1. Introduction
Water-based paint applications are widely used in wooden materials due to their environmentally friendly properties [
1,
2]. In particular, it offers significant advantages in increasing the resistance of heat-treated wood materials against external weather conditions, providing colour stability and creating an aesthetic appearance. The main purpose of the surface coating is to protect the appearance the properties of wood materials and to prevent physical and chemical deterioration due to weathering conditions [
3,
4]. With the application of surface coating, it is possible to increase the service life of wood materials. Although many tests such as layer hardness, scratch, abrasion, and gloss are used to determine the performance of coating materials, colour change and adhesion strength tests are among the most crucial tests [
5,
6,
7,
8].
In recent years, there have several techniques to increase the durability of the wood material. The most widely applied methods are heat treatment, impregnation, acetylation, and thermally modification [
9,
10]. The heat treatment process causes chemical changes in cell wall polymers, decreases hydroxyl groups, increases hydrophobicity, and causes a decrease in water absorption. Since no chemical process can be applied in this technique, it is an environmentally friendly method, providing dimensional stability, weathering durability, and increasing resistance to biological effects. For this reason, heat-treated wood materials offer significant advantages, especially for outdoor use, and have a wide range of uses [
11,
12,
13,
14]. In addition to these advantages, some negative effects occur due to the exposure of the wood material to different temperatures and durations. The negative changes in the mechanical properties of the wood material and the adhesion problems of water-based paints or adhesives to the surface depending on the wettability [
15,
16,
17]. At the same time, colour changes occur depending on the adhesion problem of the coating to the surface. These performance tests, namely, colour change and adhesion strength, were a crucial indicator of the durability of the coating and the quality of the surface coating, especially in outdoor applications [
18]. The colour change that occurs, especially in exterior applications, is considered an important quality problem. Although there are many factors affecting the colour change, the least colour change is desired in applications.
Improving the adhesion resistance and discolouration by applying environmentally friendly water-based varnish to heat-treated wood materials will increase the service life of such materials. Especially, radio frequency, corona discharge, and atmospheric plasma methods, which have been used since the early 1970s, continue to work on improving the surface characteristics of wood material. Plasma treatment is a common modification technique that uses ionised gas to change the surface properties of materials. The plasma state, known as the fourth state of matter, can be defined as a partially ionised gaseous medium consisting of electrons, ions, photons, and various neutral species at many different excitation levels that can physically or chemically interact with organic matter [
19,
20,
21]. Especially, increasing the wettability of wood material is among the priority activities [
22,
23].
It is known that this application changes the polymer properties of the material such as the wettability and adhesion of the material. The main areas of application are adhesives, printing, and extrusion coating. In addition, good results are expected in transferring to wood [
22,
24,
25,
26,
27,
28,
29].
Moreover, when the wood material is exposed outside without any protection, it causes complex physicochemical changes in the wood surface [
30,
31]. These changes mainly start with solar radiation and the leaching of degradation products. Other factors such as moisture, heat, abrasion caused by particles blown by the wind, atmospheric pollution, oxygen, and human activities are also effective in wood degradation [
32].
Modification of wood and wood-based materials with air plasma treatment can reduce or eliminate these negative properties of wood material. This process is widely used to improve the wettability, fluid uptake, or adhesion properties of wood [
33,
34,
35]. In several studies, it has been concluded that plasma treatment mainly increases the polar component of the surface energy and positively affects the wood surface properties [
36,
37,
38,
39,
40]. The main components in wood are lignin, hemicellulose, and cellulose, which make up about 95% of the wood mass. Klarhofer et al. showed the oxidation of lignin (formation of oxygenated functional groups) and a reduction in cellulose (loss of hydroxyl groups, formation of C/O double bonds) as a result of plasma treatment [
41]. Wolkenhauer improved the properties of wood/polyethylene and wood/polypropylene composites modified with atmospheric pressure and ambient air plasma to increase adhesion properties [
42].
