
The Surface Characteristics, Microstructure and Mechanical Properties of PEEK Printed by Fused Deposition Modeling with Different Raster Angles

Abstract
:
1. Introduction
2. Experiential Methods
2.1. Physical Properties
2.1.1. Micro-Structure and Thermal Properties
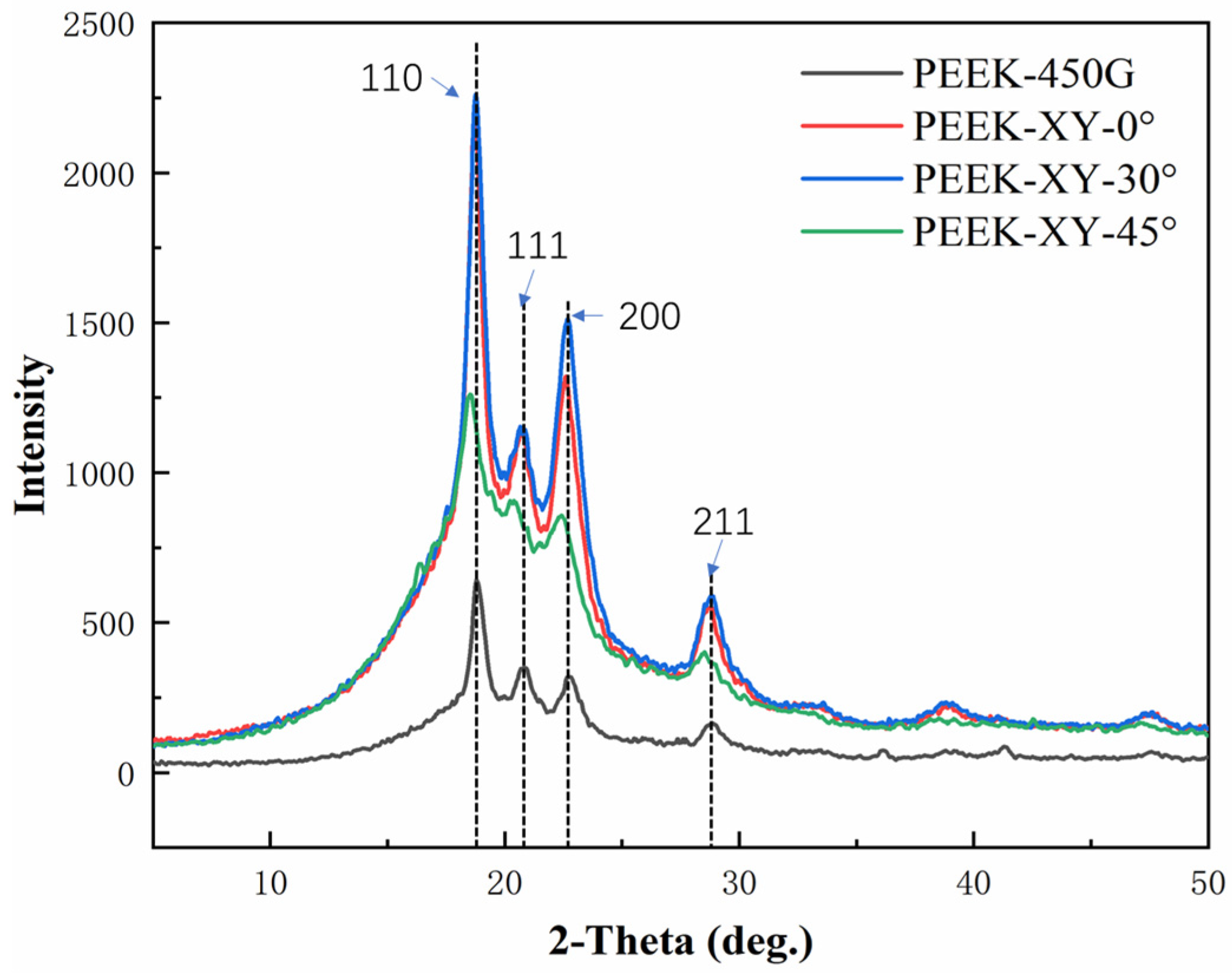
2.1.2. Crystallinity
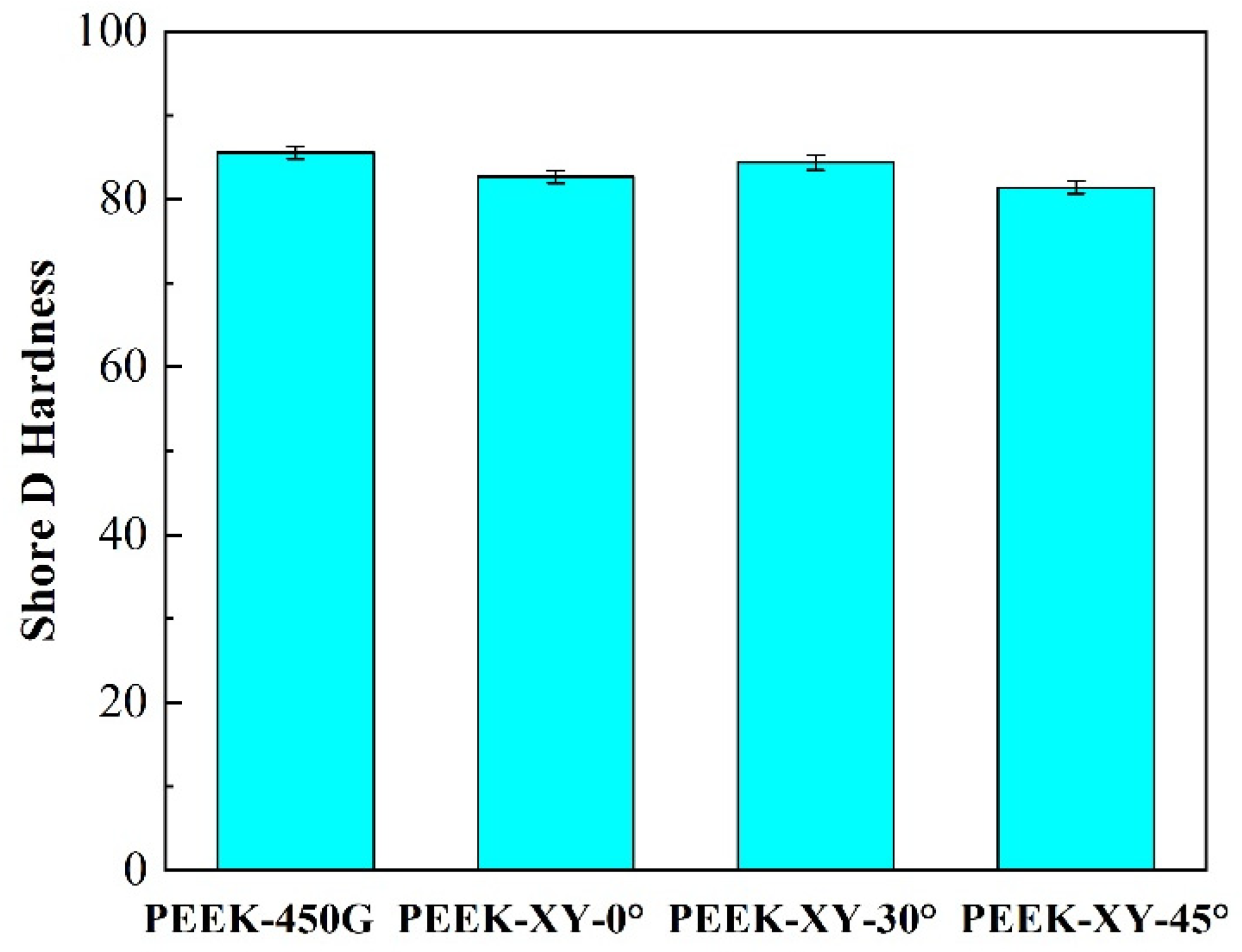
2.1.3. Surface Characteristics (Surface Roughness, Hardness, and Wettability)
2.2. Mechanical Tests
2.2.1. Tensile Testing
2.2.2. Flexural Testing
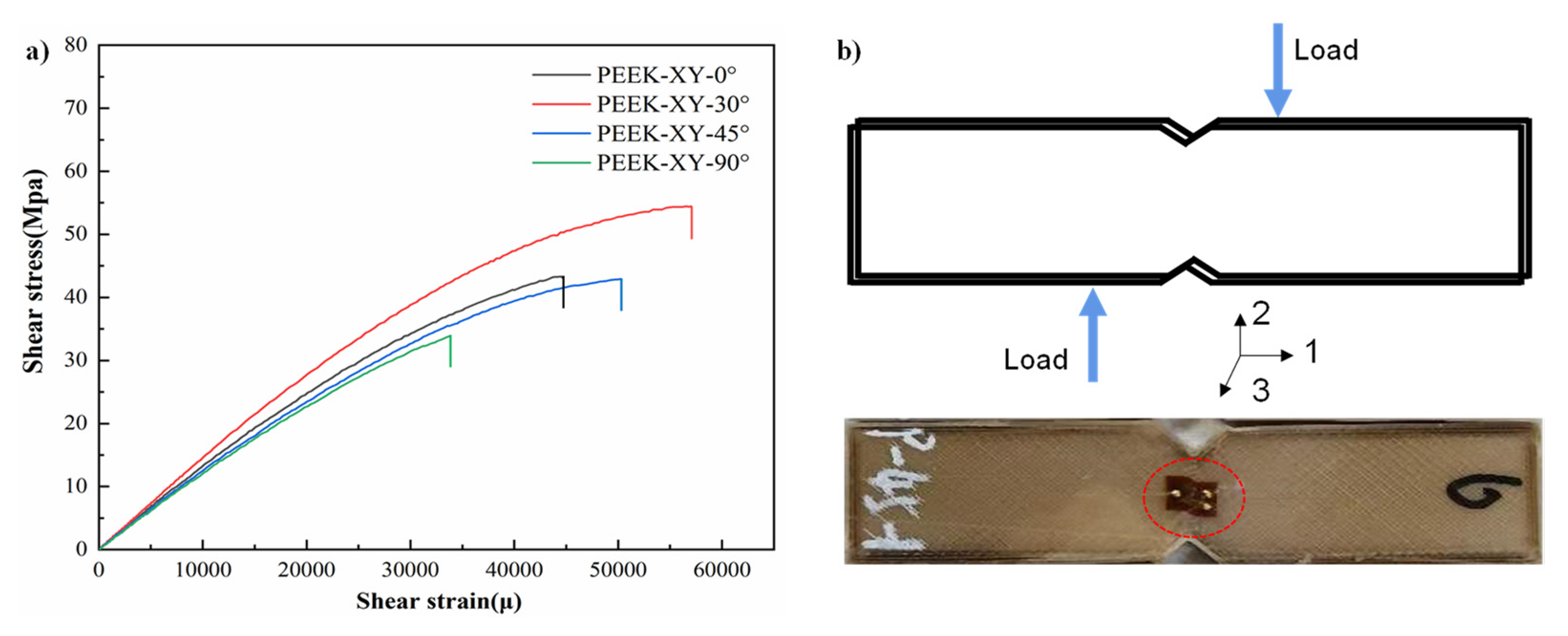
2.2.3. Shear Testing
3. Results and Discussion
3.1. Physical Properties
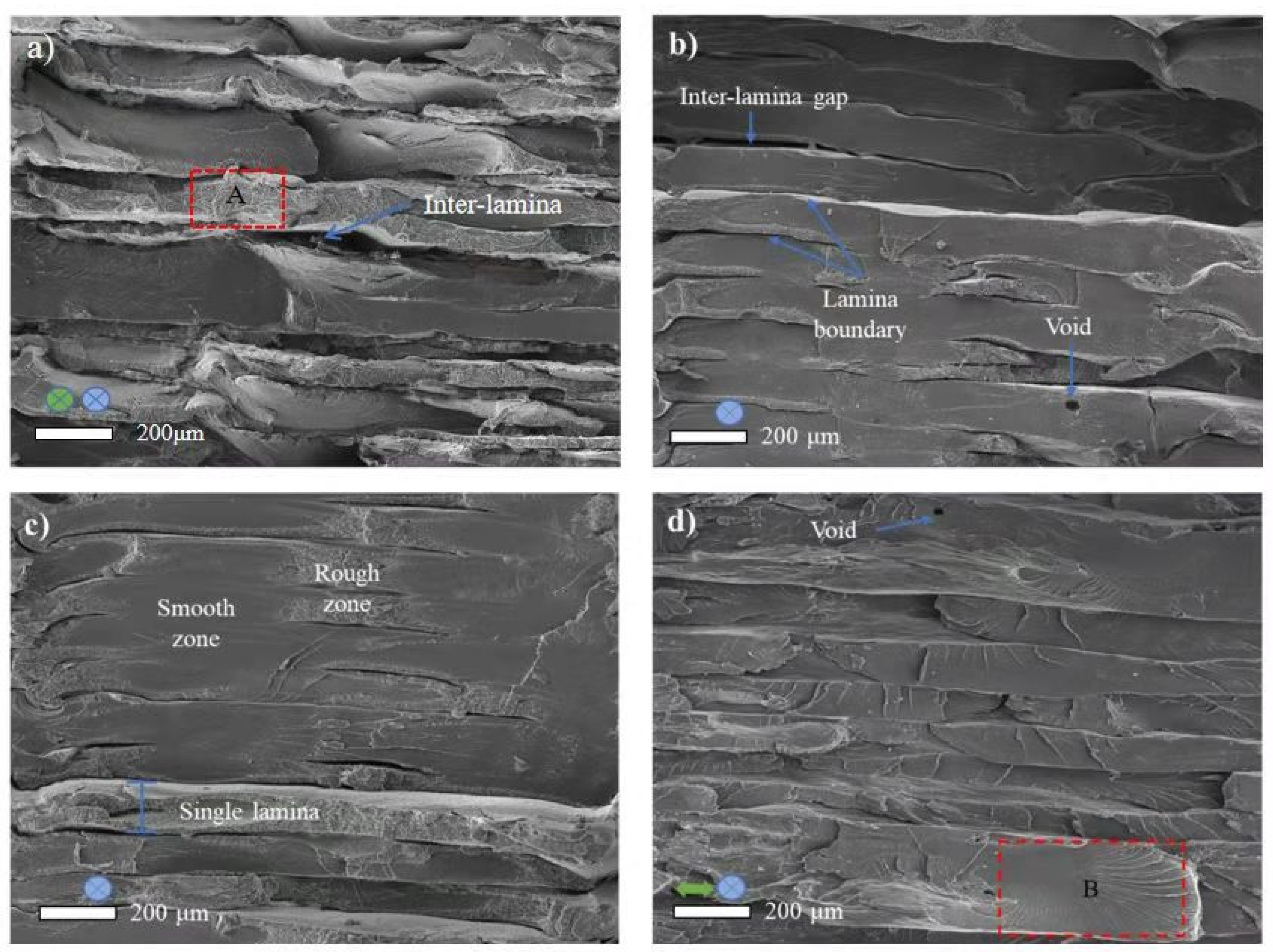
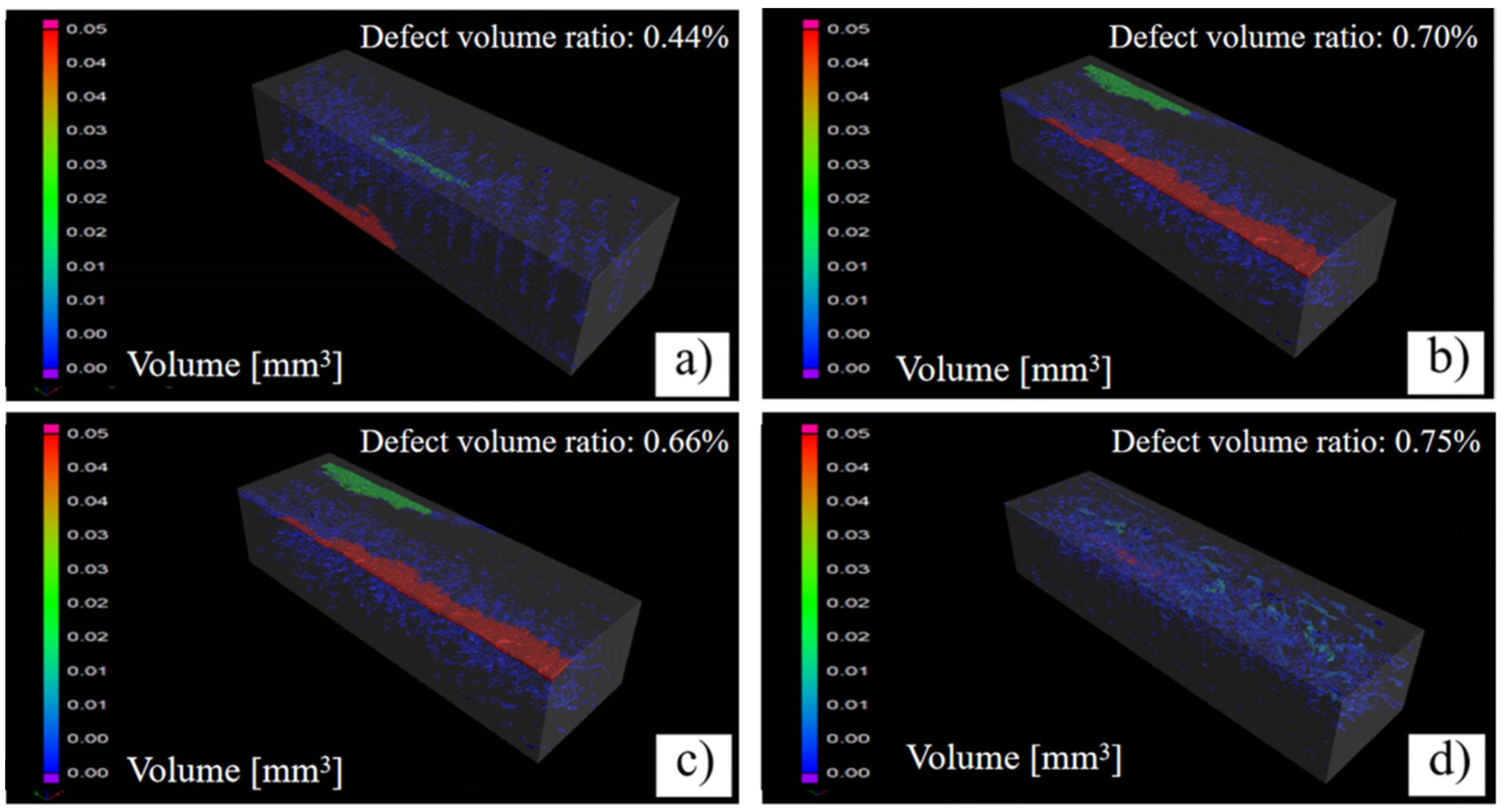
3.1.1. Micro-Structure and Thermal Properties
3.1.2. Crystallinity
3.1.3. Surface Characteristics
3.2. Mechanical Properties
3.2.1. Tensile Testing
3.2.2. Flexural Testing
3.2.3. Shear Testing
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kurtza, S.M.; Devine, J.N. PEEK biomaterials in trauma, orthopedic, and spinal implants. Biomaterial 2007, 28, 4845–4869. [Google Scholar] [CrossRef] [Green Version]
- Jeffrey, M. Biocompatibility of Polyaryletheretherketone Polymers. In PEEK Biomaterials Handbook; Kurtz, S.M., Ed.; William Andrew Publishing: Oxford, UK, 2012; pp. 81–92. [Google Scholar]
- Guevara-Rojas, G.; Figl, M.; Schicho, K.; Seemann, R.; Traxler, H.; Vacariu, A.; Carbon, C.C.; Ewers, R.; Watzinger, F. Patient-specific polyetheretherketone facial implants in a computer-aided planning workflow. J. Oral Maxillofac. Surg. 2014, 72, 1801–1812. [Google Scholar] [CrossRef]
