
A Review on Basalt Fiber Composites and Their Applications in Clean Energy Sector and Power Grids

 , ,
, ,
Abstract
:1. Introduction
2. Chemical Composition and Manufacturing Technology of BF
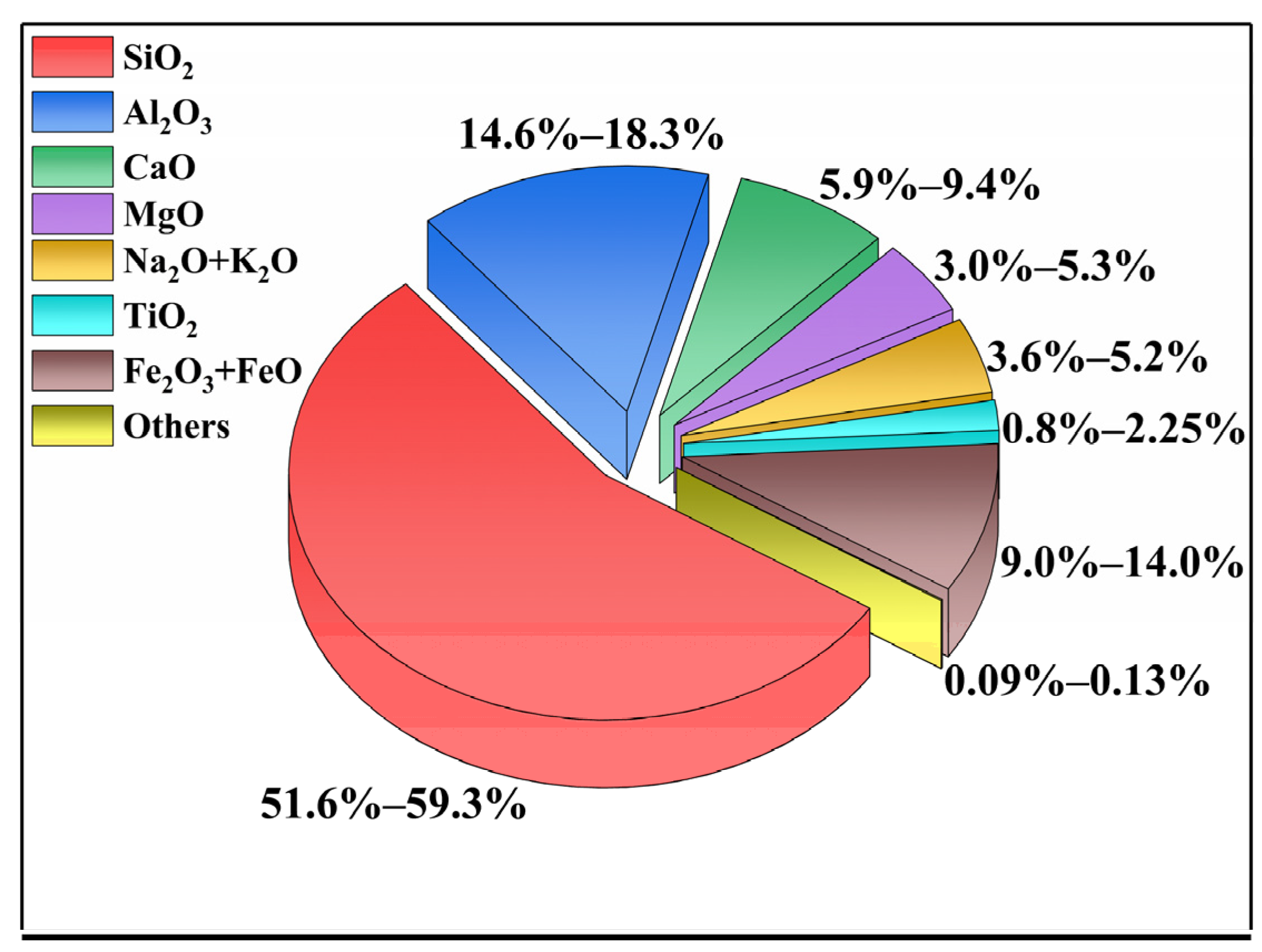
2.1. Chemical Composition of BF
2.2. Manufacturing Technology of BF
3. Surface Morphology and Properties of BF
3.1. Surface Morphology Characteristics of BF
3.2. Properties of BF
3.2.1. Mechanical Properties
3.2.2. Thermal Properties
3.2.3. Corrosion Resistance
3.2.4. Dielectric Properties
3.2.5. Environmentally Friendly Production
4. Characteristics and Improvement Methods of BF Interface
4.1. Characteristics of BF Interface
4.2. Surface Modification of BF
4.2.1. Acid–Base Etching
4.2.2. Surfactants Coating
4.2.3. Plasma Treatment
4.2.4. Coupling Agent Treatment
4.2.5. BF Coated with Nanoparticles
4.2.6. Infiltration Agent Treatment
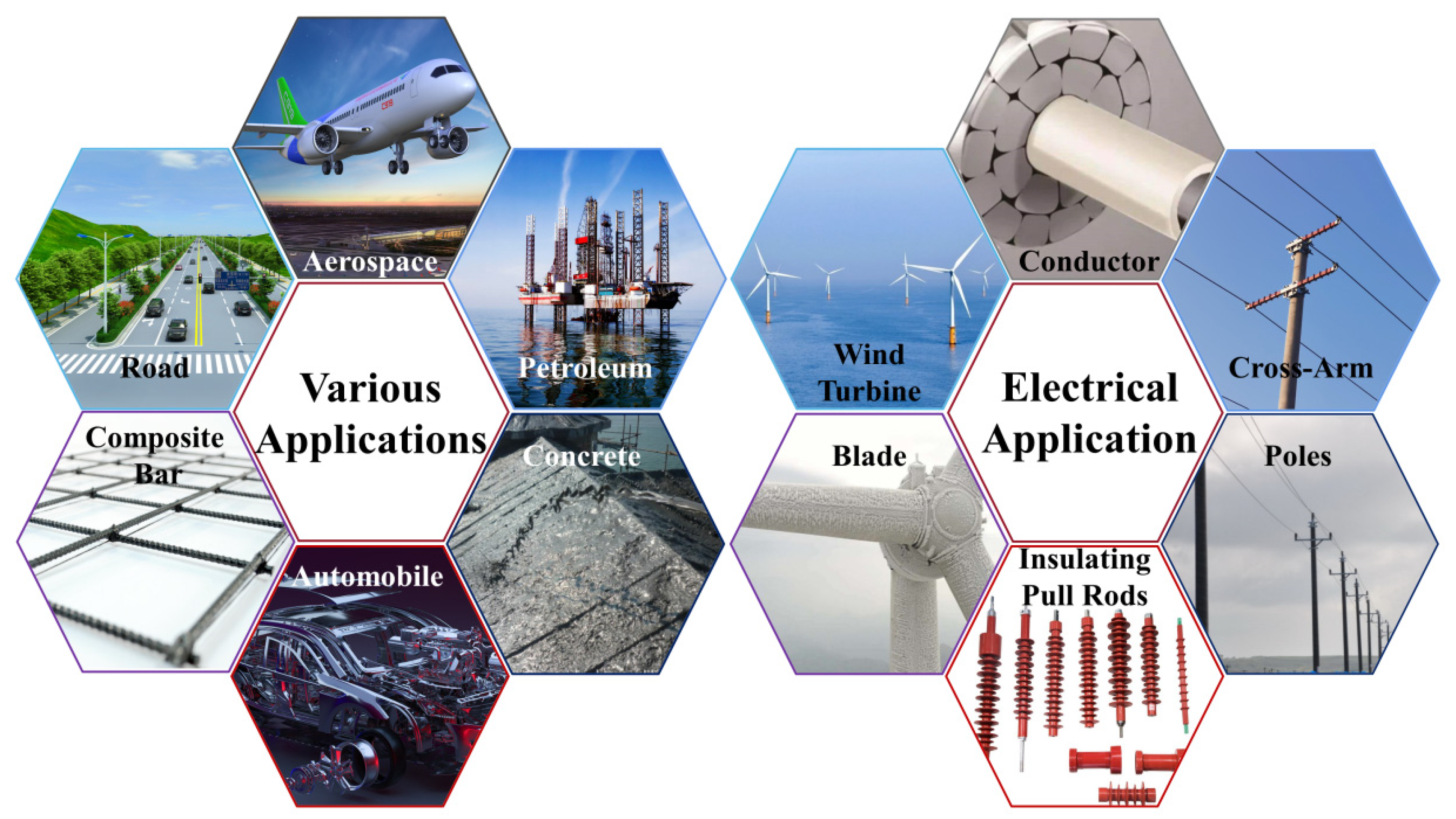
5. Applications of Basalt Fiber-Reinforced Polymer
5.1. Applications of BFRP in the Electrical Sector
5.1.1. New Conductors
5.1.2. Wind Turbine Blades
5.1.3. Insulating Pull Rods
5.1.4. Composite Cross-Arms
5.1.5. Composite Poles
5.2. Applications of BFRP in Other Sectors
5.2.1. Petrochemical Industry
5.2.2. Construction Engineering
5.2.3. Automobile Industry
6. Conclusions and Prospects
- (1)
- BF exhibits good comprehensive performances and environmental friendliness. It is one of the important materials to replace traditional GF and CF. Determining the influence mechanism of the chemical composition, mineral composition, and melting properties of BF on the fiber strength is helpful for optimizing the production process of BF and improving its properties. However, the previous research on BF was mainly focused on applications, and the mechanism of its stabilization and high strength was not examined.
