1. Introduction
Recently, there has been a considerable interest in the development of biobased polymers to decrease dependency on petroleum-based polymers due to environmental concerns. Biopolymers derived from renewable resources have a wide range of applications in different industries due to their specific characteristics. As a result of researches and advances in R&D, the properties of these materials have been improved, and this ushered in new markets ranging from packaging, food service, consumer electronics, automotive, agriculture/horticulture, and toys to textiles. Although packaging, either rigid or flexible, remains the largest field of application for these materials, with almost 53 percent (1.14 million tons) of the total bioplastics market in 2019 [
1]. Despite this interest, there are serious doubts about the behavior of these plastics during processing. One of them is the possibility of reprocessing the material generated by defective production or cut parts (sprues, distribution channels, etc.).
Traditionally, the reprocessing of the thermoplastic materials led to a significant deterioration of the material properties. This deterioration was the result of the decrease in molecular weight caused by the breakage of the polymeric chains that occurs when the material is subjected to a high shear process. On the other hand, loss of mechanical and thermal properties as well as discolorations are some of the most common degradation problems in polymers as a result of the recycling process. Recycled polymers must possess a set of minimum performance characteristics to meet specific requirements after the recycling process. Therefore, it is of great interest to know the impact of successive reprocessing cycles and conditions on the physical, mechanical, and thermal properties of polymers.
Biodegradable materials, such as polylactic acid (PLA), polyhydroxyalkanoate (PHA), starch-based polymer (TPS), are thermoplastic materials and, therefore, they can be reprocessed. However, these materials are much more sensitive to thermo-mechanical degradation [
2].
Mechanical recycling has been studied in biodegradable polyesters, such as PLA, for several reasons. On the one hand, because plastic waste is generated during the transformation process [
3]. On the other hand, to extend the useful life of the material, the possibility of reusing post-consumer waste has been studied [
4].
The reprocessing of PLA in different transformation processes has also been studied. One of the processes evaluated was the continuous extrusion up to ten times. The tensile properties of PLA do not depend significantly on the number of extrusion cycles, while the impact strength and viscosity clearly decrease by increasing extrusion cycles [
4]. On the contrary, when the material is processed by injection molding, the values of tensile strength, breaking strain, hardness, and viscosity decreased progressively from the first processing [
3]. This loss of mechanical properties is due to the polymer chain breaking during processing, which results in a significant decrease in molecular weight [
2]. Another study that additionally corroborates the loss of mechanical properties with the number of injection cycles showed changes in the color of injected parts, which intensifies as the processing cycles increase [
5]. Furthermore, the effect of drying a PLA/PBAT (polybutylene adipate terephthalate) blend before reprocessing has also been studied recently. Rheological characterization showed that when the sample was processed after drying, less degradation was observed, as hydrolysis degradation of the components was minimized. However, regardless of whether the mixture was dried or not, after the fifth extrusion process, the mechanical properties did not decrease significantly [
6].
Unlike PLA, few studies are available on the mechanical recycling of other pure biopolymers, such as PHA or TPS. PHA can be recycled mechanically, assuming the loss of molecular weight and mechanical properties [
2]. As for TPS, it was found through a comparative study that the reprocessing capacity depends on the chemical structure of the polymer. While one of the references, Mater-Bi TF01U/095R, could be reprocessed up to ten times, the other one, Mater-Bi YI014U/C, was not viable due to the large loss of mechanical properties of the material from the first reprocessing cycle [
7].
When it comes to the mechanical recycling of biocomposites, they have also been studied. In general, it is expected that biopolymers reinforced with natural fibers are less likely to be mechanically recycled than the material itself, as biocomposites are more sensitive to thermo-mechanical degradation [
2].
