
Triggerable Super Absorbent Polymers for Coating Debonding Applications




Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
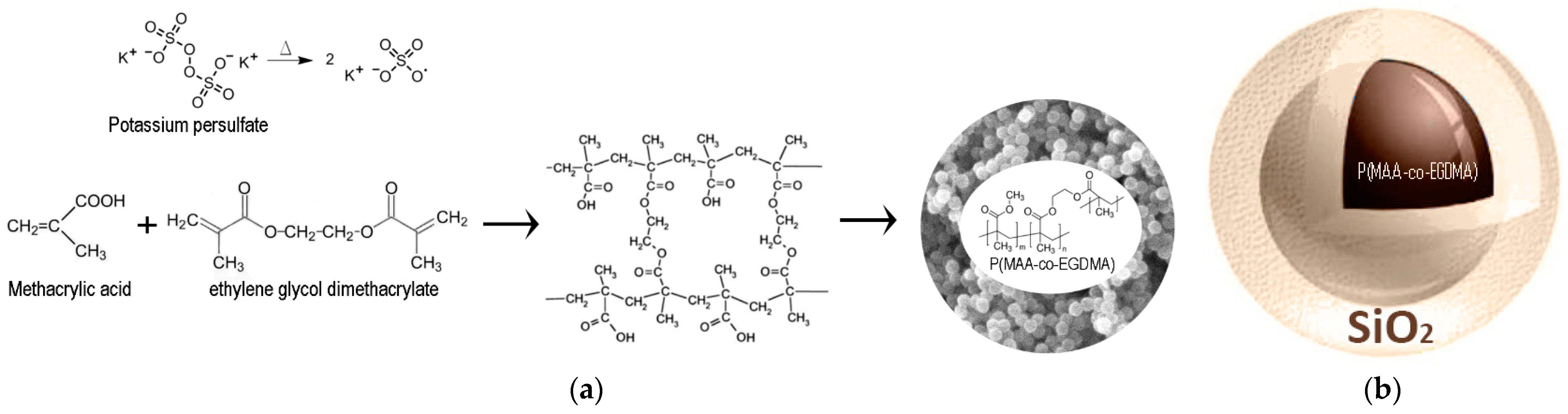
2.2. Synthesis of Super Absorbent Polymers
2.3. Synthesis of Coatings
2.4. Characterization Methods
3. Results and Discussion
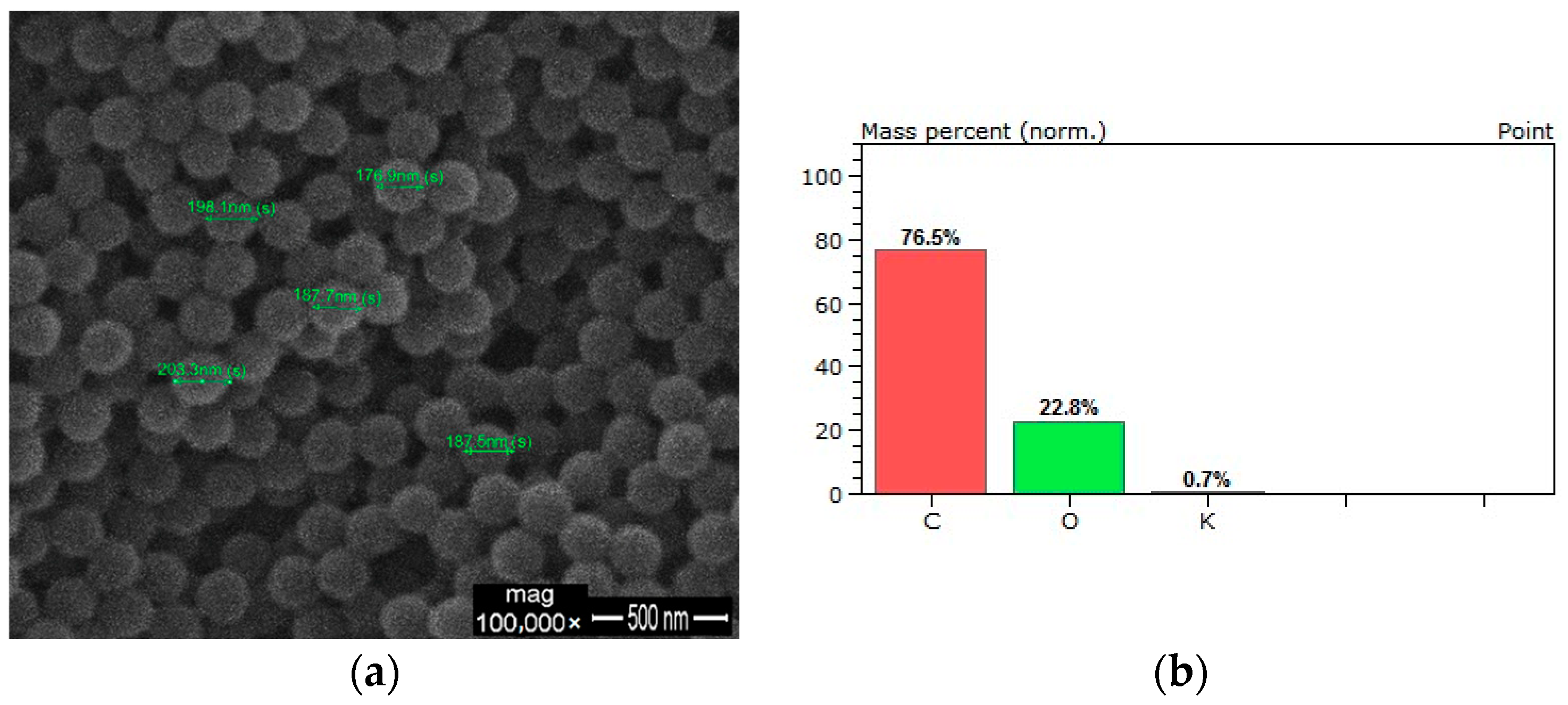
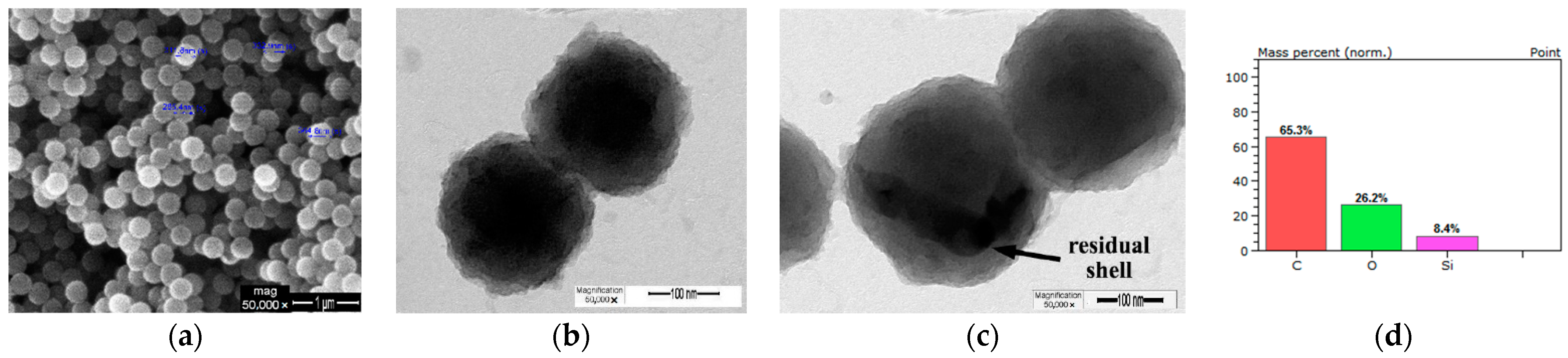
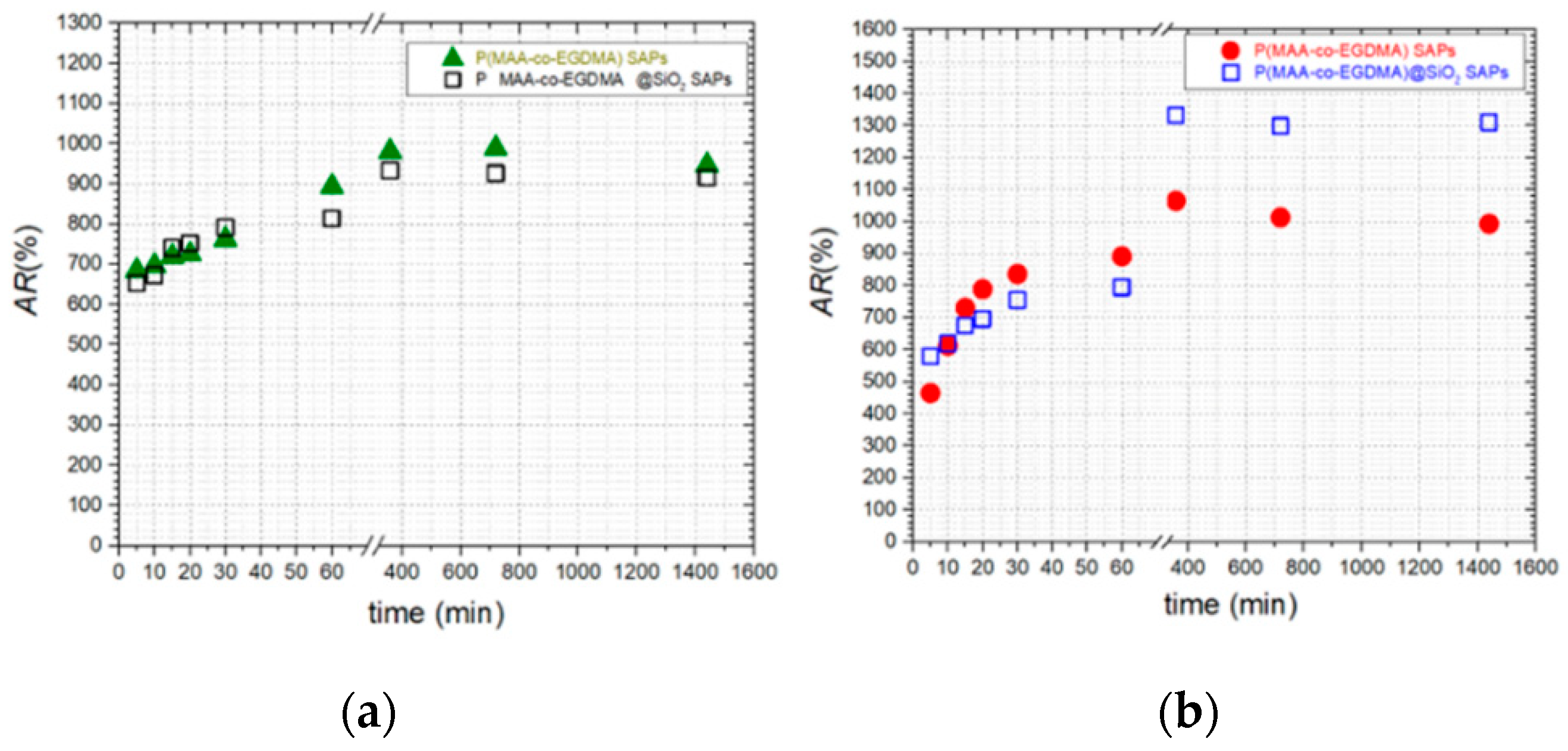
3.1. Evaluation of Super Absorbent Polymers
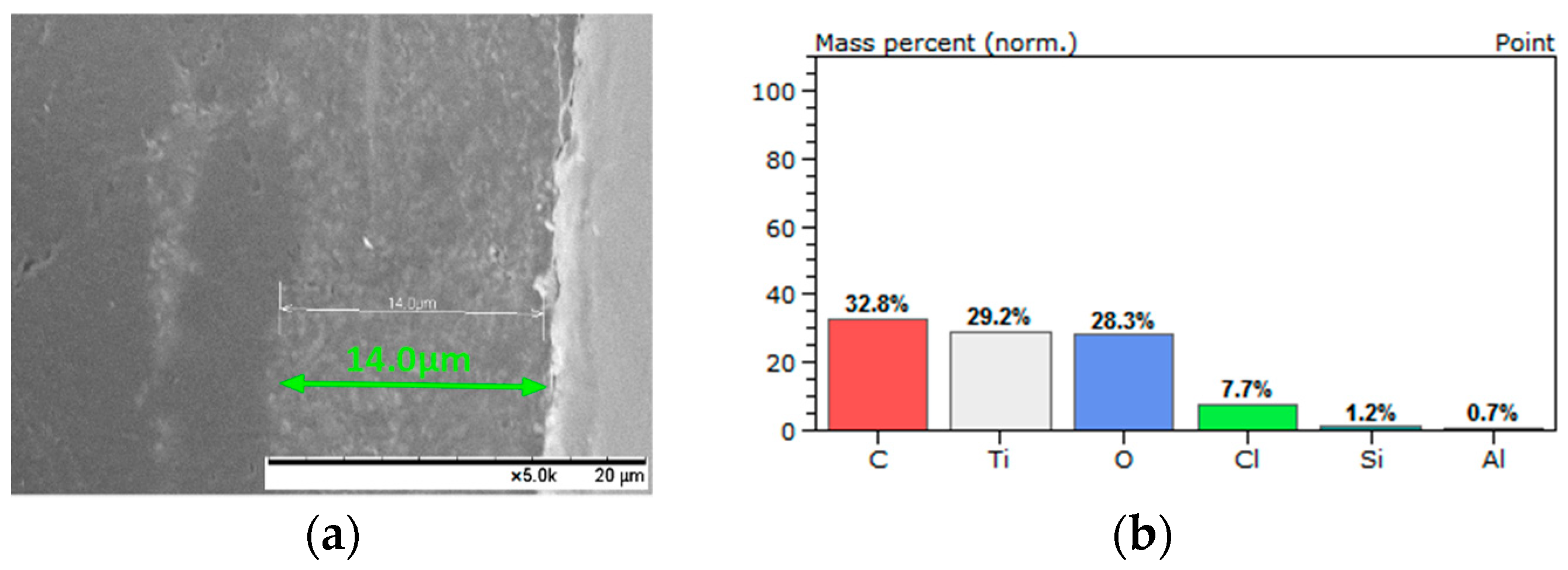
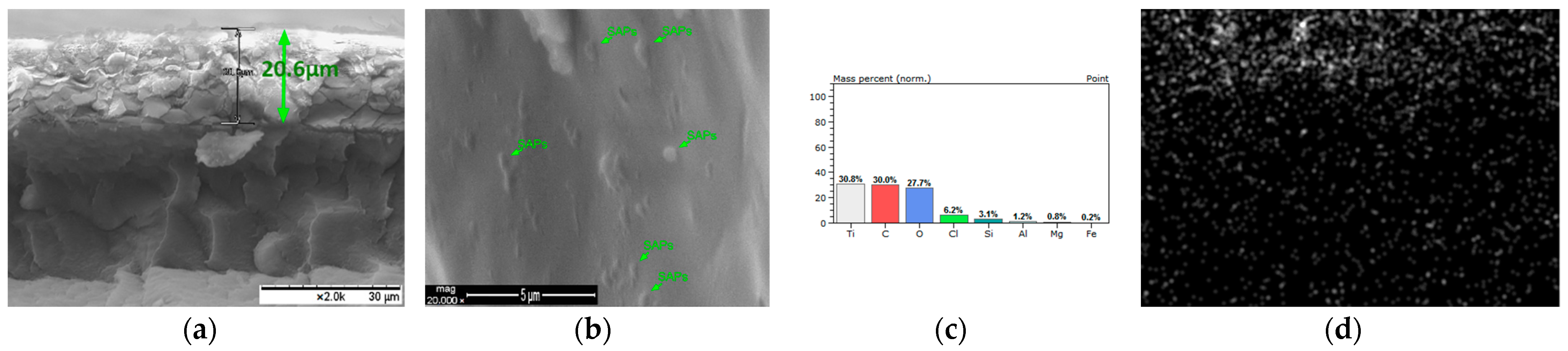
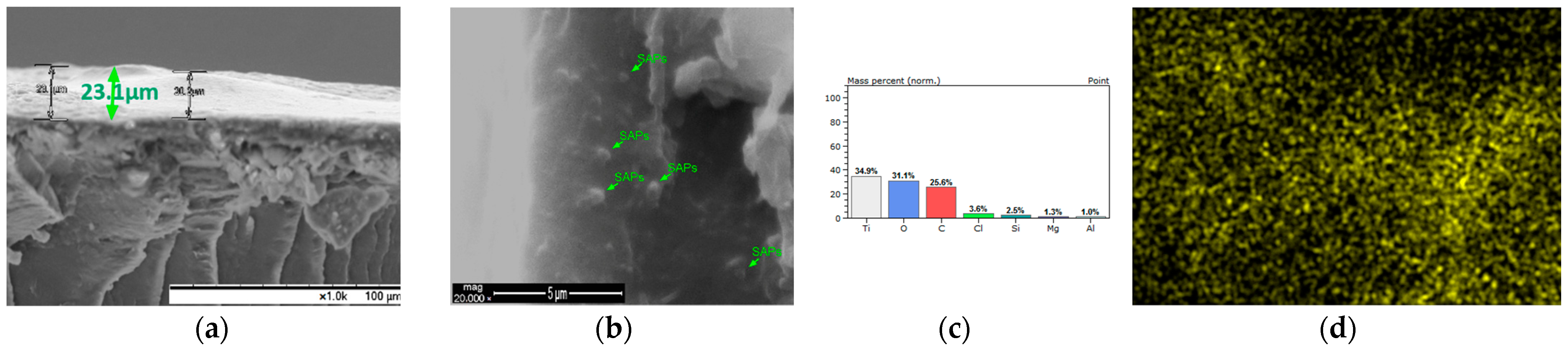
3.2. Evaluation of Coatings
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, X.; Tian, F.; Zhao, X.; Du, R.; Xu, S.; Wang, Y.-Z. Recycling waste epoxy resin as hydrophobic coating of melamine foam for high-efficiency oil absorption. Appl. Surf. Sci. 2020, 529, 147151. [Google Scholar] [CrossRef]
- Shipway, P.H.; Bromley, J.P.D.; Weston, D.P. Removal of coatings from polymer substrates by solid particle blasting to enhance reuse or recycling. Wear 2007, 263, 309–317. [Google Scholar] [CrossRef]