- (2)
- The interfaces of fiber-reinforced polymers are the key to ensuring the full performances of two-phase materials and improving the comprehensive properties of the materials. The interaction mechanisms of interfaces are highly complex, and they often act together and are affected by a variety of forces. Therefore, the interface bonding phenomenon should be explained with a variety of theories. There are many methods of BF modification, which can improve the bonding properties of composite interfaces to a certain extent.
- (3)
- BF is a basic material, from which many industrial materials can be derived. This can not only drive the development of relevant emerging industries but can also provide new material support for the upgrading of relevant fields of the Chinese economy. With the rapid development power industry, BF, which has high insulation properties, high strength, corrosion resistance, high-temperature resistance, and fatigue resistance, as a new promising green material, will have great potential in power grid construction. It is necessary to vigorously conduct application research of BFRP and promote the industrialization process.
- (4)
- In the future, it is necessary to focus on stabilization strategies and formation mechanisms of the excellent properties of BF, in combination with a variety of key factors in the production of BF. Currently, the widespread application of BFRP requires excellent interfacial bonding properties. Therefore, an in-depth discussion on the pretreatment and modification methods of BF is still the focus of future research. At the same time, the research methods of interface properties in materials and physics can be used to provide a reference for the interface research of FPR composites. In addition, in order to promote the further development of BFPR, demonstration projects can be established in petrochemical, construction, aerospace, automobile, power, and other industries to accumulate practical engineering experience.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Fiore, V.; Di, B.G.; Valenza, A. Glass-basalt/epoxy hybrid composites for marine applications. Mater. Des. 2011, 32, 2091–2099. [Google Scholar] [CrossRef]
- Matykiewicz, D.; Barczewski, M.; Knapski, D.; Skorczewska, K. Hybrid effects of basalt fibers and basalt powder on thermomechanical properties of epoxy composites. Compos. B Eng. 2017, 125, 157–164. [Google Scholar] [CrossRef]
- Torres, J.P.; Hoto, R.; Andres, J.; Garcia-Manrique, J.A. Manufacture of green-composite sandwich structures with basalt fiber and bioepoxy resin. Adv. Mater. Sci. Eng. 2013, 2013, 214506. [Google Scholar] [CrossRef]
- Deak, T.; Czigany, T. Chemical composition and mechanical properties of basalt and glass fibers: A comparison. Text. Res. J. 2009, 79, 645–651. [Google Scholar] [CrossRef]
- He, J.Y.; Huang, X.Q.; Tian, C.Y. Experimental study on the anti-cracking property of basalt fiber for cement-based materials. Adv. Mater. Res. 2011, 328–330, 1351–1354. [Google Scholar] [CrossRef]
- Antonov, M.; Kers, J.; Liibert, L.; Shuliak, V.; Smirnov, A.; Bartolomé, J.F. Effect of basalt reinforcement type and content on the abrasive wear behaviour of polymer composites. Key Eng. Mater. 2016, 674, 181–188. [Google Scholar] [CrossRef]
- Chang, X.J.; Wang, Z.X.; Quan, S.; Xu, Y.C.; Jiang, Z.X.; Shao, L. Exploring the synergetic effects of graphene oxide (GO) and polyvinylpyrrodione (PVP) on poly (vinylylidene fluoride) (PVDF) ultrafiltration membrane performance. Appl. Surf. Sci. 2014, 316, 537–548. [Google Scholar] [CrossRef]
