
Development and Characterization of Natural-Fiber-Based Composite Panels



Abstract
:1. Introduction
2. Experimental Work
2.1. Materials
2.2. Surface Modifications of Fibers
2.3. Casting of Composite Panels
2.4. Surface Characterization of Natural Fibers
2.5. Moisture Movement, Water Absorption, and Warm Water Testing
2.6. Mechanical Testing of Composite Panels
2.6.1. Three-Point Bending
2.6.2. Quasistatic Indentation Testing
2.6.3. Impact Testing
2.7. Acoustic Absorption Properties
2.8. Dynamic Mechanical Analysis (DMA)
3. Results and Discussion
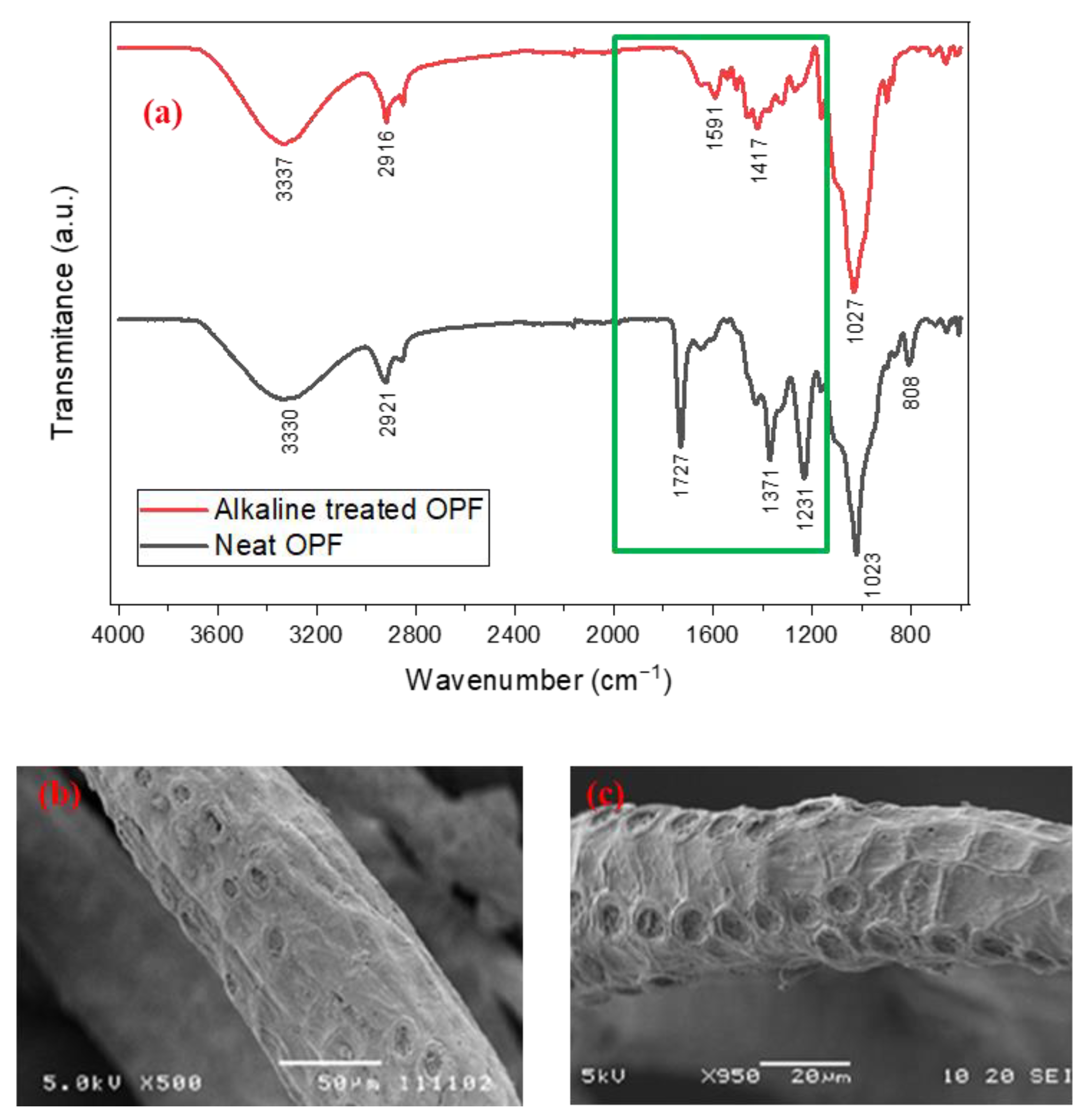
3.1. Mercerization of Fibers
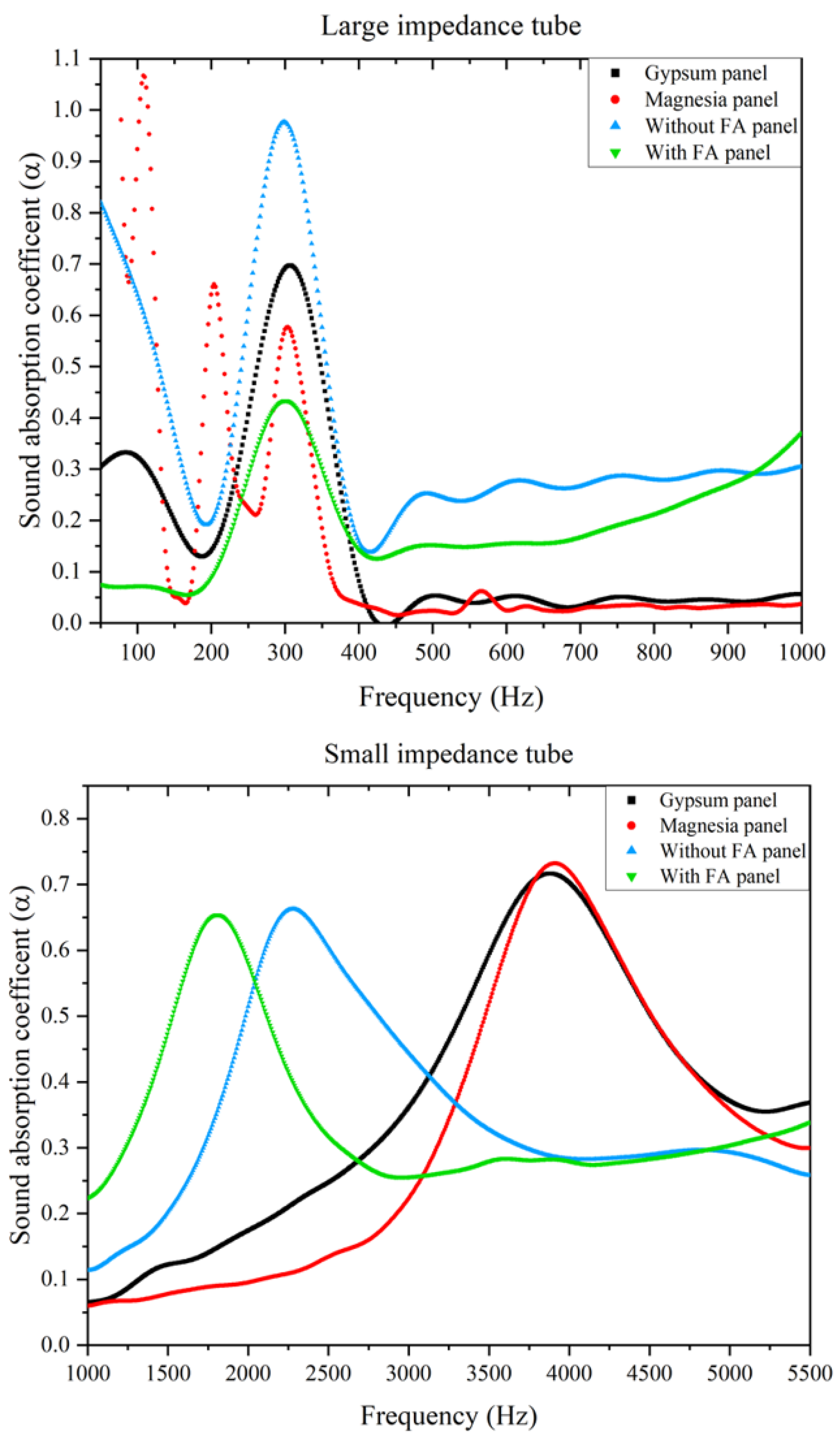
3.2. Analysis of Acoustic and Damping Properties of the Panels
3.3. Mechanical Properties of Panels and Susceptibility to Moisture/Water
3.3.1. Moisture and Water Absorption Test
3.3.2. Warm Water Testing
3.3.3. Flexural Testing
