
Behaviour of Polymer Filled Composites for Novel Polymer Railway Sleepers

 ,
, 


Abstract
:1. Introduction
2. Development of the Sleeper Concept and Performance Evaluation
2.1. Selection of Suitable Polymer
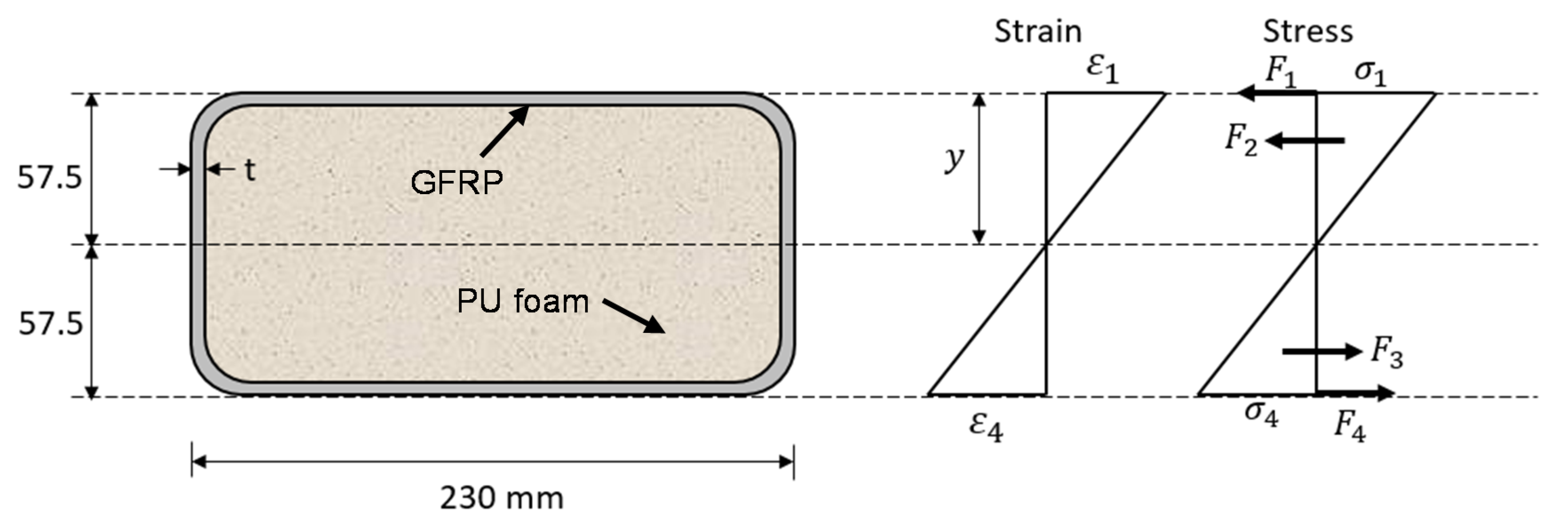
2.2. Design of PU Foam Core FRP Sleeper (Concept-1)
2.3. Materials and Manufacturing of Sleeper Concept-1
2.3.1. PU Foam and GFRP Laminates
2.3.2. Manufacturing Method
2.4. Results and Discussion—Performance Evaluation of Sleeper Concept-1
2.4.1. Density
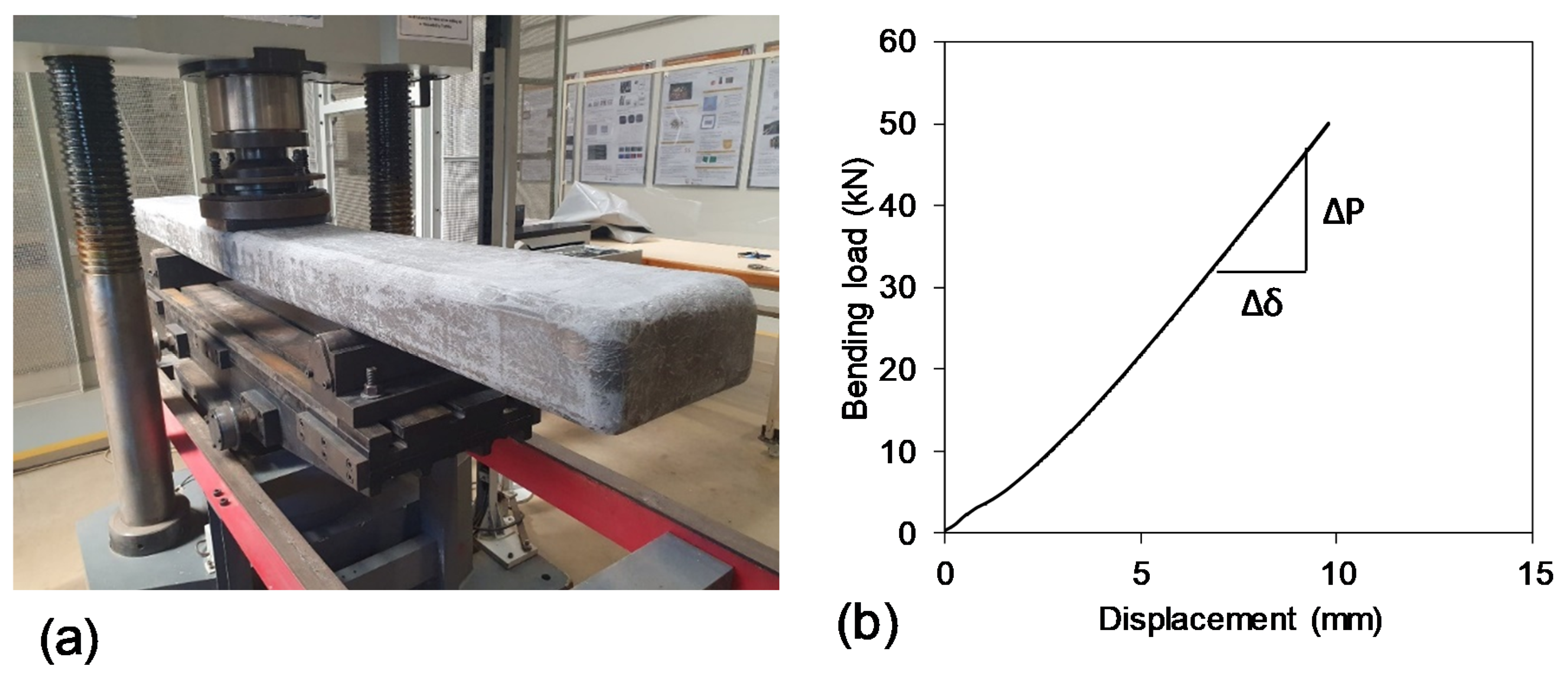
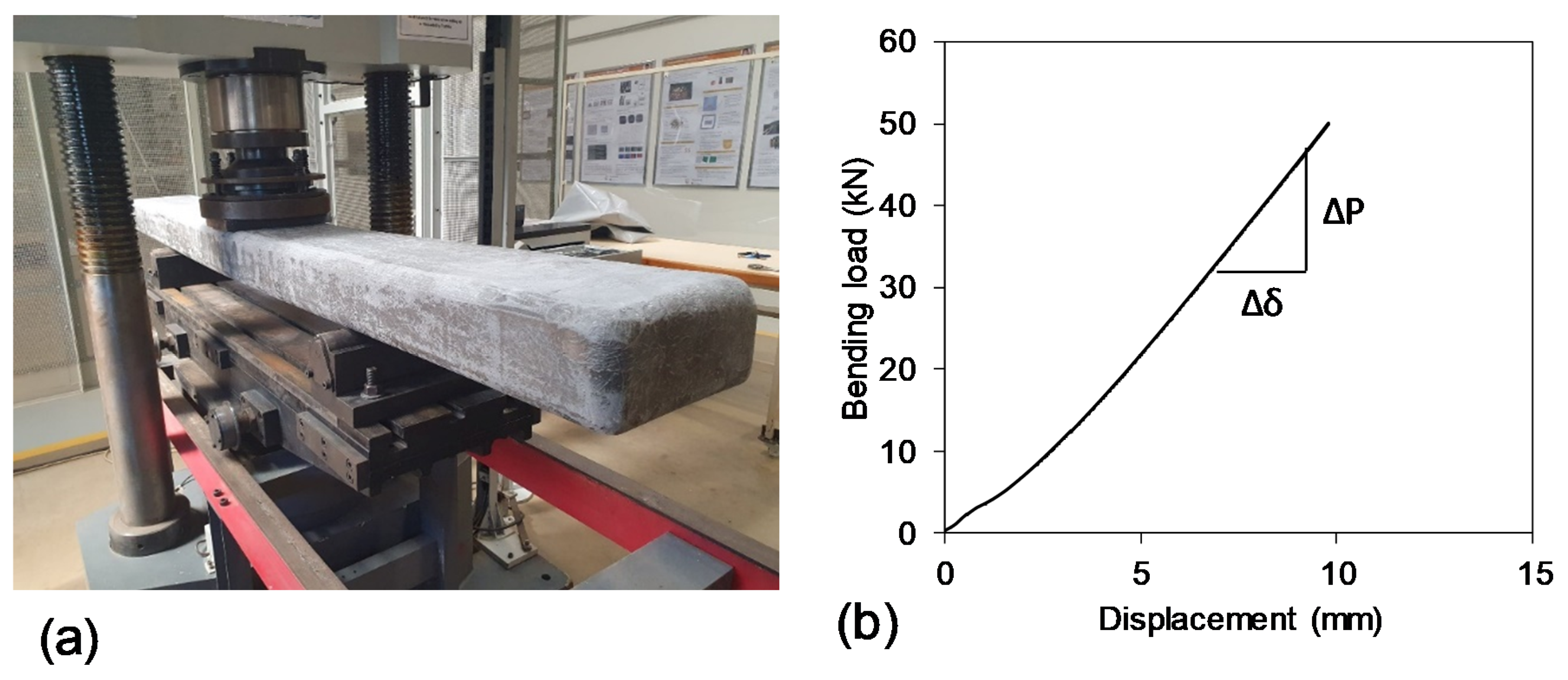
2.4.2. Bending Modulus of Elasticity (MOE)
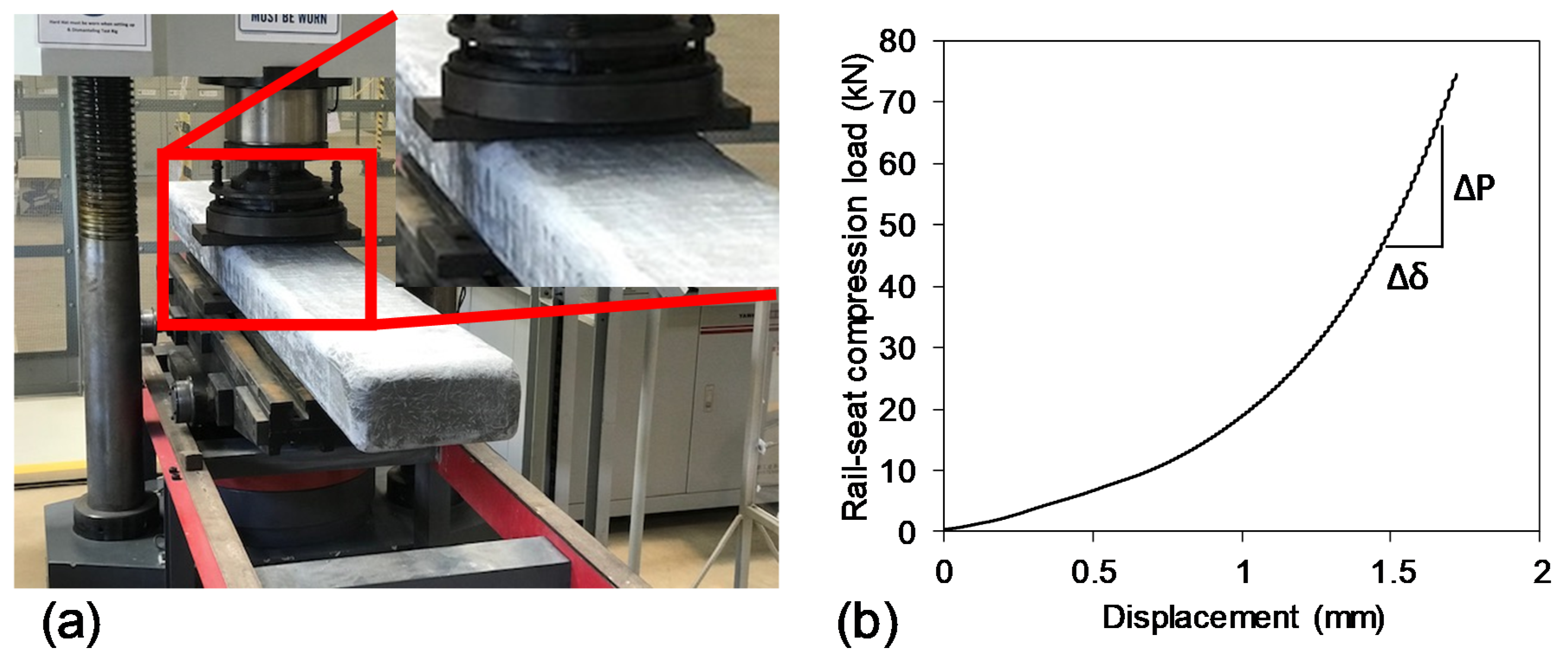