- Zhang, Z.; Yu, D.; Xu, X.; Yang, H.; Wyman, I.; Wang, J.; Wu, X. Versatile snail-inspired superamphiphobic coatings with repeatable adhesion and recyclability. Chem. Eng. Sci. 2021, 230, 116182. [Google Scholar] [CrossRef]
- Liu, C.; Zhang, T.; Luo, Y.; Wang, Y.; Li, J.; Ye, T.; Guo, R.; Song, P.; Zhou, J.; Wang, H. Multifunctional polyurethane sponge coatings with excellent flame retardant, antibacterial, compressible, and recyclable properties. Compos. Part B Eng. 2021, 215, 108785. [Google Scholar] [CrossRef]
- Aizpurua, J.; Martin, L.; Fernández, M.; González, A.; Irusta, L. Recyclable, remendable and healing polyurethane/acrylic coatings from UV curable waterborne dispersions containing Diels-Alder moieties. Prog. Org. Coat. 2020, 139, 105460. [Google Scholar] [CrossRef]
- Fu, J.; Krantz, M.; Zhang, H.; Zhu, J.; Kuo, H.; Wang, Y.M.; Lis, K. Investigation of the recyclability of powder coatings. Powder Technol. 2011, 211, 38–45. [Google Scholar] [CrossRef]
- Hu, H.-B.; He, Z.-H.; Fan, K.-J.; Shibro, T.-G.; Liu, B.-J.; Shi, J.-Y. Properties enhancement of recycled coarse aggregates by pre-coating/pre-soaking with zeolite powder/calcium hydroxide. Constr. Build. Mater. 2021, 286, 122888. [Google Scholar] [CrossRef]