Highly hydrophobic maple surfaces were prepared by atmospheric dielectric barrier discharge (DBD) processes with ethylene, methane, chlorotrifluoroethylene, and hexafluoropropylene precursors [
43]. The hydrophobicity of these plasma-based studies increased despite the fact that they were fully modified wood surfaces, with all reported static water contact angles (WCA) below 145 the generally accepted 150 thresholds for superhydrophobicity [
44,
45,
46].
According to literature studies show that plasma application factors such as treatment speed, working distance, pressure, application time, power, and frequency were effective in changing the characteristic properties of the material surface. In addition to these, the properties vary with the geometry and frequency of the electrode induced by plasma and corona discharge [
47,
48,
49,
50,
51,
52,
53].
For this reason, it is necessary to systematically investigate the change caused by the plasma application parameters on the material. One of the most widely used methods in this research is an experimental design methodology. This method is used in research and optimisation of the effects of many independent changes on the dependent variable. In particular, factorial designs have widespread use, both in investigating the interactions of independent variables with each other and in reducing the cost of the experiment [
54,
55,
56].
In this study, the 2k experimental design method was used to investigate the effects of independent variables on dependent variables. For the optimisation of independent variables, the desirability function-based multiobjective optimisation method was used.
3. Results
The results of adhesion strength and colour change before and after the artificial weathering test are given in Appendix (see
Appendix A,
Table A1).
3.1. Results of Adhesion Strength before the Artificial Weathering Test
3.1.1. Results of ANOVA
The 24 factorial design and ANOVA were employed to determine the main effect and two-three-way interaction effects. Values of
F and
p-values of “prob >
F” are lower than 0.05 showing that the equation terms are significant. The variables A, B, C, AC, BC, and ACD were effective factors on the adhesion strength. The model performance parameters were found as 95.55% (
R-square) and 93.47% (
Adj-R-square). The result of ANOVA for adhesion strength is given in
Table 5.
3.1.2. Evaluation of Pareto Plot
Figure 1 shows the Pareto chart of the standardised effects on the adhesion strength. The vertical line in the Pareto chart displays the statistically significant effect on the adhesion strength for a 5% significance level [
59]. Any effect that ranges past this datum point is potentially important. The Pareto plot verified that the main effects of A, B, C and the interactions of AC, BC, and ACD were statistically significant at the 5% level on the adhesion strength.
3.1.3. Evaluation of Main Effect Plot
The main effects parameters are displayed in
Figure 2. Since the slope of variables such as process, feed, and pressure was steeper, the adhesion strength value was affected by each level of factors. A lower treatment feed, lower pressure, and process (A) were resulted with maximum adhesion strength. These results were confirmed by ANOVA analysis.
3.1.4. Evaluation of Interaction Effects
The two-way interactions plot is displayed in
Figure 3; this plot explains the one factor with an impact on other factors. The interaction effect between process and pressure indicates that they were significant parameters for the adhesion strength. Adhesion strength increased with lower pressure and process (A). The interaction effect between treatment feed and pressure indicates that they were significant parameters for the adhesion strength. Adhesion strength increased with lower pressure and lower treatment feed.
3.2. Results of Adhesion Strength after the Artificial Weathering Test
3.2.1. Results of ANOVA
Table 6 shows the analysis of variance for adhesion strength. Values of “prob > F” are lower than 0.05, showing that the equation terms are significant. The variables A, B, C, AC, AB, ACD, and ABC were effective factors on the adhesion strength. The model performance parameters were found as 94.14% (
R-square) and 91.40% (
Adj-R-square).
3.2.2. Evaluation of Pareto Plot
Figure 4 displayed the Pareto chart of the standardised effects on the adhesion strength. The Pareto plot verified that the main effects of A, B, C, and the interactions of AC, AB, ACD, and ABC were statistically significant at the 5% level on the adhesion strength.
3.2.3. Evaluation of Main Effects
The main effects variables are displayed in
Figure 5. Since the slope of variables such as process type, treatment feed, and pressure was steeper, the adhesion strength value was affected by each level of factors. A lower treatment feed, lower pressure, and process type (B) provided the maximum adhesion strength. These results were confirmed with ANOVA analysis.