2.4.3. Compression Modulus of Elasticity
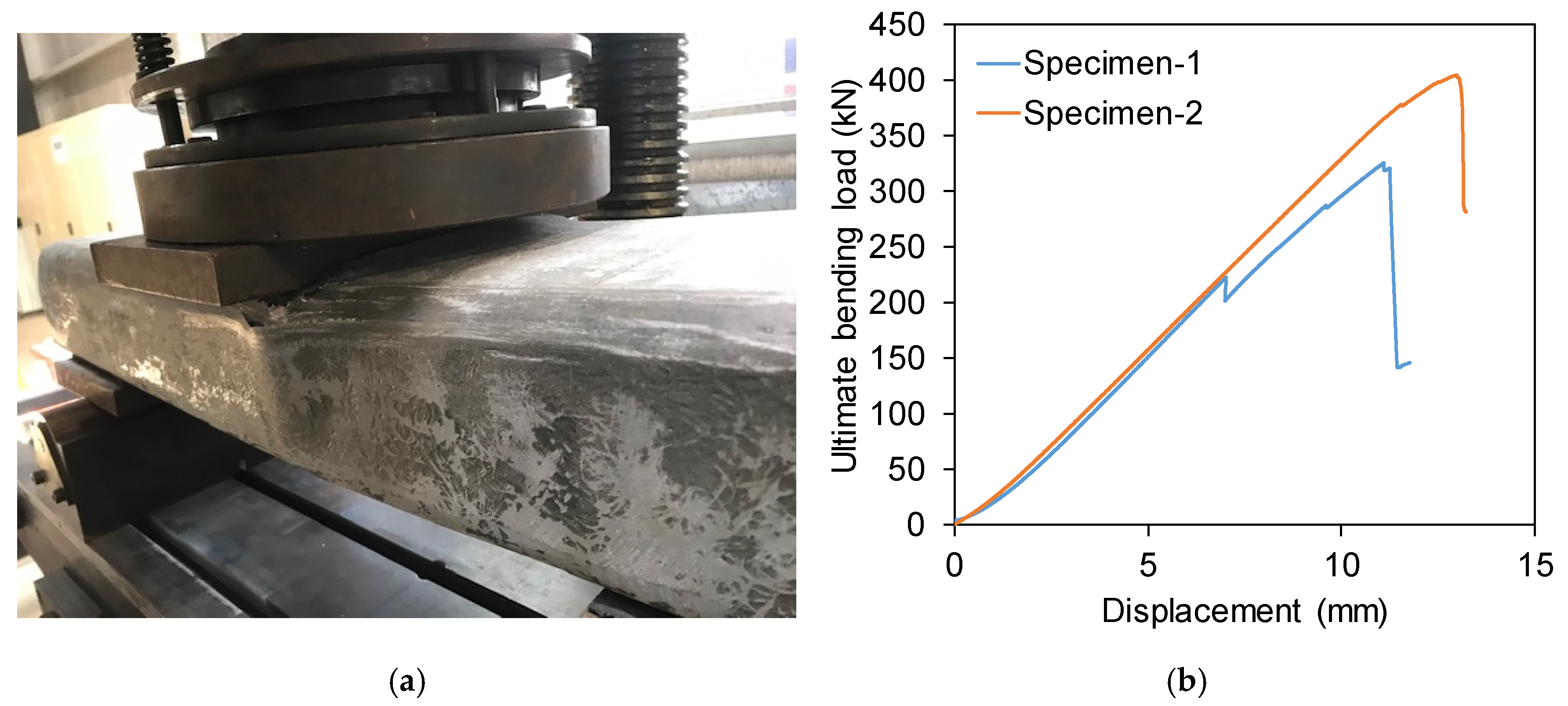
2.4.4. Modulus of Rupture (MOR)
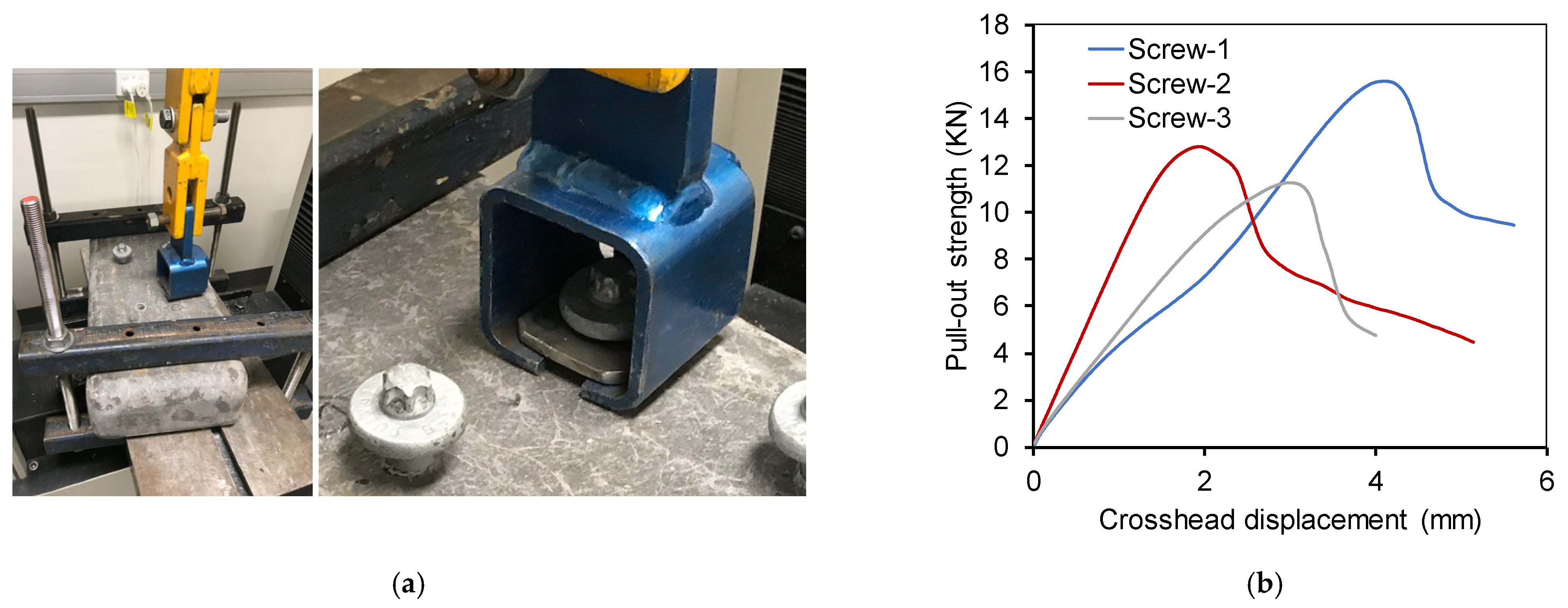
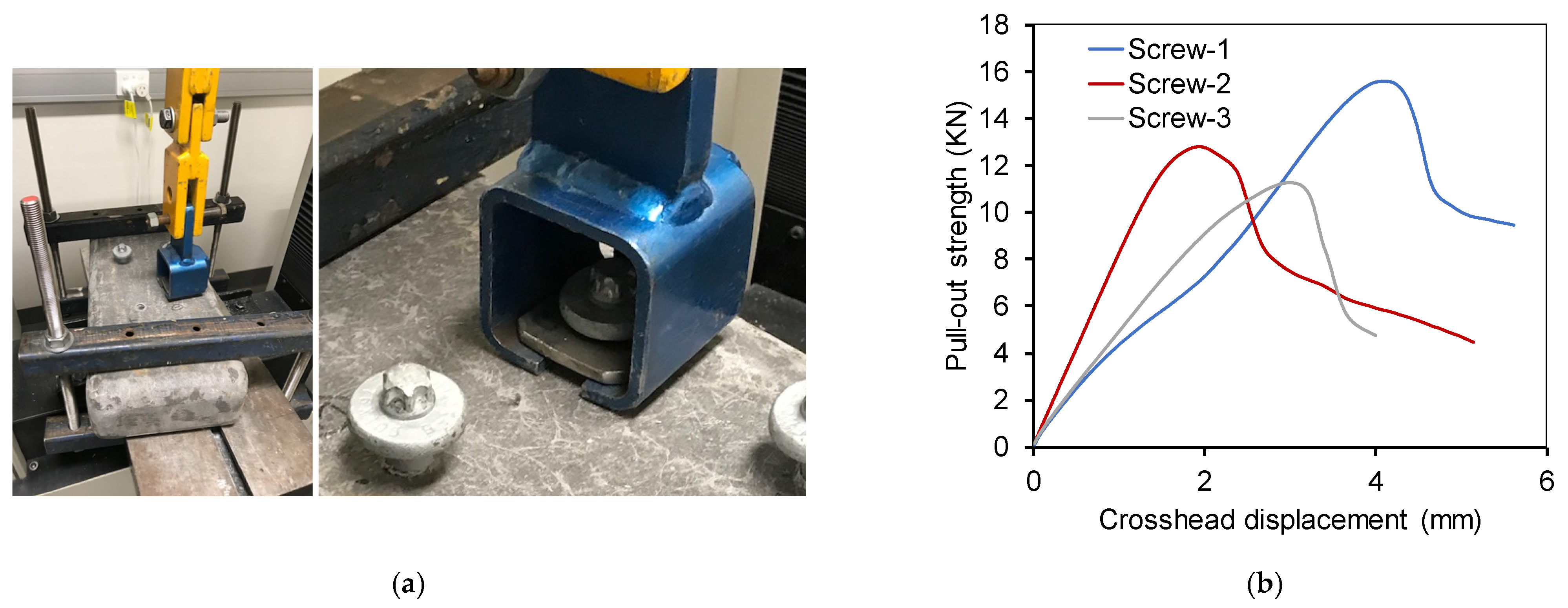
2.4.5. Pull-Out Resistance
2.5. Findings from Sleeper Concept-1
3. Overcoming Challenges of Sleeper Concept-1
3.1. Development of PFR Core FRP Sleeper Concept (Concept-2)
3.2. Materials and Manufacturing of Sleeper Concept-2
3.3. Results and Discussion—Performance Evaluation of Sleeper Concept-2
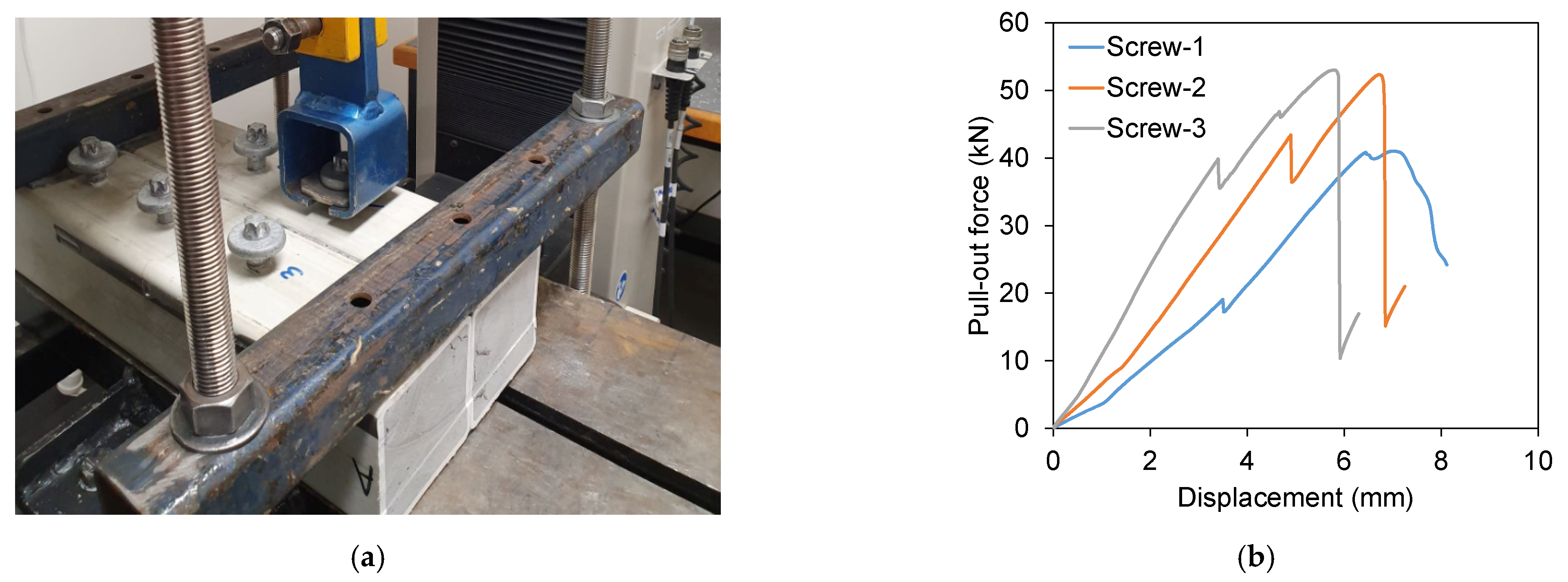
3.3.1. Pull-Out Resistance
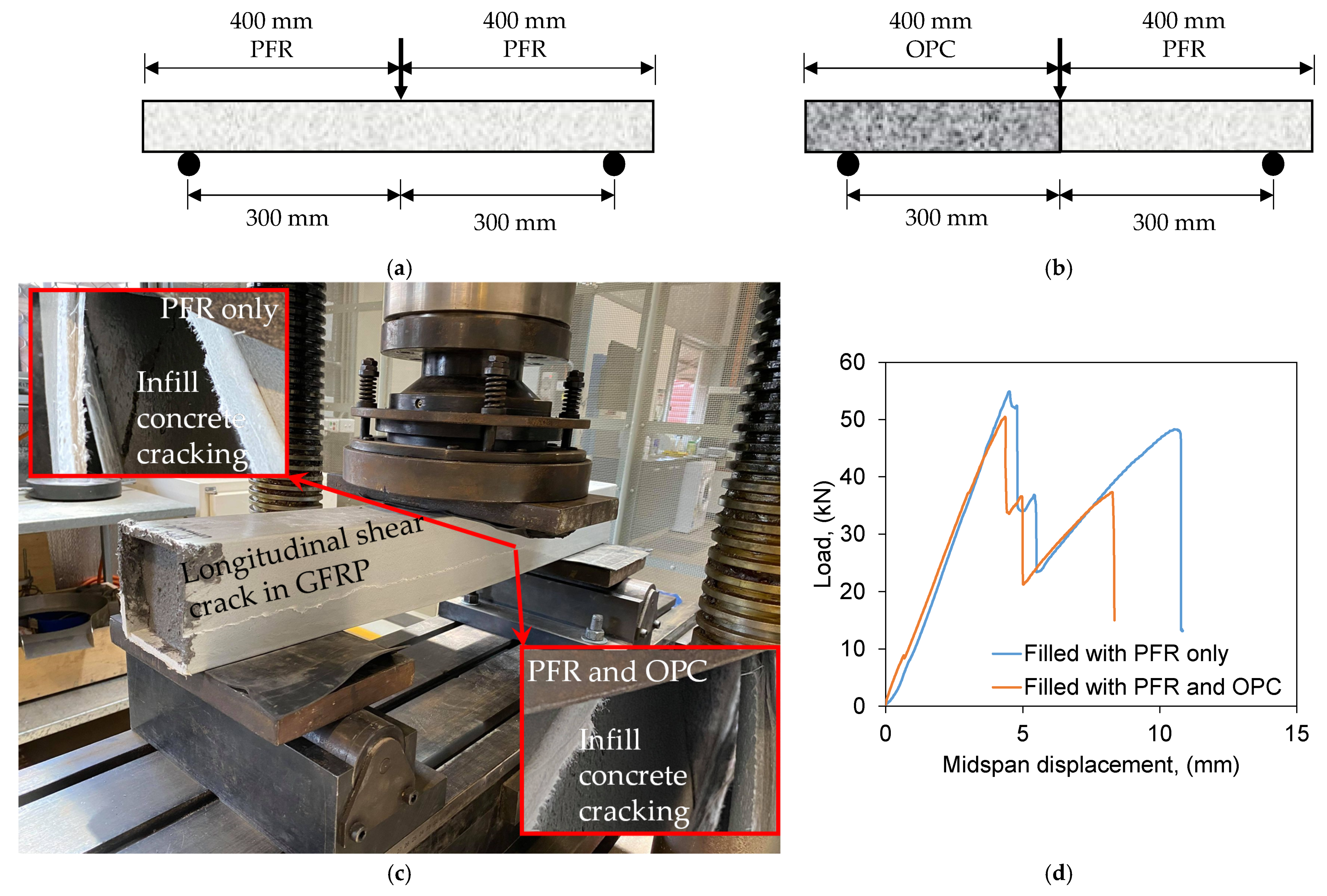
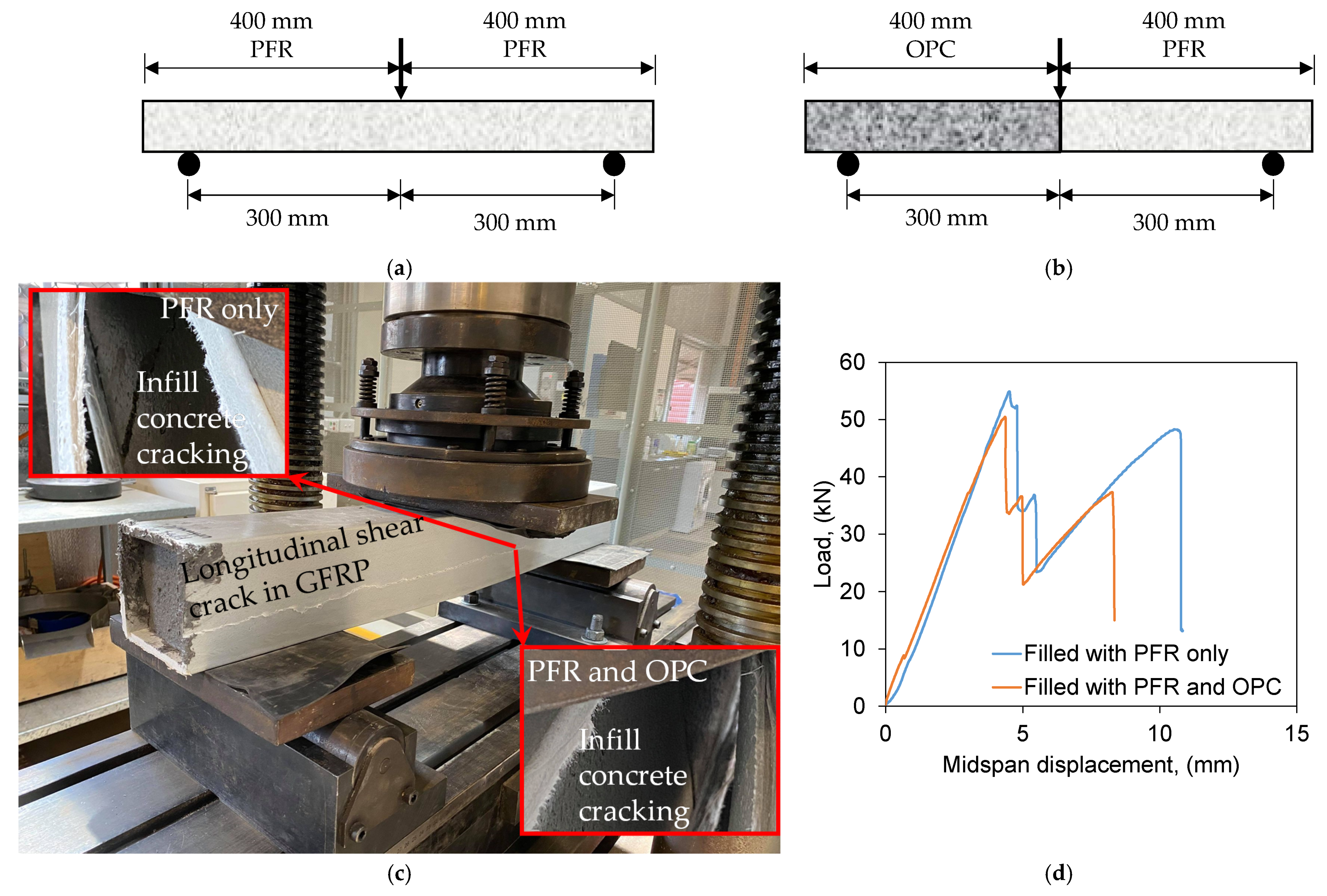
3.3.2. Effect of the Joint between OPC and PFR
