
Effects of Raw Material Source on the Properties of CMC Composite Films

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Cellulose Preparation
2.3. CMC and CMC Composition Films’ Preparation
2.4. Tensile Properties and Opacity of CMC Composites’ Films
2.5. Material Charaterization
3. Results and Discussion
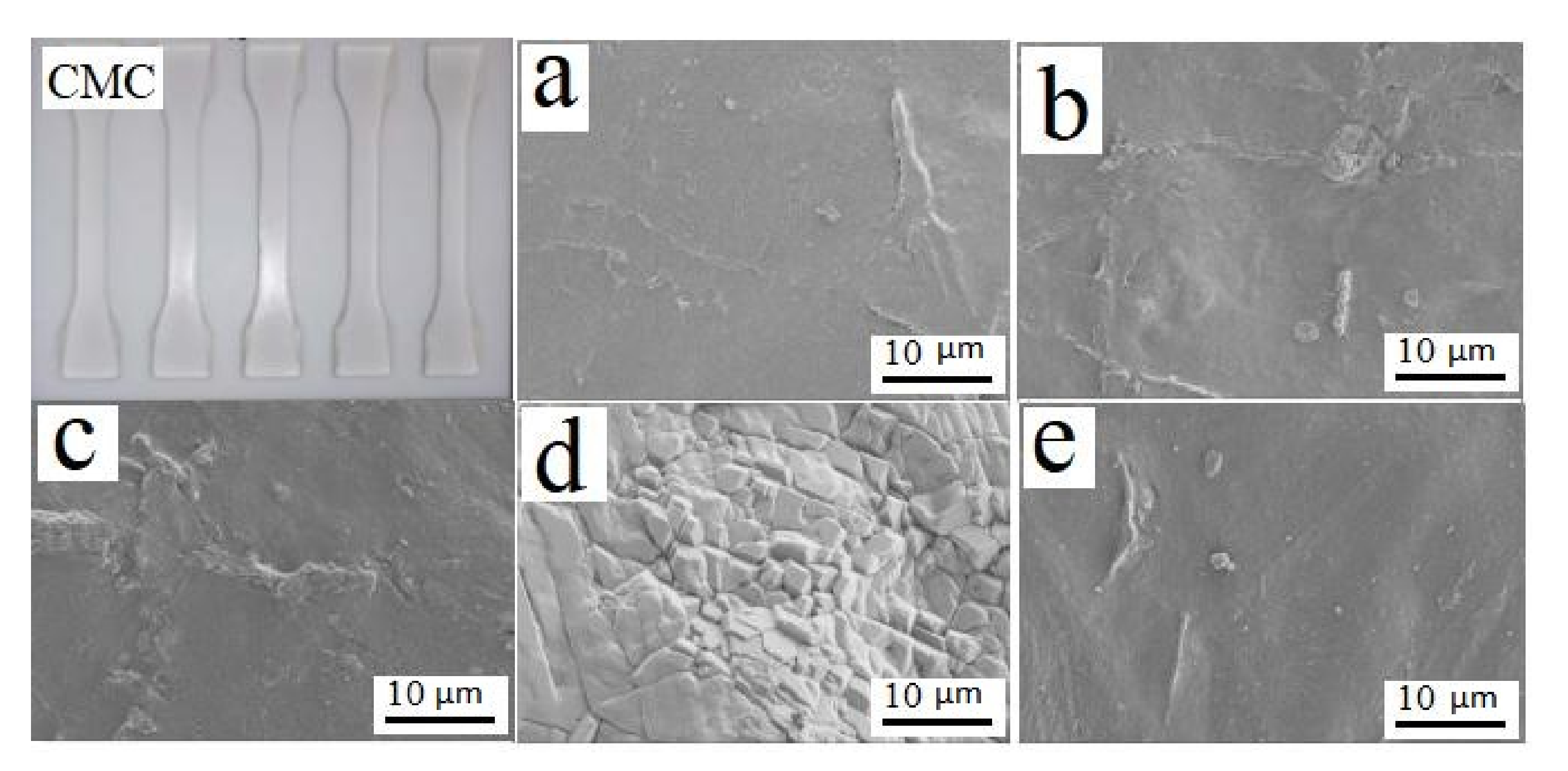
3.1. The Physical and Mechanical Properties of CMC Composites’ Films
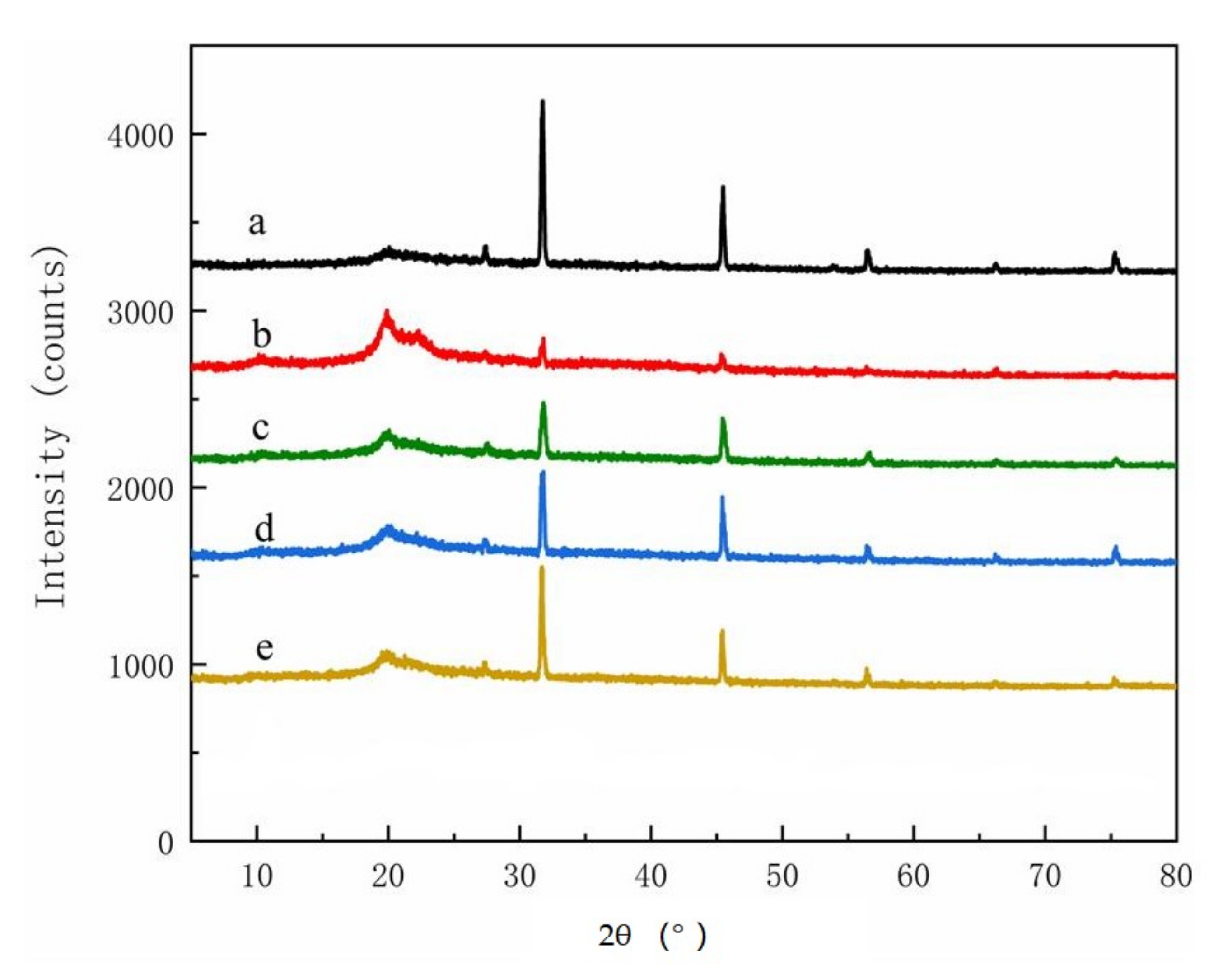
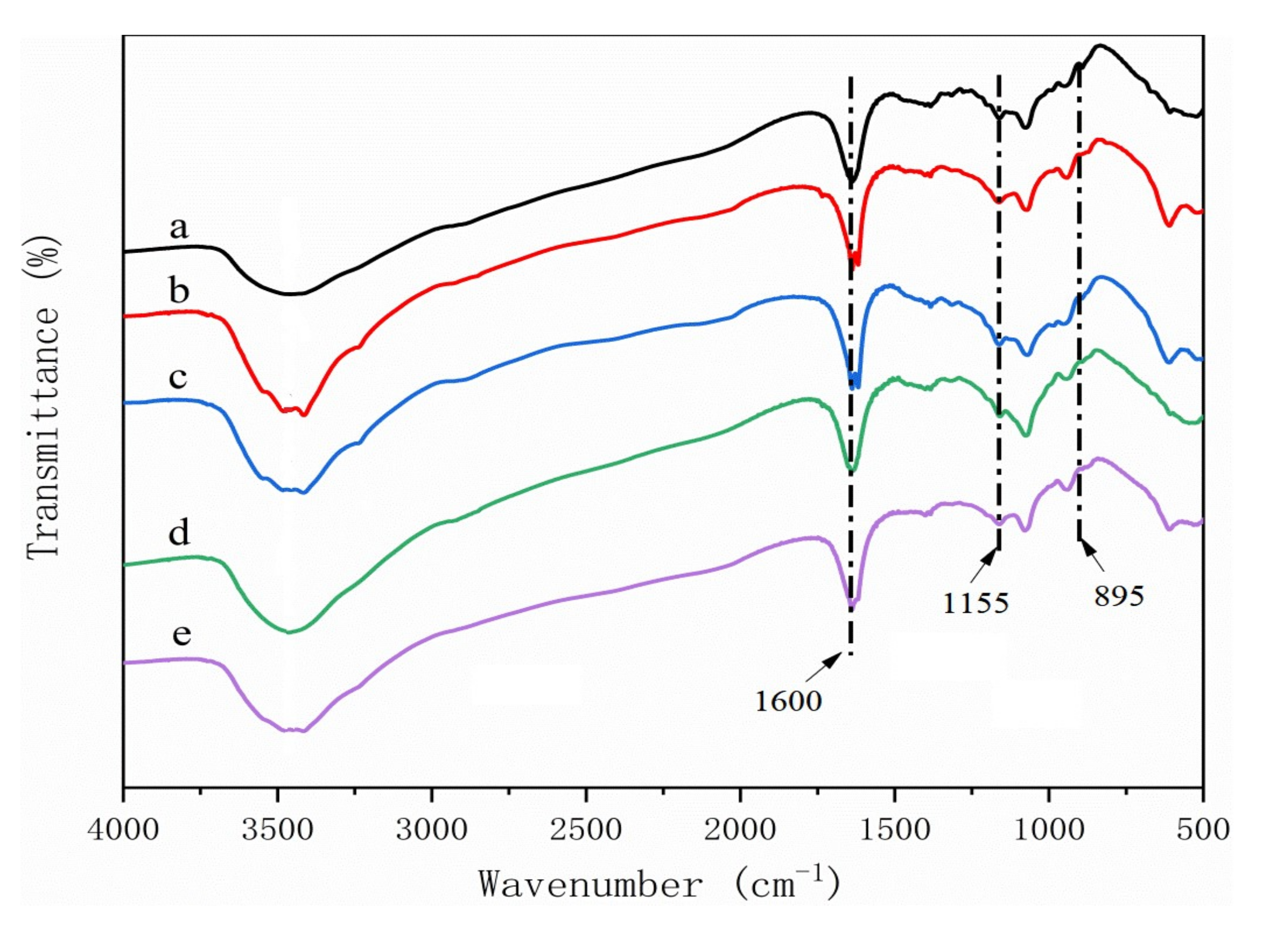
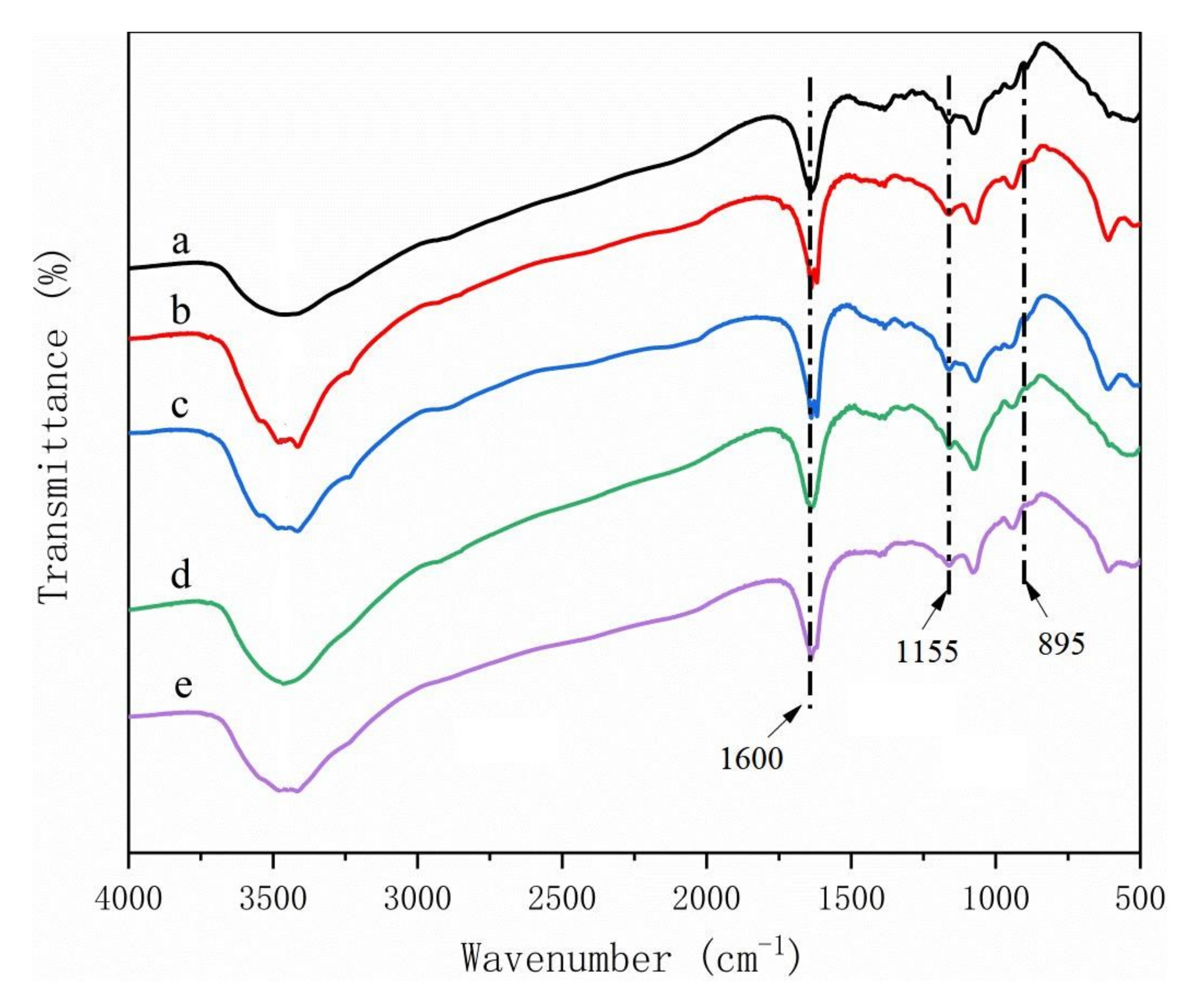
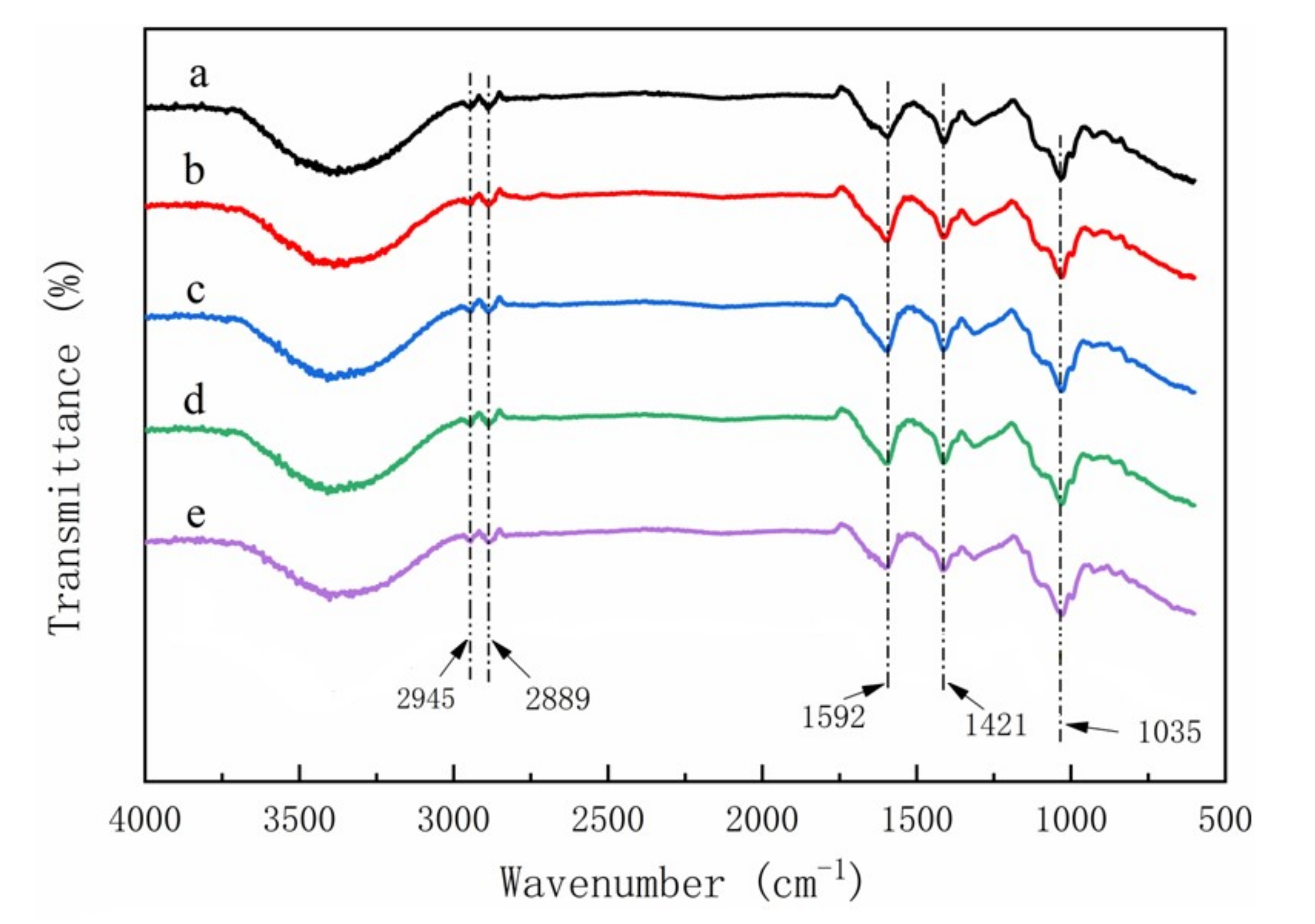
3.2. The FTIR Characterization of CMC Composites
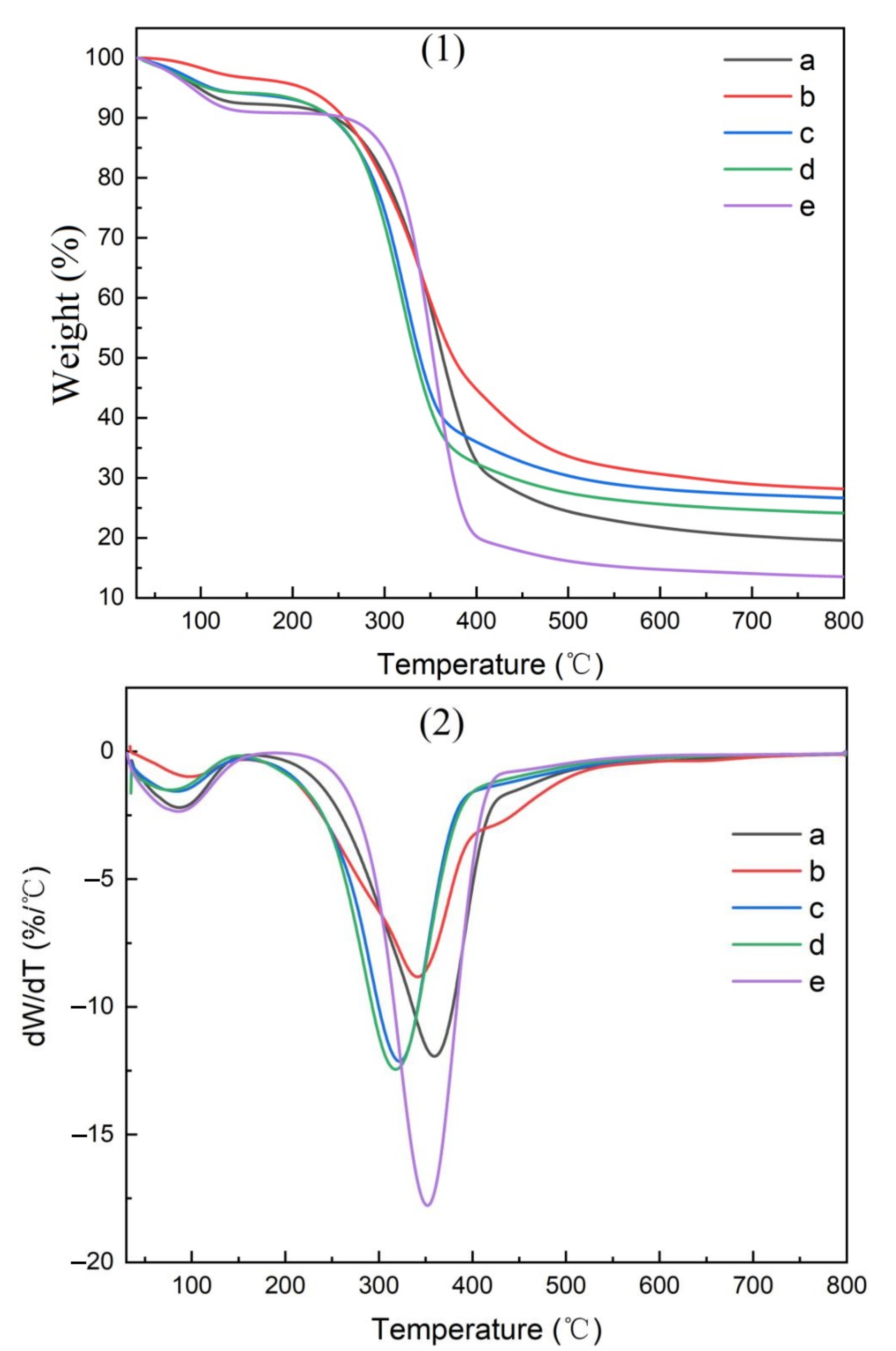
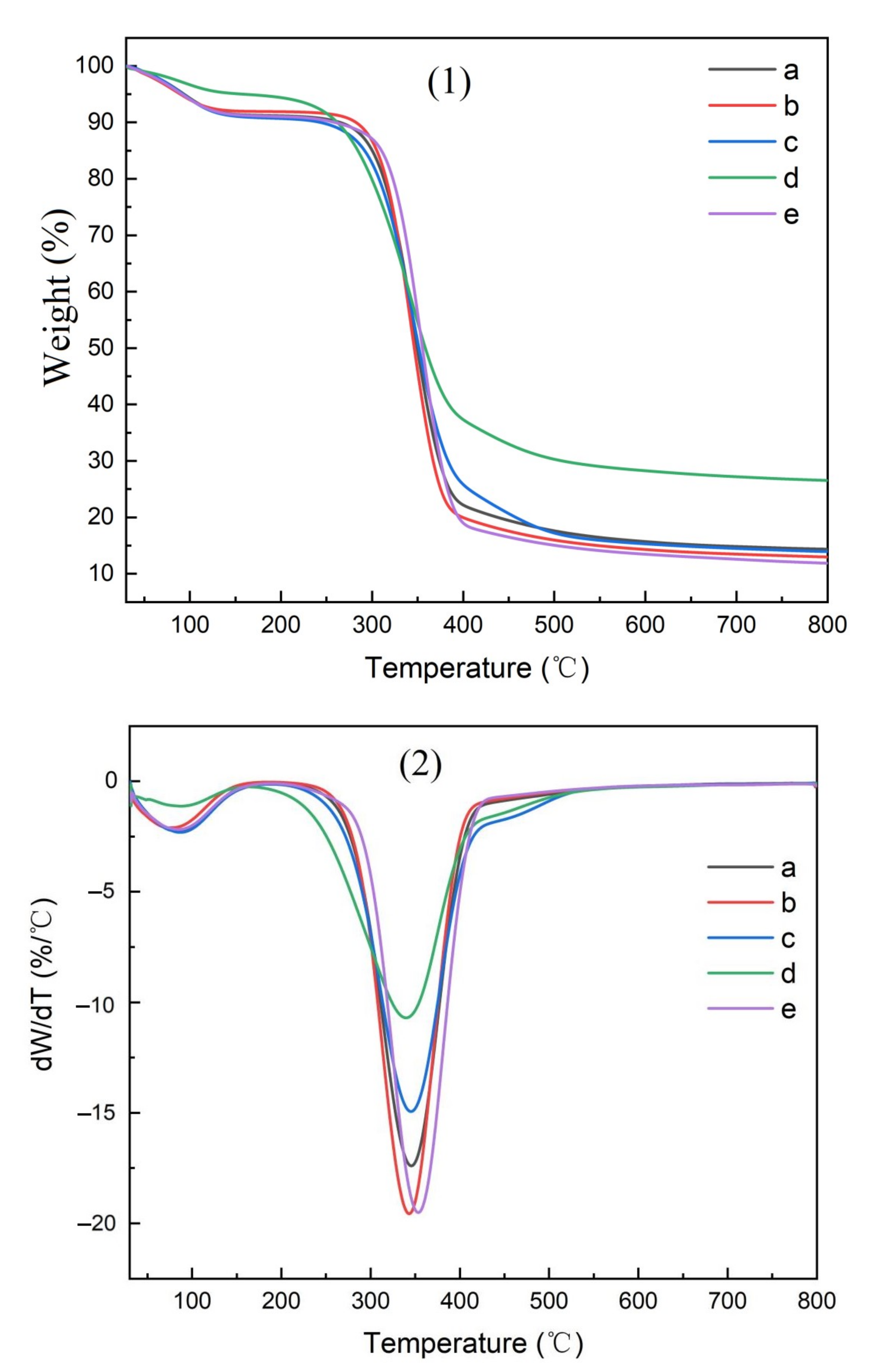
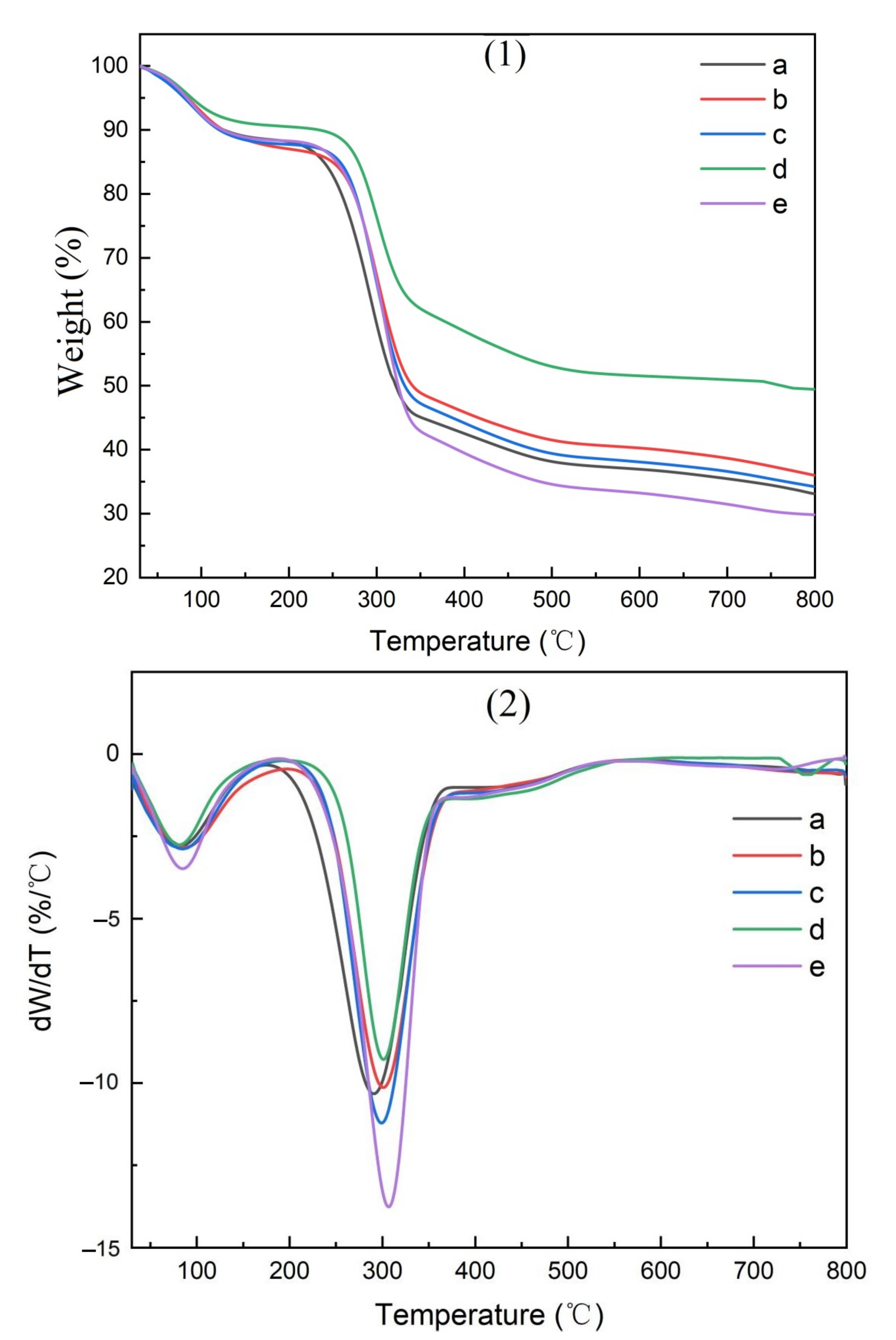
3.3. The Pyrolysis Characteristics of CMC Composites
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhao, X.; Clifford, A.; Poon, R.; Mathews, R.; Zhitomirsky, I. Carboxymethyl cellulose and composite films prepared by electrophoretic deposition and liquid-liquid particle extraction. Colloid Polym. Sci. 2018, 296, 927–934. [Google Scholar] [CrossRef]
