
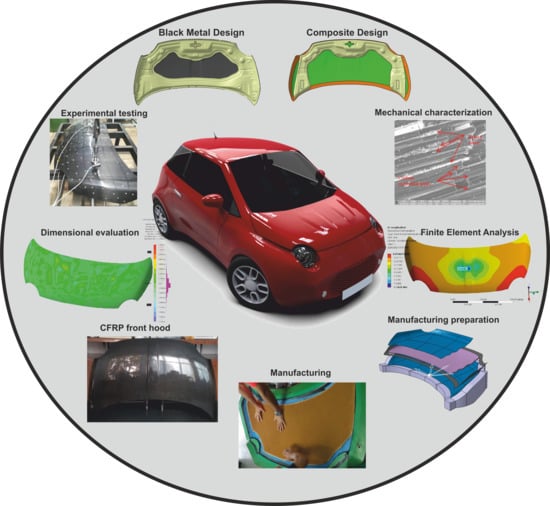
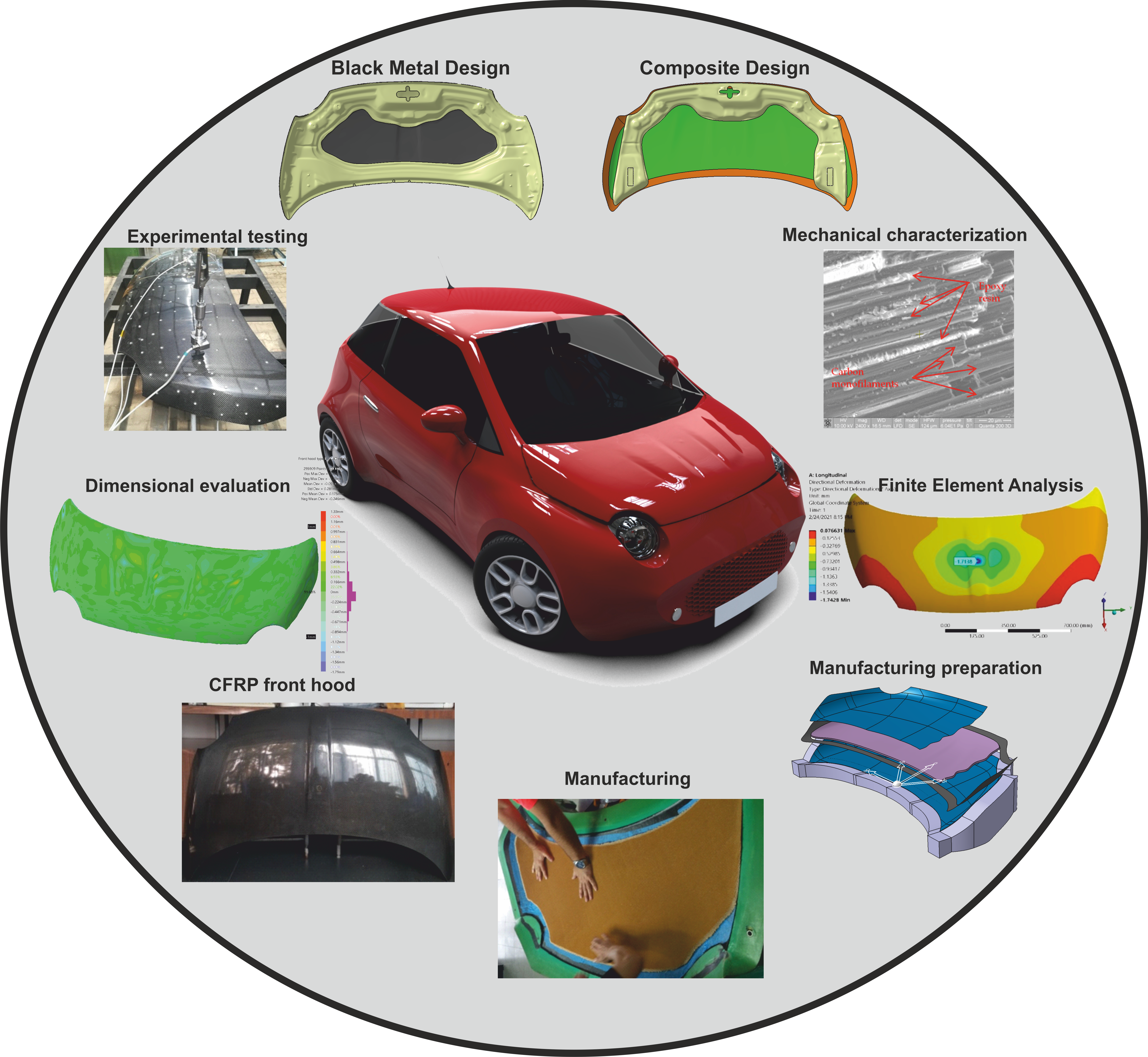
Design, Manufacturing and Test of CFRP Front Hood Concepts for a Light-Weight Vehicle





Abstract
:
1. Introduction
2. Materials and Methods
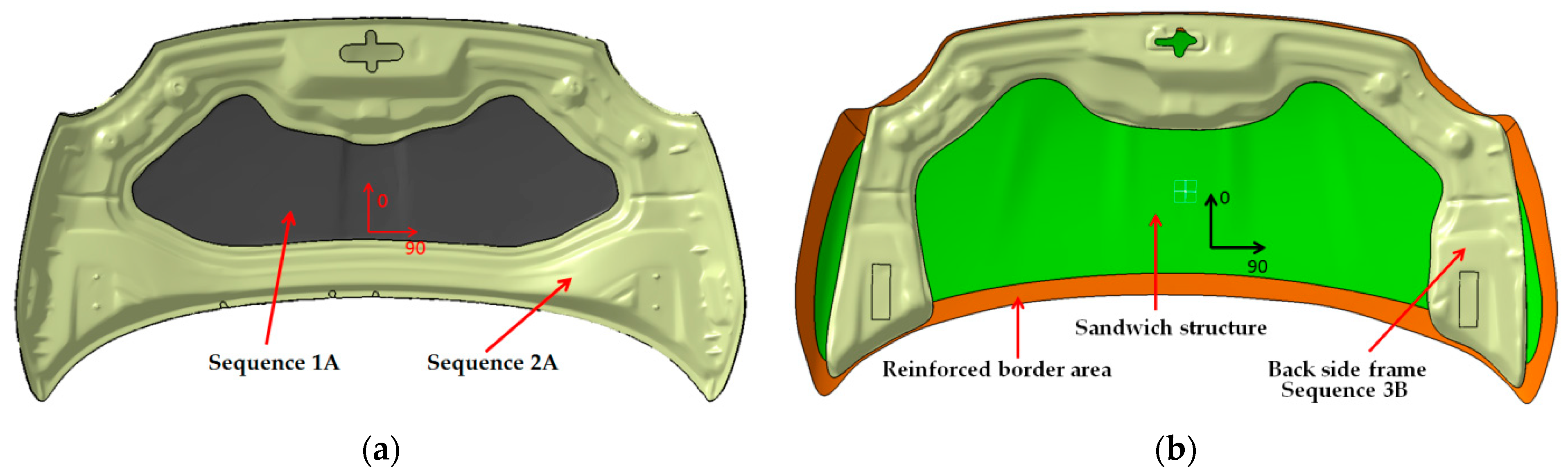
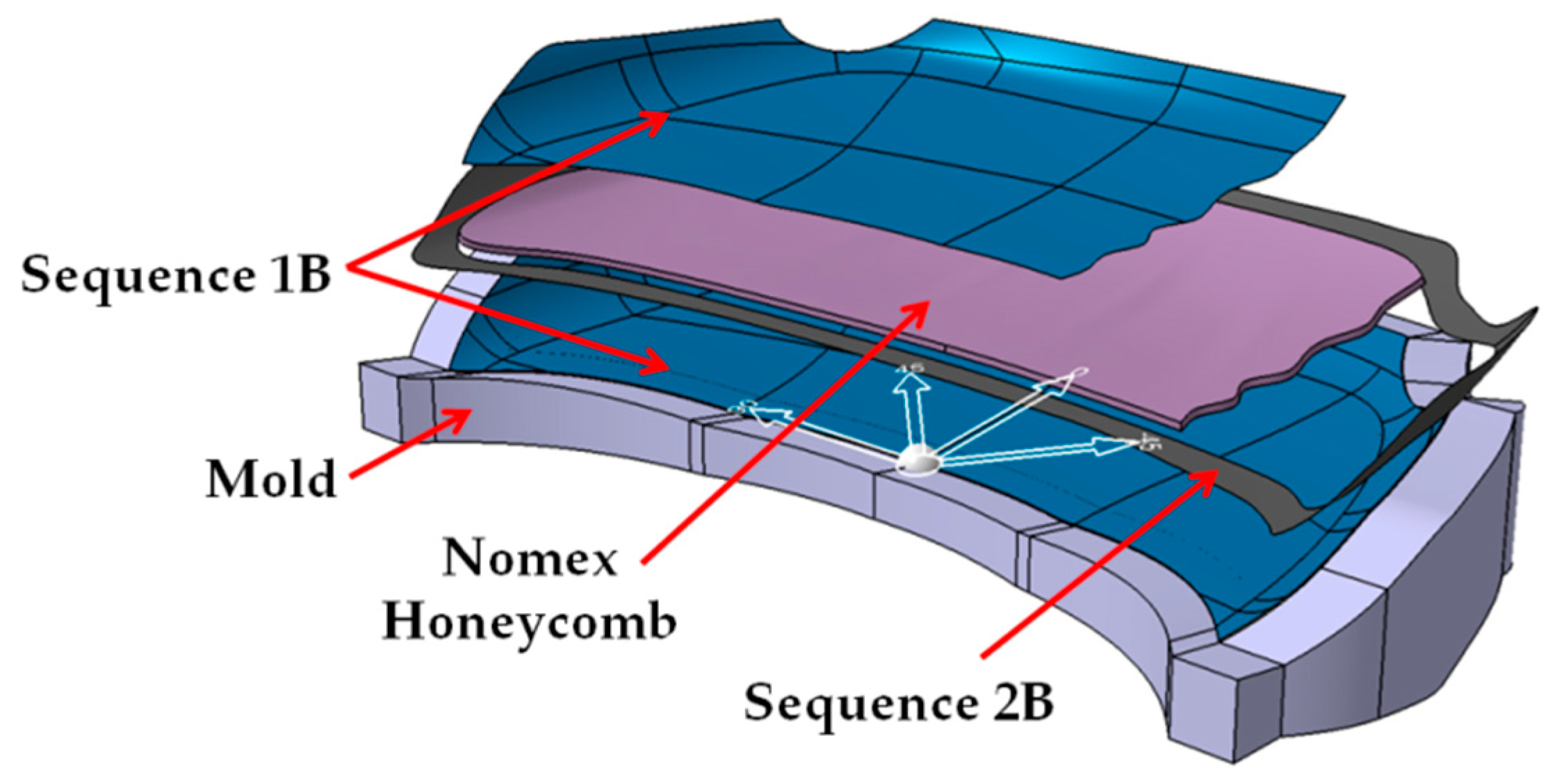
2.1. Hood Design Concepts
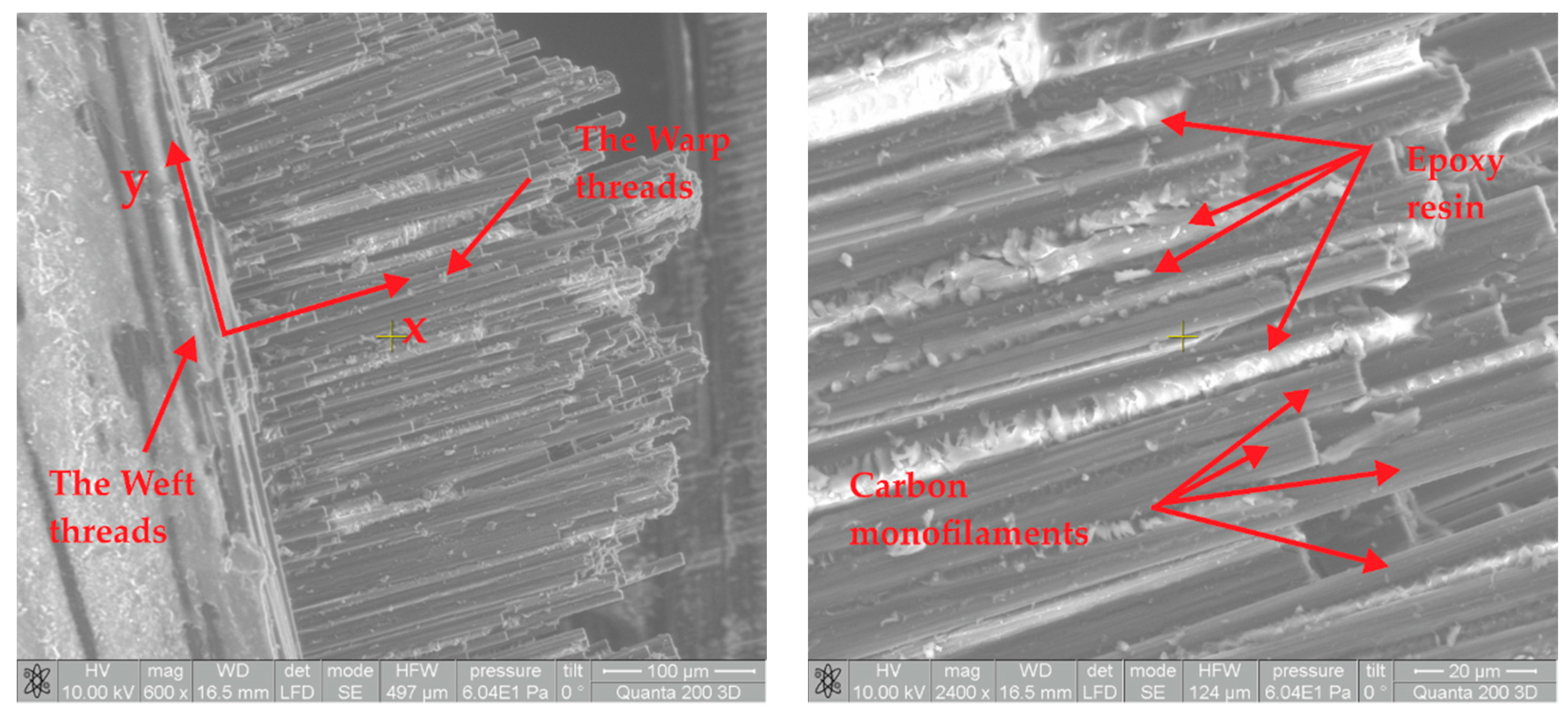
