
Feasibility Study on the Fused Filaments of Injection-Molding-Grade Poly(Ethylene Terephthalate) for 3D Printing



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Filament Fabrication
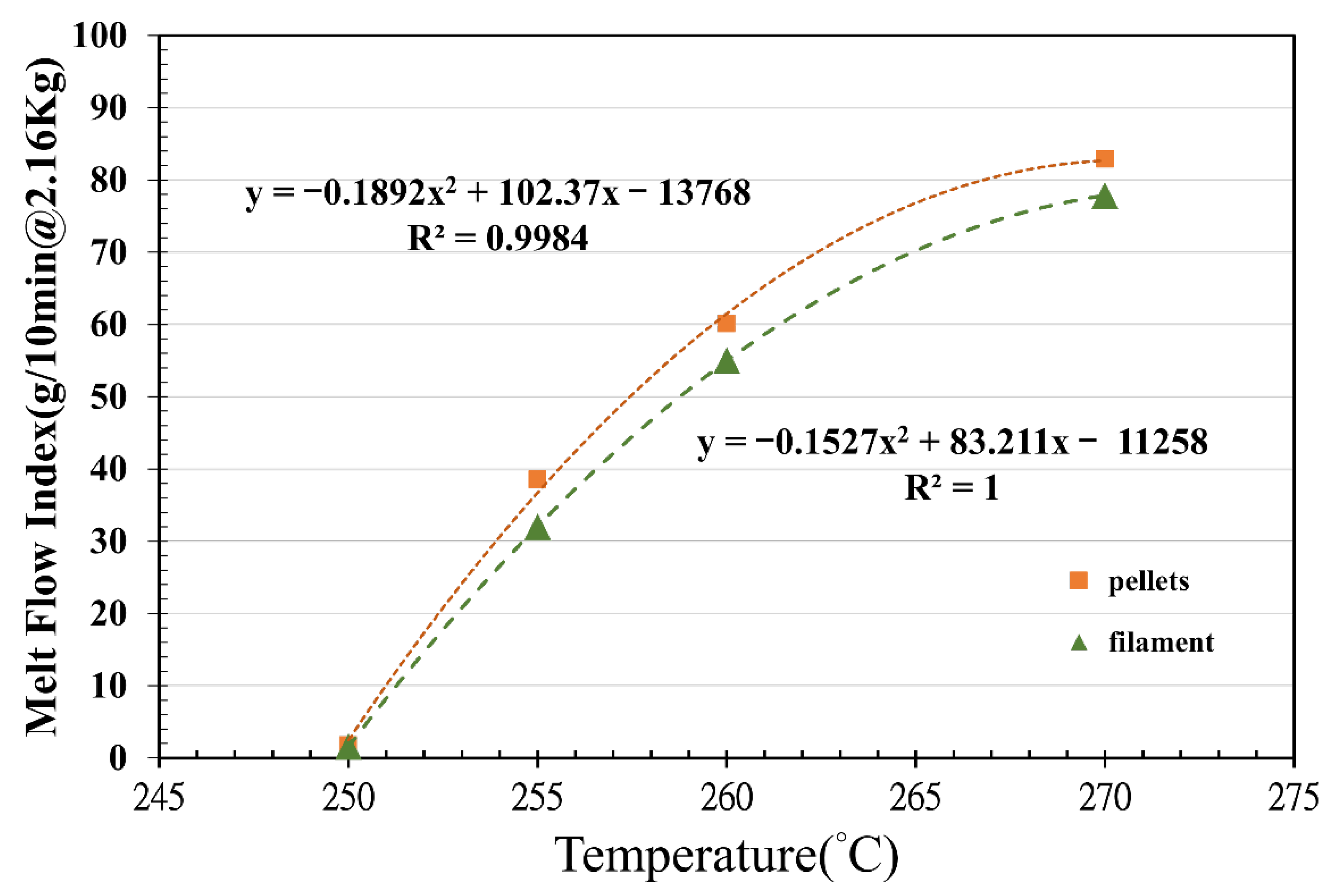
2.2. Melt Flow Index
2.3. Viscosimetry
2.4. Thermogravimetry Analysis (TGA)
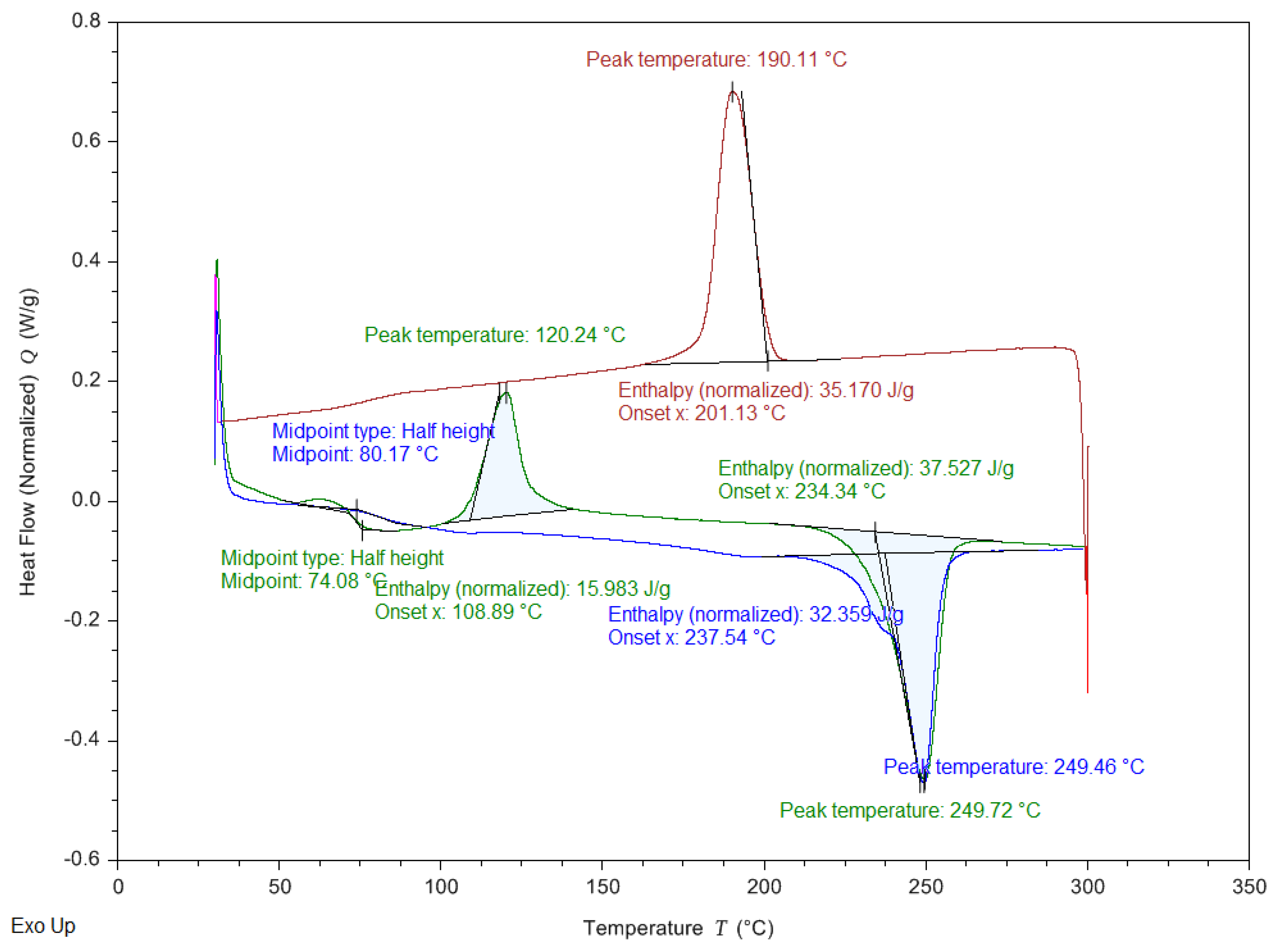
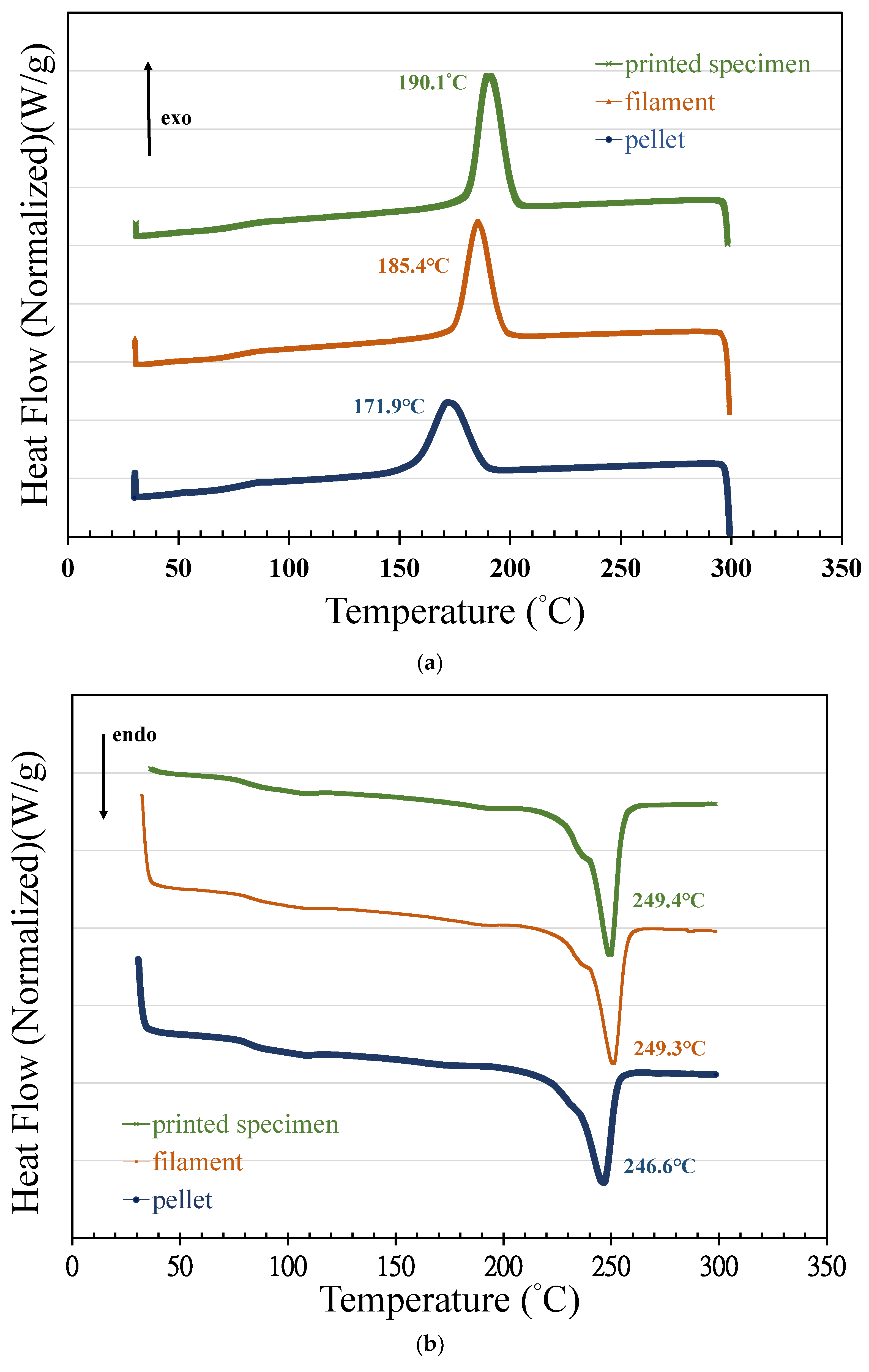
2.5. Differential Scanning Calorimetry (DSC) Analysis
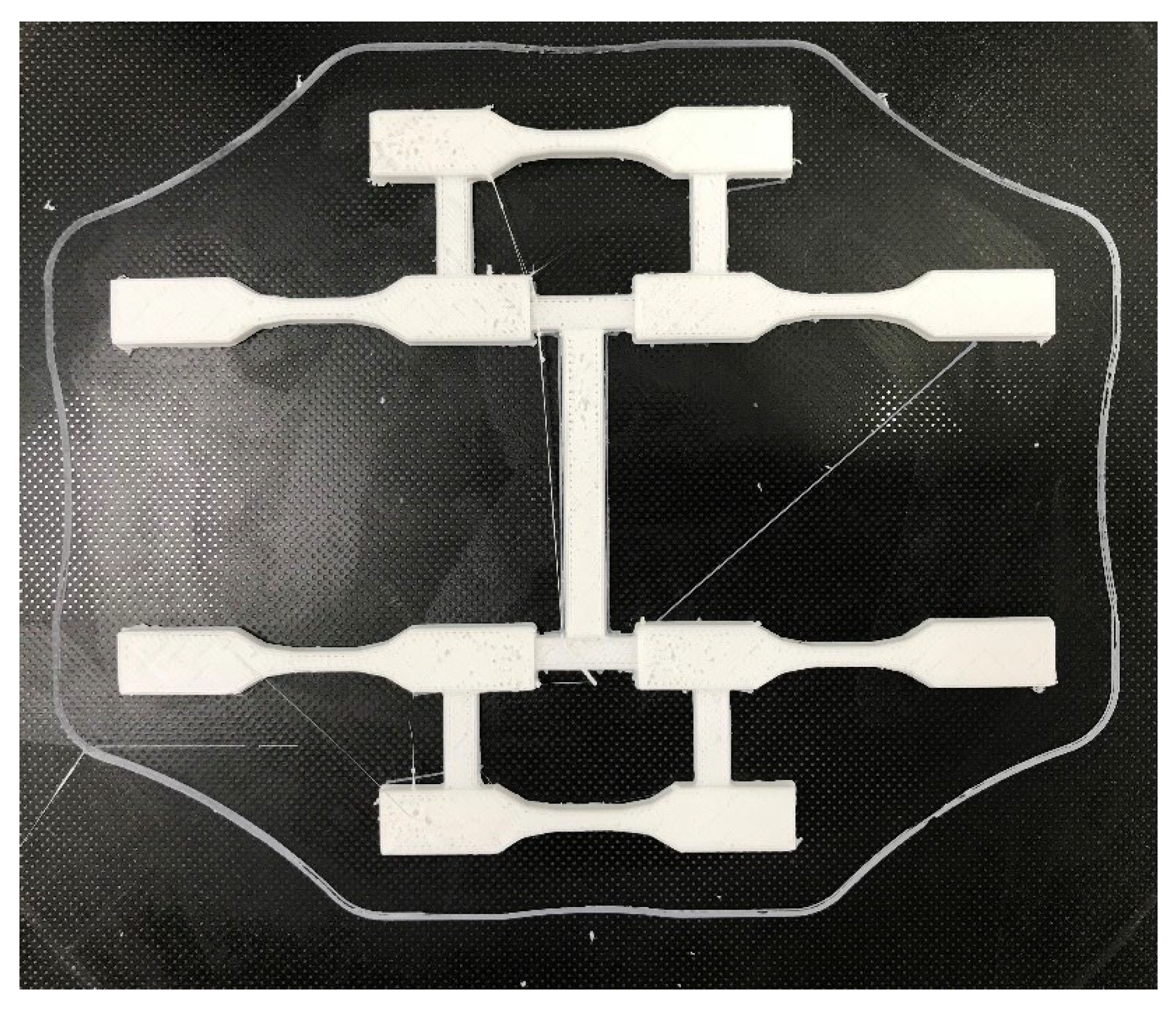
2.6. Printed Specimens
2.7. Strength Testing
3. Results and Discussion
3.1. Viscosity
3.2. Nonisothermal Crystallization via DSC
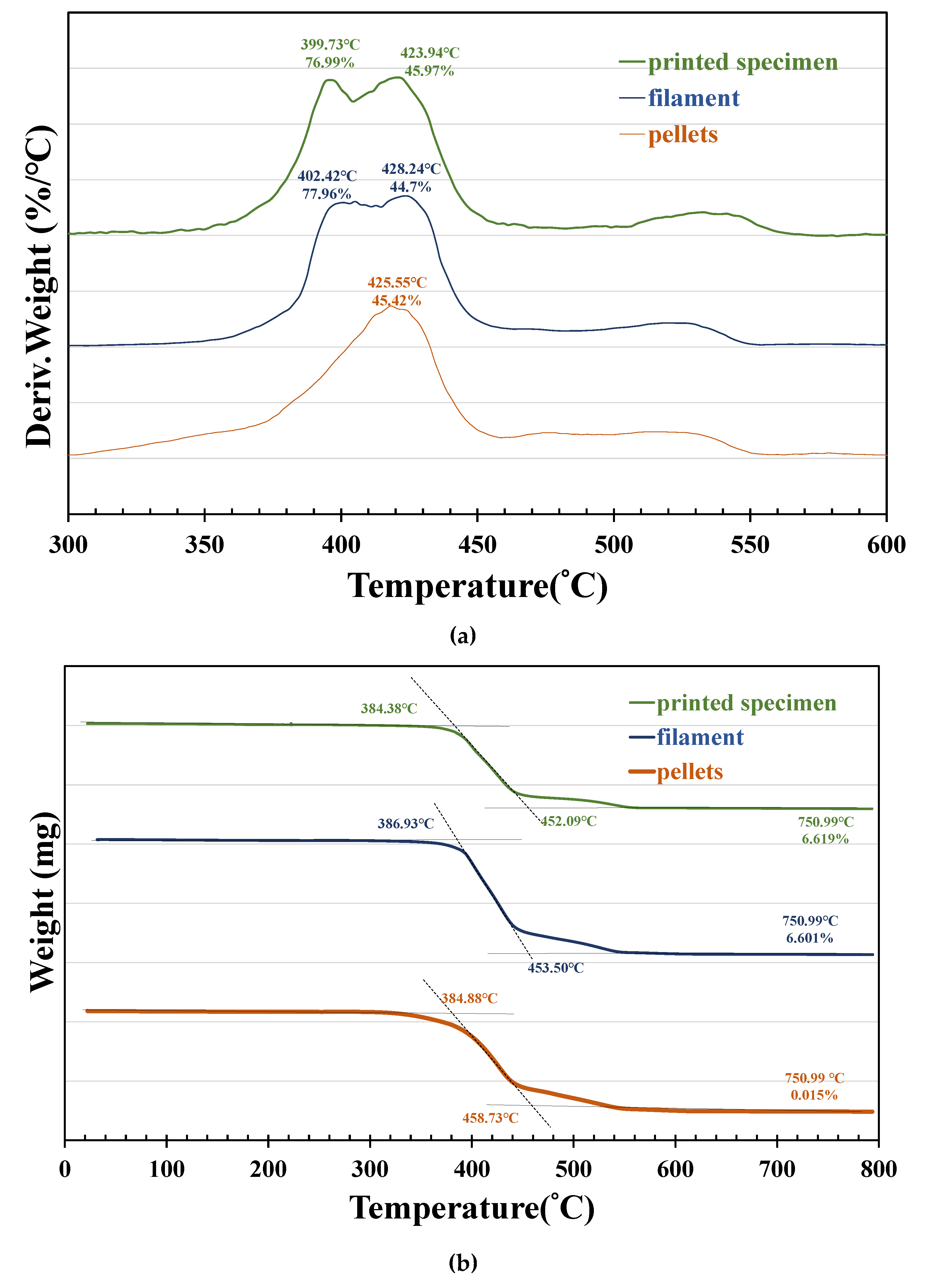
3.3. Thermogravimetric Analysis
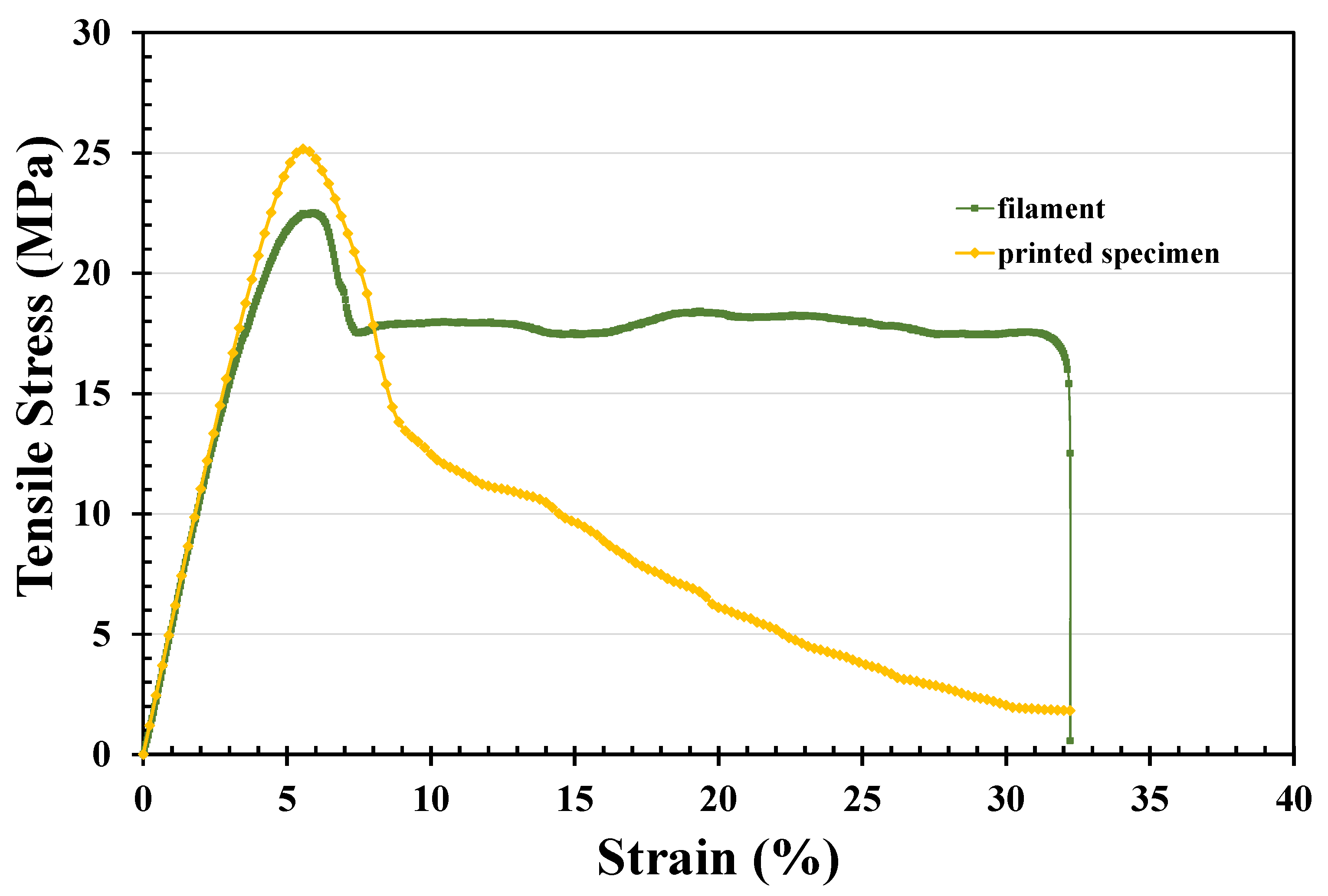
3.4. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gaonkar, A.A.; Murudkar, V.V.; Deshpande, V.D. Comparison of crystallization kinetics of polyethylene terephthalate (PET) and reorganized PET. Thermochim. Acta 2020, 683, 178472. [Google Scholar] [CrossRef]