- Yao, Y.; Sun, Z.; Li, X.; Tang, Z.; Li, X. Research status of carboxymethyl cellulose composite film. Packag. Eng. 2021, 9, 1–10. [Google Scholar]
- Nguyen-Sy, T.; Tran-Le, A.D.; Nguyen-Thoi, T.; Langlet, T. A multi-scale homogenization approach for the effective thermal conductivity of dry lime–hemp concrete. J. Build. Perform. Simul. 2018, 11, 179–189. [Google Scholar] [CrossRef]
- Wang, W. Preparation of carboxymethyl cellulose from straw of crop. Tianjin Chem. Ind. 2004, 18, 10–12. [Google Scholar]
- Dai, X.; Xue, Y.; Peng, W.; Liu, Z.; Ren, H. Synthesis and characterization of carboxymethylated cellulose from straw and reed. Guangzhou Chem. Ind. 2014, 42, 36–39. [Google Scholar]
- Ge, B.; Wu, M.; Li, L.; He, F. The research of high viscosity carboxymethyl cellulose sodium by apple marc. Food Sci. Technol. 2008, 33, 45–48. [Google Scholar]
- Yu, X.; Liu, J.; Gan, L.; Li, H.; Long, M. Optimization and characterization of sodium carboxymethyl cellulose with a high degree of substitution prepared from bamboo shavings. Mod. Chem. Ind. 2015, 35, 109–114. [Google Scholar]