- Evans, N.T.; Torstrick, F.B.; Lee, C.S.; Dupont, K.M.; Safranski, D.L.; Chang, W.A.; Macedo, A.E.; Lin, A.S.; Boothby, J.M.; Whittingslow, D.C.; et al. High strength, surface-porous polyether-ether-ketone for load-bearing orthopedic implants. Acta Biomater. 2015, 28, 159–167. [Google Scholar] [CrossRef] [Green Version]
- Chen, X.; Xu, L.; Wang, Y.; Hao, Y.; Wang, L. Image-guided installation of 3D-printed patient-specific implant and its application in pelvic tumor resection and reconstruction surgery. Comput. Methods Programs Biomed. 2016, 1, 66–78. [Google Scholar] [CrossRef]
- Low, Z.; Chua, Y.T.; Ray, B.M.; Mattia, D.; Metcalfe, I.S.; Patterson, D.A. Perspective on 3D printing of separation membranes and comparison to related unconventional fabrication techniques. J. Membr. Sci. 2017, 523, 596–613. [Google Scholar] [CrossRef] [Green Version]
- Garg, B.; Mehta, N. Current status of 3D printing in spine surgery. J. Clin. Orthop. Trauma 2018, 9, 218–225. [Google Scholar] [CrossRef]
- Singh SPrakash, C.; Ramakrishna, S. 3D printing of polyether-ether-ketone for biomedical applications. Eur. Polym. J. 2019, 114, 234–248. [Google Scholar] [CrossRef]
- Gao, W.; Zhang, Y.; Ramanujan, D.; Ramani, K.; Williams, C.B.; Williams, C.B.; Wang, C.C.L.; Shin, Y.S.; Zhang, S.; Zavattieri, P.D. The status, challenges, and future of additive manufacturing in engineering. Comput. Aided Des. 2015, 69, 65–89. [Google Scholar] [CrossRef]