- Sorrentino, L.; Iannace, S.; Di Maio, E.; Acierno, D. Isothermal crystallization kinetics of chain-extended PET. J. Polym. Sci. Part B Polym. Phys. 2005, 43, 1966–1972. [Google Scholar] [CrossRef]
- Jiang, X.L.; Luo, S.J.; Sun, K.; Chen, X.D. Effect of nucleating agents on crystallization kinetics of PET. Express Polym. Lett. 2007, 1, 245–251. [Google Scholar] [CrossRef]
- Guessasma, S.; Belhabib, S.; Nouri, H. Printability and tensile performance of 3D printed polyethylene terephthalate glycol using fused deposition modelling. Polymers 2019, 11, 1220. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yao, M.M.; Sun, H.; Guo, Z.C.; Sun, Z.; Yu, Q.Y.; Wu, X.J.; Yu, C.J.; Zhang, H.T.; Yao, F.L.; Li, J.J. A starch-based zwitterionic hydrogel coating for blood-contacting devices with durability and bio-functionality. Chem. Eng. J. 2021, 421, 129702. [Google Scholar] [CrossRef]
- Franz, R.; Welle, F. Contamination levels in recollected PET bottles from non-food applications and their impact on the safety of recycled PET for food contact. Molecules 2020, 25, 4998. [Google Scholar] [CrossRef] [PubMed]
- Hsueh, M.-H.; Lai, C.-J.; Wang, S.-H.; Zeng, Y.-S.; Hsieh, C.-H.; Pan, C.-Y.; Huang, W.-C. Effect of printing parameters on the thermal and mechanical properties of 3D-printed PLA and PETG, using fused deposition modeling. Polymers 2021, 13, 1758. [Google Scholar] [CrossRef]
- Algarni, M.; Ghazali, S. Comparative study of the sensitivity of pla, abs, peek, and petg’s mechanical properties to fdm printing process parameters. Crystals 2021, 11, 995. [Google Scholar] [CrossRef]
- Srinivas, V.; van Hooy-Corstjens, C.S.J.; Harings, J.A.W. Correlating molecular and crystallization dynamics to macroscopic fusion and thermodynamic stability in fused deposition modeling; a model study on polylactides. Polymer 2018, 142, 348–355. [Google Scholar] [CrossRef]
- Zanjanijam, A.R.; Major, I.; Lyons, J.G.; Lafont, U.; Devine, D.M. Fused filament fabrication of peek: A review of process-structure-property relationships. Polymers 2020, 12, 1665. [Google Scholar] [CrossRef]