- Zinadini, S.; Zinatizadeh, A.A.; Rahimi, M.; Vatanpour, V.; Zangeneh, H. Preparation of a novel antifouling mixed matrix PES membrane by embedding graphene oxide nanoplates. J. Membr. Sci. 2014, 453, 292–301. [Google Scholar] [CrossRef]
- Li, N.; Xiao, C.F.; An, S.L.; Hu, X.Y. Preparation and properties of PVDF/PVA hollow fiber membranes. Desalination 2010, 250, 530–537. [Google Scholar] [CrossRef]
- Jamshaid, H.; Mishra, R. A green material from rock: Basalt fiber—A review. J. Text. Inst. 2016, 107, 15. [Google Scholar] [CrossRef]
- Raj, S.; Kumar, V.R.; Kumar, B.H.; Iyer, N.R. Basalt: Structural insight as a construction material. Sādhanā 2017, 42, 75–84. [Google Scholar] [CrossRef]
- Dhand, V.; Mittal, G.; Rhee, K.Y.; Park, S.J.; Hui, D. A Short Review on Basalt fiber reinforced polymer composites. Compos. B Eng. 2015, 73, 166–180. [Google Scholar] [CrossRef]
- Morova, N. Investigation of usability of basalt fibers in hot mix asphaltconcrete. Constr. Build. Mater. 2013, 47, 175–180. [Google Scholar] [CrossRef]
- Rani, M.; Choudhary, P.; Krishnan, V.; Zafar, S. A review on recycling and reuse methods for carbon fiber/glass fiber composites waste from wind turbine blades. Compos. B Eng. 2021, 215, 1–15. [Google Scholar] [CrossRef]
- Wang, X.; Zhao, X.; Wu, Z.S. Fatigue degradation and life prediction of basalt fiber-reinforced polymer composites after saltwater corrosion. Mater. Des. 2019, 163, 108768. [Google Scholar] [CrossRef]
- Hu, X.Q. The characteristic and sustainable development of continuous basalt fiber industry in China. Hi-Tech Fiber Appl. 2012, 37, 19–33. (In Chinese) [Google Scholar]
- He, D. Preparation technology and existing problems of glass fiber. China Cotton Processing 2017, 1, 42–43. (In Chinese) [Google Scholar]
- Balaji, K.V.; Shirvanimoghaddam, K.; Rajan, G.S.; Ellis, A.V.; Naebe, M. Surface treatment of Basalt fiber for use in automotive composites. Mater. Today Chem. 2020, 17, 100344. [Google Scholar]
- Parinya, C.; Wichit, P. Feasibility study of using basalt fibers as the reinforcement phase in fiber-cement products. In Key Engineering Materials; Trans Tech Publications Ltd.: Bäch, Switzerland, 2018; Volume 766, pp. 252–257. [Google Scholar]
- Gutnikov, S.I.; Manylov, M.S.; Lipatov, Y.V.; Lazoryak, B.I.; Pokholok, K.V. Effect of the reduction treatment on the basalt continuous fiber crystallization properties. J. Non-Cryst. Solids 2013, 368, 45–50. [Google Scholar] [CrossRef]
- Kuzmin, K.L.; Zhukovskaya, E.S.; Gutnikov, S.I.; Pavlov, Y.V.; Lazoryak, B.I. Effects of ion exchange on the mechanical properties of basaltic glass fibers. Int. J. Appl. Glass Sci. 2016, 7, 118–127. [Google Scholar] [CrossRef]
- Chen, X.F.; Zhang, Y.S.; Huo, H.B.; Wu, Z.S. Study of high tensile strength of natural continuous basalt fibers. J. Nat. Fibers 2020, 17, 214–222. [Google Scholar] [CrossRef]
- Novitskii, A.G.; Efremov, M.V. Technological aspects of the suitability of rocks from different deposits for the production of continuous basalt fiber. GLASS CERAM+ 2013, 69, 409–412. [Google Scholar] [CrossRef]
- Pisciotta, A.; Perevozchikov, B.V.; Osovetsky, B.M.; Menshikova, E.A.; Kazymov, K.P. Quality Assessment of Melanocratic Basalt for Mineral Fiber Product, Southern Urals, Russia. Nat. Resour. Res. 2018, 7, 52–56. [Google Scholar] [CrossRef]
- Fiore, V.; Scalici, T.; Bella, G.D.; Valenza, A. A review on basalt fiber and its composites. Compos. B Eng. 2015, 74, 74–94. [Google Scholar] [CrossRef]
- Swink, M. Cotinuous filament basalt: A unique fibre capable of leader-ship in high temperature applications. In Proceedings of the Tech-Textile North America Symposium, Atlanta, GA, USA, 9 April 2002. [Google Scholar]
- Wang, M.; Shen, Y.Q.; Wu, H.L. Development status and trend of basalt fiber. China Text. Lead. 2021, 5, 50–53. (In Chinese) [Google Scholar]