- Turner, B.N.; Strong, R.; Gold, S.A. A review of melt extrusion additive manufacturing processes: I. process design and modeling. Rapid Prototyp. J. 2014, 20, 192–204. [Google Scholar] [CrossRef]
- Garcia-Gonzalez, D.; Rusinek, A.; Jankowiak, T.; Arias, A. Mechanical impact behavior of polyether–ether–ketone (PEEK). Compos. Struct. 2015, 124, 88–99. [Google Scholar] [CrossRef] [Green Version]
- Valentan, B.; Kadivnik, Z.; Brajlih, T.; Anderson, A.; Drstvenšek, I. Processing poly (ether etherketone) on a 3d printer for thermoplastic modelling. Mater. Tehnol. 2013, 47, 715–721. [Google Scholar]
- Vaezi, M.; Yang, S.F. Extrusion-based additive manufacturing of PEEK for biomedical applications. Virtual Phys. Prototyp. 2015, 10, 123–135. [Google Scholar] [CrossRef]
- Kumar, N.; Jain, P.K.; Tandon, P.; Pandey, P.M. The effect of process parameters on tensile behavior of 3D printed flexible parts of ethylene vinyl acetate (EVA). J. Manuf. Process 2018, 35, 317–326. [Google Scholar] [CrossRef]
- Wu, W.Z.; Geng, P.; Zhao, J.; Zhang, Y.; Rosen, D.W.; Zhang, H.B. Manufacture and thermal deformation analysis of semicrystalline polymer polyether ether ketone by 3D printing. Mater. Res. Innov. 2014, 18, S5-12–S5-16. [Google Scholar] [CrossRef]
- Hu, B.; Duan, X.B.; Xing, Z.H.; Xu, Z.Y.; Du, C.; Zhou, H.M.; Chen, R.; Shan, B. Improved design of fused deposition modeling equipment for 3D printing of high-performance PEEK parts. Mech. Mater. 2019, 137, 103139. [Google Scholar] [CrossRef]