- Dua, R.; Rashad, Z.; Spears, J.; Dunn, G.; Maxwell, M. Applications of 3D-printed PEEK via fused filament fabrication: A systematic review. Polymers 2021, 13, 4046. [Google Scholar] [CrossRef]
- Van de Voorde, B.; Katalagarianakis, A.; Huysman, S.; Toncheva, A.; Raquez, J.M.; Duretek, I.; Holzerf, C.; Cardong, L.; Bernaertsh, K.V.; Van Hemelrijck, D.; et al. Effect of extrusion and fused filament fabrication processing parameters of recycled poly(ethylene terephthalate) on the crystallinity and mechanical properties. Addit. Manuf. 2022, 50, 102518. [Google Scholar] [CrossRef]
- Mikula, K.; Skrzypczak, D.; Izydorczyk, G.; Warchoł, J.; Moustakas, K.; Chojnacka, K.; Witek-Krowiak, A. 3D printing filament as a second life of waste plastics—A review. Environ. Sci. Pollut. Res. 2021, 28, 12321–12333. [Google Scholar] [CrossRef]
- Fico, D.; Rizzo, D.; Casciaro, R.; Esposito Corcione, C. A review of polymer-based materials for Fused Filament Fabrication (FFF): Focus on sustainability and recycled materials. Polymers 2022, 14, 465. [Google Scholar] [CrossRef]
- Shaqour, B.; Abuabiah, M.; Abdel-Fattah, S.; Juaidi, A.; Abdullah, R.; Abuzaina, W.; Qarout, M.; Verleije, B.; Cos, P. Gaining a better understanding of the extrusion process in fused filament fabrication 3D printing: A review. Int. J. Adv. Manuf. Technol. 2021, 114, 1279–1291. [Google Scholar] [CrossRef]
- Thompson, M.K.; Moroni, G.; Vaneker, T.; Fadel, G.; Campbell, R.I.; Gibson, I.; Bernard, A.; Schulz, J.; Graf, P.; Ahuja, B. Design for additive manufacturing: Trends, opportunities, considerations, and constraints. CIRP Ann. Manuf. Technol. 2016, 65, 737–760. [Google Scholar] [CrossRef] [Green Version]
- Stoof, D.; Pickering, K. Sustainable composite fused deposition modelling filament using recycled pre-consumer polypropylene. Compos. Part B Eng. 2018, 135, 110–118. [Google Scholar] [CrossRef]