- Zha, J.; Tan, T.; Fan, R.; Xu, H.; Ma, S. How to reduce energy intensity to achieve sustainable development of China’s transport sector? A cross-regional comparison analysis. Socio Econ. Plan. Sci. 2020, 71, 100772. [Google Scholar] [CrossRef]
- Yun, H.; Zou, B.; Wang, J.; Huang, C.; Li, S. Optimization of energy consumption in coating removal for recycling scrap coated cemented carbide tools using hybrid laser-waterjet. J. Clean. Prod. 2019, 229, 104–114. [Google Scholar] [CrossRef]
- Engel, P.A. Indentation debonding test for polymer coatings adhered to a substrate. Int. J. Adhes. Adhes. 1985, 5, 129–132. [Google Scholar] [CrossRef]
- Lu, Y.; Shinozaki, D.M. Microindentation induced debonding of polymer thin films from rigid substrates. J. Mater. Sci. 2002, 37, 1283–1293. [Google Scholar] [CrossRef]
- Chen, Q.; Chatzigeorgiou, G.; Meraghni, F. Extended mean-field homogenization of viscoelastic-viscoplastic polymer composites undergoing hybrid progressive degradation induced by interface debonding and matrix ductile damage. Int. J. Solids Struct. 2021, 210, 1–17. [Google Scholar] [CrossRef]