- Wang, P.; Zou, B.; Xiao, H.C.; Ding, S.L.; Huang, C.Z. Effects of printing parameters of fused deposition modeling on mechanical properties, surface quality, and microstructure of PEEK. J. Mater. Process. Technol. 2019, 271, 62–74. [Google Scholar] [CrossRef]
- Yang, C.; Tian, X.; Li, D.; Cao, Y.; Zhao, F.; Shi, C. Influence of thermal processing conditions in 3d printing on the crystallinity and mechanical properties of peek material. J. Mater. Process. Technol. 2017, 248, 1–7. [Google Scholar] [CrossRef]
- Ding, S.L.; Zou, B.; Wang, P.; Ding, H.J. Effects of nozzle temperature and building orientation on mechanical properties and microstructure of PEEK and PEI printed by 3D-FDM. Polym. Test. 2019, 78, 105948. [Google Scholar] [CrossRef]
- Rinaldia, M.; Ghidinic, T.; Cecchinia, F.; Brandaoc, A.; Nanni, F. Additive layer manufacturing of poly (ether ether ketone) via FDM. Compos. B Eng. 2018, 145, 162–172. [Google Scholar] [CrossRef]
- Arif, M.F.; Kumar, S.; Varadarajan, K.M.; Cantwell, W.J. Performance of biocompatible PEEK processed by fused deposition additive manufacturing. Mater. Des. 2018, 146, 249–259. [Google Scholar] [CrossRef]
- Wu, W.; Geng, P.; Li, G.; Zhao, D.; Zhang, H.; Zhao, J. Influence of layer thickness and raster angle on the mechanical properties of 3D-printed PEEK and a comparative mechanical study between PEEK and ABS. Materials 2015, 8, 5834–5846. [Google Scholar] [CrossRef] [PubMed]