- Chatham, C.A.; Zawaski, C.E.; Bobbitt, D.C.; Moore, R.B.; Long, T.E.; Williams, C.B. Semi-crystalline polymer blends for material extrusion additive manufacturing printability: A case study with poly(ethylene terephthalate) and polypropylene. Macromol. Mater. Eng. 2019, 304, 1800764. [Google Scholar] [CrossRef]
- Zárybnická, L.; Ševčík, R.; Pokorný, J.; Machová, D.; Stránská, E.; Šál, J. CaCO3 polymorphs used as additives in filament production for 3D printing. Polymers 2022, 14, 199. [Google Scholar] [CrossRef]
- Prasong, W.; Ishigami, A.; Thumsorn, S.; Kurose, T.; Ito, H. Improvement of Interlayer adhesion and heat resistance of biodegradable ternary blend composite 3D printing. Polymers 2021, 13, 740. [Google Scholar] [CrossRef]
- Aliotta, L.; Sciara, L.M.; Cinelli, P.; Canesi, I.; Lazzeri, A. Improvement of the PLA crystallinity and heat distortion temperature optimizing the content of nucleating agents and the injection molding cycle time. Polymers 2022, 14, 977. [Google Scholar] [CrossRef]
- Tsioptsias, C.; Leontiadis, K.; Messaritakis, S.; Terzaki, A.; Xidas, P.; Mystikos, K.; Tzimpilis, E.; Tsivintzelis, I. Experimental investigation of polypropylene composite drawn fibers with talc, wollastonite, attapulgite and single-wall carbon nanotubes. Polymers 2022, 14, 260. [Google Scholar] [CrossRef]
- Pratama, J.; Cahyono, S.I.; Suyitno, S.; Muflikhun, M.A.; Salim, U.A.; Mahardika, M.; Arifvianto, B. A review on reinforcement methods for polymeric materials processed using Fused Filament Fabrication (FFF). Polymers 2021, 13, 4022. [Google Scholar] [CrossRef]
- Kaltenegger-Uray, A.; Rieß, G.; Lucyshyn, T.; Holzer, C.; Kern, W. Physical foaming and crosslinking of polyethylene with modified talcum. Polymers 2019, 11, 1472. [Google Scholar] [CrossRef] [Green Version]
- Pin Ying Machine Co. LTD. 3D Filament Extruder (Kaohsiung, Taiwan). Available online: https://www.pinying.com.tw/webls-en-us/3Dprint-wire-production-line.html (accessed on 30 May 2022).
