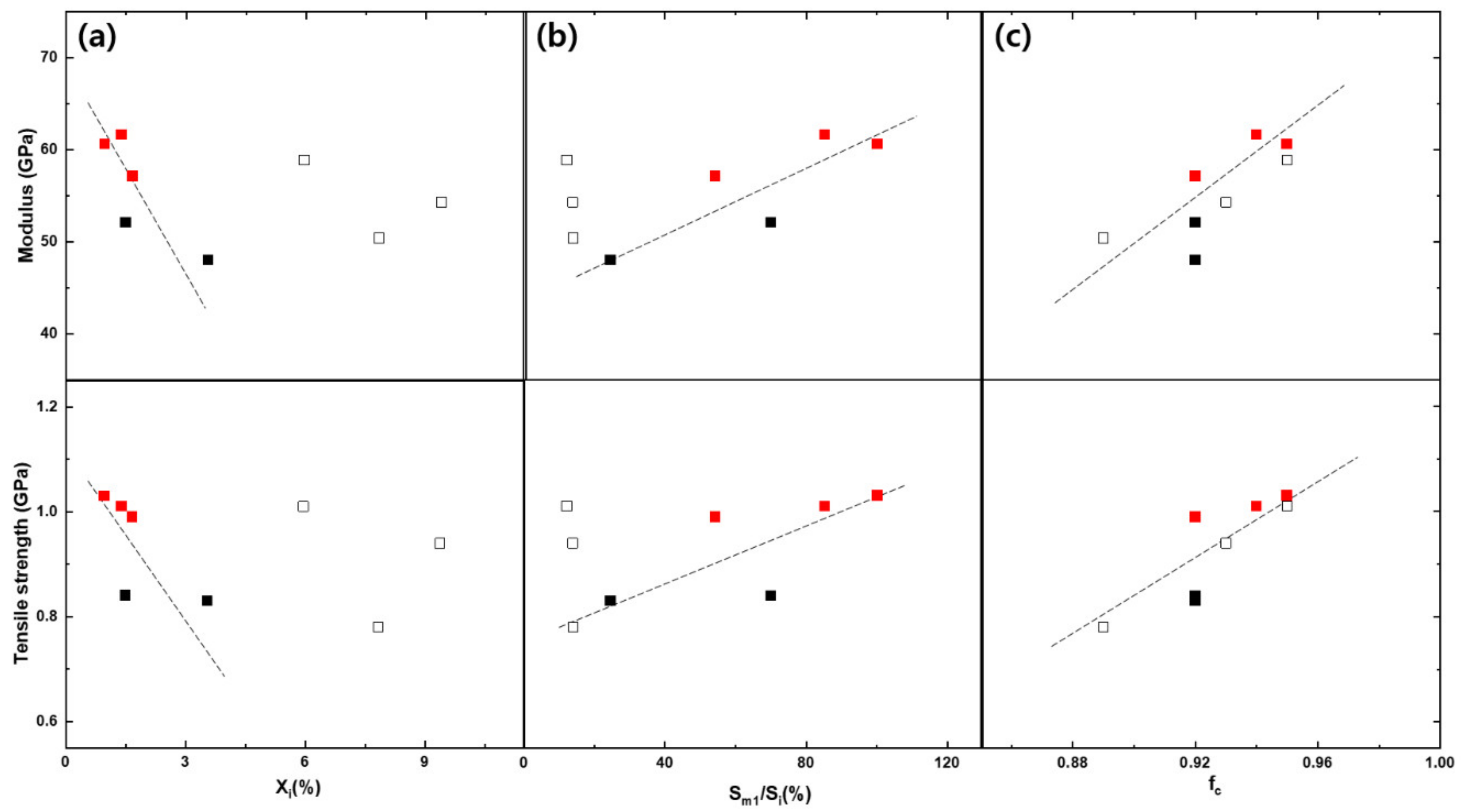
3.3. Mechanical Properties
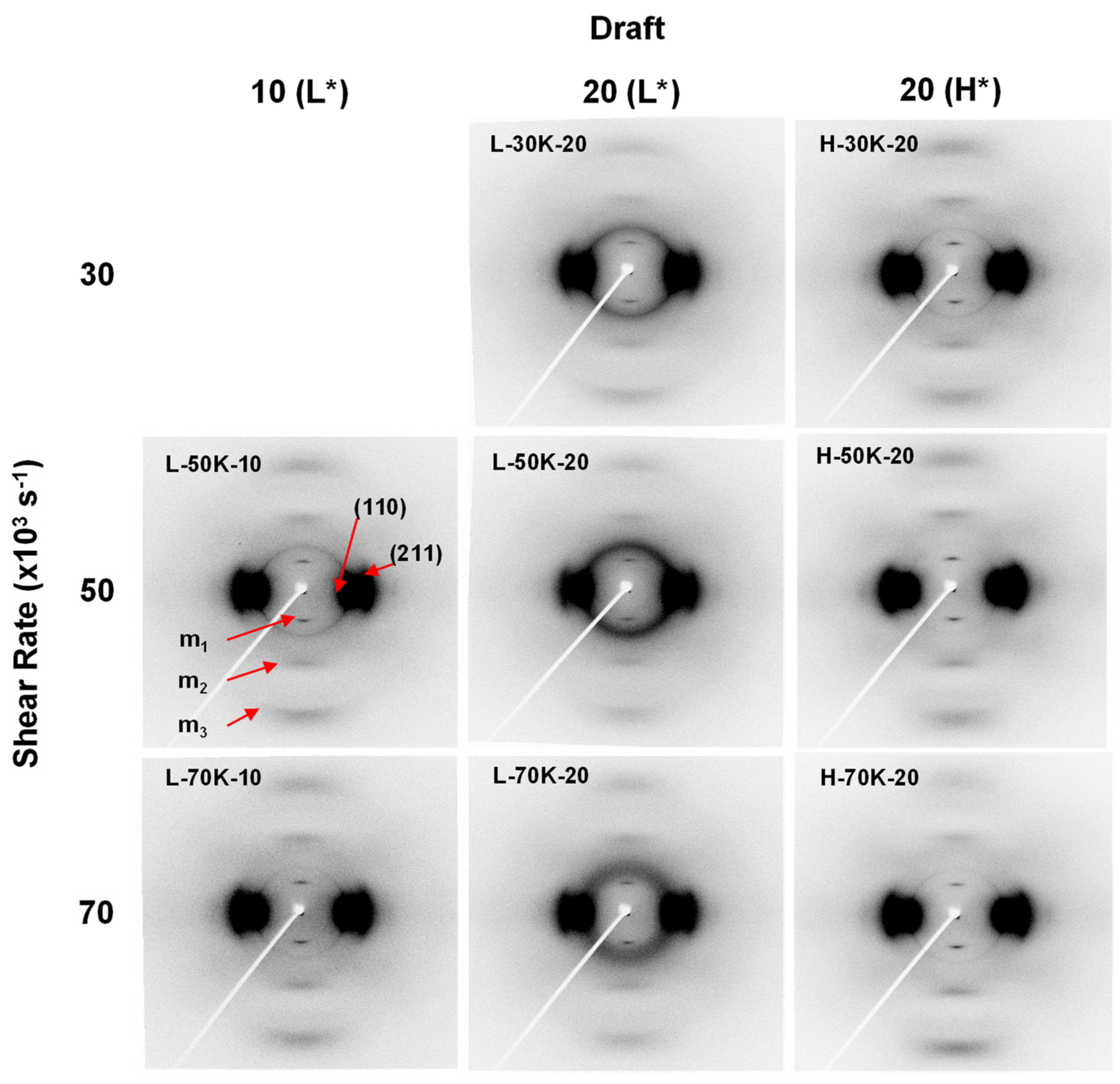
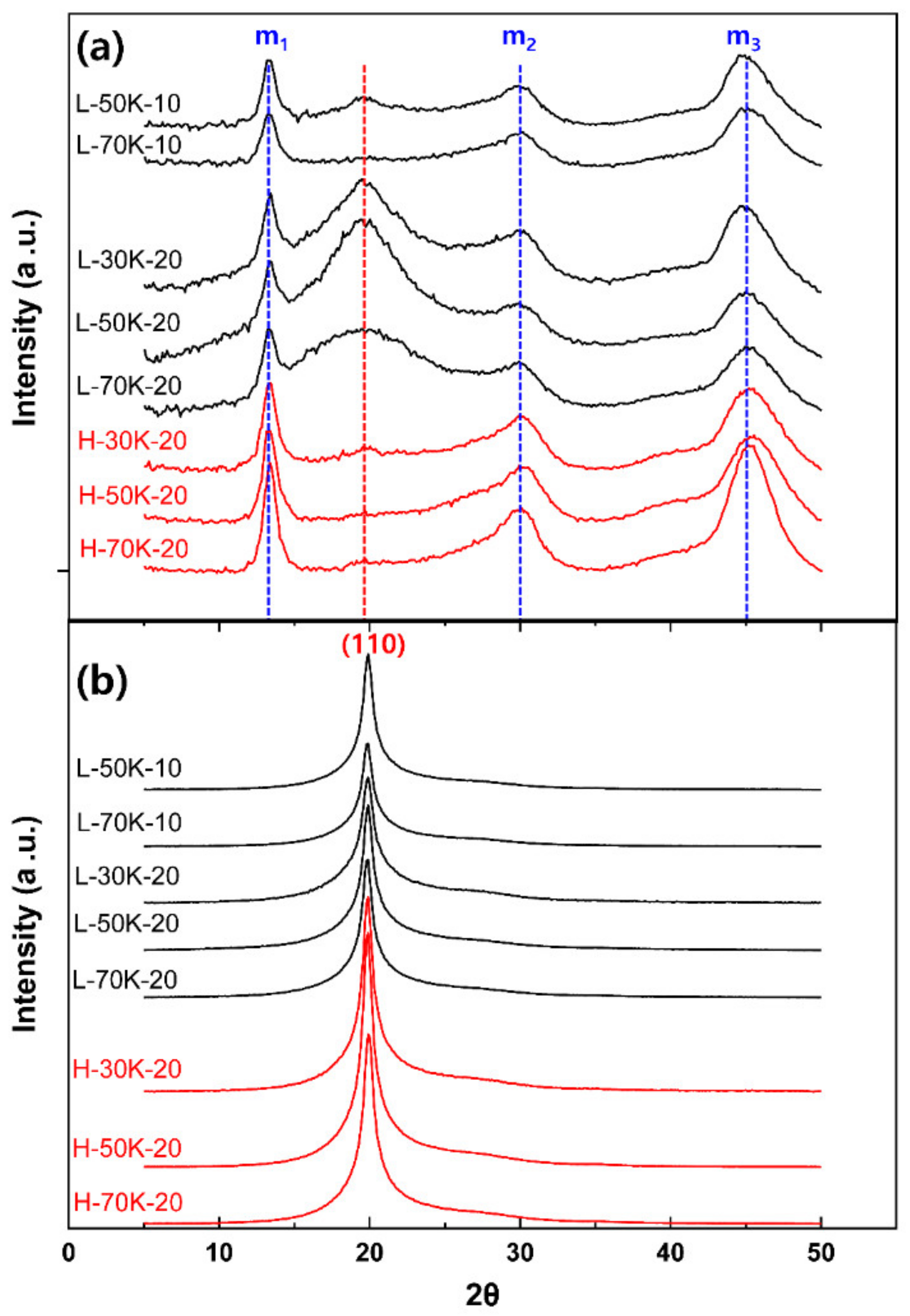
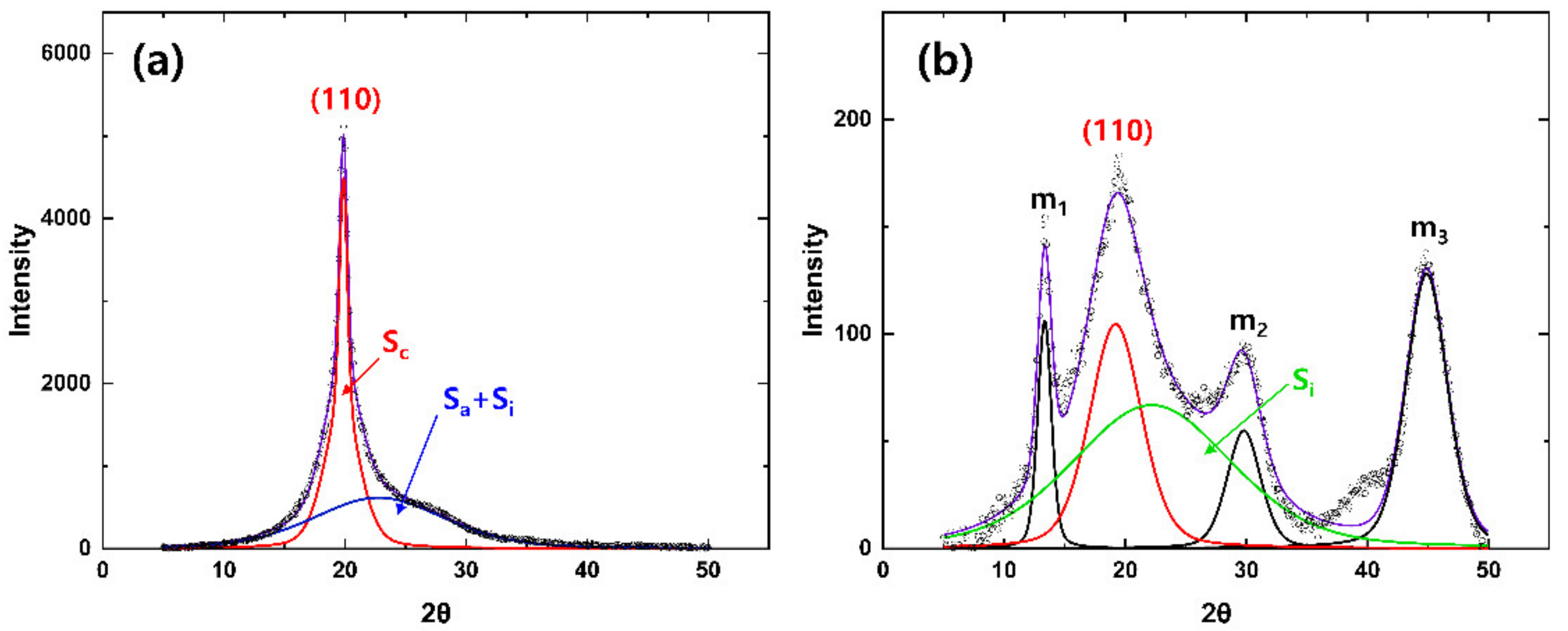
3.4. 2D-WAXD
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yang, H.H.; Allen, S.R. Fiber Spinning of Anisotropic Polymers. In Advanced Fiber Spinning Technology; Nakajima, T., Kajiwara, K., McIntyre, J.E., Eds.; Woodhead Publishing: Cambridge, UK, 1994; pp. 130–159. [Google Scholar] [CrossRef]
- Nakagawa, J. Spinning of Thermotropic Liquid-Crystal Polymers. In Advanced Fiber Spinning Technology; Nakajima, T., Kajiwara, K., McIntyre, J.E., Eds.; Woodhead Publishing: Cambridge, UK, 1994; pp. 160–171. [Google Scholar] [CrossRef]
- Wilkes, G.L. An overview of the basic rheological behavior of polymer fluids with an emphasis on polymer melts. J. Chem. Educ. 1981, 58, 880–892. [Google Scholar] [CrossRef]
- Kenig, S. Orientability of liquid crystal polymers in elongational flow. Polym. Eng. Sci. 1987, 27, 887–892. [Google Scholar] [CrossRef]
- Cevasco, G.; Guanti, G.; Hopkins, A.R.; Thea, S.; Williams, A. A novel dissociative mechanism in acyl group transfer from aryl 4-hydroxybenzoates in aqueous solvents. J. Org. Chem. 1985, 50, 479–484. [Google Scholar] [CrossRef]