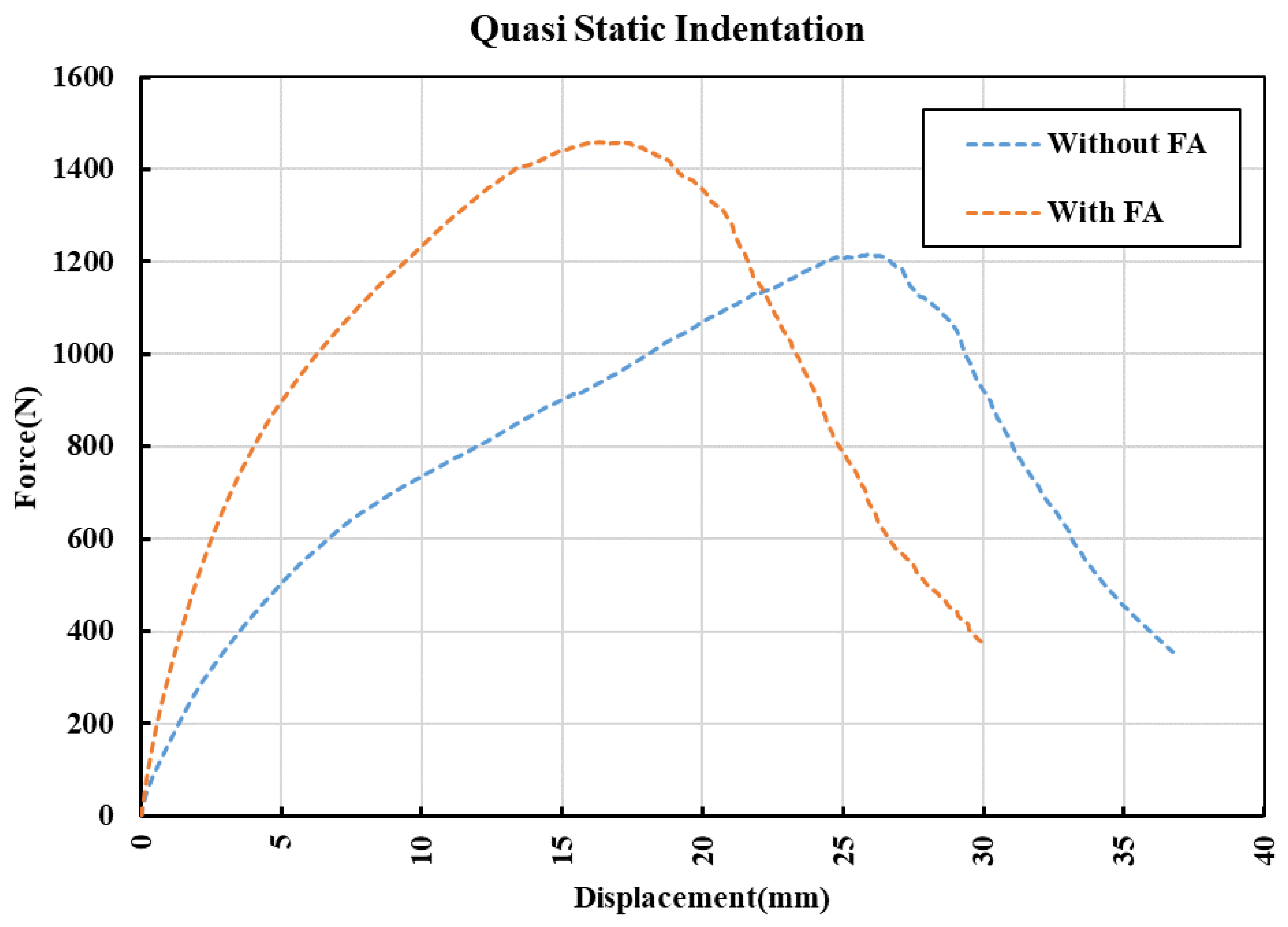
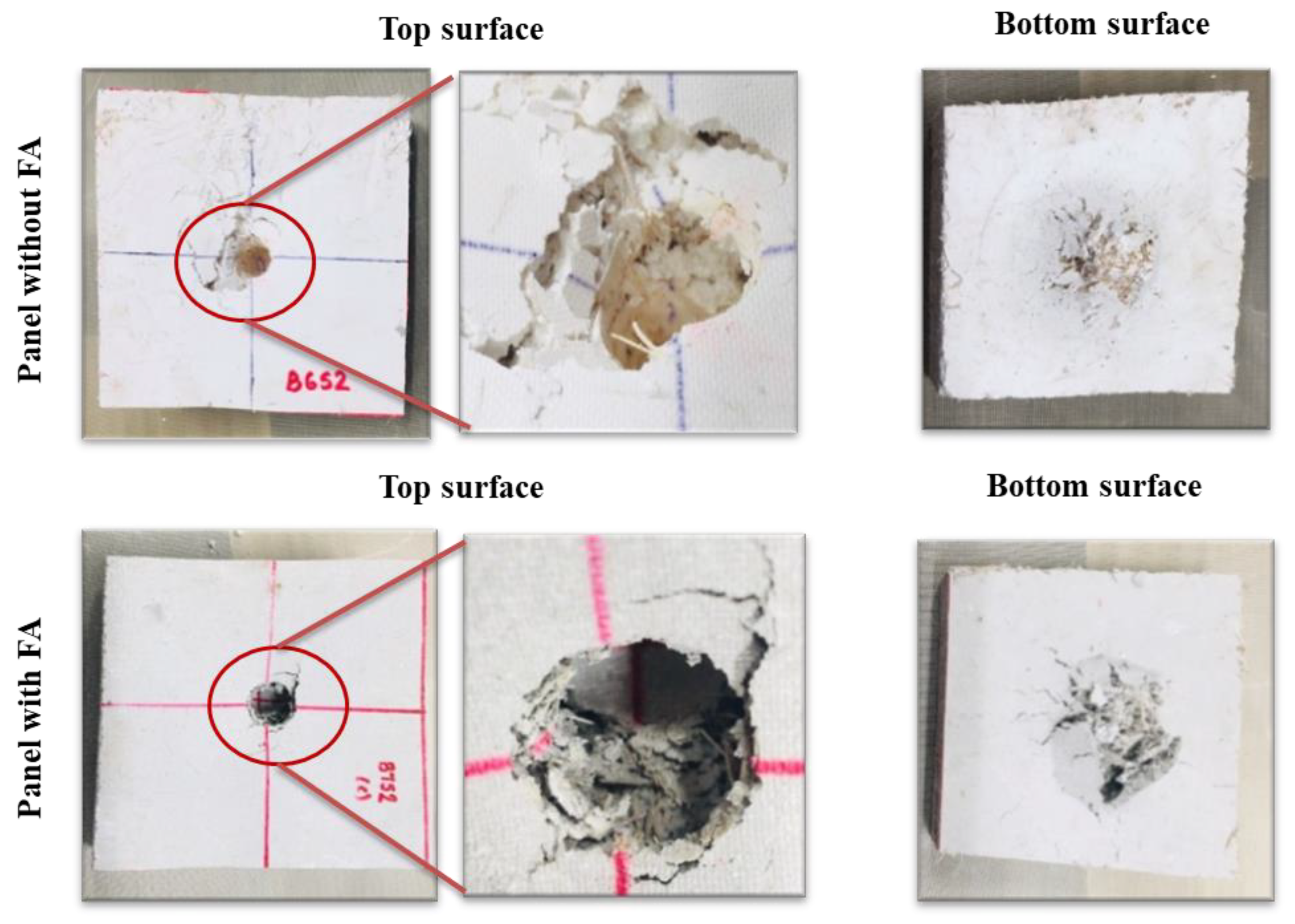
3.3.4. Quasistatic Indentation
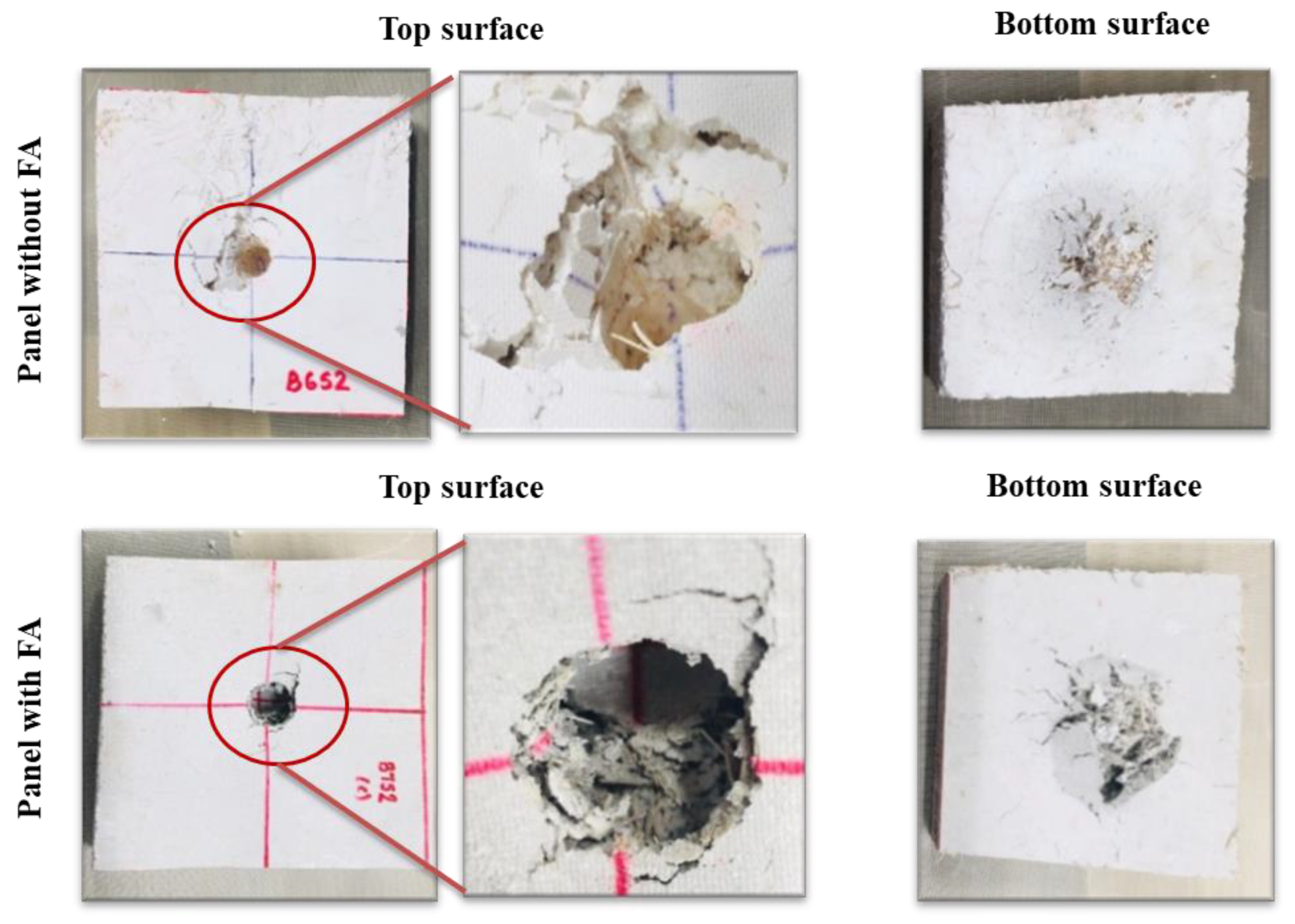
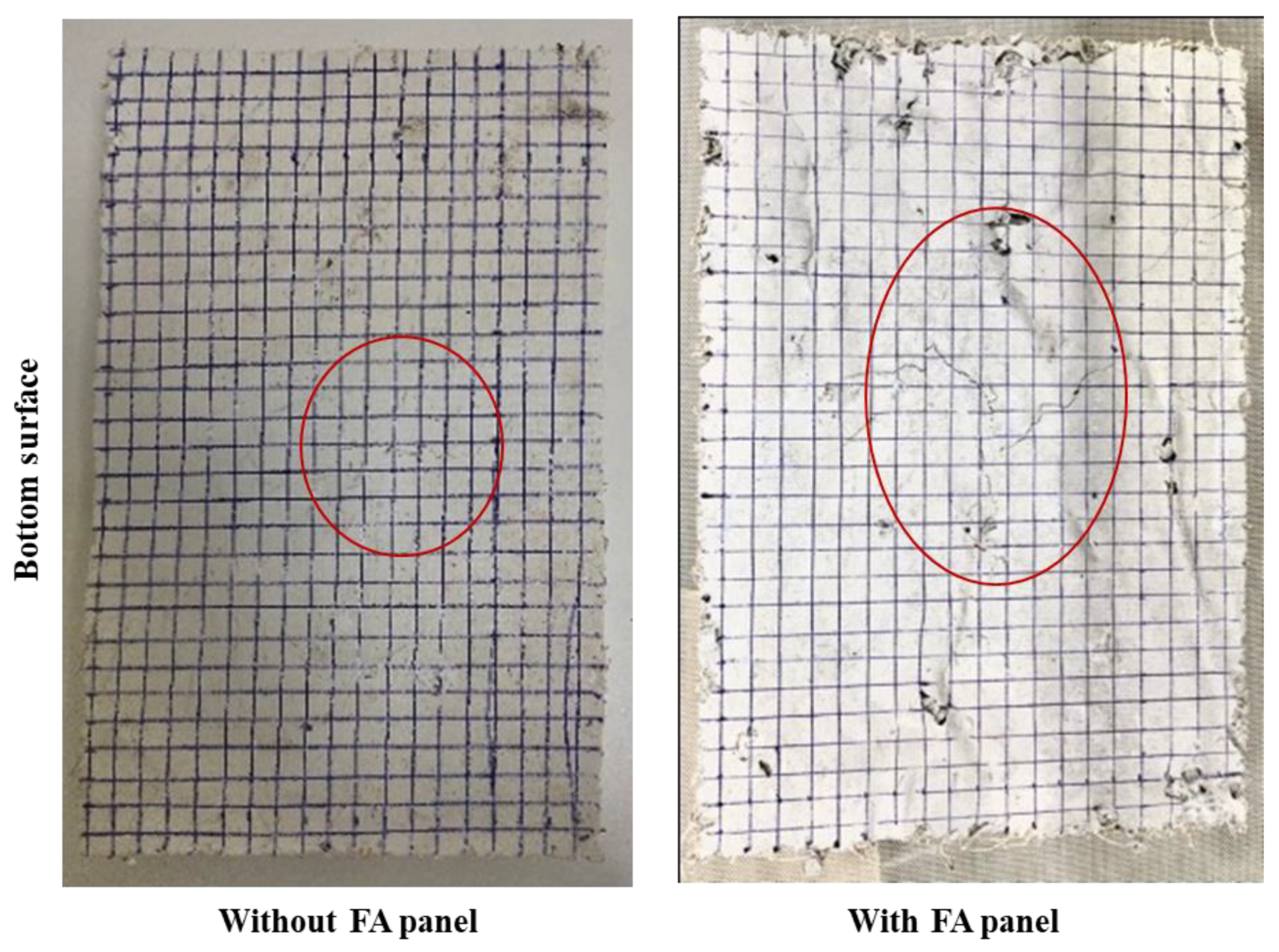
3.3.5. Drop Weight Test
4. Conclusions
- Mercerization process of the fibers and their mats was carried out with 2.5 wt.% of NaOH, which has resulted in the removal of hemicellulose and other impurities along with improving the roughness of the surface of fibers.