- Negoro, T.; Thodsaratpreeyakul, W.; Takada, Y.; Thumsorn, S.; Inoya, H.; Hamada, H. Role of crystallinity on moisture absorption and mechanical performance of recycled PET compounds. Energy Procedia 2016, 89, 323–327. [Google Scholar] [CrossRef] [Green Version]
- Hou, J.; Zhao, G.; Wang, G. Polypropylene/talc foams with high weight-reduction and improved surface quality fabricated by mold-opening microcellular injection molding. J. Mater. Res. Technol. 2021, 12, 74–86. [Google Scholar] [CrossRef]
- Chen, X.; Gug, J.; Sobkowicz, M.J. Role of polymer/filler interactions in the linear viscoelasticity of poly(butylene succinate)/fumed silica nanocomposite. Compos. Sci. Technol. 2014, 95, 8–15. [Google Scholar] [CrossRef]
- Badía, J.D.; Vilaplana, F.; Karlsson, S.; Ribes-Greus, A. Thermal analysis as a quality tool for assessing the influence of thermo-mechanical degradation on recycled poly(ethylene terephthalate). Polym. Test. 2009, 28, 169–175. [Google Scholar] [CrossRef] [Green Version]
- Liu, W.; Tian, X.; Cui, P.; Li, Y.; Zheng, K.; Yang, Y. Preparation and characterization of PET/silica nanocomposites. J. Appl. Polym. Sci. 2004, 91, 1229–1232. [Google Scholar] [CrossRef]
- Wang, D.R.; Luo, F.L.; Shen, Z.Y.; Wu, X.J.; Qi, Y.P. A study on the crystallization behavior and mechanical properties of poly(ethylene terephthalate) induced by chemical degradation nucleation. RSC Adv. 2017, 7, 37139–37147. [Google Scholar] [CrossRef] [Green Version]
- Medellin-Rodriguez, F.J.; Lopez-Guillen, R.; Waldo-Mendoza, M.A. Solid-state polymerization and bulk crystallization behavior of poly(ethylene terephthalate) (PET). J. Appl. Polym. Sci. 2000, 75, 78. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Cooling Scan | Heating Scan | ||||
|---|---|---|---|---|---|---|
| TC (°C) | ΔHC (J/g) | Tg(°C) | Tm(°C) | ΔHm (J/g) | Xc(%) | |
| Pellets | 171.9 | 27.98 | 82.24 | 246.6 | 27.57 | 19.69 |
| Filament | 185.4 | 31.33 | 80.46 | 249.3 | 30.08 | 21.49 |
| Printed specimen | 190.1 | 35.17 | 80.17 | 249.4 | 32.36 | 23.11 |
| Sample | η (dL g−1) | MV (g mol−1) |
|---|---|---|
| Pellets | 0.710 | 2.012 × 104 |
| Filaments | 0.695 | 1.961 × 104 |
| 3D printed specimens | 0.633 | 1.749 × 104 |
| Material | Onset Temperature (To) °C | Peak Degradation Temperature (Tp) °C | Residual Weight % |
|---|---|---|---|
| Pellets | 384.88 | 425.55 | 0.015 |
| Filament | 386.93 | 402.42/428.24 | 6.601 |
| Printed specimen | 384.38 | 399.73/423.94 | 6.619 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tsai, H.-H.; Wu, S.-J.; Wu, Y.-D.; Hong, W.-Z. Feasibility Study on the Fused Filaments of Injection-Molding-Grade Poly(Ethylene Terephthalate) for 3D Printing. Polymers 2022, 14, 2276. https://doi.org/10.3390/polym14112276
Tsai H-H, Wu S-J, Wu Y-D, Hong W-Z. Feasibility Study on the Fused Filaments of Injection-Molding-Grade Poly(Ethylene Terephthalate) for 3D Printing. Polymers. 2022; 14(11):2276. https://doi.org/10.3390/polym14112276
Chicago/Turabian StyleTsai, Hsi-Hsun, Shao-Jung Wu, Yu-De Wu, and Wei-Zheng Hong. 2022. "Feasibility Study on the Fused Filaments of Injection-Molding-Grade Poly(Ethylene Terephthalate) for 3D Printing" Polymers 14, no. 11: 2276. https://doi.org/10.3390/polym14112276