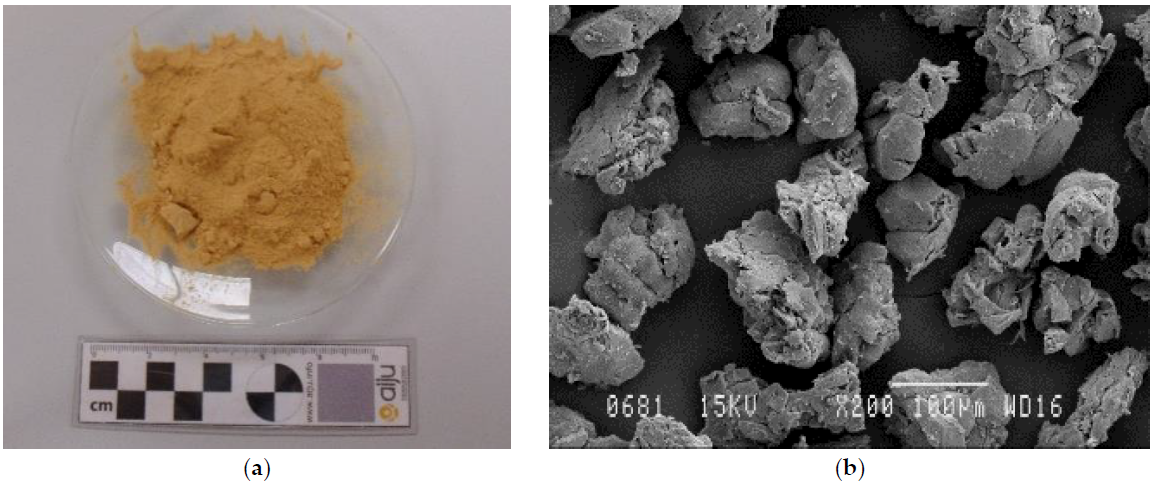
TPS is one of the most promising polymers to replace petroleum-based ones. TPS is based on different starches (wheat, corn, yucca, potato, etc.) [
8]. Chemically, starch is constituted of two polysaccharides: amylose and amylopectin. It is partially crystalline and biodegradable in different media: water, soil, and compost. Depending on their ratio, mechanical properties can vary to a great extent. TPS is easy to process but very sensitive to thermal and mechanical degradation in the process and moisture. The density is higher than the most conventional thermoplastic polymers, between 1.2 and 1.5 g/cm
3 [
9]. The mechanical properties of TPS are generally inferior to those of petrochemical plastics, so it is common to find commercial grades blended with other degradable polymers (PCL (polycaprolactone), PVOH (Polyvinyl alcohol), PLA, PHA) to improve their mechanical properties without affecting their biodegradability.