2.2. Materials and Mechanical Proprieties
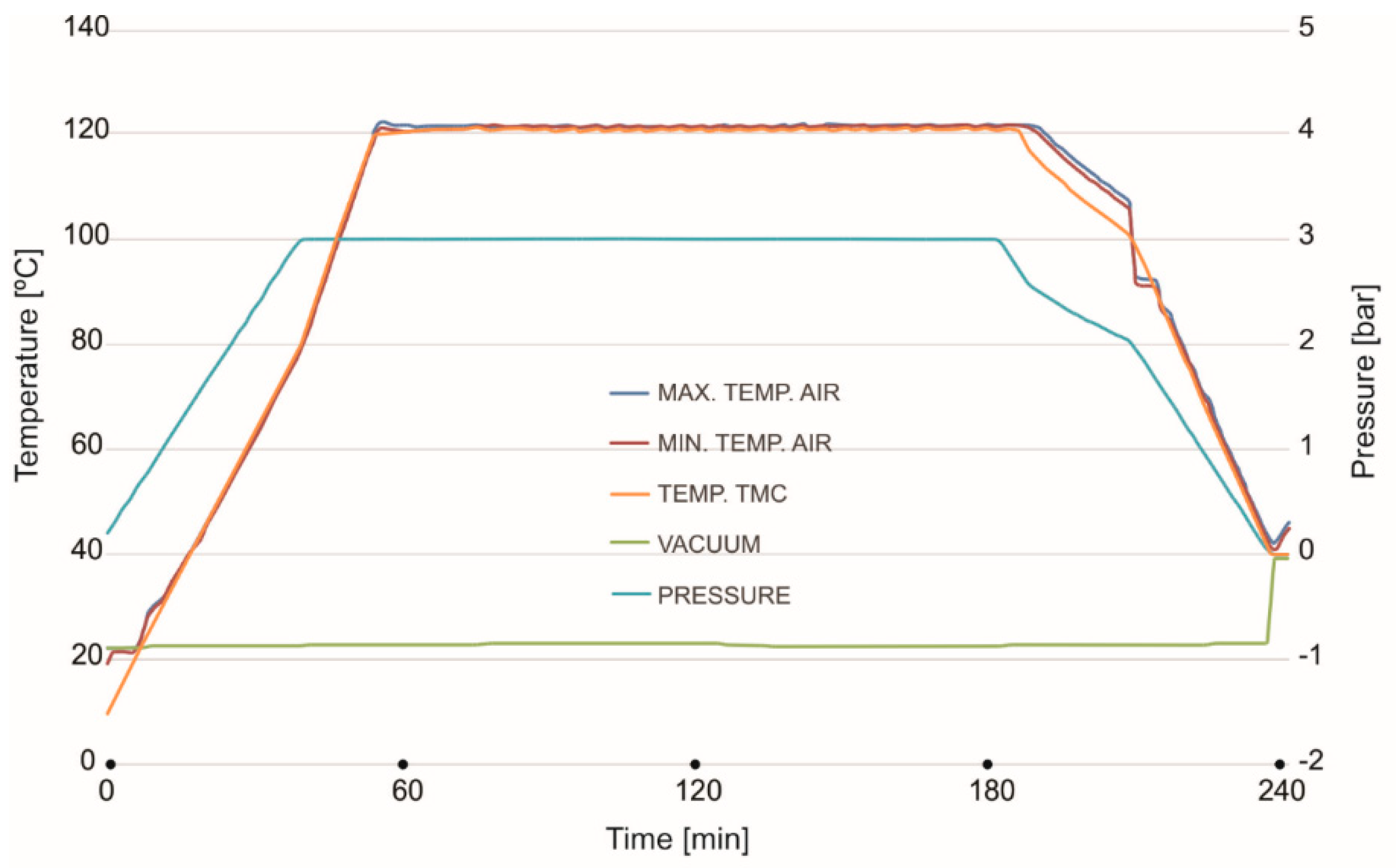
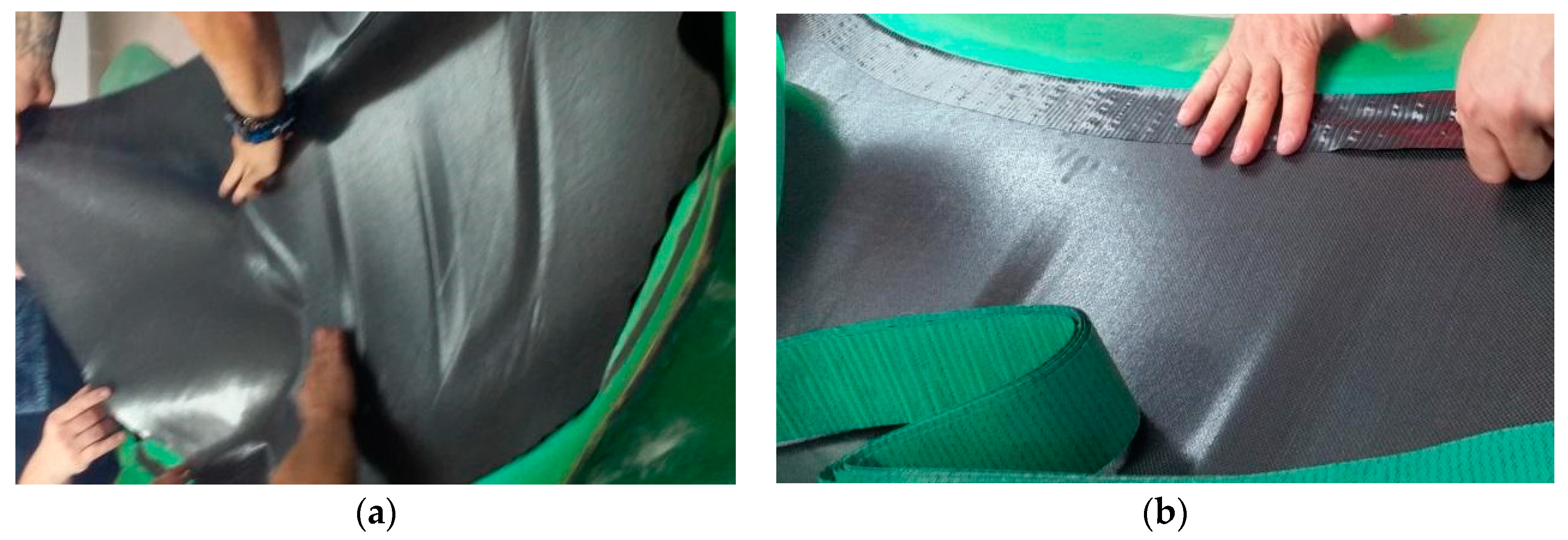
2.3. Manufacturing Methodology of CFRP Hoods
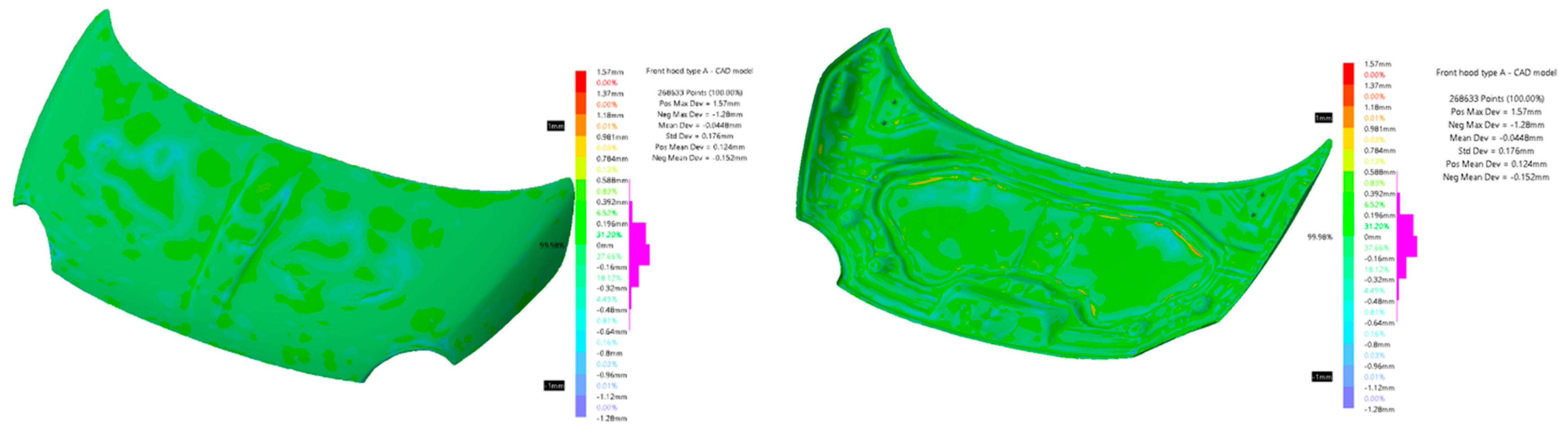
2.4. Dimensional Evaluation of the Obtained CFRP Hoods
3. Results
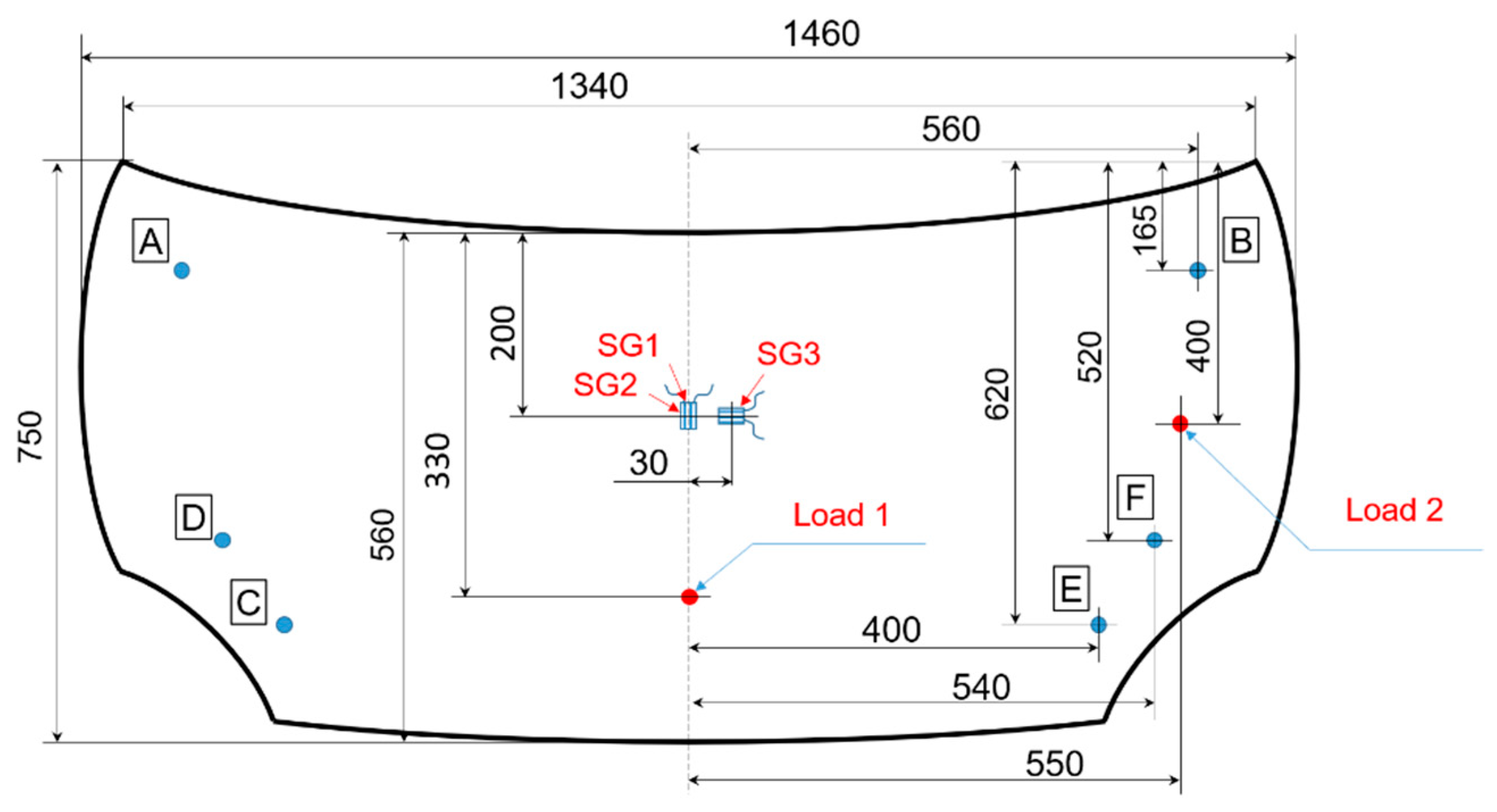
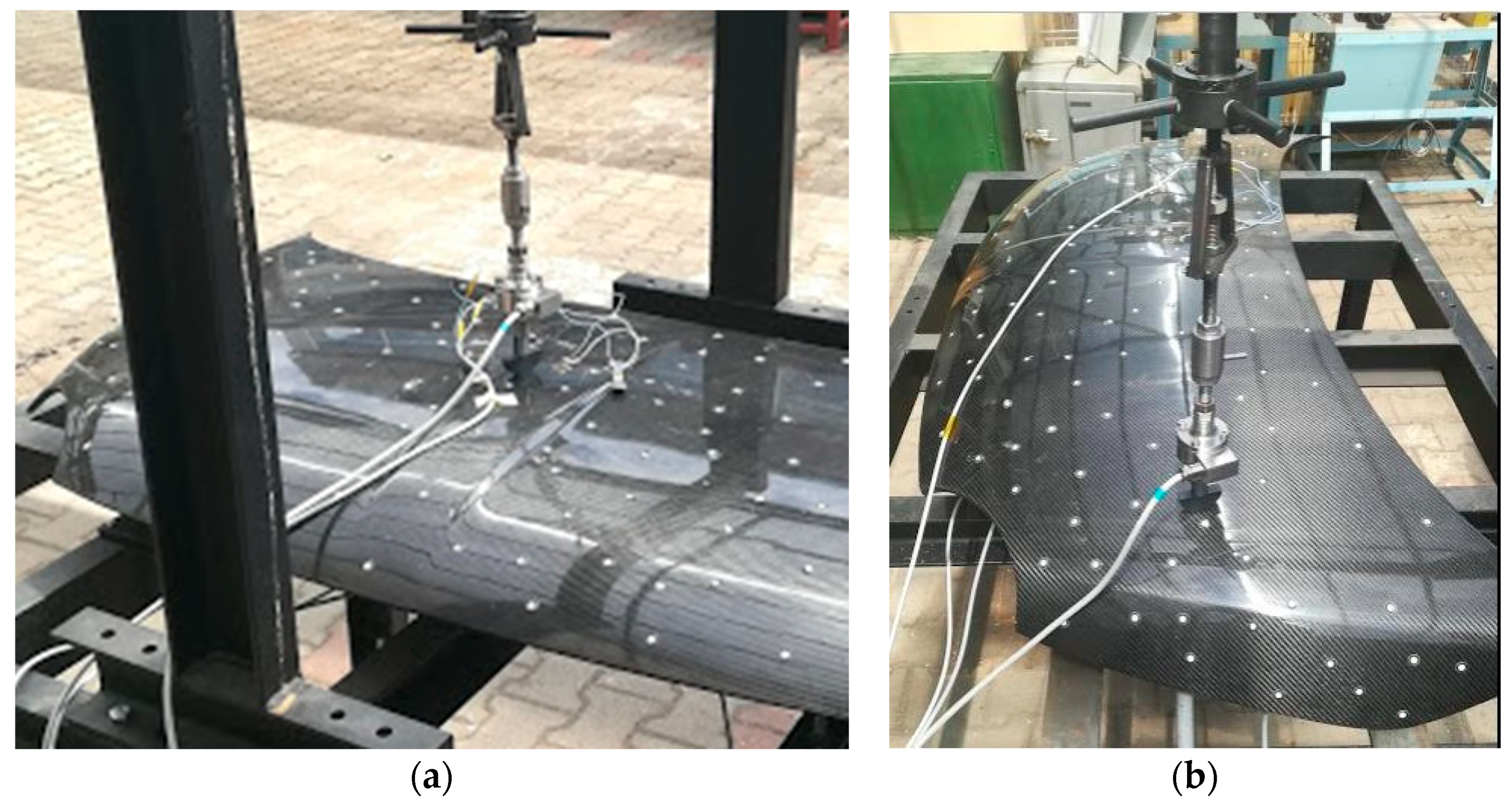