- Parmar, M.; Mankodi, H. Basalt fiber: Newer fiber for FRP composites. Int. J. Emerg. Technol. Eng. Res. 2016, 4, 43–45. [Google Scholar]
- Chen, Z.W.; Huang, Y.D. Preparation and performance of fumed silica-stabilized epoxy resin pickering emulsion for basalt fiber-sizing agents. Adv. Compos. Hybrid Mater. 2021, 4, 1205–1214. [Google Scholar] [CrossRef]
- Shi, F.; Dai, Z.; Zhang, B. Characterization of the surface tension and solubility parameter of epoxy resin by using inverse gas chromatography. Se Pu 2010, 28, 697–701. [Google Scholar] [CrossRef]
- Kim, Y.H.; Yang, D.H.; Yoon, S.W.; Lee, B.W.; Park, S.H.; Kim, D.W.; Bae, C.W.; Moon, K.M. A study on the mechanical properties comparison for the composites application of basalt fibers with GFRP. Adv. Sci. Lett. 2011, 4, 1633–1637. [Google Scholar] [CrossRef]
- Yang, J.H. Surface treatment on basalt fiber and its composites performance evaluation. Master’s Thesis, Donghua University, Shanghai, China, 2015. (In Chinese). [Google Scholar]
- Ying, S.; Zhou, X. Chemical and thermal resistance of basalt fiber in inclement environments. Mater. Sci. Ed. 2013, 28, 560–565. (In Chinese) [Google Scholar] [CrossRef]
- Lee, J.J.; Nam, I.; Kim, H. Thermal stability and physical properties of epoxy composite reinforced with silane treated basalt fiber. Fibers Polym. 2017, 18, 140–147. [Google Scholar] [CrossRef]
- Wang, Z.; Cao, N.; He, J.; Du, R.K.; Liu, Y.Q.; Zhao, G.Z. Mechanical and anticorrosion properties of furan/epoxy-based basalt fiber-reinforced composites. J. Appl. Polym. Sci. 2017, 134, 1–8. [Google Scholar] [CrossRef]
- Li, R.; Gu, Y.Z.; Yang, Z.J.; Li, M.; Wang, S.K.; Zhang, Z.G. Effect of gamma irradiation on the properties of basalt fiber reinforced epoxy resin matrix composite. J. Nucl. Mater. 2015, 466, 100–107. [Google Scholar] [CrossRef]
- Lipatov, Y.V.; Gutnikov, S.I.; Manylov, M.S.; Zhukovskaya, E.S.; Lazoryak, B.I. High alkali-resistant basalt fiber for reinforcing concrete. Mater. Des. 2015, 73, 60–66. [Google Scholar] [CrossRef]
- Scheffler, C.; Gao, S.L.; Plonka, R.; Mader, E.; Hempel, S.; Butler, M.; Mechtcherine, V. Interphase modification of alkali-resistant glass fibres and carbon fibres for textile reinforced concrete I: Fibre properties and durability. Compos. Sci. Technol. 2009, 69, 531–538. [Google Scholar] [CrossRef]
- Rybin, V.A.; Utkin, A.V.; Baklanova, N.I. Corrosion of uncoated and oxide-coated basalt fibre in different alkaline media. Corros. Sci. 2016, 102, 503–509. [Google Scholar] [CrossRef]
- Liu, X.H. Comparison and characteristics of continuous basalt fiber with carbon fiber, aramid fiber and glass fiber. Shanxi Sci. Technol. 2014, 29, 87–90. (In Chinese) [Google Scholar]
- Li, Z.W.; Ma, J.X.; Ma, H.M.; Xu, X. Properties and applications of basalt fiber and its composites. In Proceedings of the International Conference of Green Buildings and Environmental Management, Qingdao, China, 23–25 August 2018. [Google Scholar]
- Zhou, Q.Q.; Liang, X.P.; Wang, J.; Wang, H.; Chen, P.; Zhang, D.; Yang, S.M.; Li, J.X. Preparation of activated aluminum-coated basalt fiber mat for defluoridation from drinking water. J. Sol-Gel Sci. Technol. 2016, 78, 331–338. [Google Scholar] [CrossRef]
- Jia, H.; Qiao, Y.; Zhang, Y.; Meng, Q.X.; Liu, C.; Jian, X.G. Interface modification strategy of basalt fiber reinforced resin matrix composites. Prog. Chem. 2020, 32, 1307–1315. [Google Scholar]
- Dey, M.; Deitzel, J.M.; Gillespie, J.W.; Schweiger, S. Influence of sizing formulations on glass/epoxy interphase properties. Compos. Part A Appl. Sci. Manuf. 2014, 63, 59–67. [Google Scholar] [CrossRef]