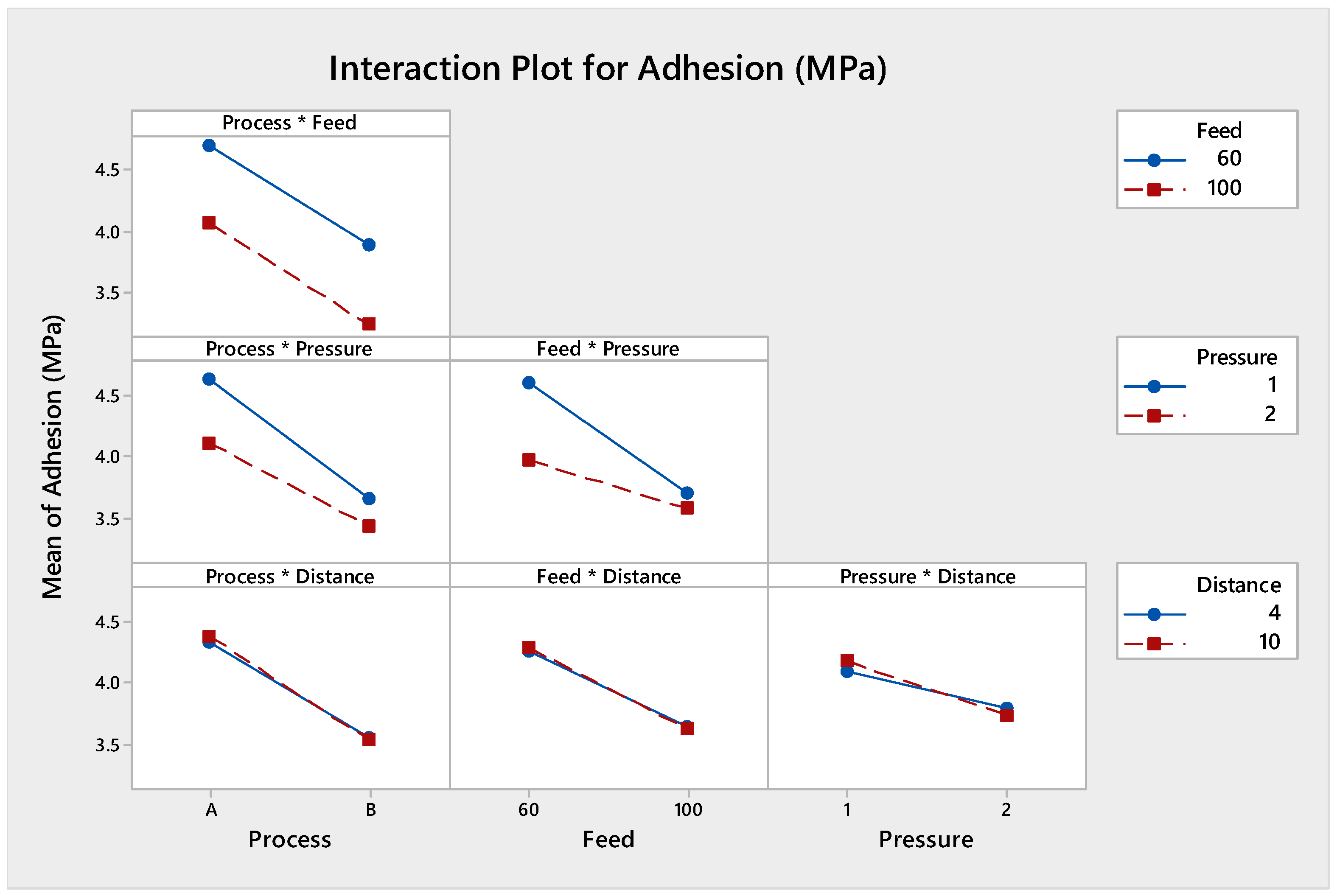
3.2.4. Evaluation of Interaction Effects
From
Figure 6, the interaction effect between treatment feed and process type indicates that they were significant parameters for the adhesion strength. Adhesion strength increased with lower treatment feed and process type (A). The interaction effect between process type and pressure indicates that the two were significant parameters for the adhesion strength. Adhesion strength increased with lower pressure and process type (B). Adhesion strength increased with lower treatment time and lower temperature.