- Li, R.; Yang, L.; Wang, Q.; Kong, Z.; Liang, L.; An, Y. Research on preparation of sodium carboxymethyl cellulose with high degree of substitution from bagasse regenerated cellulose. Chem. Bioeng. 2014, 31, 51–54. [Google Scholar]
- Yaradoddi, J.S.; Banapurmath, N.R.; Ganachari, S.V.; Soudagar, M.E.M.; Mubarak, N.M.; Hallad, S.; Hugar, S.; Fayaz, H. Biodegradable carboxymethyl cellulose-based material for sustainable packaging application. Sci. Rep. 2020, 10, 21960. [Google Scholar] [CrossRef]
- Wang, R.; Li, X.; Ren, Z.; Xie, S.; Wu, Y.; Chen, W.; Ma, F.; Liu, X. Characterization and antibacterial properties of biodegradable films based on CMC, mucilage from Dioscorea opposita Thunb. and Ag nanoparticles. Int. J. Biol. Macromol. 2020, 163, 2189–2198. [Google Scholar] [CrossRef] [PubMed]
- Mohammadi, H.; Kamkar, A.; Misaghi, A. Nanocomposite films based on CMC, okra mucilage and ZnO nanoparticles: Physico mechanical and antibacterial properties. Carbohydr. Polym. 2018, 181, 351–357. [Google Scholar] [CrossRef]