3.1. Experimental Stiffness Investigation of Composite Hoods
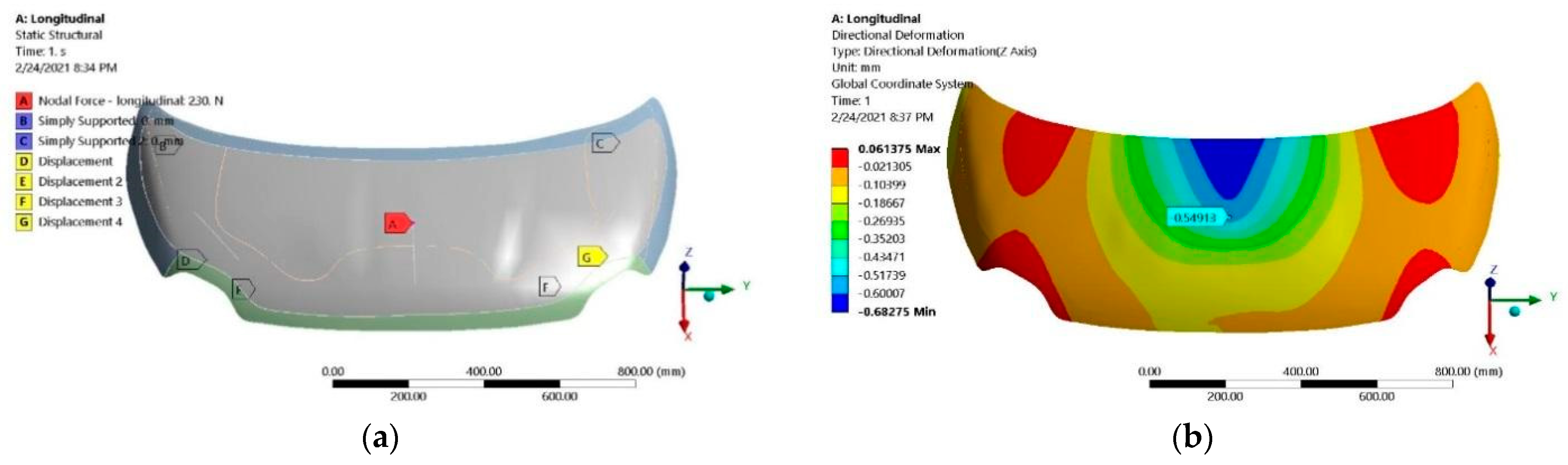
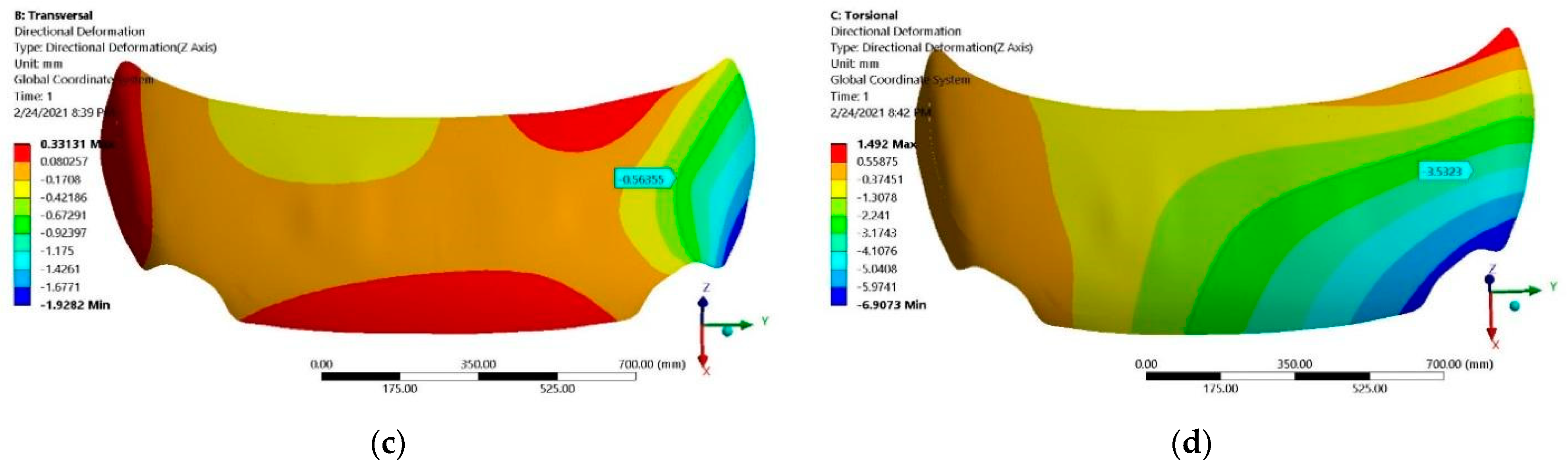
3.2. Numerical Analyses of Investigated Hoods
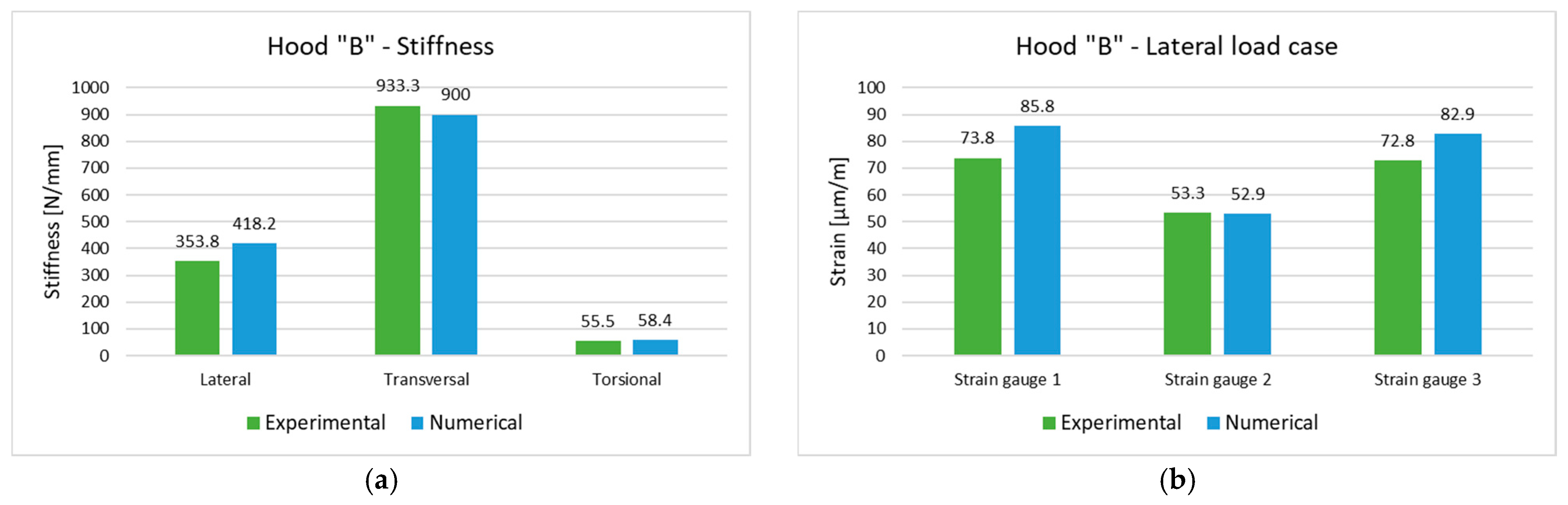
3.3. Discussions
4. Conclusions
- The vacuum bag technology and autoclave curing process is the best procedure to produce very high quality CFRP parts, a fact demonstrated by microstructural analysis and highly dimensional accuracy of the manufactured hoods.
- A designed composite hood that copies the metal parts, by reproducing the same geometry shape and the reinforced ribs, brings the advantage of mass reduction with similar or higher stiffness, but limits the benefits that composites structures have.
- The first composite hood manufactured based on BMD is 2.54 times lighter than a similar steel hood and the improvement in terms of lateral stiffness for this composite hood about a similar steel hood is about 80%. Transversal stiffness is a few times, higher while the torsional stiffness has an increase of 62% as for a similar steel hood.
- The use of sandwich structures to achieve a high stiffness and light structure, a balanced stacking sequence of layers in order to respond to complex requests are the advantages of an FRP design concept that allows, in the case of a car hood replacement of the ribs and the reinforcements, an important additional mass reduction.