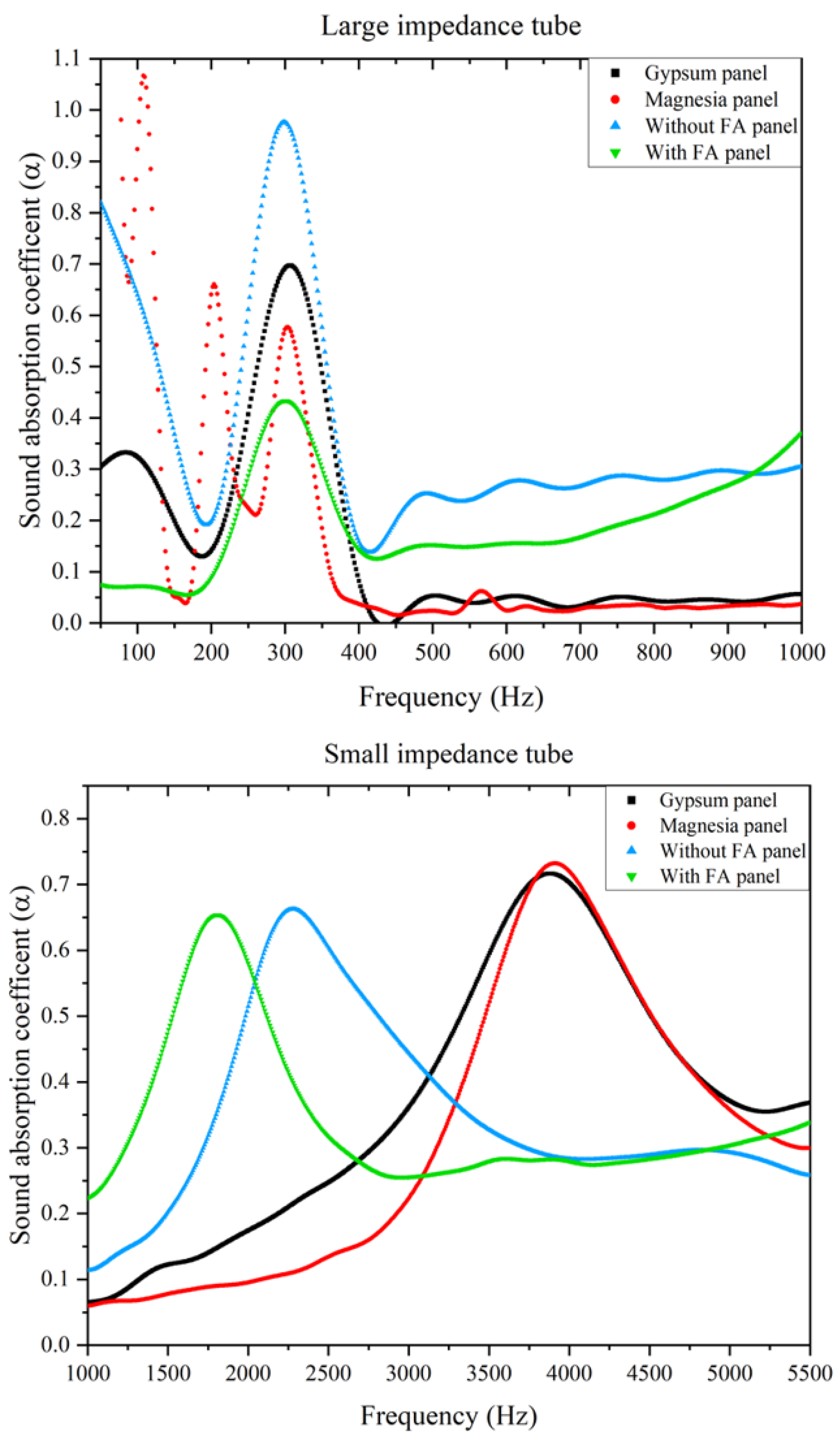
- The presence of natural fibers had a positive effect on the acoustic absorption properties, particularly in the range of 1000–3000 Hz. In this region, no absorption was detected for conventional stiff panels based on gypsum and magnesia. However, they exhibit absorption in the range of 3000–6000 Hz. The noise reduction coefficient also confirmed the importance of the presence of natural fibers in the panels.