Our previous work focused on TPS/ASP biocomposites, with a constant ASP content of 20 wt%, and several epoxidized vegetable oils (EVOs) were added at 5, 10, and 20 parts per hundred resin (phr) of TPS/ASP biocomposites, as additives. Said oils were epoxidized soybean oil (ESBO), epoxidized linseed oil (ELO), and epoxidized corn oil (ECO). The purpose of the work was to study the effect on the properties of injected biodegradable parts. The most optimal performance was attained for biocomposites with ELO or ESBO between 10 and 20 phr.
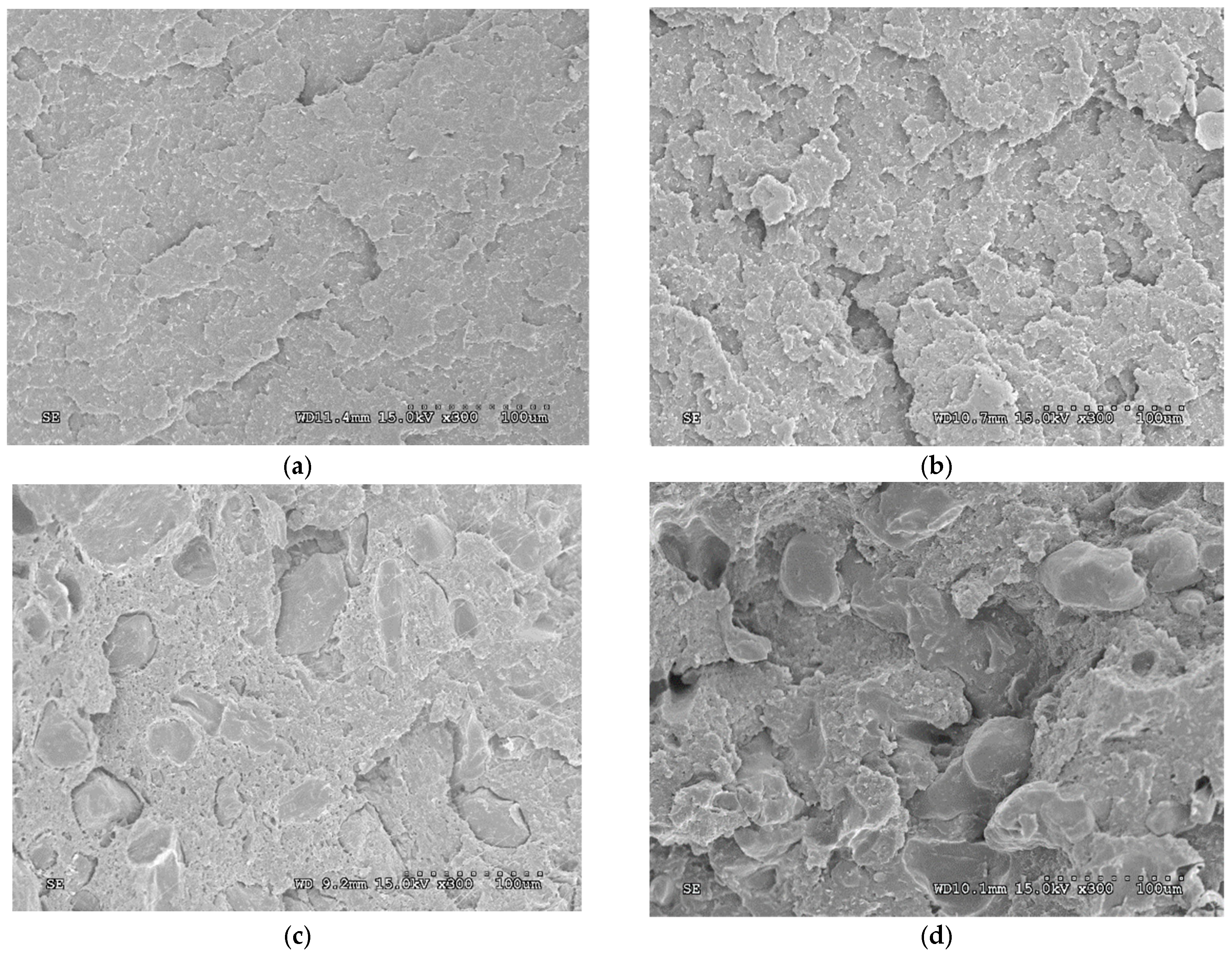
Taking as a reference one of the above-mentioned optimal formulations, the main objective of this present study is to study the influence of reprocessing cycles on the properties of TPS and TPS/ASP biocomposite in terms of their mechanical and thermal properties and changes in morphology, visual appearance, and melt flow index.
This study shows the degradation of TPS and TPS/ASP and establishes possible strategies for the reuse of the discarded parts generated during the manufacturing process with these materials.