- The second hood concept is 22% lighter than the first one. In this case, the outer hood panel subjected to structural improvements by layer architecture offers a mass reduction about 53%. Lateral stiffness is also improved by 42%, while the transversal stiffness is significantly higher. The torsional load case revealed a smaller value, but not lower than for a similar steel hood.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ford. Ford develops prototype carbon composite bonnet. Reinf. Plast. 2012, 56, 4. [Google Scholar] [CrossRef]
- Sih, G.C.; Carpinteri, A.; Surace, G. Advanced Technology for Design and Fabrication of Composite Materials and Structures: Applications to the Automotive, Marine, Aerospace and Construction Industry; Springer Science & Business Media: Berlin/Heidelberg, Germany, 1995; Volume 14. [Google Scholar]
- Simion, M.; Dudescu, C.; Bere, P.; Cocean, C. Material parameters identification of carbon fibres composites with strain gauges. Acta Tech. Napoc. Ser. Appl. Math. Mech. Eng. 2019, 62, 461–466. [Google Scholar]
- Bere, P.; Krolczyk, J.B. Determination of mechanical properties of carbon/epoxy plates by tensile stress test. E3S Web Conf. 2017, 19, 3018. [Google Scholar] [CrossRef] [Green Version]
- Morioka, K.; Tomita, Y. Effect of lay-up sequences on mechanical properties and fracture behavior of CFRP laminate composites. Mater. Charact. 2000, 45, 125–136. [Google Scholar] [CrossRef]
- Al-Zubaidy, H.; Zhao, X.-L.; Al-Mihaidi, R. Mechanical characterisation of the dynamic tensile properties of CFRP sheet and adhesive at medium strain rates. Compos. Struct. 2013, 96, 153–164. [Google Scholar] [CrossRef]
- Haider, A.-Z.; Zhao, X.-L.; Al-Mihaidi, R. Mechanical behaviour of normal modulus carbon fibre reinforced polymer (CFRP) and epoxy under impact tensile loads. Procedia Eng. 2011, 10, 2453–2458. [Google Scholar]
- Bere, P.; Sabău, E.; Dudescu, C.; Neamtu, C.; Fărtan, M. Experimental research regarding carbon fiber/epoxy material manufactured by autoclave process. MATEC Web Conf. 2019, 299, 06005. [Google Scholar] [CrossRef] [Green Version]
- Stefaniak, D.; Kappel, E.; Spröwitz, T.; Hühne, C. Experimental identification of process parameters inducing warpage of autoclave-processed CFRP parts. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1081–1091. [Google Scholar] [CrossRef]
- Bortoluzzi, D.B.; Gomes, G.F.; Hirayama, D.; Ancelotti, A.C. Development of a 3D reinforcement by tufting in carbon fiber/epoxy composites. Int. J. Adv. Manuf. Technol. 2019, 100, 1593–1605. [Google Scholar] [CrossRef]
- Sargianis, J.; Suhr, J. Core material effect on wave number and vibrational damping characteristics in carbon fiber sandwich composites. Compos. Sci. Technol. 2012, 72, 1493–1499. [Google Scholar] [CrossRef]
- Shahdin, A.; Morlier, J.; Gourinat, Y.; Mezeix, L.; Bouvet, C. Fabrication and Mechanical Testing of a New Sandwich Structure with Carbon Fiber Network Core. J. Sandw. Struct. Mater. 2009, 12, 569–589. [Google Scholar] [CrossRef] [Green Version]
- Audibert, C.; Andréani, A.-S.; Lainé, É.; Grandidier, J.-C. Discrete modelling of low-velocity impact on Nomex® honeycomb sandwich structures with CFRP skins. Compos. Struct. 2019, 207, 108–118. [Google Scholar] [CrossRef]
- Roy, R.; Park, S.-J.; Kweon, J.-H.; Choi, J.-H. Characterization of Nomex honeycomb core constituent material mechanical properties. Compos. Struct. 2014, 117, 255–266. [Google Scholar] [CrossRef]
- Ahmad, S.; Zhang, J.; Feng, P.; Yu, D.; Wu, Z.; Ke, M. Processing technologies for Nomex honeycomb composites (NHCs): A critical review. Compos. Struct. 2020, 250, 112545. [Google Scholar] [CrossRef]
- Khan, M.S.; Abdul-Latif, A.; Koloor, S.S.R.; Petrů, M.; Tamin, M.N. Representative Cell Analysis for Damage-Based Failure Model of Polymer Hexagonal Honeycomb Structure under the Out-of-Plane Loadings. Polymers 2020, 13, 52. [Google Scholar] [CrossRef] [PubMed]
- Wahl, L.; Maas, S.; Waldmann, D.; Zürbes, A.; Frères, P. Fatigue in the core of aluminum honeycomb panels: Lifetime prediction compared with fatigue tests. Int. J. Damage Mech. 2013, 23, 661–683. [Google Scholar] [CrossRef]
- Jen, Y.-M.; Lin, H.-B. Temperature-dependent monotonic and fatigue bending strengths of adhesively bonded aluminum honeycomb sandwich beams. Mater. Des. 2013, 45, 393–406. [Google Scholar] [CrossRef]
- Zaharia, S.M.; Morariu, C.O.; Nedelcu, A.; Pop, M.A. Experimental Study of Static and Fatigue Behavior of CFRP-Balsa Sandwiches under Three-point Flexural Loading. Bioresources 2017, 12, 2673–2689. [Google Scholar] [CrossRef] [Green Version]
- Atas, C.; Sevim, C. On the impact response of sandwich composites with cores of balsa wood and PVC foam. Compos. Struct. 2010, 93, 40–48. [Google Scholar] [CrossRef]
- Zhang, Y.; Zong, Z.; Liu, Q.; Ma, J.; Wu, Y.; Li, Q. Static and dynamic crushing responses of CFRP sandwich panels filled with different reinforced materials. Mater. Des. 2017, 117, 396–408. [Google Scholar] [CrossRef]
- Bere, P.; Neamtu, C.; Dudescu, M.; Comes, R.; Solcan, S. Carbon epoxy front hood for an electrical city vehicle. MATEC Web Conf. 2017, 137, 8001. [Google Scholar] [CrossRef] [Green Version]