- Zhao, L.; Qin, T.; Zhang, J.; Chen, Y. 3D Gradual Material Degradation Model for Progressive Damage Analyses of Unidirectional Composite Materials. Math. Probl. Eng. 2015, 2015, 145629. [Google Scholar] [CrossRef]
- Yekani Fard, M.; Raji, B.; Pankretz, H. Correlation of nanoscale interface debonding and multimode fracture in polymer carbon composites with long-term hygrothermal effects. Mech. Mater. 2020, 150, 103601. [Google Scholar] [CrossRef]
- Wang, X.Q.; Jian, W.; Buyukozturk, O.; Leung, C.K.Y.; Lau, D. Degradation of epoxy/glass interface in hygrothermal environment: An atomistic investigation. Compos. Part B Eng. 2021, 206, 108534. [Google Scholar] [CrossRef]
- Lutz, H.; Weitzel, H.P.; Huster, W. Aqueous Emulsion Polymers. Polym. Sci. A Compr. Ref. 2012, 10, 479–518. [Google Scholar] [CrossRef]
- Weil, M.; Dombrowski, K.; Buchwald, A. Life-cycle analysis of geopolymers. Geopolymers 2009, 10, 194–210. [Google Scholar] [CrossRef]
- Additives to give a new life to plastics and textiles with coatings that are difficult to recycle. Focus Powder Coat. 2019, 2019, 5. [CrossRef]
- Babra, T.S.; Wood, M.; Godleman, J.S.; Salimi, S.; Warriner, C.; Bazin, N.; Siviour, C.R.; Hamley, I.W.; Hayes, W.; Greenland, B.W. Fluoride-responsive debond on demand adhesives: Manipulating polymer crystallinity and hydrogen bonding to optimise adhesion strength at low bonding temperatures. Eur. Polym. J. 2019, 119, 260–271. [Google Scholar] [CrossRef]
- Ding, Y.; Dou, C.; Chang, S.; Xie, Z.; Yu, D.G.; Liu, Y.; Shao, J. Core-Shell Eudragit S100 Nanofibers Prepared via Triaxial Electrospinning to Provide a Colon-Targeted Extended Drug Release. Polymers 2020, 12, 2034. [Google Scholar] [CrossRef]
- Kang, S.; He, Y.; Yu, D.G.; Li, W.; Wang, K. Drug-zein@lipid hybrid nanoparticles: Electrospraying preparation and drug extended release application. Colloids Surf. B Biointerfaces 2021, 201, 111629. [Google Scholar] [CrossRef]
