
DMA Investigation of the Factors Influencing the Glass Transition in 3D Printed Specimens of Shape Memory Recycled PET

 ,
, 
 and
and 
Abstract
:
1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Shape Memory Effect
3.2. DSC Measurements
3.3. DMA Measurements
4. Conclusions
- Free-recovery SME was emphasized, both in the case of the filaments produced from the R-PET pellets and in the case of the 3D printed parts obtained with these filaments.
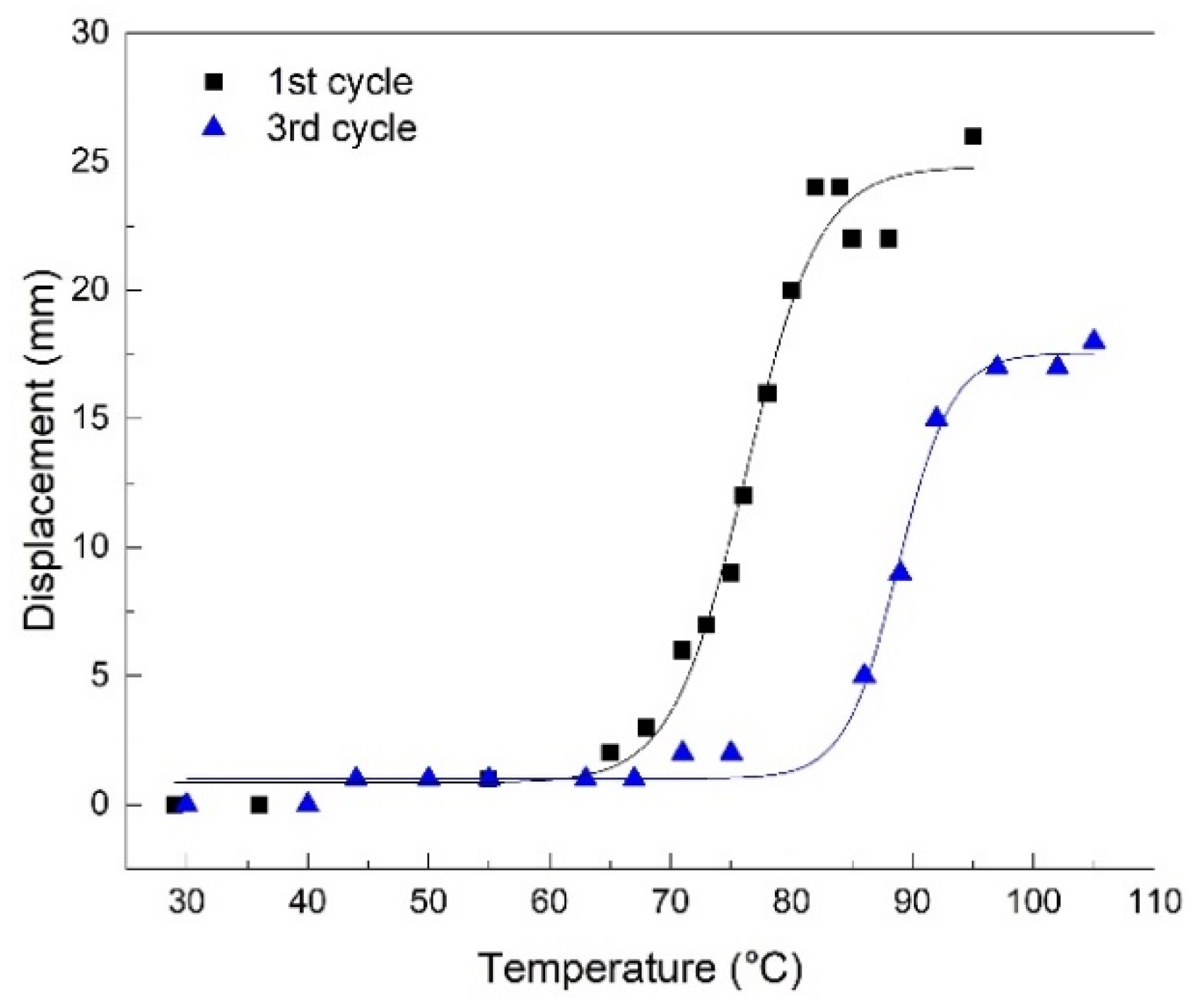
- The printed parts experienced free-recovery SME for up to three consecutive cycles, during which a delay was noticed between the displacement and temperature variations, which were fitted with Boltzmann-type functions with standard errors below 1%. This delay was associated with glass transition degradation, probably caused by the decrease in the amorphous phase amount during free-air cooling.