- Masoumi, A.; Shojaeefard, M.H.; Najibi, A. Comparison of steel, aluminum and composite bonnet in terms of pe-destrian head impact. Saf. Sci. 2011, 49, 1371–1380. [Google Scholar] [CrossRef]
- Ahmed, A.; Wei, L. Introducing CFRP as an alternative material for engine hood to achieve better pedestrian safety using finite element modeling. Thin-Walled Struct. 2016, 99, 97–108. [Google Scholar] [CrossRef]
- Zhou, J.; Wang, F.; Wan, X. Optimal Design and Experimental Investigations of Aluminium Sheet for Lightweight of Car Hood. Mater. Today Proc. 2015, 2, 5029–5036. [Google Scholar] [CrossRef]
- Bere, P.; Neamtu, C.; Dudescu, C. Design and manufacturing front hood for electric vehicle by carbon fiber. MATEC Web Conf. 2017, 112, 07021. [Google Scholar] [CrossRef] [Green Version]
- Park, G.; Park, H. Structural design and test of automobile bonnet with natural flax composite through impact damage analysis. Compos. Struct. 2018, 184, 800–806. [Google Scholar] [CrossRef]
- Darwish, S.M.; Elseufy, S.M.; Ahmad, A. Finite Element Analysis of an Automobile Engine Hood. In Proceedings of the 2013 International Conference on Industry, Engineering, and Management Systems, Rabat, Morocco, 28–30 October 2013; Volume 7, pp. 62–69. [Google Scholar]
- Kumar, J.R.; Shanmukhi, K.; Satyanarayana, S.G. Design and Analysis of Car Hood Made with Natural Fibers. In Lecture Notes on Multidisciplinary Industrial Engineering; Metzler, J.B., Ed.; Springer: Berlin/Heidelberg, Germany, 2019; pp. 271–281. [Google Scholar]
- Ramesh, C.K.; Srikari, S.; Suman, M.L.J. Design of hood stiffener of a sedan car for pedestrian safety. SASTech J. 2012, 11, 67–73. [Google Scholar]
- Rodke, R.R.; Korade, D.N. Development of Car Hood for Stiffness Improvement using FEA System. Int. J. Sci. Res. Dev. 2015, 3, 2321-0613. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | 1A | 2A |
|---|---|---|
| Test type | Modulus [MPa] | |
| Tension (E) | 51,921 | 61,043 |
| In plane shear (G) | 24,962 | 29,633 |
| Material | 1B | 2B | 3B |
|---|---|---|---|
| Test type | Modulus [MPa] | ||
| Tension (E) | 72,359 | 32,537 | 79,505 |
| In plane shear (G) | 35,821 | 12,051 | 35,433 |
| Load Case | Lateral | Transversal | Torsional |
|---|---|---|---|
| Applied force (N) | 500 | 500 | 58 |
| Displacement (mm) | 1.73 | 1.18 | 0.73 |
| Stiffness (N/mm) | 288.7 | 425.7 | 79.5 |
| Load Case | Load Value [N] | Strain εSG1 [μm/m] | Strain εSG2 [μm/m] | Strain εSG3 [μm/m] |
|---|---|---|---|---|
| Lateral | 500 | 43.7 | 185.2 | 55.6 |
| Transversal | 500 | 1.02 | 2.3 | 5.9 |
| Torsional | 58 | 5.4 | 2.71 | 0.62 |
| Load Case | Lateral | Transversal | Torsional |
|---|---|---|---|
| Applied force (N) | 230 | 504 | 206 |
| Displacement (mm) | 0.65 | 0.54 | 3.71 |
| Stiffness (N/mm) | 353.8 | 933.3 | 55.5 |
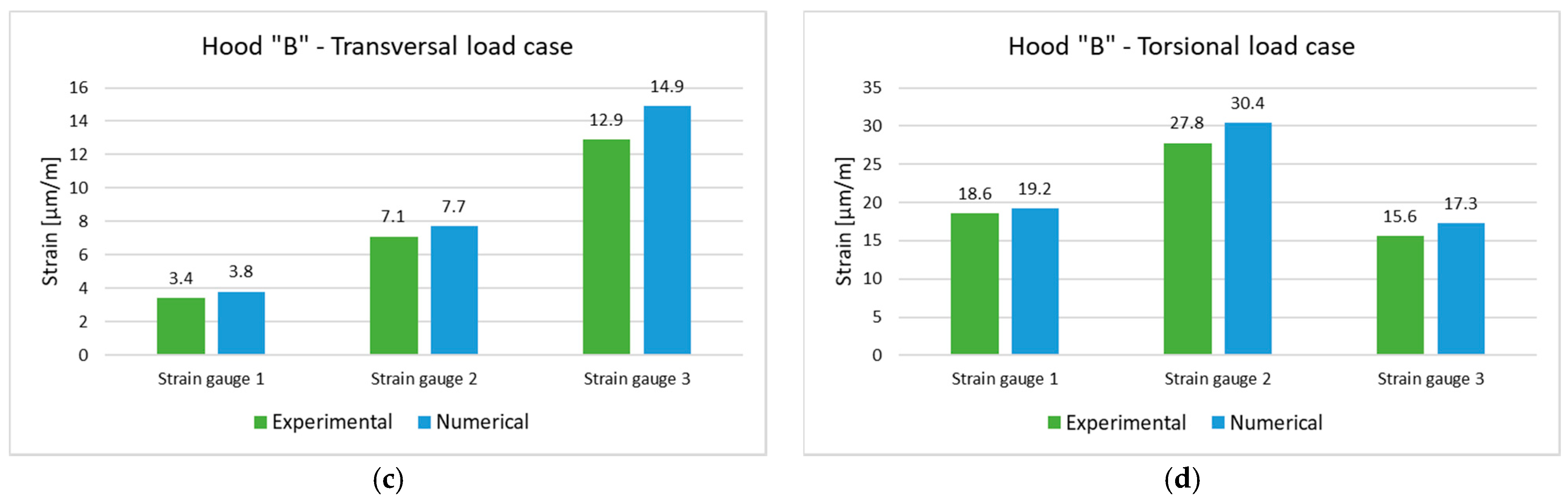
| Load Case | Load Value [N] | Strain εSG1 [μm/m] | Strain εSG2 [μm/m] | Strain εSG3 [μm/m] |
|---|---|---|---|---|
| Lateral | 230 | 73.8 | 53.3 | 72.8 |
| Transversal | 504 | 3.4 | 7.1 | 12.9 |
| Torsional | 206 | 18.6 | 27.8 | 15.6 |
| Material | Lateral Stiffness [N/mm] | Transversal Stiffness [N/mm] | Torsional Stiffness [N/mm] |
|---|---|---|---|
| Steel | 162.3 | 75.6 | 58.6 |
| Load Case | Lateral | Transversal | Torsional |
|---|---|---|---|
| Applied force (N) | 500 | 500 | 58 |
| Computed displacement (mm) | 1.71 | 1.36 | 0.61 |
| Stiffness (N/mm) | 292.4 | 367.64 | 95.1 |
| Load Case | Load Value [N] | Strain εSG1 [μm/m] | Strain εSG2 [μm/m] | Strain εSG3 [μm/m] |
|---|---|---|---|---|
| Lateral | 500 | 48.8 | 180.8 | 53.9 |
| Transversal | 500 | 0.91 | 2.1 | 5.4 |
| Torsional | 58 | 5.2 | 2.6 | 0.70 |
| Material | Honeycomb Core | ||
|---|---|---|---|
| Young’s modulus [MPa] | E1 = 1 | E2 = 1 | E3 = 255 |
| Shear modulus [MPa] | G12 = 10−6 | G31 = 70 | G23 = 37 |
| Poisson’s ratio | ν12 = 0.49 | ν13 = 0.001 | ν23 = 0.001 |
| Material | Reinforced Frame | Sandwich Structure |
|---|---|---|
| Young’s modulus [MPa] | 52,085 | 6579 |
| Shear modulus [MPa] | 22,855 | 3256 |
| Load Case | Lateral | Transversal | Torsional |
|---|---|---|---|
| Applied force (N) | 230 | 504 | 206 |
| Computed displacement (mm) | 0.55 | 0.56 | 3.53 |
| Stiffness (N/mm) | 418.2 | 900 | 58.4 |
| Load Case | Load Value [N] | Strain εSG1 [μm/m] | Strain εSG2 [μm/m] | Strain εSG3 [μm/m] |
|---|---|---|---|---|
| Lateral | 230 | 85.8 | 52.9 | 82.9 |
| Transversal | 504 | 3.8 | 7.7 | 14.9 |
| Torsional | 206 | 19.2 | 30.4 | 17.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bere, P.; Dudescu, M.; Neamțu, C.; Cocian, C. Design, Manufacturing and Test of CFRP Front Hood Concepts for a Light-Weight Vehicle. Polymers 2021, 13, 1374. https://doi.org/10.3390/polym13091374
Bere P, Dudescu M, Neamțu C, Cocian C. Design, Manufacturing and Test of CFRP Front Hood Concepts for a Light-Weight Vehicle. Polymers. 2021; 13(9):1374. https://doi.org/10.3390/polym13091374
Chicago/Turabian StyleBere, Paul, Mircea Dudescu, Călin Neamțu, and Cătălin Cocian. 2021. "Design, Manufacturing and Test of CFRP Front Hood Concepts for a Light-Weight Vehicle" Polymers 13, no. 9: 1374. https://doi.org/10.3390/polym13091374