3.3. Results of Colour Change
3.3.1. Results of ANOVA
The 24 factorial design and ANOVA were employed to determine the main effect and two-three-way interaction effects. Values of “prob >
F” are lower than 0.05 showing that the equation terms are significant. The variables A, B, C, BC, and ABC were effective factors on the adhesion strength. The model performance parameters were found as 79.94% (
R-square) and 70.54% (
Adj-R-square). The results of ANOVA for colour change are given in
Table 7 3.3.2. Evaluation of Pareto Plot
Figure 7 displays the Pareto chart of the standardised effects on the colour change. According to the Pareto chart, A, B, C and the interactions of BC and ABC were statistically significant factors at the 5% level on the colour change.
3.3.3. Evaluation of Main Effects
The main effects variables are displayed in
Figure 8. Since the slope of variables such as process type, treatment feed, pressure, and working distance was steeper, the colour change value was affected by each level of factors. A lower treatment feed, lower pressure, lower distance, and process type (B) provided the minimum colour change. These results were confirmed by ANOVA analysis.
3.3.4. Evaluation of Interaction Effects
From
Figure 9, the interaction effect between pressure and treatment feed rate indicates that they were significant parameters for the colour change. Colour change decreased with lower treatment feed when the pressure was lower. The interaction effect between pressure process type and treatment feed also indicates that they were significant parameters for the colour change.
3.4. Validation of the Model
To test the normality assumption, it was determined by drawing the histogram of the residuals and the normal probability diagram. As seen in
Figure 10,
Figure 11 and
Figure 12, there is no reason to suspect any violation of the independent or constant assumption of variance since the errors are distributed along a straight line and the errors appear to be a normal distribution. The residuals
di were computed with Equation (3):
where
and
eij are symbolised the mean error sum of squares and residuals.
3.5. Multiobjective Optimisation of Process Parameters
As stated in literature studies, there are many tests in determining the performance of surface coating wood materials. However, adhesion strength and colour change are among the most significant tests used to evaluate the surface coating performance of wood. Therefore, in this study, different from the literature studies, the factor levels that provide maximum adhesion strength and minimum colour change were optimised. The optimum values of the factor levels were investigated using the multiobjective optimisation technique. In this study, an artificial weathering method was used to compare surface coating performance values. Since this test is important in demonstrating performance results, colour change and adhesion strength data after artificial weathering test were used.
The desirability function is commonly used to search optimum variables levels for engineering problems. It has various values between 0 and 1. The aim of this function is to bring the desirability value closer to 1. In this work, the transformation of adhesion strength value was selected as the higher-the-better quality characteristic (see Equation (4a)), while the transformation of colour change value was selected as the lower-the-better quality characteristic (see Equation (4b)). These values are computed by using Equation (4a,b):
where
T,
L, and
W symbolise the target value of the
i-th output,
yi qualifies the acceptable lower limit value, and W symbolises the weight.
Maximise Adhesion strength (AS): (feed (f), pressure (p), distance (d));
Minimise Colour change (CC): (feed (f), pressure (p), distance (d));
Presented functions were optimised within the specified range applied in
Table 4 and were Equation (7a–c).
In
Figure 13, the minimum colour change and the maximum adhesion strength values for process A resulted in 1.69 MPa and 6.43, respectively. In
Figure 14, the minimum colour change and the maximum adhesion strength values for process B resulted in 1.94 MPa and 5.32, respectively. The desirability values (
d) for process A and process B were found as 0.8401 and 0.7742, respectively.
By virtue of the examination in the experimental design, working distance, treatment feed, and pressure values of 7.69 mm, 60 mm/s, and 1.00 bar were found as optimum air–plasma treatment parameters for process A. Corresponding values for process B were 10 mm, 60 mm/s, and 2.00 bar.