- The DSC measurements emphasized a glass transition, which is the mechanism of SME and recrystallization which produced a storage modulus increase between 125 and 150 °C.
- After three SME cycles, degradations were observed on the DSC thermograms, both at the glass transitions and at recrystallization.
- The DMA measurements, performed with dual cantilever dynamic bending, emphasized the storage modulus increases during heating, before the glass transition thermal range.
- Increasing the angle between the specimen’s direction and layer deposition direction, from 0° to 30°, caused storage modulus decreases at RT due to the decrease in the bonding area between the adjacent layers, with an increased raster angle;
- Isothermal DMA measurements, performed at temperatures in the beginning and the climax of glass transition, emphasized the storage modulus increases in time by about 25%, which can be ascribed to the amorphization of a part of the newly formed crystallites.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Choudhary, K.; Sangwan, K.S.; Goyal, D. Environment and economic impacts assessment of PET waste recycling with conventional and renewable sources of energy. Proced. CIRP 2019, 80, 422–427. [Google Scholar] [CrossRef]
- Great Pacific Garbage Patch. Available online: https://www.nationalgeographic.org/encyclopedia/great-pacific-garbage-patch/ (accessed on 14 April 2022).
- Cho, E.; Lee, S.Y.; Choi, J.-W.; Kim, S.-H.; Jung, K.-W. Direct upcycling of polyethylene terephthalate (PET) waste bottles into α-Fe2O3 incorporated MIL-53(Al) for the synthesis of Al2O3/Fe3O4-encapsulated magnetic carbon composite and efficient removal of non-steroidal anti-inflammatory drugs. Sep. Purif. Technol. 2021, 279, 119719. [Google Scholar] [CrossRef]
- Sharifian, S.; Asasian-Kolur, N. Polyethilene therephtale (PET) waste to carbon materials: Theory, method and applications. J. Anal. Appl. Pyrolysis 2022, 163, 105496. [Google Scholar] [CrossRef]
- Naguib, H.M.; Zhang, X.H. Advanced recycled polyester based on PET and oleic acid. Polym. Test. 2018, 69, 450–455. [Google Scholar] [CrossRef]
- Thachnatharen, N.; Shahabuddin, S.; Sridewi, N. The waste management of polyethylene terephthalate (PET) plastic waste: A review. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1127, 012002. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, H.; Chen, H.; Liu, H. Towards recycling purpose: Converting PET plastic waste back to terephthalic acid using pH-responsive phase transfer catalyst. Chin. J. Chem. Eng. 2021. [Google Scholar] [CrossRef]
- Wu, H.; Lv, S.; Qu, J.P. The study of the thermomechanical degradation and mechanical properties of PET recycled by industrial-scale elongational processing. Polym. Test. 2019, 77, 105882. [Google Scholar] [CrossRef]
- Khan, M.I.; Sutanto, M.H.; Khan, K.; Iqbal, M.; Bin Napiah, M.; Zoorob, S.E.; Klemes, J.J.; Bokhari, A.; Rafiq, W. Effective use of recycled waste PET in cementitious grouts for developing sustainable semi-flexible pavement surfacing using artificial neural network (ANN). J. Clean. Prod. 2022, 340, 130840. [Google Scholar] [CrossRef]