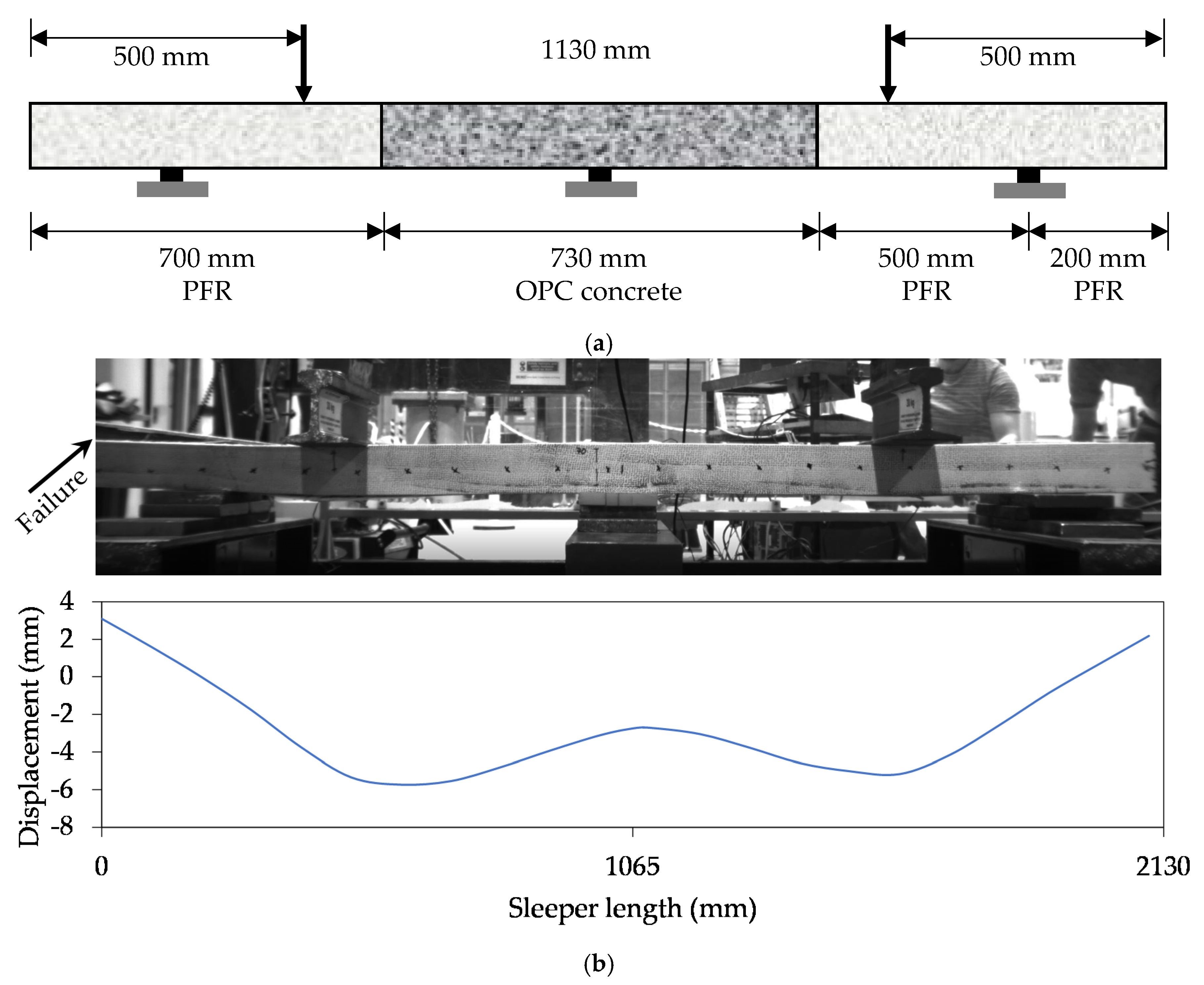
3.3.3. Full Length Sleeper Deflection Behaviour
3.4. Findings from Sleeper Concept-2
4. Conclusions
- Filled FRP tube is a promising concept for developing polymer railway sleepers. To meet the strength and stiffness requirements, a minimum tube thickness of 4 mm is necessary.
- Polyurethane foam as an infill material can provide sufficient bending and compression properties. However, it cannot provide sufficient resistance to hold screws.
- Particulate filled resin (PFR) system as an infill material can overcome the limitation of low screw holding capacity that was observed in polyurethane foam.