- Han, X.T.; Sharma, N.; Xu, Z.Q. An In Vitro Study of Osteoblast Response on Fused-Filament Fabrication 3D Printed PEEK for Dental and Cranio-Maxillofacial Implants. J. Clin. Med. 2019, 8, 771. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhao, F.; Li, D.C.; Jin, Z.M. Preliminary Investigation of Poly-Ether-Ether-Ketone Based on Fused Deposition Modeling for Medical Applications. Materials 2018, 11, 288. [Google Scholar] [CrossRef] [Green Version]
- Spriano, S.; Chandra, V.S.; Cochis, A.; Uberti, F.; Rimondini, L.; Bertone, E.; Vitale, A.; Scolaro, C.; Ferrari, M.; Cirisano, F.; et al. How do wettability, zeta potential and hydroxylation degree affect the biological response of biomaterials. Mater. Sci. Eng. C 2017, 74, 542–555. [Google Scholar] [CrossRef]
- Cui, W.; Bian, Y.Y.; Zeng, H.K.; Zhang, X.G.; Zhang, Y.L.; Weng, X.S.; Xin, S.X.; Jin, Z.M. Structural and tribological characteristics of UHMWPE as artificial joint materials. J. Mech. Behav. Biomed. Mater. 2020, 104, 103629. [Google Scholar] [CrossRef]
- Xin, H.; Shepherd, D.E.T.; Dearn, K.D. A tribological assessment of a PEEK based self-mating total cervical disc replacement. Wear 2013, 303, 473–479. [Google Scholar] [CrossRef] [Green Version]
- Chen, M.; Chung, C.T. Crystallinity of isothermally and non-isothermally crystallized poly (ether ether ketone) composites. Polym. Compos. 1998, 19, 689–697. [Google Scholar] [CrossRef]
- Blundell, D.J.; Osborn, B.N. The morphology of poly (aryl-ether-ether-ketone). Polymer 1983, 24, 953–958. [Google Scholar] [CrossRef]