4. Conclusions
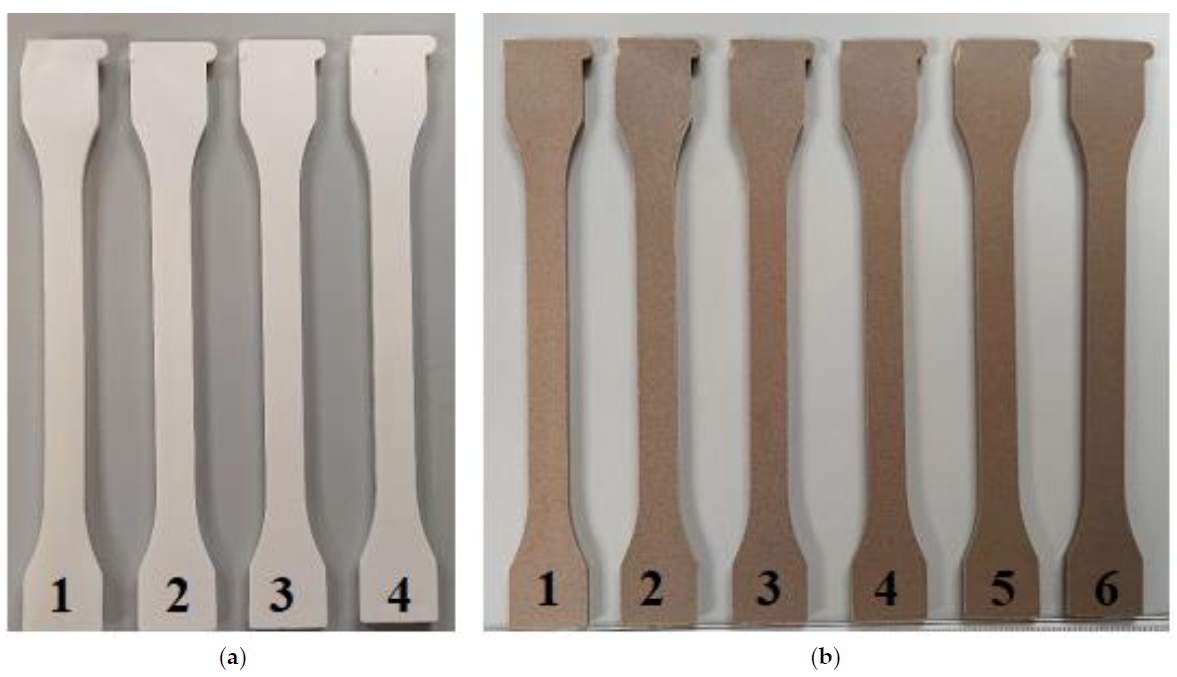
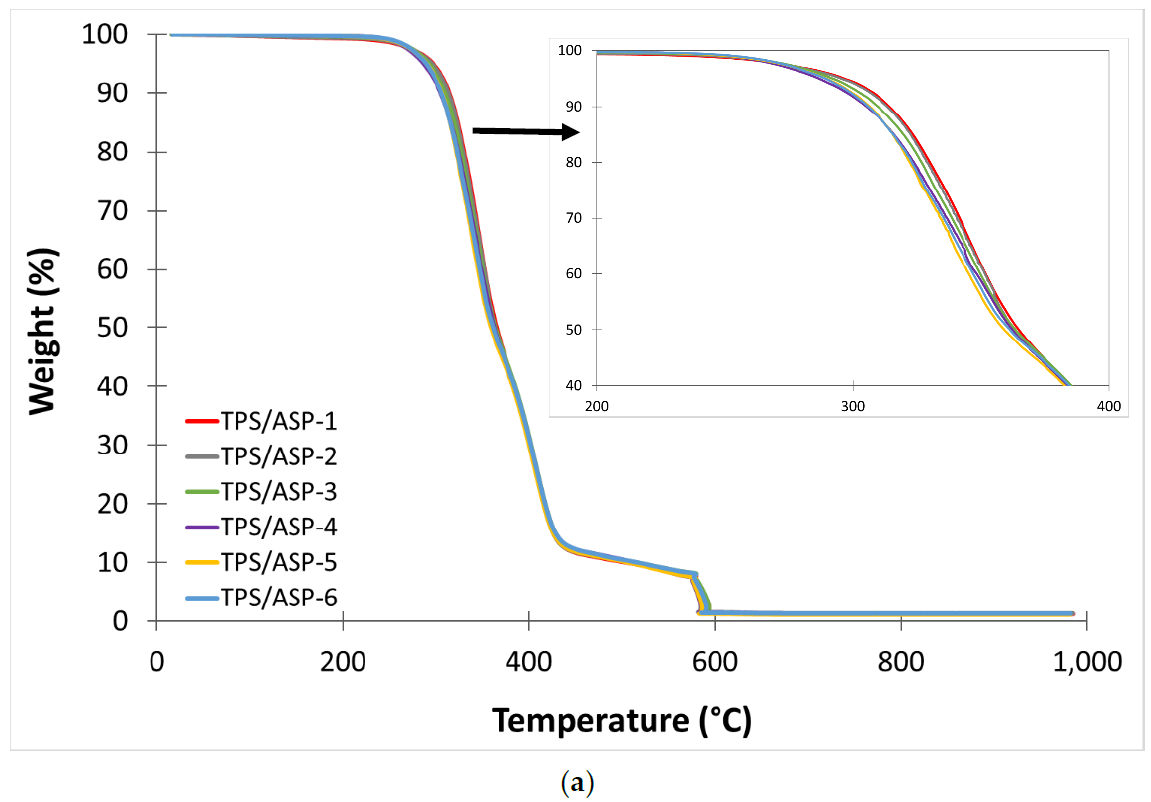
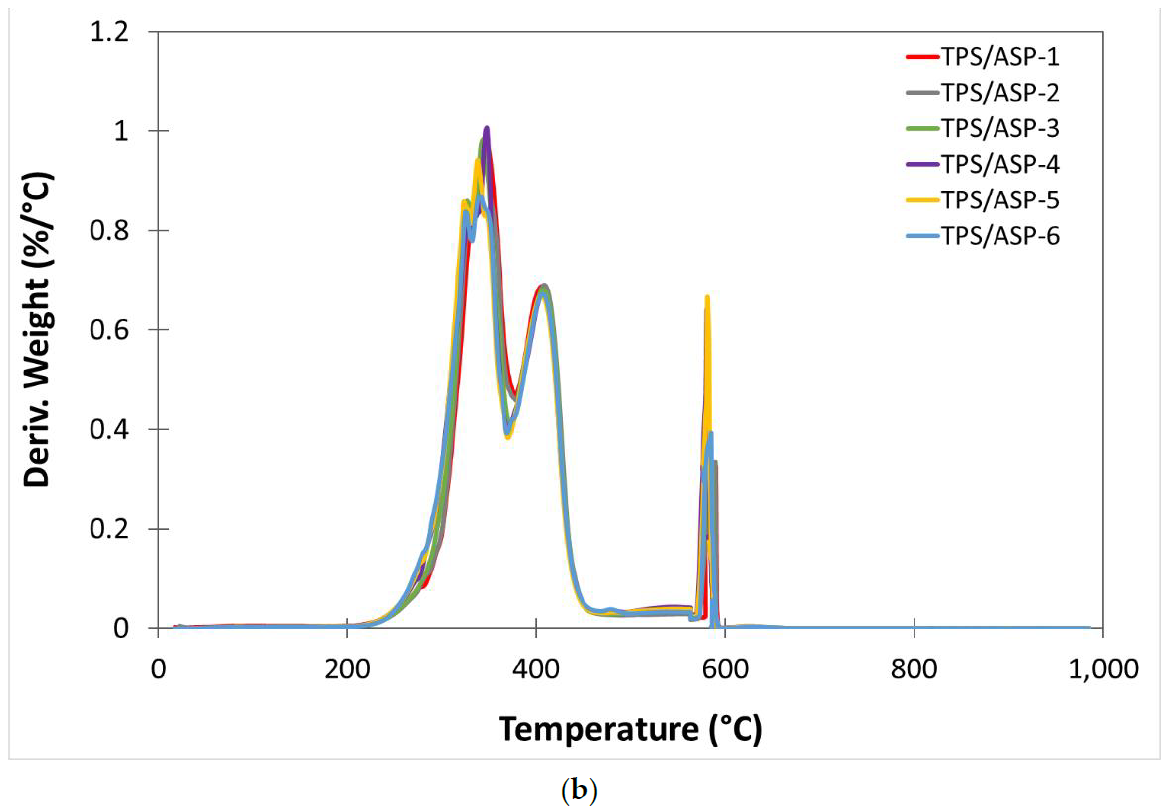
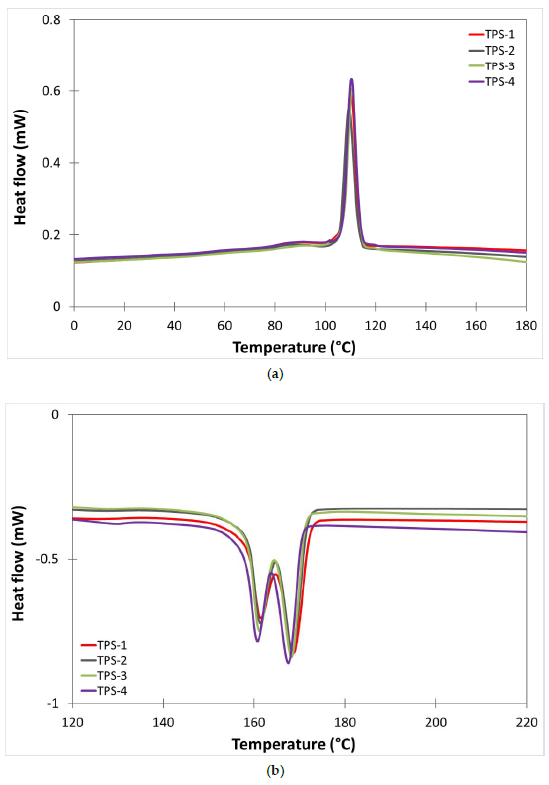
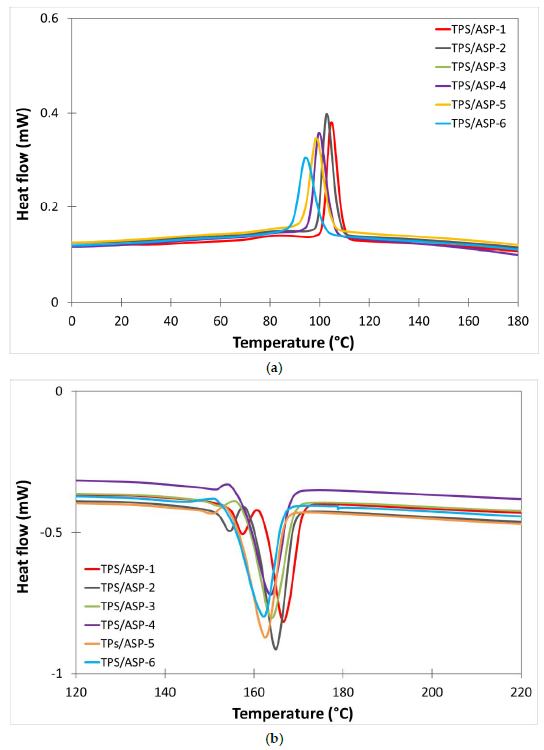
This work describes the influence of the recycling, by injection molding reprocessing, of TPS and TPS/ASP biocomposite samples. To do so, the visual aspect, mechanical and thermal properties, and melt flow index were studied. TPS was processed four times and TPS/ASP biocomposite six times.
Experimental results revealed that reprocessing cycles had more effect on the TPS/ASP biocomposite. The change in color of TPS was 2.9 after all four cycles, meaning that only an experienced observer could notice the difference in color. However, after only two injection cycles, the change in color of TPS/ASP biocomposite was higher than unfilled TPS, and an observer could notice the change in color ( > 5).