- Weiss, R.A.; Huh, W.; Nicolais, L. Novel reinforced polymers based on blends of polystyrene and a thermotropic liquid crystalline polymer. Polym. Eng. Sci. 1987, 27, 84–691. [Google Scholar] [CrossRef]
- Malik, T.M.; Carreau, P.J.; Chapleau, N. Characterization of liquid crystalline polyester polycarbonate blends. Polym. Eng. Sci. 1989, 29, 600–608. [Google Scholar] [CrossRef]
- Bair, T.I.; Morgan, P.W.; Killian, F.L. Poly(1,4-phenyleneterephthalamides). Polymerization and novel liquid-crystalline solutions. Macromolecules 1977, 10, 1396–1400. [Google Scholar] [CrossRef]
- Finkelmann, H. Liquid crystalline polymers. Angew. Chem. Int. Ed. 1987, 26, 816–824. [Google Scholar] [CrossRef]
- Kenig, S. Shear-induced orientation in liquid crystalline polymers. Polym. Eng. Sci. 1989, 29, 1136–1141. [Google Scholar] [CrossRef]
- Cuculo, J.A.; Chen, G.-Y. Extrusion, fiber formation, and characterization of thermotropic copolyesters. J. Polym. Sci. Part B Polym. Phys. 1988, 26, 179–200. [Google Scholar] [CrossRef]
- Muramatsu, H.; Krigbaum, W.R. Fiber spinning from the nematic melt. 3. The copolyester of p-hydroxybenzoic acid and 2-hydroxy-6-naphthoic acid. Macromolecules 1986, 19, 2850–2855. [Google Scholar] [CrossRef]
- Wissbrun, K.F. Observations on the melt rheology of thermotropic aromatic polyesters. Br. Polym. J. 1980, 12–14, 163–169. [Google Scholar] [CrossRef]