- Doumeng, M.; Ferry, F.; Delbé, K.; Mérian, T.; Chabert, F.; Berthet, F.; Marsan, O.; Nassiet, V.; Denape, J. Evolution of crystallinity of PEEK and glass-fibre reinforced PEEK under tribological conditions using Raman spectroscopy. Wear 2019, 426, 1040–1046. [Google Scholar] [CrossRef] [Green Version]
- Xin, H.; Shepherd, D.E.T.; Dearn, K.D. PEEK (Polyether-ether-ketone) based cervical total disc arthroplasty: Contact stress and lubrication analysis. Open Biomed. J. 2012, 6, 73–79. [Google Scholar] [CrossRef] [Green Version]
- ISO 527-2. Plastics—Determination of Tensile Properties—Part 2: Test Conditions for Moulding and Extrusion Plastics; International Standards Organization: Geneva, Switzerland, 2012. [Google Scholar]
- ISO178. Plastics—Determination of Flexural Properties; International Standards Organization: Geneva, Switzerland, 2010. [Google Scholar]
- ASTM-D5379M. Standard Test Method for Shear Properties of Composite Materials by the V-Notch Beam Method; American Society for Testing and Materials: West Conshohocken, PA, USA, 2012. [Google Scholar]
- Reitman, M.; Jaekel, D.; Siskey, R.; Kurtz, S.M. Chapter 4—Morphology and crystalline architecture of Polyaryletherketones. In PEEK Biomaterials Handbook; Kurtz, S.M., Ed.; William Andrew Publishing: Oxford, UK, 2012; pp. 49–60. [Google Scholar]
- Regis, M.; Bellare, A.; Pascolini, T.; Bracco, P. Characterization of thermally annealed PEEK and CFR-PEEK composite: Structure-properties relationships. Polym. Degrad. Stabil. 2017, 136, 121–130. [Google Scholar] [CrossRef]