- Simonova, M.; Ivanov, I.; Meleshko, T.; Kopyshev, A.; Santer, S.; Yakimansky, A.; Filippov, A. Self-Assembly of Molecular Brushes with Polyimide Backbone and Amphiphilic Block Copolymer Side Chains in Selective Solvents. Polymers 2020, 12, 2922. [Google Scholar] [CrossRef]
- Nagy, N.Z.; Varga, Z.; Mihaly, J.; Domjan, A.; Fenyvesi, E.; Kiss, E. Highly Enhanced Curcumin Delivery Applying Association Type Nanostructures of Block Copolymers, Cyclodextrins and Polycyclodextrins. Polymers 2020, 12, 2167. [Google Scholar] [CrossRef]
- Kanellopoulou, I.; Karaxi, E.K.; Karatza, A.; Kartsonakis, I.A.; Charitidis, C.A. Effect of submicron admixtures on mechanical and self-healing properties of cement-based composites. Fatigue Fract. Eng. Mater. Struct. 2019, 42, 1494–1509. [Google Scholar] [CrossRef]
- Zhao, K.; Kang, S.X.; Yang, Y.Y.; Yu, D.G. Electrospun Functional Nanofiber Membrane for Antibiotic Removal in Water: Review. Polymers 2021, 13, 226. [Google Scholar] [CrossRef]
- Shi, K.; Guo, X.; Chen, L.; Huang, S.; Zhao, L.; Ji, J.; Zhou, X. Alcohol-thermal synthesis of approximately core-shell structured Al@CuO nanothermite with improved heat-release and combustion characteristics. Combust. Flame 2021, 228, 331–339. [Google Scholar] [CrossRef]