- Kurt, F.; Wissbrun, Y.I. Processing of Melt Processible Liquid Crystal Polymer by Control of Thermal History. U.S. Patent 4,325,903, 20 April 1982. [Google Scholar]
- Kurt, F.; Wissbrun, Y.I. Process for Extruding Liquid Crystal Polymer. U.S. Patent 4,332,759, 1 June 1982. [Google Scholar]
- Beers, D.; Young, R.J.; So, C.L.; Sikkema, D.J.; Perepelkin, K.E.; Weedon, G. Other High Modulus-High Tenacity (HM-HT) Fibres from Linear Polymers. In High-Performance Fibres; Hearle, J.W.S., Ed.; Woodhead Publishing: Cambridge, UK, 2001; pp. 93–155. [Google Scholar] [CrossRef]
- Sutera, S.P.; Skalak, R. The history of poiseuille’s law. Annu. Rev. Fluid Mech. 1993, 25, 1–20. [Google Scholar] [CrossRef]
- Yasuda, H. High-Speed Fiber Spinning: Science and Engineering Aspects; Ziabicki, A., Kawai, H., Eds.; Wiley: New York, NY, USA, 1985; p. 363. [Google Scholar]
- Gutierrez, G.A.; Chivers, R.A.; Blackwell, J.; Stamatoff, J.B.; Yoon, H. The structure of liquid crystalline aromatic copolyesters prepared from 4-hydroxybenzoic acid and 2-hydroxy-6-naphthoic acid. Polymer 1983, 24, 937–942. [Google Scholar] [CrossRef]
- Taylor, J.E.; Romo-Uribe, A.; Libera, M.R. Molecular orientation gradients in thermotropic liquid crystalline fiber. Polym. Adv. Technol. 2003, 14, 595–600. [Google Scholar] [CrossRef]