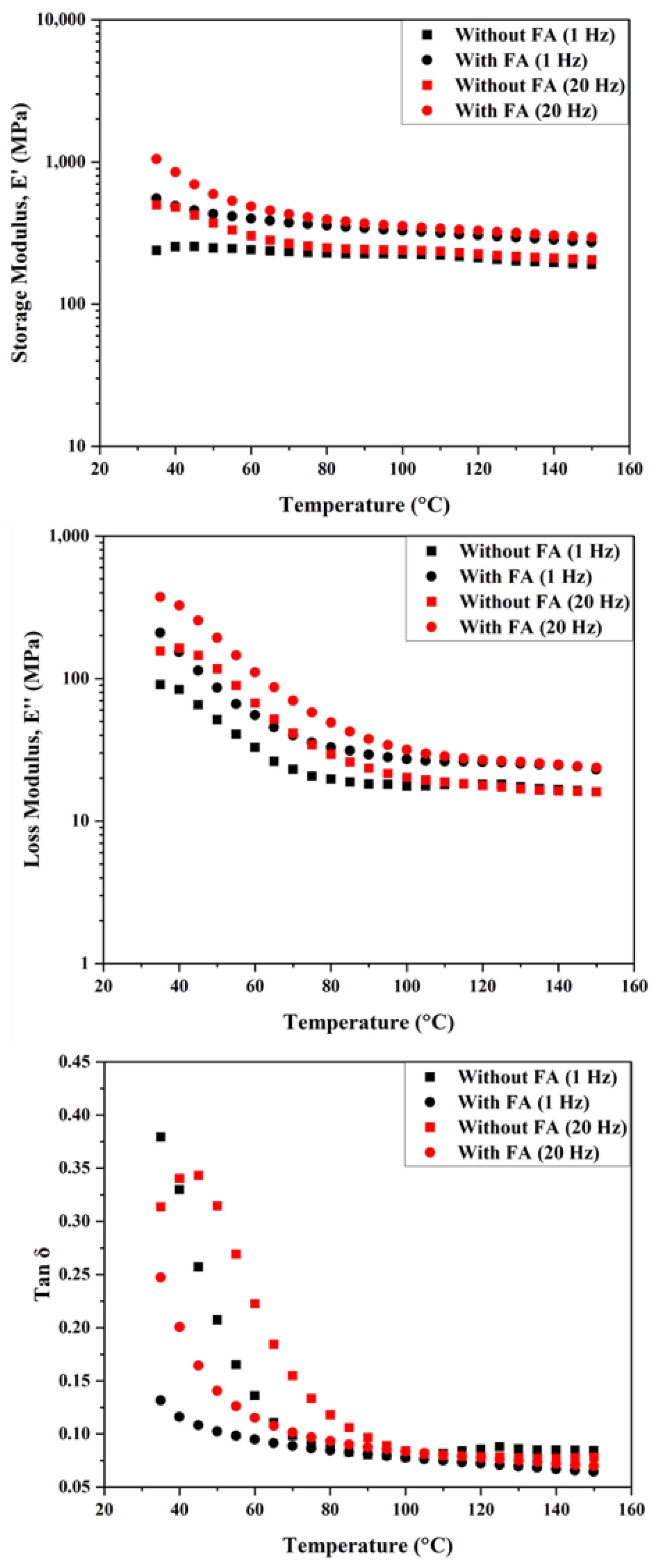
- The composite panels without the reinforcing fly ash have also shown better damping properties than the panel with fly ash until temperatures of 70 °C. With an increase in frequency from 1–20 Hz, a shift of damping peak towards relatively higher temperatures was noted.
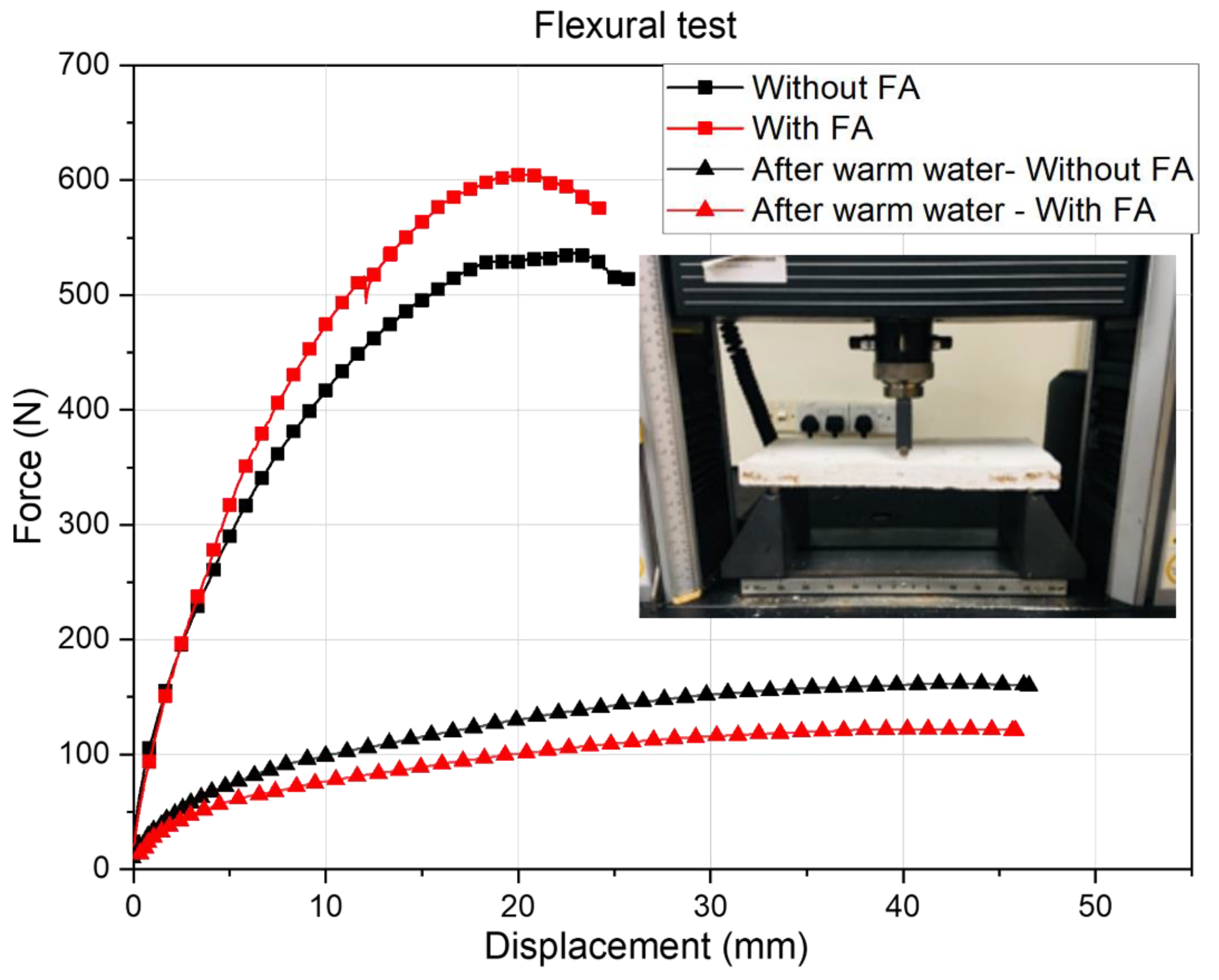
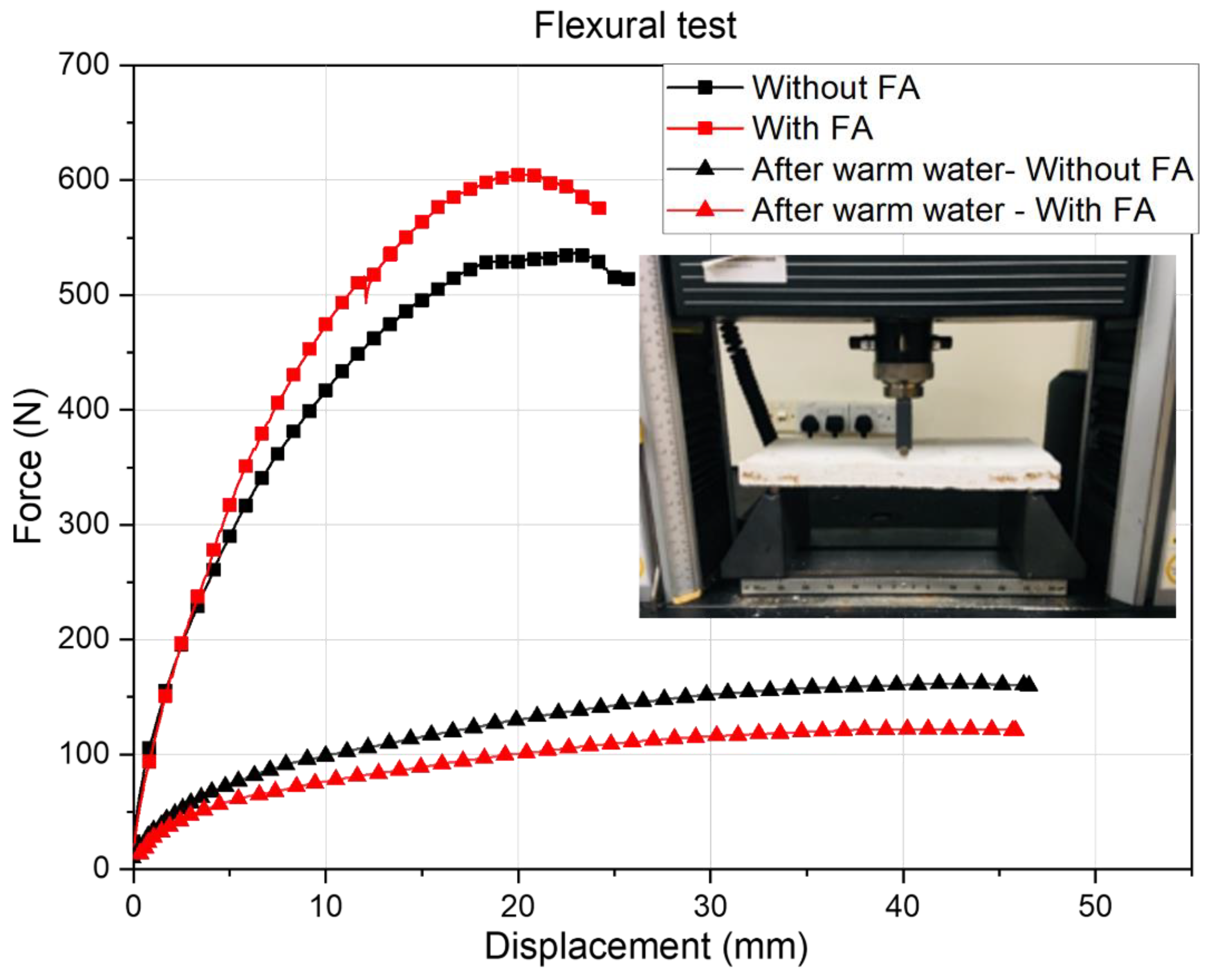
- As the resin content in the composite panels was fixed at 20 wt.%, water uptake of the panels were relatively higher than expected (panel with FA showed 30 wt.%, while the panel without FA showed 24.5 wt.%). Warm water testing has provided clear evidence of the disadvantages of these panels. A huge reduction in flexural strength was noted in the panels (irrespective of the presence or absence of FA) after the warm water testing. A reduction of 75% was observed for the panel with FA, while the panel without FA showed a drop of 69.5%.
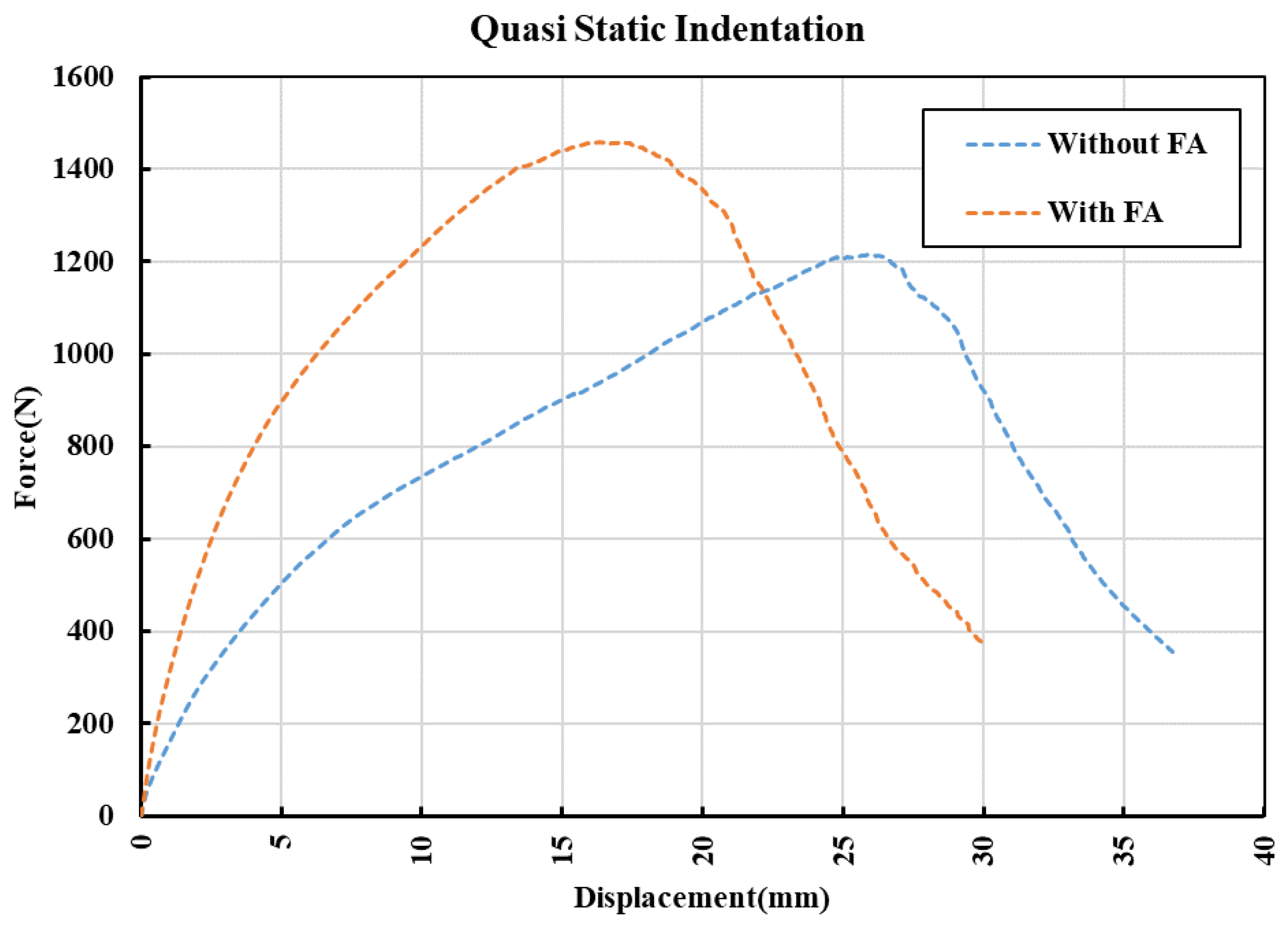
- Quasistatic indentation tests and drop weight impact tests have also shown that the composite panel with FA was stiffer than the panel without FA.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Notations
| D | Diffusion coefficient |
| E | Energy absorbed |
| E′ | Storage modulus |
| E″ | Loss modulus |
| Ea | Absorbed energy |
| Ei | Incident wave energy |
| g | Acceleration due to gravity |
| H | height of impact |
| Hz | Frequency |
| h | Sample thickness |
| k | |
| m | mass of projectile |
| n | Constant |
| Sorption coefficient | |
| t | Time taken to absorb in seconds |
| Tg | Glass transition temperature |
| Percentage weight gain | |
| Saturated percentage weight gain | |
| W∞1 | Saturated weight gain (Primary stage) |
| W∞2 | Saturated weight gain (Secondary stage) |
| α | Sound absorption coefficient (SAC) |
References
- Kopparthy, S.D.S.; Netravali, A.N. Green composites for structural applications. Compos. Part C Open Access 2021, 6, 100169. [Google Scholar] [CrossRef]