- Lan, W.; Zhang, R.; Wang, Y.; Zou, Q.; Liu, Y. Preparation and characterization of carboxymethyl cellulose/sodium alginate/chitosan composite membrane. China Plast. Ind. 2017, 45, 144–149. [Google Scholar]
- Han, Y.; Wang, L. Sodium alginate/carboxymethyl cellulose films containing pyrogallic acid: Physical and antibacterial properties. J. Sci. Food Agric. 2017, 97, 1295–1301. [Google Scholar] [CrossRef] [PubMed]
- Tang, Z.; He, Y. Effects of temperature and glycerol on the barrier properties of sodium alginate/sodium carboxymethyl cellulose membrane. Light Ind. Sci. Technol. 2015, 31, 25–27. [Google Scholar]
- Tong, Q.; Xiao, Q.; Lim, L.T. Effects of glycerol, sorbitol, xylitol and fructose plasticisers on mechanical and moisture barrier properties of pullulan-alginate-carboxymethylcellulose blend films. J. Food Sci. Technol. 2013, 48, 870–878. [Google Scholar] [CrossRef]
- Zhong, C.; Zhou, Z. Optimization of treatment process in wood extractives of pine. Guangxi For. Sci. 2016, 45, 266–270. [Google Scholar]
- Li, X.; Xiao, R.; Morrell, J.J.; Wu, Z.; Du, G.; Wang, S.; Zhou, C.; Cappellazzi, J. Improving the performance of bamboo and Eucalyptus wood fiber/polypropylene composites using pectinase pre-treatments. J. Wood Chem. Technol. 2017, 38, 44–50. [Google Scholar] [CrossRef]