- Yusuf, M.; Song, S.; Park, S.; Park, K.H. Multifunctional core-shell Pd@Cu on MoS2 as a visible light-harvesting photocatalyst for synthesis of disulfide by S S coupling. Appl. Catal. A Gen. 2021, 613, 118025. [Google Scholar] [CrossRef]
- Cao, N.; Xie, X.; Zhang, Y.; Zhao, Y.; Cao, L.; Sun, L. Dendritic porous SnO2/SiO2@polymer nanospheres for pH-controlled styptic drug release. J. Ind. Eng. Chem. 2016, 34, 9–13. [Google Scholar] [CrossRef]
- Zhang, R.; Shang, T.; Yang, G.; Jia, X.; Cai, Q.; Yang, X. Direct fabrication of hybrid nanofibres composed of SiO2-PMMA nanospheres via electrospinning. Colloids Surf. B Biointerfaces 2016, 144, 238–249. [Google Scholar] [CrossRef]
- Gao, J.; Li, C.; Shilpakar, U.; Shen, Y. Improvements of mechanical properties in dissimilar joints of HDPE and ABS via carbon nanotubes during friction stir welding process. Mater. Des. 2015, 86, 289–296. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
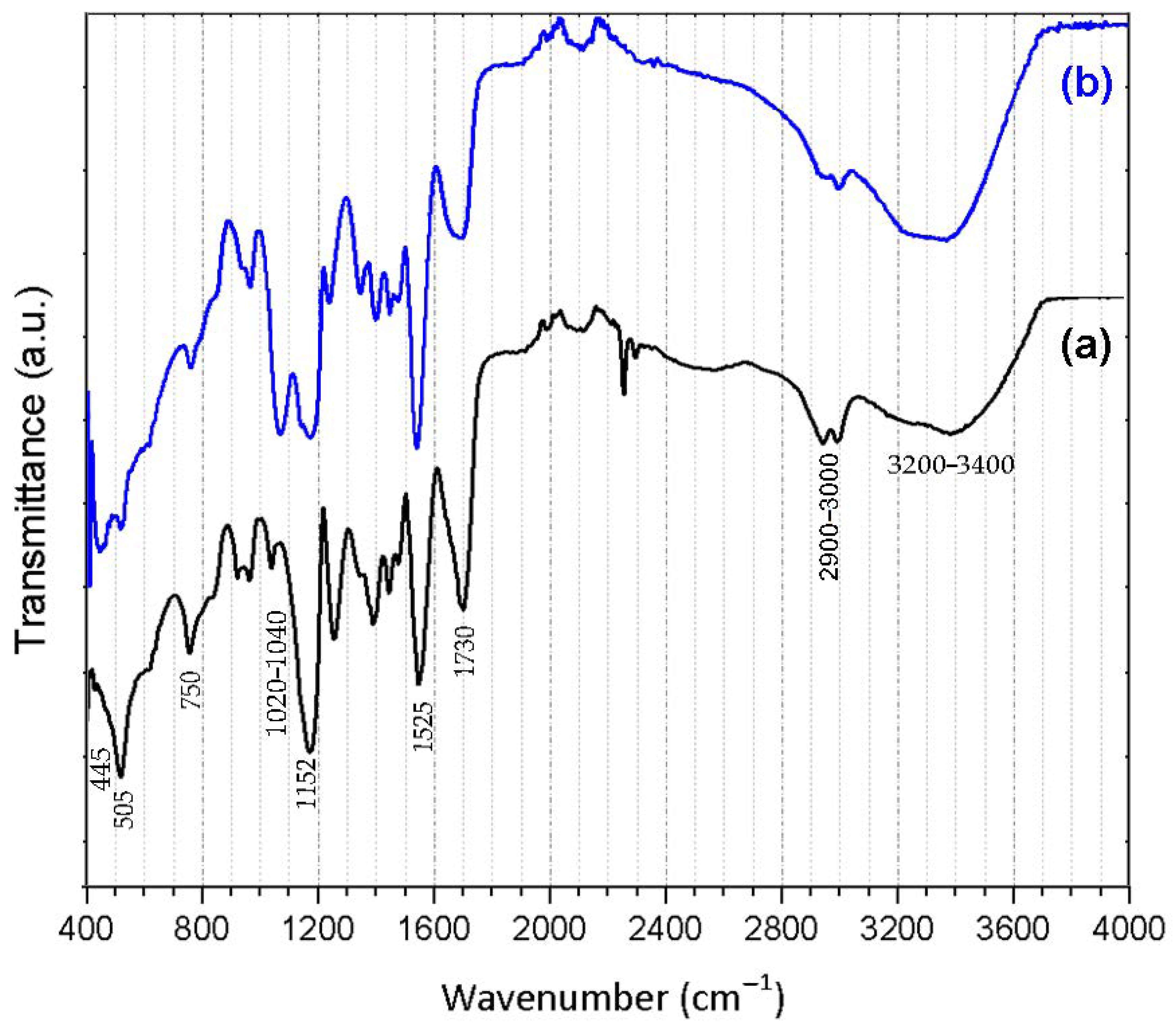
| Wavenumber (cm−1) | Corresponding Bond |
|---|---|
| 3200–3400 2900–3000 | -OH stretch -CH2- asymmetrical stretching |