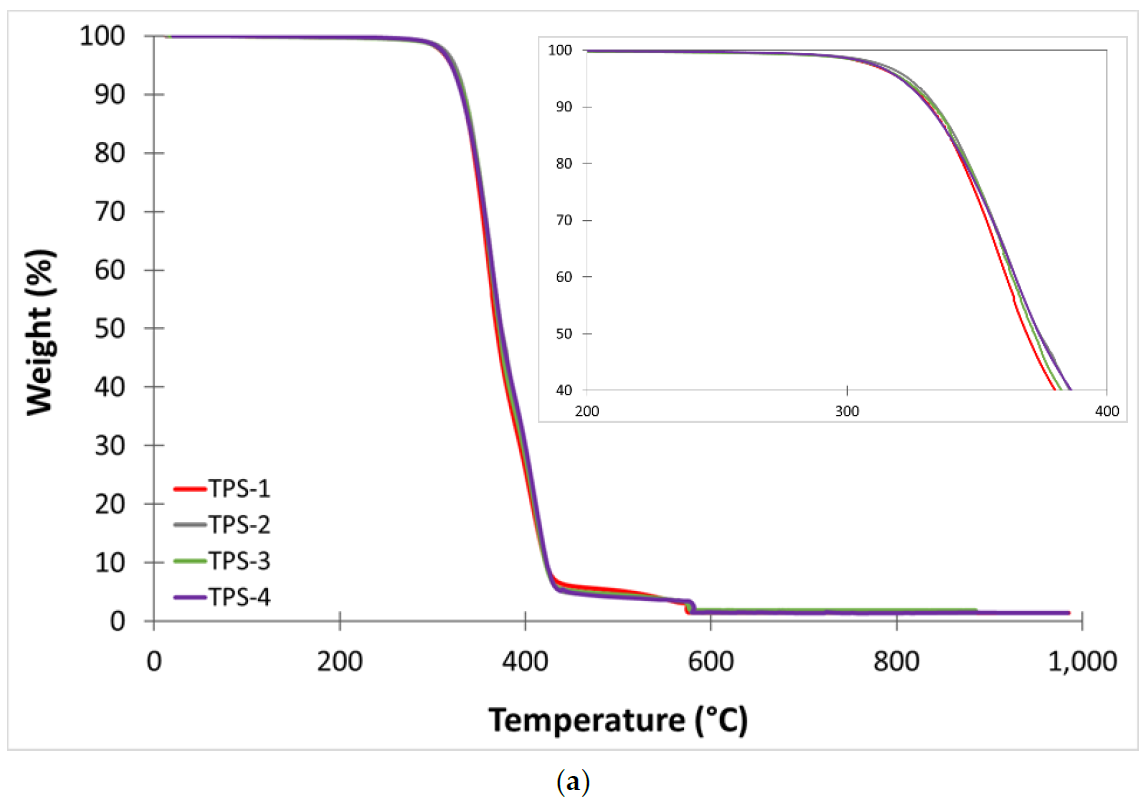
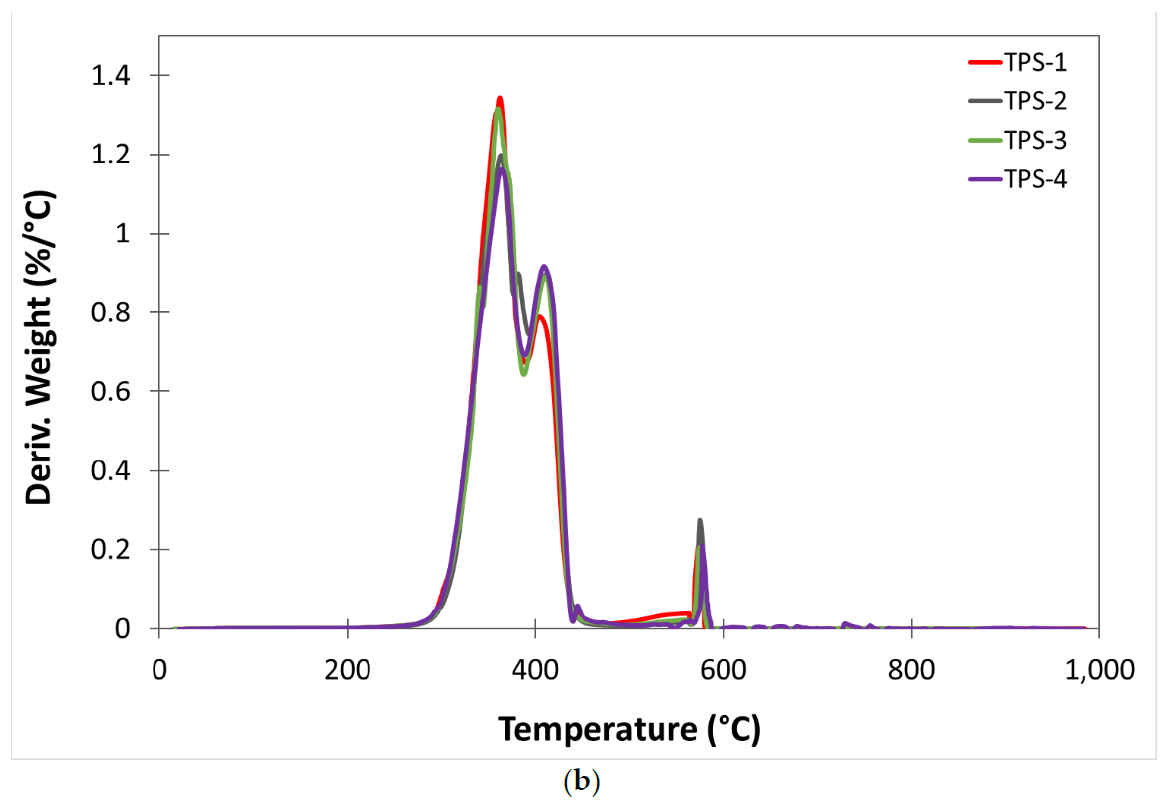
Regarding the thermal properties, TGA and DSC analyses showed that after four injection cycles of TPS (TPS-4), the values remained almost invariable compared to TPS-1. This indicated that the reprocessing cycles did not have a significant effect on thermal degradation and main thermal transitions. On the other hand, in the case of TPS/ASP, in the second injection cycle, a significant reduction in Tonset (9 °C) was produced and to a lesser extent in the melting temperature (Tm1 and Tm2 decreased in 2–3 °C respect to TPS/ASP-1). The values continued to decrease progressively after each reprocessing cycle.
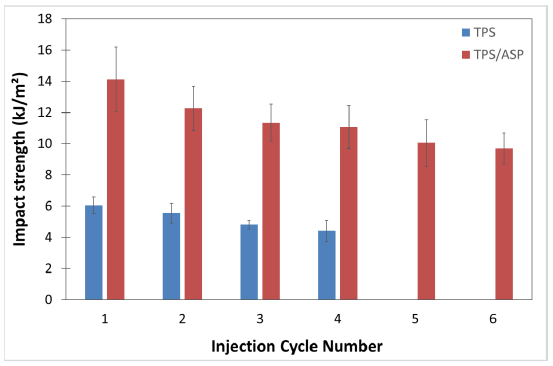
Moreover, it was observed that the reprocessing cycles had an influence on the mechanical properties of the TPS after the third processing cycle. In particular, Young’s modulus was reduced, indicating a loss of rigidity. Furthermore, after the fourth processing (TPS-4), the material lost ductility. In regard to the TPS/ASP biocomposite, the reprocessing did not have significant effects on tensile properties. The results maintained similar values to TPS/ASP-1 until the sixth cycle. As for impact strength, a slight reduction