- Keszei, S.; Matkó, S.; Bertalan, G.; Anna, P.; Marosi, G.; Tóth, A. Progress in interface modifications: From compatibilization to adaptive and smart interphases. Eur. Polym. J. 2005, 41, 697–705. [Google Scholar] [CrossRef]
- Greco, A.; Maffezzoli, A.; Casciaro, G.; Caretto, F. Mechanical properties of basalt fibers and their adhesion to polypropylene matrices. Compos. B Eng. 2014, 67, 233–238. [Google Scholar] [CrossRef]
- Iddrissu, I.; Rowland, S.M. The impact of dc bias on electrical tree growth characteristics in epoxy resin samples. In Proceedings of the IEEE Conference on Electrical Insulation and Dielectric Phenomena, Ann Arbor, MI, USA, 18–21 October 2015. [Google Scholar]
- Alghumdi, A.S.; Dodd, S.J. The Influence of Absorbed Moisture on Partial Discharge Patterns Measured During Tree Growth in an Epoxy Resin. In Proceedings of the IEEE International Conference on Solid Dielectrics, Winchester, UK, 8–13 July 2007. [Google Scholar]
- Kurnianto, R.; Murakami, Y.; Hozumi, N.; Nagao, M. Electrical tree propagation in epoxy resin under different characteristics. In Proceedings of the International Symposium on Electrical Insulating Materials, Kitakyushu, Japan, 5–9 June 2005. [Google Scholar]
- Zhu, B.L.; Zheng, H.; Wang, J.; Ma, J.; Wu, R.; Wu, R. Tailoring of thermal and dielectric properties of LDPE-matrix composites by the volume fraction, density, and surface modification of hollow glass microsphere filler. Compos. B Eng. 2014, 58, 91–102. [Google Scholar] [CrossRef]
- Wei, B.; Cao, H.L.; Song, S.H. Tensile behavior contrast of basalt and glass fibers after chemical treatment. Mater. Des. 2010, 31, 4244. [Google Scholar] [CrossRef]
- Xie, Y.J.; Zhang, X.Y.; Wu, Z.R.; Chen, Y.Y. Preparation of modified basalt fiber and its application in microbial carrier. Synth. Fiber 2019, 48, 19–22. (In Chinese) [Google Scholar]
- Wang, Q.X.; Ding, Y.N.; Randl, N. Investigation on the alkali resistance of basalt fiber and its textile in different alkaline environments. Constr. Build. Mater. 2021, 272, 121670. [Google Scholar] [CrossRef]
- Nasir, V.; Karimipour, H.; Taheri-Behrooz, F.; Shokrieh, M.M. Corrosion behaviour and crack formation mechanism of basalt fibre in sulphuric acid. Corros. Sci. 2012, 64, 1–7. [Google Scholar] [CrossRef]
- Xu, J.C.; Zhang, X.Y.; Liao, M.; Zhou, X.T.; Wu, Z.R. Production and properties of modified basalt fiber. J. Compos. Mater. 2018, 35, 3433–3440. (In Chinese) [Google Scholar]
- Zhu, M.M.; Ma, J.X. Basalt fiber modified with lanthanum-ethylenediaminetetraacetic acid as potential reinforcement of cyanate matrix composites. Appl. Surf. Sci. 2019, 464, 636–643. [Google Scholar] [CrossRef]
- Zhu, M.M.; Ma, J.X. Effect of rare earth modified basalt fiber on properties of basalt fiber reinforced cyanate resin composites. Acta Mater. Compos. Sin. 2019, 36, 611–616. (In Chinese) [Google Scholar]
- Li, Q.X.; Yang, J.Z.; Jiao, H.J. Study on surface modification of basalt fiber by low temperature plasma. Cotton Text. Technol. 2020, 48, 17–20. (In Chinese) [Google Scholar]
- Wang, G.J.; Liu, Y.W.; Guo, Y.J.; Zhang, Z.X.; Xu, M.X.; Yang, Z.X. Surface modification and characterizations of basalt fibers with non-thermal plasma. Surf. Coat. Technol. 2007, 20, 6565–6568. [Google Scholar] [CrossRef]
- Sun, A.G. Modification of continuous basalt fiber by low temperature plasma. High-Tech Fibers Appl. 2016, 41, 51–55. (In Chinese) [Google Scholar]
- Xiang, Y.; Xie, Y.J.; Long, G.D. Effect of basalt fiber surface silane coupling agent coating on fiber-reinforced asphalt: From macro-mechanical performance to micro-interfacial mechanism. Constr. Build Mater. 2018, 179, 107–116. [Google Scholar] [CrossRef]