- Rae, T.P.; Brown, E.N.; Orler, E.B. The mechanical properties of poly (ether-ether-ketone) (PEEK) with emphasis on the large compressive strain response. Polymer 2007, 48, 598–615. [Google Scholar] [CrossRef]
- Poulsson, A.; Richards, R.G. Chapter-10 Surface Modification Techniques of Polyetheretherketone, including plasma surface treatment. In PEEK Biomaterials Handbook; Kurtz, S.M., Ed.; William Andrew Publishing: Oxford, UK, 2012; pp. 145–162. [Google Scholar]
- Petersmann, S.; Spoerk, M.; Van De Steene, W.; Ucal, M.; Wiener, J.; Pinter, G.; Arbeiter, F. Mechanical properties of polymeric materials produced by extrusion-based additive manufacturing. J. Mech. Behav. Biomed. 2020, 104, 103611. [Google Scholar] [CrossRef]
- Hoskins, T.J.; Dearn, K.D.; Kukureka, S.N. Mechanical performance of PEEK produced by additive manufacturing. Polym. Test. 2018, 70, 511–519. [Google Scholar] [CrossRef]
- Xin, H.; Shepherd, D.E.T.; Dearn, K.D. Strength of poly-ether-ether-ketone: Effects of sterilization and thermal ageing. Polym. Test. 2013, 32, 1001–1005. [Google Scholar] [CrossRef]
- Geng, P.; Zhao, J.; Wu, W.Z.; Ye, W.L.; Wang, Y.L.; Wang, S.B.; Zhang, S. Effects of extrusion speed and printing speed on the 3D printing stability of extruded PEEK filament. J. Manuf. Process. 2019, 37, 266–273. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Printing speed | 30 mm/s |
| Nozzle diameter | 0.4 mm |
| Printing temperature | 485 °C |
| Bed temperature | 100 °C |
| Layer thickness | 0.1 mm |