- The expensive and drillable infill PFR material can be replaced by the inexpensive and non-drillable OPC concrete except rail-seat locations.
- The joint between PFR and OPC concrete does not affect the overall performance of the sleeper as the behaviour of the sleeper is governed by an external FRP tube and the type of in-fill materials have only minimal impact due to the confinement effect.
- The proposed design of sleeper only requires 50% volume of PFR as infill material that lead to manufacture a high performance and cost effective railway sleeper technology.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Manalo, A.; Aravinthan, T.; Karunasena, W.; Ticoalu, A. A review of alternative materials for replacing existing timber sleepers. Compos. Struct. 2010, 92, 603–611. [Google Scholar] [CrossRef]
- Ferdous, W.; Manalo, A. Failures of mainline railway sleepers and suggested remedies—Review of current practice. Eng. Fail. Anal. 2014, 44, 17–35. [Google Scholar] [CrossRef]
- Bednarczyk, A. New composite sleeper set to undergo live trials. Int. Railw. J. 2019. [Google Scholar]
- Ferdous, W.; Manalo, A.; AlAjarmeh, O.; Mohammed, A.A.; Salih, C.; Yu, P.; Khotbehsara, M.M.; Schubel, P. Static behaviour of glass fibre reinforced novel composite sleepers for mainline railway track. Eng. Struct. 2021, 229, 111627. [Google Scholar] [CrossRef]