- Arslan, C.; Dogan, M. The effects of silane coupling agents on the mechanical properties of basalt fiber reinforced poly(butylene terephthalate) composites. Compos. B Eng. 2018, 146, 145–154. [Google Scholar] [CrossRef]
- Liua, S.Q.; Yu, J.J.; Wu, G.H.; Wang, P.; Liu, M.F.; Zhang, Y.; Zhang, J.; Yin, X.L.; Li, F.; Zhang, M. Effect of silane KH550 on interface of basalt fibers (BFs)/poly (lactic acid) (PLA) composites. Ind. Text. 2019, 70, 408–412. [Google Scholar] [CrossRef]
- Yu, S.; Oh, K.H.; Hwang, J.Y.; Hong, S.H. The effect of amino-silane coupling agents having different molecular structures on the mechanical properties of basalt fiber-reinforced polyamide 6,6 composites. Compos. B Eng. 2019, 163, 511–521. [Google Scholar] [CrossRef]
- Liu, S.Q.; Wu, J.; Wu, G.H.; Ying, X.L.; Li, F.; Zhang, M. Surface modification of basalt fiber by nano SiO2. Text. J. 2020, 41, 37–41. (In Chinese) [Google Scholar]
- Li, X.; Li, G.M.; Su, X.H. Synergistic reinforcement of epoxy/basalt fiber composites with dimensionally different nanoparticles. Polym. Eng. Sci. 2019, 59, 730–735. [Google Scholar] [CrossRef]
- Xu, K. Production and properties of graphene functional particles and structural absorbing composites. Master’s Thesis, Zhongbei University, Taiyuan, China, 2019. (In Chinese). [Google Scholar]
- Kim, M.; Lee, T.; Park, S.M.; Jeong, Y.G. Structures, electrical and mechanical properties of epoxy composites reinforced with MWCNT-coated basalt fibers. Compos. Part A Appl. Sci. Manuf. 2019, 123, 123–131. [Google Scholar] [CrossRef]
- Xing, D.; Xi, X.Y.; Qi, M.G.; Zheng, Q.B.; Ma, P.C. Optimization on the formulation of sizing to enhance the mechanical properties of basalt fiber. J. Text. Inst. 2020, 112, 515–525. [Google Scholar] [CrossRef]
- He, H. Study on mechanical properties of modified basalt fiber and its composite. Master’s Thesis, Harbin Institute of Technology, Harbin, China, 2011. (In Chinese). [Google Scholar]
- Zhou, L.; Li, Z.G.; Ma, J.; Chen, R.; Wang, Q.X.; Pei, K.S.; Zhang, X.K.; Zhang, Y.J. Technical and economic analysis of ACCC applied in UHV-DC power transmission lines. In Proceedings of the 4th International Conference on Intelligent Green Building and Smart Grid, Yichang, China, 6–9 September 2019. [Google Scholar]
- Ju, Y.M.; Zhang, W.; Ge, L. Application of basalt fiber in transmission line. Electr. Eng. 2010, 12, 14–19. (In Chinese) [Google Scholar]
- Burda, I.; Barbezat, M.; Brunner, A.J. The effect of nano- and micron-scale filler modified epoxy matrix on glass-fiber reinforced polymer insulator component behavior. Proc. Inst. Mech. Eng. Part L 2021, 235, 1287–1301. [Google Scholar] [CrossRef]
- Liu, J.G.; Zhang, X.M.; Ren, W.W.; Li, H.; Tong, W.S.; Zhang, Y.H. Research Progress of Basalt Fiber Reinforced Polyimide Composites and Its Application in Electrical Insulating Fields. Insulating Materials 2016, 49, 19–27. (In Chinese) [Google Scholar]
- Altalmas, A.; El, R.A.; Abed, F. Bond degradation of basalt fiber-reinforced polymer (BFRP) bars exposed to accelerated aging conditions. Constr. Build. Mater. 2015, 81, 162–171. [Google Scholar] [CrossRef]
- Niaki, M.H.; Fereidoon, A.; Ahangari, M.G. Experimental study on the mechanical and thermal properties of basalt fiber and nanoclay reinforced polymer concrete. Compos. Struct. 2018, 191, 231–238. [Google Scholar] [CrossRef]
- Katkhuda, H.; Shatarat, N. Improving the mechanical properties of recycled concrete aggregate using chopped basalt fibers and acid treatment. Constr. Build. Mater. 2017, 140, 328–335. [Google Scholar] [CrossRef]