- Mikula, K.; Skrzypczak, D.; Izydorczyk, G.; Warchoł, J.; Moustakas, K.; Chojnacka, K.; Witek-Krowiak, A. 3D printing filament as a second life of waste plastics—a review. Env. Sci. Poll. Res. 2021, 28, 12321–12333. [Google Scholar] [CrossRef]
- Gomes, T.E.P.; Cadete, M.S.; Dias-de-Oliveira, J.; Neto, V. Controlling the properties of parts 3D printed from recycled thermoplastics: A review of current practices. Polym. Degrad. Stab. 2022, 196, 109850. [Google Scholar] [CrossRef]
- Pakkanen, J.; Manfredi, D.; Minetola, P.; Iuliano, L. About the use of recycled or biodegradable filaments for sustainability of 3D printing. In Sustainable Design and Manufacturing; Campana, G., Howlett, R.J., Setch, R., Cimati, B., Eds.; Springer: Berlin/Heidelberg, Germany, 2017; pp. 776–785. [Google Scholar]
- Nwogu, C.N.; Uche, R.; Igbokwe, J.O.; Okoronkwo, A.C. Characterization of recycled polyethylene terephthalate powder for 3D printing feedstock. Int. J. Adv. Res. Sci. Eng. Technol. 2019, 6, 8844–8851. [Google Scholar] [CrossRef]
- Exconde, M.K.J.E.; Co, J.A.A.; Manapat, J.Z.; Magdaluyo, E.R., Jr. Materials selection of 3D printing filament and utilization of recycled polyethylene terephthalate (PET) in a redesigned breadboard. Proced. CIRP 2019, 84, 28–32. [Google Scholar] [CrossRef]
- Oussai, A.; Bártfai, Z.; Kátai, L. Development of 3D printing raw materials from plastic waste. a case study on recycled polyethylene terephthalate. Appl. Sci. 2021, 11, 7338. [Google Scholar] [CrossRef]
- Zander, N.E.; Gillan, M.; Lambeth, R.H. Recycled polyethylene terephthalate as a new FFF feedstock material. Addit. Manuf. 2018, 21, 174–182. [Google Scholar] [CrossRef]
- Cristea, M.; Ionita, D.; Simionescu, B.C. A new insight in the dynamo-mechanical behavior of poly(ethylene terephthalate). A new insight in the dynamo-mechanical behavior of poly(ethylene terephthalate). Eur. Polym. J. 2010, 46, 2005–2012. [Google Scholar] [CrossRef]
- Badia, J.D.; Strömberg, E.; Karlsson, S.; Ribes-Greus, A. The role of crystalline, mobile amorphous and rigid amorphous fractions in the performance of recycled poly (ethylene terephthalate) (PET). Polym. Degrad. Stab. 2012, 97, 98–107. [Google Scholar] [CrossRef] [Green Version]
- Mazzuca, P.; Firmo, J.P.; Correia, J.R.; Castilho, E. Mechanical behaviour in shear and compression at elevated temperature of polyethylene terephthalate (PET) foam. J. Build. Eng. 2021, 42, 102526. [Google Scholar] [CrossRef]
- Irie, M. Shape memory polymers. In Shape Memory Materials; Otsuka, K., Wayman, C.M., Eds.; Cambridge University Press: Cambridge, UK, 1998; pp. 203–219. [Google Scholar]
- Behl, M.; Zotzmann, J.; Lendlein, A. Shape-memory polymers. In Shape Memory Polymers; Lendlein, A., Ed.; Springer: Berlin/Heidelberg, Germany, 2010; pp. 1–40. [Google Scholar]
- Campbell, T.A.; Tibbits, S.; Garrett, B. The Next Wave: 4D Printing Programming the Material World, Atlantic Council Report. Available online: https://www.atlanticcouncil.org/in-depth-research-reports/report/the-next-wave-4d-printing-and-programming-the-material-world/ (accessed on 21 April 2022).