- Kalfon-Cohen, E.; Marom, G.; Weinberg, A.; Wachtel, E.; Migliaresi, C.; Pegoretti, A. Microstructure and nematic transition in thermotropic liquid crystalline fibers and their single polymer composites. Polym. Adv. Technol. 2007, 18, 771–779. [Google Scholar] [CrossRef]
- The Society of Fiber Science and Technology (Ed.) High-Performance and Specialty Fibers; Springer: Tokyo, Japan, 2016. [Google Scholar] [CrossRef]
- Katayama, K.-I.; Tsuji, M. Fundamentals of Spinning. In Advanced Fiber Spinning Technology; Nakajima, T., Kajiwara, K., McIntyre, J.E., Eds.; Woodhead Publishing: Cambridge, UK, 1994; pp. 26–62. [Google Scholar] [CrossRef]
- Murase, Y.; Nagai, A. Melt Spinning. In Advanced Fiber Spinning Technology; Nakajima, T., Kajiwara, K., McIntyre, J.E., Eds.; Woodhead Publishing: Cambridge, UK, 1994; pp. 25–64. [Google Scholar] [CrossRef]
- Sawyer, L.C.; Jaffe, M. The structure of thermotropic copolyesters. J. Mater. Sci. 1986, 21, 1897–1913. [Google Scholar] [CrossRef]
- Dobb, M.G.; Robson, R.M. Structural characteristics of aramid fibre variants. J. Mater. Sci. 1990, 25, 459–464. [Google Scholar] [CrossRef]
- Riekel, C.; Dieing, T.; Engström, P.; Vincze, L.; Martin, C.; Mahendrasingam, A. X-ray microdiffraction study of chain orientation in poly(p-phenylene terephthalamide). Macromolecules 1999, 32, 7859–7865. [Google Scholar] [CrossRef]
- Vassilatos, G.; Schmeltzer, E.R.; Denn, M.M. Issues concerning the rate of heat transfer from a Spinline. Int. Polym. Process. 1992, 7, 144–150. [Google Scholar] [CrossRef]