in energy absorption capacity was obtained after the second processing cycle (TPS-2), and no significant variations on the impact strength were observed with more cycles. However, TPS/ASP biocomposite showed an evident reduction in energy absorption capacity after the second processing cycle and continued when increasing reprocessing cycles. This confirmed the negative effect of biocomposite reprocessing on toughness.
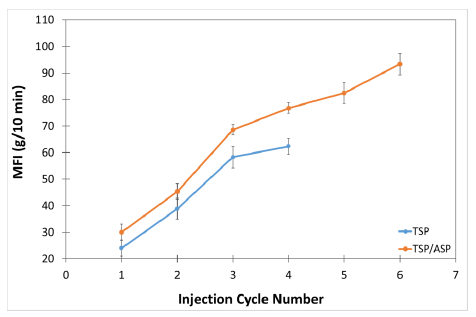
Finally, the MFI showed a noticeable increase in both TPS and TPS/ASP biocomposites. Despite this, it was not reflected in such a drastic decrease in the mechanical and thermal properties of the material.
As a general conclusion, this study revealed that the TPS/ASP biocomposite is more sensitive than TPS to recycling regarding mechanical and thermal properties and visual aspects. From an industrial point of view, TPS could be reprocessed at least four times, as shown in this work, without the need of adding a virgin material. The TPS/ASP biocomposite could be recycled up to two or three cycles, but the impact strength has to be taken into account if it is a critical property for the product considered as it is the most affected property.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}