- Pickering, K.L.; Efendy, M.A.; Le, T.M. A review of recent developments in natural fibre composites and their mechanical performance. Compos. Part A Appl. Sci. Manuf. 2016, 83, 98–112. [Google Scholar] [CrossRef] [Green Version]
- Dunne, R.; Desai, D.; Sadiku, R.; Jayaramudu, J. A review of natural fibres, their sustainability and automotive applications. J. Reinf. Plast. Compos. 2016, 35, 1041–1050. [Google Scholar] [CrossRef]
- Rwawiire, S.; Tomkova, B.; Militky, J.; Jabbar, A.; Kale, B.M. Development of a bio-composite based on green epoxy polymer and natural cellulose fabric (bark cloth) for automotive instrument panel applications. Compos. Part B Eng. 2015, 81, 149–157. [Google Scholar] [CrossRef]
- Silva, F.D.A.; Mobasher, B.; Soranakom, C.; Filho, R.D.T. Effect of fiber shape and morphology on interfacial bond and cracking behaviors of sisal fiber cement-based composites. Cem. Concr. Compos. 2011, 33, 814–823. [Google Scholar] [CrossRef]
- Wei, J.; Meyer, C. Degradation mechanisms of natural fiber in the matrix of cement composites. Cem. Concr. Res. 2015, 73, 1–16. [Google Scholar] [CrossRef]
- Chen, Y.; Chiparus, O.; Sun, L.; Negulescu, I.; Parikh, D.; Calamari, T. Natural fibers for automotive nonwoven composites. J. Ind. Text. 2005, 35, 47–62. [Google Scholar] [CrossRef]
- Saw, S.K.; Akhtar, K.; Yadav, N.; Singh, A.K. Hybrid composites made from jute/coir fibers: Water absorption, thickness swelling, density, morphology, and mechanical properties. J. Nat. Fibers 2014, 11, 39–53. [Google Scholar] [CrossRef]
- John, M.J.; Varughese, K.; Thomas, S. Green composites from natural fibers and natural rubber: Effect of fiber ratio on mechanical and swelling characteristics. J. Nat. Fibers 2008, 5, 47–60. [Google Scholar] [CrossRef]
- Lu, M.M.; Fuentes, C.A.; van Vuure, A.W. Moisture sorption and swelling of flax fibre and flax fibre composites. Compos. Part B Eng. 2022, 231, 109538. [Google Scholar] [CrossRef]