| 1525, 1730 | -C=O vibration |
| 1152 | asymmetrical stretching -C-O- |
| 1046, 782, 445 | Si-O-Si vibrations |
| 1020–1040 | Si-OH |
| 750 | -CH2- deformation vibration |
| 505 | C-C=O in-plane deformation vibration |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kartsonakis, I.A.; Goulis, P.; Charitidis, C.A. Triggerable Super Absorbent Polymers for Coating Debonding Applications. Polymers 2021, 13, 1432. https://doi.org/10.3390/polym13091432
Kartsonakis IA, Goulis P, Charitidis CA. Triggerable Super Absorbent Polymers for Coating Debonding Applications. Polymers. 2021; 13(9):1432. https://doi.org/10.3390/polym13091432
Chicago/Turabian StyleKartsonakis, Ioannis A., Panagiotis Goulis, and Costas A. Charitidis. 2021. "Triggerable Super Absorbent Polymers for Coating Debonding Applications" Polymers 13, no. 9: 1432. https://doi.org/10.3390/polym13091432
APA StyleKartsonakis, I. A., Goulis, P., & Charitidis, C. A. (2021). Triggerable Super Absorbent Polymers for Coating Debonding Applications. Polymers, 13(9), 1432. https://doi.org/10.3390/polym13091432