- Cao, M.; Varma-Nair, M.; Wunderlich, B. The thermal properties of poly(oxy-1,4-benzoyl), poly(oxy-2,6-Naphthoyl), and its copolymers. Polym. Adv. Technol. 1990, 1, 151–170. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Code (Spinning Temp. 1-SR-Draft) | Throughput Rate (g·min−1·hole−1) | Shear Rate (×103 s−1) | Spinning Velocity (m·min−1) | Draft | |
|---|---|---|---|---|---|
| 285 °C | 295 °C | ||||
| L-30K-15 | H-30K-15 | 0.78 | 30 | 550 | 15 |
| L-30K-20 | H-30K-20 | 0.78 | 30 | 750 | 20 |
| L-30K-25 | H-30K-25 | 0.78 | 30 | 950 | 25 |
| L-50K-10 | H-50K-10 | 1.30 | 50 | 650 | 10 |
| L-50K-15 | H-50K-15 | 1.30 | 50 | 950 | 15 |
| L-50K-20 | H-50K-20 | 1.30 | 50 | 1200 | 20 |
| L-50K-25 | H-50K-25 | 1.30 | 50 | 1550 | 25 |
| L-70K-10 | H-70K-10 | 1.81 | 70 | 900 | 10 |
| L-70K-15 | H-70K-15 | 1.81 | 70 | 1300 | 15 |
| L-70K-20 | H-70K-20 | 1.81 | 70 | 1760 | 20 |
| L-70K-25 | H-70K-25 | 1.81 | 70 | 2200 | 25 |
| Sample | Fraction 1 (%) | Sm1/Si2 (%) | d-Spacing (Å) | Lamellar Size (Å) 3 | ƒc4 | ||
|---|---|---|---|---|---|---|---|
| Xc | Xa | Xi | (d110) | (L110) | (110) | ||
| L-50K-10 | 56.0 | 41.4 | 3.6 | 24.6 | 4.47 | 57.93 | 0.92 |
| L-70K-10 | 55.0 | 43.2 | 1.5 | 70.0 | 4.48 | 54.08 | 0.92 |
| L-30K-20 | 51.3 | 42.4 | 7.8 | 14.1 | 4.48 | 46.34 | 0.89 |