- Tang, Z.; Yang, M.; Qiang, M.; Li, X.; Morrell, J.J.; Yao, Y.; Su, Y. Preparation of cellulose nanoparticles from foliage by bio-enzyme methods. Materials 2021, 14, 4557. [Google Scholar] [CrossRef]
- Li, X.; Xiao, R.; Morrell, J.J.; Zhou, X.; Du, G. Improving the performance of hemp hurd/polypropylene composites using pectinase pre-treatments. Ind. Crops Prod. 2017, 97, 465–468. [Google Scholar] [CrossRef]
- Peter, Z. Order in cellulosics: Historical review of crystal structure research on cellulose. Carbohydr. Polym. 2021, 254, 117417. [Google Scholar] [CrossRef]
- Lu, Q.L.; Wu, J.; Li, Y.; Huang, B. Isolation of thermostable cellulose II nanocrystals and their molecular bridging for electroresponsive and pH-sensitive bio-nanocomposite. Ind. Crops Prod. 2021, 173, 114127. [Google Scholar] [CrossRef]
- Jawad, Y.M.; Al-Kadhemy, M.F.H.; Salman, J.A.S. Synthesis, Structural and Optical Properties of CMC/MgO Nanocomposites. In Proceedings of the 3rd International Scientific Conference of Alkafeel University (ISCKU 2021), Najaf, Iraq, 23 July 2021; Trans Tech Publications Ltd.: Bäch, Switzerland, 2021; Volume 1039, pp. 104–114. [Google Scholar]
- Naumann, A.; Gonzales, M.N.; Peddireddi, S.; Kues, U.; Polle, A. Fourier transform infrared microscopy and imaging: Detection of fungi in wood. Fungal Genet. Biol. 2005, 42, 829–835. [Google Scholar] [CrossRef] [PubMed]
- Wu, Y.; Zhou, J.; Huang, Q.; Yang, F.; Wang, Y.; Liang, X.; Li, J. Study on the colorimetry properties of transparent wood prepared from six wood species. ACS Omega 2020, 5, 1782–1788. [Google Scholar] [CrossRef] [PubMed]
- Badry, R.; Ezzat, H.A.; El-Khodary, S.; Morsy, M.; Elhaes, H.; Nada, N.; Ibrahim, M. Spectroscopic and thermal analyses for the effect of acetic acid on the plasticized sodium carboxymethyl cellulose. J. Mol. Struct. 2021, 1224, 129013. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Source | Lignin (%) | Holo-Cellulose (%) | Cellulose (%) | Hemicellulose (%) | Source |
|---|---|---|---|---|---|
| Pine wood | 23.0 | - | 39.9 | 14.9 | [16] |