4. Discussion
The results obtained in
Section 3.1 and
Section 3.2 were compared with literature studies. In literature studies, it has been stated that there were chemical-, visual-, and surface-related changes in the material as a result of exposure of the wood material coated or noncoated surface treatment under outdoor weather conditions [
60,
61,
62,
63]. In the present study, coated wood samples were exposed to an artificial weathering test. Colour change was observed in the samples. In the present study, the water-based varnish was applied to the samples obtained by heat treatment and plasma modification. In determining the surface coating performance of these samples, colour change and adhesion resistance test results were evaluated. It has also been found in the literature that the plasma modification process changes the adhesion strength and the parameters of the plasma treatment process have an effect on the adhesion strength, and this is similar to the results of the present study. [
48,
50,
51,
53,
64,
65]. In addition, it has been found in the literature that the conditions of heat treatment are also effective on the adhesion strength and this is similar to the results of the present study. The colour change results obtained in
Section 3.3 were compared with literature studies. In previous studies, it was concluded that colour change was affected by many factors and that the heat treatment process and plasma modification applications were effective on colour change. In particular, the result that the colour change in plasma applications was reduced [
51]. In the present study, it was found that the colour change was reduced with the change of plasma application parameter levels.
In addition, it has been concluded that the interaction between the heat treatment conditions and the application of plasma modification parameter levels has an effect on the colour change. According to the results, when the adhesion strength performance before the artificial weathering test was evaluated, it was found that the heat treatment process type, treatment feed, and working distance were significant factors. It has also been shown that interactions between factors AC, BC, and ACD are effective variables. As a result of the Pareto plot, the adhesion strength was mostly affected by heat treatment process type. When the result of the main effect plot was evaluated, the higher adhesion strength was found at lower treatment feed, lower pressure, lower working distance, and process type A. When the adhesion strength performance after the artificial weathering test was evaluated, it was found that the heat treatment process type, treatment feed, and working distance were significant factors. It has also been shown that interactions between factors AC, AB, and ACD are effective variables. As a result of the Pareto plot, the adhesion strength was the most affected by ABC interaction. When the result of the main effect plot was evaluated, the higher adhesion strength was found at lower treatment feed, lower pressure, lower working distance, and process type B. According to the colour change results, the colour change was directly affected by the heat treatment process type and pressure. At the same time, interactions between factors ABC and AC were found to be effective on colour change. When the main effect plot was evaluated, the lower colour change was found in the heat treatment process type B, lower treatment speed, lower pressure, and lower working distance. Both before and after the artificial weathering test, when the models used for the adhesion strength results were statistically evaluated, R-square and Adj-R square values had high results. This result means that the independent variables explain the dependent variables sufficiently. However, when the colour change was evaluated statistically, even if the dependent variables of the independent variables were observed at a sufficient level, this value can be increased by adding different independent variables to the model. This situation shows that the colour change also has a complex structure.
5. Conclusions
The 24 factorial design and multiobjective optimisation method were used to find the significant variables and optimum factor levels. Four process parameters such as treatment feed, working distance, and pressure were selected as continuous variables with the heat-treated process type selected as discrete variables.
When the results were evaluated, the parameters of the heat treatment process applied were found to be significant factors. Therefore, optimum factor levels of each process were calculated.
Results of treatment feed, working distance, and pressure of 60 mm/s, 7.69 mm, and 1 bar were considered as optimum plasma treatment conditions, respectively, for heat treatment process A. Corresponding values for the heat treatment process B were 60 mm/s, 10 mm, and 2 bar. In this case, the maximum adhesion strength and minimum colour change for process A were found as 6.43 MPa and 1.69, respectively. The maximum adhesion strength and minimum colour change for process B resulted in 5.32 MPa and 1.94, respectively. In addition, it was calculated that there was a 17.26% decrease in adhesion strength with increasing the treatment time under constant temperature. At the same time, it was found that there is an increase of 14.79% in the colour change.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}