| L-50K-20 | 51.7 | 40.1 | 9.4 | 13.9 | 4.47 | 55.87 | 0.93 |
| L-70K-20 | 53.4 | 42.6 | 6.0 | 12.2 | 4.48 | 57.19 | 0.95 |
| H-30K-20 | 56.0 | 41.9 | 1.7 | 54.3 | 4.47 | 56.52 | 0.92 |
| H-50K-20 | 58.7 | 40.7 | 1.0 | 100.2 | 4.47 | 58.73 | 0.95 |
| H-70K-20 | 58.6 | 40.6 | 1.4 | 85.3 | 4.46 | 56.48 | 0.94 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, B.S.; Lee, J.Y.; Jang, S.H.; Hahm, W.-G. Fiber Formation and Structural Development of HBA/HNA Thermotropic Liquid Crystalline Polymer in High-Speed Melt Spinning. Polymers 2021, 13, 1134. https://doi.org/10.3390/polym13071134
Song BS, Lee JY, Jang SH, Hahm W-G. Fiber Formation and Structural Development of HBA/HNA Thermotropic Liquid Crystalline Polymer in High-Speed Melt Spinning. Polymers. 2021; 13(7):1134. https://doi.org/10.3390/polym13071134
Chicago/Turabian StyleSong, Bo Seok, Jun Young Lee, Sun Hwa Jang, and Wan-Gyu Hahm. 2021. "Fiber Formation and Structural Development of HBA/HNA Thermotropic Liquid Crystalline Polymer in High-Speed Melt Spinning" Polymers 13, no. 7: 1134. https://doi.org/10.3390/polym13071134
APA StyleSong, B. S., Lee, J. Y., Jang, S. H., & Hahm, W.-G. (2021). Fiber Formation and Structural Development of HBA/HNA Thermotropic Liquid Crystalline Polymer in High-Speed Melt Spinning. Polymers, 13(7), 1134. https://doi.org/10.3390/polym13071134