| Bamboo | 26.4 (0.04) | 66.7 (0.02) | 43.9 (0.02) | 22.8 (0.03) | [17] |
| Pine needles | 29.3 (0.3) | 40.8 (0.3) | 20.5 (0.07) | 20.3 (0.4) | [18] |
| Bamboo leaves | 25.2 (0.8) | 57.3 (0.5) | 19.5 (0.4) | 37.7 (0.5) | [19] |
| Hemp Hurd | 20.9 (0.1) | 70.8 (0.1) | 42.9 (0.1) | 27.9 (0.2) | [19] |
| Source | Degree of Substitution | Tensile Strength (MPa) | Elongation at Break (%) | Opacity (A/mm) |
|---|---|---|---|---|
| Pine wood | 1.17 (0.026) | 27.50 (1.93) | 3.50 (1.23) | 4.34 (0.27) |
| Bamboo culm | 1.08 (0.046) | 28.97 (3.17) | 3.50 (1.42) | 3.67 (0.26) |
| Pine needles | 0.87 (0.025) | 15.81 (2.19) | 6.60 (0.79) | 6.60 (0.18) |
| Bamboo leaves | 0.89 (0.071) | 16.35 (1.27) | 3.67 (0.34) | 4.34 (0.31) |
| Hemp hurd | 1.12 (0.088) | 26.08 (2.69) | 3.37 (0.39) | 5.22 (0.14) |
| Materials | Residual Material (%) | ||||
|---|---|---|---|---|---|
| Pine Wood | Pine Needle | Bamboo Culm | Bamboo Leaves | Hemp Hurd | |
| Parent material | 19.50 | 26.42 | 27.82 | 25.12 | 14.32 |
| Cellulose | 14.46 | 14.12 | 12.98 | 26.66 | 11.84 |
| CMC | 33.01 | 33.92 | 35.84 | 48.08 | 26.60 |
| CMC-composite film | 19.72 | 26.20 | 27.82 | 29.44 | 22.42 |