- Lacatusu, D.; Baican, M.; Crivoi, F.; Miftode, A.M. Comparative studies of work-developing capacity of shape memory alloys (SMA) and polymers. Rev.Cem. 2019, 70, 4366–4371. [Google Scholar]
- Maddalena, R.; Bonanno, L.; Balzano, B.; Tuinea-Bobe, C.; Sweeney, J.; Mihai, I. A crack closure system for cementitious composite materials using knotted shape memory polymer (k-SMP) fibres. Cem. Concr. Comp. 2020, 114, 103757. [Google Scholar] [CrossRef]
- Balzano, B.; Sweeney, J.; Thompson, G.; Tuinea-Bobe, C.-L.; Jefferson, A. Enhanced concrete crack closure with hybrid shape memory polymer tendons. Eng. Struct. 2021, 226, 111330. [Google Scholar] [CrossRef]
- Akbar, I.; El Hadrouz, M.; El Mansori, M.; Lagoudas, D. Toward enabling manufacturing paradigm of 4D printing of shape memory materials: Open literature review. Eur. Polym. J. 2022, 168, 111106. [Google Scholar] [CrossRef]
- Pricop, B.; Soyler, U.; Ozkal, B.; Lohan, N.M.; Paraschiv, A.L.; Suru, M.G.; Bujoreanu, L.G. Influence of mechanical alloying on the behavior of Fe-Mn-Si-Cr-Ni shape memory alloys made by powder metallurgy. In Materials Science Forum; Prokoshkin, S., Resnina, N., Eds.; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2013; Volume 738, pp. 237–241. [Google Scholar]
- Aberoumand, M.; Soltanmohammadi, K.; Soleyman, E.; Rahmatabadi, D.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Baghani, M. A comprehensive experimental investigation on 4D printing of PET-G under bending. J. Mater. Res. Technol. 2022, 18, 2552–2569. [Google Scholar] [CrossRef]
- Panowicz, R.; Konarzewski, M.; Durejko, T.; Szala, M.; Lazinska, M.; Czerwinska, M.; Prasula, P. Properties of polyethylene terephthalate (PET) after thermo-oxidative aging. Materials 2021, 14, 3833. [Google Scholar] [CrossRef] [PubMed]
- Corrales, T.; Peinado, C.; Bosch, P.; Catalina, F. Study of secondary relaxations of poly(ethylene terephthalate) by photoluminescence technique. Polymer 2004, 45, 1545–1554. [Google Scholar] [CrossRef]
- Shieh, Y.-T.; Lin, Y.-S.; Twu, Y.-K.; Tsai, H.-B.; Lin, R.-H. Effect of crystallinity on enthalpy recovery peaks and cold-crystallization peaks in PET via TMDSC and DMA studies. J. Appl. Polym. Sci. 2010, 116, 1334–1341. [Google Scholar] [CrossRef]
- Zhang, X.; Chen, L.; Mulholland, T.; Osswald, T.A. Effects of raster angle on the mechanical properties of PLA and Al/PLA composite part produced by fused deposition modeling. Polym. Adv. Technol. 2019, 30, 2122–2135. [Google Scholar] [CrossRef]
- Zhou, Y.-G.; Zou, J.-R.; Wu, H.-H.; Xu, B.-P. Balance between bonding and deposition during fused deposition modeling of polycarbonate and acrylonitrile-butadiene-styrene composites. Polym. Comp. 2020, 41, 60–72. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | 1st Cycle | 3rd Cycle | ||
|---|---|---|---|---|
| Value | Standard Error | Value | Standard Error | |
| A1 | 0.84532 | 0.69398 | 1.00864 | 0.23239 |
| A2 | 24.81075 | 0.93281 | 17.56472 | 0.43851 |
| x0 | 76.20404 | 0.49517 | 88.82031 | 0.32189 |
| dx | 3.03517 | 0.45455 | 2.20105 | 0.31673 |
| Specimen | Glass Transition | Recrystallization | ||||
|---|---|---|---|---|---|---|
| Onset °C | Mid °C | Inflection °C | End °C | ΔCp J/(g∙°C) | Δh kJ/kg | |
| grain | 80.4 | 82.6 | 83.1 | 84.4 | 0.279 | - |
| filament | 73.6 | 75.9 | 76.1 | 78.0 | 0.086 | 15.2 |
| printed 0° | 74.8 | 77.4 | 76.6 | 79.3 | 0.093 | 16.44 |
| printed 40° | 73.5 | 76.9 | 76.0 | 78.3 | 0.106 | 21.81 |
| printed 40°, 3 cycles | 74.4 | 76.8 | 77.2 | 79.3 | 0.101 | 17.44 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pricop, B.; Sava, Ș.D.; Lohan, N.-M.; Bujoreanu, L.-G. DMA Investigation of the Factors Influencing the Glass Transition in 3D Printed Specimens of Shape Memory Recycled PET. Polymers 2022, 14, 2248. https://doi.org/10.3390/polym14112248
Pricop B, Sava ȘD, Lohan N-M, Bujoreanu L-G. DMA Investigation of the Factors Influencing the Glass Transition in 3D Printed Specimens of Shape Memory Recycled PET. Polymers. 2022; 14(11):2248. https://doi.org/10.3390/polym14112248
Chicago/Turabian StylePricop, Bogdan, Ștefan Dumitru Sava, Nicoleta-Monica Lohan, and Leandru-Gheorghe Bujoreanu. 2022. "DMA Investigation of the Factors Influencing the Glass Transition in 3D Printed Specimens of Shape Memory Recycled PET" Polymers 14, no. 11: 2248. https://doi.org/10.3390/polym14112248