- Kord, B.; Roohani, M. Water transport kinetics and thickness swelling behavior of natural fiber-reinforced HDPE/CNT nanocomposites. Compos. Part B Eng. 2017, 126, 94–99. [Google Scholar] [CrossRef]
- Zhang, D.; Tan, K.H.; Dasari, A.; Weng, Y. Effect of natural fibers on thermal spalling resistance of ultra-high-performance concrete. Cem. Concr. Compos. 2020, 109, 103512. [Google Scholar] [CrossRef]
- Shinoj, S.; Panigrahi, S.; Visvanathan, R. Water absorption pattern and dimensional stability of oil palm fiber–linear low density polyethylene composites. J. Appl. Polym. Sci. 2010, 117, 1064–1075. [Google Scholar] [CrossRef]
- Duigou, A.L.; Bourmaud, A.; Davies, P.; Baley, C. Long term immersion in natural seawater of Flax/PLA bio composite. Ocean Eng. 2014, 90, 140–148. [Google Scholar] [CrossRef] [Green Version]
- Azwa, Z.N.; Yousif, B.F.; Manalo, A.C.; Karunasena, W. A review on the degradability of polymeric composites based on natural fibres. Mater. Des. 2013, 47, 424–442. [Google Scholar] [CrossRef] [Green Version]
- Mohanty, A.K.; Misra, M.; Drzal, L.T. Surface modifications of natural fibers and performance of the resulting bio composites: An overview. Compos. Interfaces 2001, 8, 313–343. [Google Scholar] [CrossRef]
- Valadez-Gonzalez, A.; Cervantes-Uc, J.M.; Olayo, R.J.I.P.; Herrera-Franco, P.J. Effect of fiber surface treatment on the fiber–matrix bond strength of natural fiber reinforced composites. Compos. Part B Eng. 1999, 30, 309–320. [Google Scholar] [CrossRef]
- Oushabi, A.; Sair, S.; Hassani, F.O.; Abboud, Y.; Tanane, O.; el Bouari, A. The effect of alkali treatment on mechanical, morphological and thermal properties of date palm fibers (DPFs): Study of the interface of DPF–Polyurethane composite. S. Afr. J. Chem. Eng. 2017, 23, 116–123. [Google Scholar] [CrossRef]
- ASTM C 1185-3; Standard Test Methods for Sampling and Testing Non-Asbestos Fiber-Cement Flat Sheet, Roofing and Siding Shingles, and Clapboards. American Society for Testing and Materials: West Conshohocken, PA, USA, 2016; pp. 1–9.