| Materials | Peak Temperature (°C) | ||||
|---|---|---|---|---|---|
| Pine Wood | Pine Needle | Bamboo Culm | Bamboo Leaves | Hemp Hurd | |
| Parent materials | 360 | 320 | 340 | 314 | 351 |
| Cellulose | 342 | 342 | 340 | 342 | 352 |
| CMC | 290 | 298 | 298 | 290 | 310 |
| CMC-composite film | 360 | 320 | 340 | 340 | 325 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yao, Y.; Sun, Z.; Li, X.; Tang, Z.; Li, X.; Morrell, J.J.; Liu, Y.; Li, C.; Luo, Z. Effects of Raw Material Source on the Properties of CMC Composite Films. Polymers 2022, 14, 32. https://doi.org/10.3390/polym14010032
Yao Y, Sun Z, Li X, Tang Z, Li X, Morrell JJ, Liu Y, Li C, Luo Z. Effects of Raw Material Source on the Properties of CMC Composite Films. Polymers. 2022; 14(1):32. https://doi.org/10.3390/polym14010032
Chicago/Turabian StyleYao, Yao, Zhenbing Sun, Xiaobao Li, Zhengjie Tang, Xiaoping Li, Jeffrey J. Morrell, Yang Liu, Chunli Li, and Zhinan Luo. 2022. "Effects of Raw Material Source on the Properties of CMC Composite Films" Polymers 14, no. 1: 32. https://doi.org/10.3390/polym14010032