| Infill ratio | 100% |
| Samples | Value |
|---|---|
| PEEK-450G | 1.21 ± 0.13 |
| PEEK-XY-0° | 1.27 ± 0.28 |
| PEEK-XY-30° | 1.16 ± 0.12 |
| PEEK-XY-45° | 1.25 ± 0.26 |
| Materials | Initial (μm) | Polished (μm) |
|---|---|---|
| PEEK-XY-0° | 0.63 ± 0.11 | 0.11 ± 0.03 |
| PEEK-XY-30° | 0.67 ± 0.19 | 0.13 ± 0.03 |
| PEEK-XY-45° | 0.61 ± 0.05 | 0.16 ± 0.02 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gao, S.; Liu, R.; Xin, H.; Liang, H.; Wang, Y.; Jia, J. The Surface Characteristics, Microstructure and Mechanical Properties of PEEK Printed by Fused Deposition Modeling with Different Raster Angles. Polymers 2022, 14, 77. https://doi.org/10.3390/polym14010077
Gao S, Liu R, Xin H, Liang H, Wang Y, Jia J. The Surface Characteristics, Microstructure and Mechanical Properties of PEEK Printed by Fused Deposition Modeling with Different Raster Angles. Polymers. 2022; 14(1):77. https://doi.org/10.3390/polym14010077
Chicago/Turabian StyleGao, Sasa, Ruijuan Liu, Hua Xin, Haitao Liang, Yunfei Wang, and Junhong Jia. 2022. "The Surface Characteristics, Microstructure and Mechanical Properties of PEEK Printed by Fused Deposition Modeling with Different Raster Angles" Polymers 14, no. 1: 77. https://doi.org/10.3390/polym14010077
APA StyleGao, S., Liu, R., Xin, H., Liang, H., Wang, Y., & Jia, J. (2022). The Surface Characteristics, Microstructure and Mechanical Properties of PEEK Printed by Fused Deposition Modeling with Different Raster Angles. Polymers, 14(1), 77. https://doi.org/10.3390/polym14010077