- Adesina, A. Performance of cementitious composites reinforced with chopped basalt fibres-An overview. Constr. Build. Mater. 2021, 266, 120970. [Google Scholar] [CrossRef]
- Yang, M.Q.; Qin, L.M.; Fu, L.X. Application status and prospects analysis of continuous basalt fibre pipe in oil industry. Sci. Technol. Rev. 2013, 31, 75–79. [Google Scholar]
- Xing, L. A review of basalt fiber industry. Chem. Ind. 2020, 38, 34–42. [Google Scholar]
- Yang, J.J.; Guo, J.H.; Zhang, L.; Guo, L. Comparing and Analyzing Influence of Basalt and Carbon Fibers on the Cement Mortar. Adv. Mater. Res. 2012, 354–355, 78–82. [Google Scholar] [CrossRef]
- Yang, Y.X.; Lian, J. Basalt fiber reinforced concrete. Adv. Mater. Res. 2011, 194–196, 1103–1108. [Google Scholar] [CrossRef]
- Wu, R. The application of basalt fiber in building materials. Adv. Mater. Res 2012, 450–451, 499–502. [Google Scholar] [CrossRef]
- Atutis, E.; Valivonis, J.; Atutis, M. Experimental study of concrete beams prestressed with basalt fiber reinforced polymers under cyclic load. Compos. Struct. 2017, 183, 389–396. [Google Scholar] [CrossRef]
- Cong, X.H.; Sun, J.; Zhao, F.; Liu, H.B. Experiment and research on the influnce of basalt fiber on cement-based material performance. Adv. Mater. Res. 2011, 250–253, 485–488. [Google Scholar]
- Farzin, A.S.; Hamid, A.; Mohtadi-bonab, M.A. Velocity impact behavior of basalt fiber-reinforced polymer composites. J. Mater. Eng. Perform. 2017, 26, 2890–2900. [Google Scholar]
- Huang, S.P.; Yu, Z.J.; Wang, X.F.; Yue, J.S.; Zhao, W.; Wang, S. Effects of basalt fiber and glass fiber on properties of motor vehicle friction materials. Synth. Mater. Aging Appl. 2017, 46, 35–39. (In Chinese) [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fiber Type | Basal Diameter (μm) | Density (g·cm−3) | Tensile Strength (MPa) | Modulus of Elasticity (GPa) | Elongation at Break (%) | Price (USD·kg−1) |
|---|---|---|---|---|---|---|
| Basalt fiber | 6–21 | 2.65–3.00 | 3000–4840 | 79.3–93.1 | 3.1 | 2.5–3.5 |
| E-glass fiber | 6–21 | 2.55–2.62 | 3100–3800 | 72.5–75.5 | 4.7 | 0.75–1.2 |
| S-glass fiber | 6–21 | 2.46–2.49 | 4590–4830 | 88–91 | 5.6 | 5–7 |
| Carbon fiber | 5–15 | 1.78 | 3500–6000 | 230–600 | 1.5–2.0 | 30 |
| Aramid fiber | 5–15 | 1.44 | 2900–3400 | 70–140 | 2.8–3.6 | 25 |
| Fiber Type | Maximum Working Temperature (°C) | Softening Point (°C) | Thermal Conductivity (W·m−1·K−1) | Thermal Expansion Coefficient (10−6·°C−1) | Heat Loss Rate (%) |
|---|---|---|---|---|---|
| Basalt fiber | 700 | 960 | 0.031–0.038 | 8.00 | 1.91 |
| E-glass fiber | 380 | 850 | 0.034–0.040 | 5.40 | 0.32 |
| S-glass fiber | 300 | 1056 | 0.034–0.040 | 29.00 | - |
| Carbon fiber | 500 | - | 5–185 | 0.05 | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, H.; Yu, Y.; Liu, Y.; Zhang, M.; Li, L.; Ma, L.; Sun, Y.; Wang, W. A Review on Basalt Fiber Composites and Their Applications in Clean Energy Sector and Power Grids. Polymers 2022, 14, 2376. https://doi.org/10.3390/polym14122376
Liu H, Yu Y, Liu Y, Zhang M, Li L, Ma L, Sun Y, Wang W. A Review on Basalt Fiber Composites and Their Applications in Clean Energy Sector and Power Grids. Polymers. 2022; 14(12):2376. https://doi.org/10.3390/polym14122376
Chicago/Turabian StyleLiu, Hechen, Yunfei Yu, Yunpeng Liu, Mingjia Zhang, Le Li, Long Ma, Yu Sun, and Wanxian Wang. 2022. "A Review on Basalt Fiber Composites and Their Applications in Clean Energy Sector and Power Grids" Polymers 14, no. 12: 2376. https://doi.org/10.3390/polym14122376
APA StyleLiu, H., Yu, Y., Liu, Y., Zhang, M., Li, L., Ma, L., Sun, Y., & Wang, W. (2022). A Review on Basalt Fiber Composites and Their Applications in Clean Energy Sector and Power Grids. Polymers, 14(12), 2376. https://doi.org/10.3390/polym14122376