- Koller, G. FFU synthetic sleeper—Projects in Europe. Constr. Build. Mater. 2015, 92, 43–50. [Google Scholar] [CrossRef]
- Kaewunruen, S. Acoustic and dynamic characteristics of a complex urban turnout using fibre-reinforced foamed urethane (FFU) bearers. In Proceedings of the 11th International Workshop on Railway Noise, Uddevalla, Sweden, 9–13 September 2013. [Google Scholar]
- Sengsri, P.; Ngamkhanong, C.; De Melo, A.L.O.; Papaelias, M.; Kaewunruen, S. Damage detection in fiber-reinforced foamed urethane composite railway bearers using acoustic emissions. Infrastructures 2020, 5, 50. [Google Scholar] [CrossRef]
- Van Erp, G.; Mckay, M. Recent Australian developments in fibre composite railway sleepers. Electron. J. Struct. Eng. 2013, 13, 62–66. [Google Scholar]
- Ferdous, W.; Manalo, A.; Van Erp, G.; Aravinthan, T.; Ghabraie, K. Evaluation of an innovative composite railway sleeper for a narrow-gauge track under static load. J. Compos. Constr. 2018, 22, 1–13. [Google Scholar] [CrossRef]
- Ferdous, W.; Manalo, A.; Van Erp, G.; Aravinthan, T.; Kaewunruen, S.; Remennikov, A. Composite railway sleepers—Recent developments, challenges and future prospects. Compos. Struct. 2015, 134, 158–168. [Google Scholar] [CrossRef]
- Gill, B.; Woodgate, C.; Smith, G. Material Supply Specification (Track-CT.172)—Alternative Sleepers; Queensland Rail: Brisbane, Australia, 2015.