- Wang, W.; Sain, M.; Cooper, P.A. Study of moisture absorption in natural fiber plastic composites. Compos. Sci. Technol. 2006, 66, 379–386. [Google Scholar] [CrossRef]
- Dhakal, H.N.; Zhang, Z.A.; Richardson, M.O. Effect of water absorption on the mechanical properties of hemp fibre reinforced unsaturated polyester composites. Compos. Sci. Technol. 2007, 67, 1674–1683. [Google Scholar] [CrossRef]
- Adhikary, K.B.; Pang, S.; Staiger, M.P. Dimensional stability and mechanical behaviour of wood–plastic composites based on recycled and virgin high-density polyethylene (HDPE). Compos. Part B Eng. 2008, 39, 807–815. [Google Scholar] [CrossRef]
- Ghasemi, E.; Kord, B. Long-term water absorption behavior of polypropylene/wood flour/organoclay hybrid nanocomposite. Iran. Polym. J. 2009, 18, 683–691. [Google Scholar]
- ASTM E1050-19; Standard Test Method for Impedance and Absorption of Acoustical Materials Using a Tube, Two Microphones and a Digital Frequency Analysis System. American Society for Testing and Materials: West Conshohocken, PA, USA, 2019; pp. 1–14.
- Kuo, S.M.; Morgan, D.R. Active noise control: A tutorial review. Proc. IEEE 1999, 87, 943–973. [Google Scholar] [CrossRef] [Green Version]
- Kuo, S.M.; Morgan, D.R. Active Noise Control Systems; Wiley: New York, NY, USA, 1996. [Google Scholar]
- Zhang, C.; Li, J.; Hu, Z.; Zhu, F.; Huang, Y. Correlation between the acoustic and porous cell morphology of polyurethane foam: Effect of interconnected porosity. Mater. Des. 2012, 41, 319–325. [Google Scholar] [CrossRef]
- Berardi, U.; Iannace, G. Acoustic characterization of natural fibers for sound absorption applications. Build. Environ. 2015, 94, 840–852. [Google Scholar] [CrossRef]
- Yang, W.; Li, Y. Sound absorption performance of natural fibers and their composites. Sci. China Technol. Sci. 2012, 55, 2278–2283. [Google Scholar] [CrossRef]
- Gokulkumar, S.; Thyla, P.R.; Prabhu, L.; Sathish, S. Measuring methods of acoustic properties and influence of physical parameters on natural fibers: A review. J. Nat. Fibers 2019, 17, 1719–1738. [Google Scholar] [CrossRef]
- Kumar, S.V.; Kumar, K.S.; Jailani, H.S.; Rajamurugan, G. Mechanical, DMA and Sound Acoustic behavior of Flax woven fabric reinforced Epoxy composites. Mater. Res. Express 2020, 7, 085302. [Google Scholar] [CrossRef]
- Göransson, P. Acoustic and vibrational damping in porous solids. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2006, 364, 89–108. [Google Scholar] [CrossRef]
- Sujon, M.A.S.; Islam, A.; Nadimpalli, V.K. Damping and sound absorption properties of polymer matrix composites: A review. Polym. Test. 2021, 104, 107388. [Google Scholar] [CrossRef]
- Shinoj, S.; Visvanathan, R.; Panigrahi, S.; Kochubabu, M. Oil palm fiber (OPF) and its composites: A review. Ind. Crops Prod. 2011, 33, 7–22. [Google Scholar] [CrossRef]
- Sanjeevi, S.; Shanmugam, V.; Kumar, S.; Ganesan, V.; Sas, G.; Johnson, D.J.; Shanmugam, M.; Ayyanar, A.; Naresh, K.; Neisiany, R.E.; et al. Effects of water absorption on the mechanical properties of hybrid natural fibre/phenol formaldehyde composites. Sci. Rep. 2021, 11, 13385. [Google Scholar] [CrossRef] [PubMed]
- Maffezzoli, A.M.; Peterson, L.; Seferis, J.C.; Kenny, J.; Nicolais, L. Dielectric characterization of water sorption in epoxy resin matrices. Polym. Eng. Sci. 1993, 33, 75–82. [Google Scholar] [CrossRef]
- Fraga, A.N.; Frullloni, E.; de la Osa, O.; Kenny, J.M.; Vázquez, A. Relationship between water absorption and dielectric behavior of natural fibre composite materials. Polym. Test. 2006, 25, 181–187. [Google Scholar] [CrossRef]
- Muñoz, E.; García-Manrique, J.A. Water absorption behaviour and its effect on the mechanical properties of flax fibre reinforced bio-epoxy composites. Int. J. Polym. Sci. 2015, 2015, 390275. [Google Scholar] [CrossRef] [Green Version]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Average Thickness (mm) | Frequency (Hz) | NRC | |||
|---|---|---|---|---|---|---|
| 250 | 500 | 1000 | 2000 | |||
| Gypsum | 19 | 0.41 | 0.05 | 0.07 | 0.17 | 0.17 |
| Magnesia | 19 | 0.38 | 0.03 | 0.06 | 0.10 | 0.14 |
| Without FA | 20 | 0.61 | 0.25 | 0.11 | 0.51 | 0.37 |
| With FA | 20 | 0.29 | 0.15 | 0.22 | 0.58 | 0.31 |
| Moisture Uptake (%) | Water Absorption (%) | |||||
|---|---|---|---|---|---|---|
| Fibers (Individual) | Mat | Fibers | Mat | Composite | ||
| Without FA | With FA | |||||
| Untreated | 6.9 | 6.4 | 31.6 | 22.7 | − | − |
| Alkaline treated | 6.8 | 6.3 | 30.8 | 25.2 | 24.5 | 30 |
| Composite Panels | Primary Absorption Stage | Secondary Absorption Stage | ||
|---|---|---|---|---|
| W∞1, % | D (×10−13 m2s−1) | W∞2, % | D (×10−13 m2s−1) | |
| Without FA | 29.5 | 1.07 | 4.8 | 0.65 |
| With FA | 34.2 | 0.75 | 6.7 | 0.33 |
| Flexural Strength * (MPa) | ||||
| Before warm water test | After warm water test | |||
| Without FA | 3.21 ± 0.23 | 0.98 ± 0.08 | ||
| With FA | 3.35 ± 0.33 | 0.83 ± 0.17 | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nair, S.N.; Dasari, A. Development and Characterization of Natural-Fiber-Based Composite Panels. Polymers 2022, 14, 2079. https://doi.org/10.3390/polym14102079
Nair SN, Dasari A. Development and Characterization of Natural-Fiber-Based Composite Panels. Polymers. 2022; 14(10):2079. https://doi.org/10.3390/polym14102079
Chicago/Turabian StyleNair, Swaroop Narayanan, and Aravind Dasari. 2022. "Development and Characterization of Natural-Fiber-Based Composite Panels" Polymers 14, no. 10: 2079. https://doi.org/10.3390/polym14102079
APA StyleNair, S. N., & Dasari, A. (2022). Development and Characterization of Natural-Fiber-Based Composite Panels. Polymers, 14(10), 2079. https://doi.org/10.3390/polym14102079