- Loos, M. Carbon Nanotube Reinforced Composites: CNT Polymer Science and Technology; Elsevier: London, UK, 2014. [Google Scholar]
- Ferdous, W.; Manalo, A.; Khennane, A.; Kayali, O. Geopolymer concrete-filled pultruded composite beams–concrete mix design and application. Cem. Concr. Compos. 2015, 58, 1–13. [Google Scholar] [CrossRef]
- Manalo, A.; Aravinthan, T.; Karunasena, W.; Stevens, N. Analysis of a typical railway turnout sleeper system using grillage beam analogy. Finite Elem. Anal. Des. 2012, 48, 1376–1391. [Google Scholar] [CrossRef] [Green Version]
- Park, K.-B.; Kim, H.-T.; Her, N.-Y.; Lee, J.-M. Variation of mechanical characteristics of polyurethane foam: Effect of test method. Materials 2019, 12, 2672. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- AREMA. Manual for Railway Engineering, Chapter 30: Ties; American Railway Engineering and Maintenance-of-way Association: Lanham, MD, USA, 2013. [Google Scholar]
- Ferdous, W.; Aravinthan, T.; Manalo, A.; Van Erp, G. Composite railway sleepers: New developments and opportunities. In Proceedings of the 11th International Heavy Haul Association Conference, Perth, Australia, 21–24 June 2015. [Google Scholar]
- RISSB. Call for Public Consultation—AS 1085.22 Railway Track Materials: Alternative Material Sleepers; Rail Industry Safety and Standards Board: Brisbane, Australia, 2019. [Google Scholar]
- Standards-Australia. AS 1085.18: Railway Track Material—Screw Spikes and Threaded Inserts; Standards-Australia: Sydney, Australia, 2013. [Google Scholar]
- Ferdous, W.; Manalo, A.; Aravinthan, T.; Van Erp, G. Properties of epoxy polymer concrete matrix: Effect of resin-to-filler ratio and determination of optimal mix for composite railway sleepers. Constr. Build. Mater. 2016, 124, 287–300. [Google Scholar] [CrossRef]
- Khotbehsara, M.M.; Manalo, A.; Aravinthan, T.; Ferdous, W.; Nguyen, K.T.; Hota, G. Ageing of particulate-filled epoxy resin under hygrothermal conditions. Constr. Build. Mater. 2020, 249, 118846. [Google Scholar] [CrossRef]
- Khotbehsara, M.M.; Manalo, A.; Aravinthan, T.; Turner, J.; Ferdous, W.; Hota, G. Effects of ultraviolet solar radiation on the properties of particulate-filled epoxy based polymer coating. Polym. Degrad. Stab. 2020, 181, 109352. [Google Scholar] [CrossRef]
- Jeffs, T.; Tew, G.P. A Review of Track Design Procedures; BHP Research-Melbourne Laboratories: Melbourne, Australia, 1991. [Google Scholar]
- Ferdous, W.; Manalo, A.; Peauril, J.; Salih, C.; Reddy, K.R.; Yu, P.; Schubel, P.; Heyer, T. Testing and modelling the fatigue behaviour of GFRP composites–Effect of stress level, stress concentration and frequency. Eng. Sci. Technol. Int. J. 2020, 23, 1223–1232. [Google Scholar] [CrossRef]
- Ferdous, W.; Manalo, A.; Yu, P.; Salih, C.; Abousnina, R.; Heyer, T.; Schubel, P. Tensile fatigue behavior of polyester and vinyl ester based GFRP laminates—A comparative evaluation. Polymers 2021, 13, 386. [Google Scholar] [CrossRef] [PubMed]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Types of Resin | Advantage | Disadvantage |
|---|---|---|
| Epoxy |
|
|
| Polyester |
|
|
| Vinyl ester |
|
|
| Phenolic |
|
|
| Polyurethane foam |
|
|
| Properties | Value | Unit |
|---|---|---|
| Tensile failure strain | 0.035 | - |
| Tensile failure stress | 425 | MPa |
| Tensile modulus | 16.5 | GPa |
| Compressive failure strain | 0.025 | - |
| Compressive failure stress | 280 | MPa |
| Compressive modulus | 11.5 | GPa |
| Tube Thickness | Neutral Axis Depth | I | Moment | MOE |
|---|---|---|---|---|
| mm | mm | mm4 | kN-m | GPa |
| 1 | 61.09 | 29490994 | 89 | 2.01 |
| 2 | 61.08 | 29489098 | 175 | 2.73 |
| 3 | 61.06 | 29485321 | 258 | 3.41 |
| 4 | 61.04 | 29481565 | 339 | 4.07 |
| 5 | 61.02 | 29477830 | 416 | 4.70 |
| 6 | 61.00 | 29474117 | 491 | 5.30 |
| 7 | 60.98 | 29470424 | 563 | 5.86 |
| 8 | 60.96 | 29466753 | 633 | 6.40 |
| 9 | 60.93 | 29461286 | 699 | 6.92 |
| 10 | 60.91 | 29457667 | 763 | 7.41 |
| Properties | Concept-1 | Softwood | AREMA Requirements | Observation |
|---|---|---|---|---|
| Density (kg/m3) | 640 | 855 | Not available | Lighter than timber |
| Bending modulus of elasticity (GPa) | 5.15 | 7.4 | 1.17 | Satisfactory |
| Rail-seat compression modulus (MPa) | 450 | 650 | Not available | Lower than timber |
| Modulus of rupture (MPa) | 94 | 22–34 | 13.8 | Satisfactory |
| Screw pull-out resistance (kN) | 13.2 | 40 | 22.2 | Unsatisfactory |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ferdous, W.; Manalo, A.; Salih, C.; Yu, P.; Abousnina, R.; Heyer, T.; Schubel, P. Behaviour of Polymer Filled Composites for Novel Polymer Railway Sleepers. Polymers 2021, 13, 1324. https://doi.org/10.3390/polym13081324
Ferdous W, Manalo A, Salih C, Yu P, Abousnina R, Heyer T, Schubel P. Behaviour of Polymer Filled Composites for Novel Polymer Railway Sleepers. Polymers. 2021; 13(8):1324. https://doi.org/10.3390/polym13081324
Chicago/Turabian StyleFerdous, Wahid, Allan Manalo, Choman Salih, Peng Yu, Rajab Abousnina, Tom Heyer, and Peter Schubel. 2021. "Behaviour of Polymer Filled Composites for Novel Polymer Railway Sleepers" Polymers 13, no. 8: 1324. https://doi.org/10.3390/polym13081324
APA StyleFerdous, W., Manalo, A., Salih, C., Yu, P., Abousnina, R., Heyer, T., & Schubel, P. (2021). Behaviour of Polymer Filled Composites for Novel Polymer Railway Sleepers. Polymers, 13(8), 1324. https://doi.org/10.3390/polym13081324