
Using Sodium Polyacrylate to Gel-Spin Lignin/Poly(Vinyl Alcohol) Fiber at High Lignin Content



Abstract
1. Introduction
2. Experimental Section
2.1. Materials
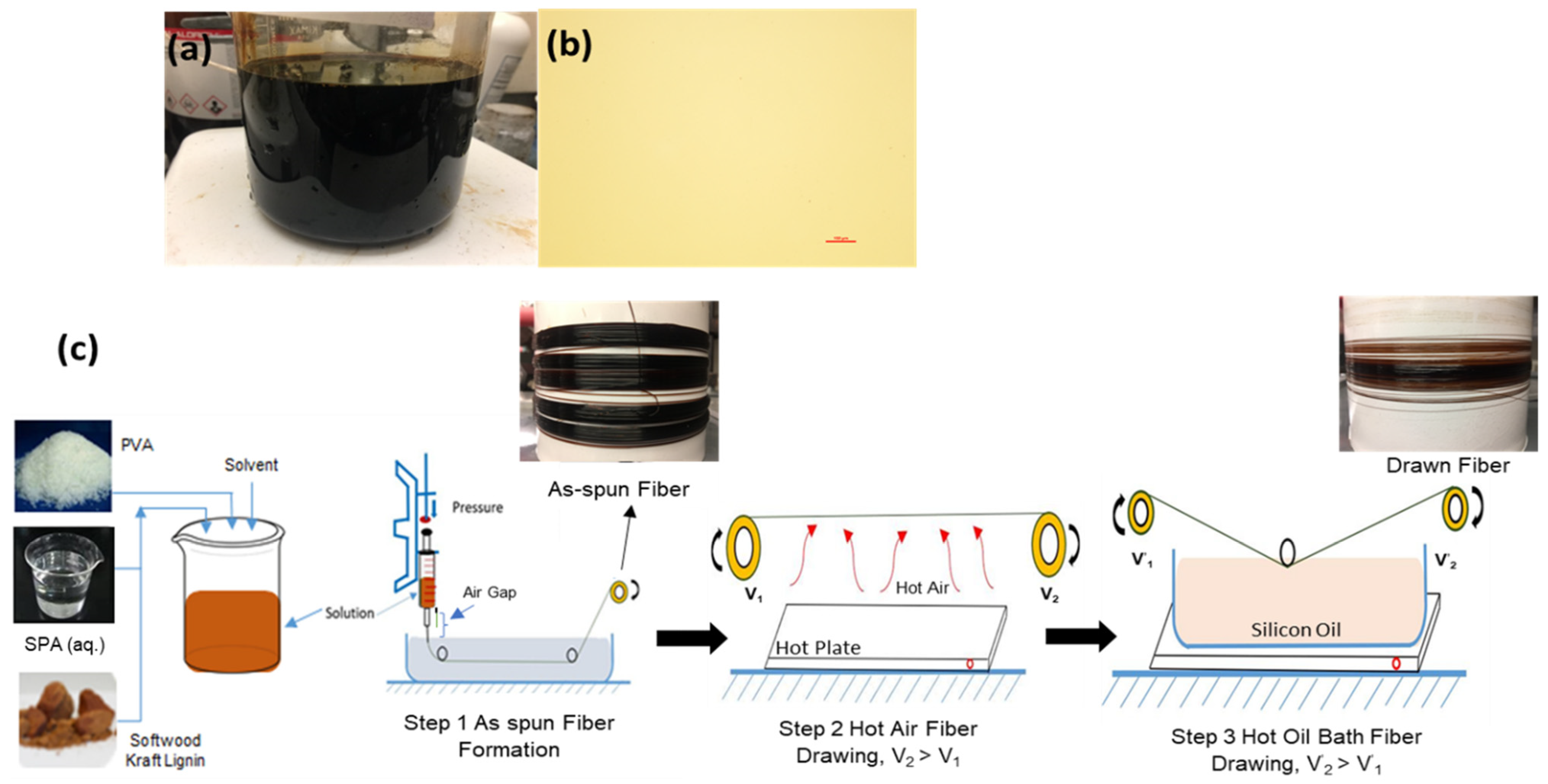
2.2. Spinning Dope Preparation
2.3. Gel-Spinning of Lignin/PVA Fibers
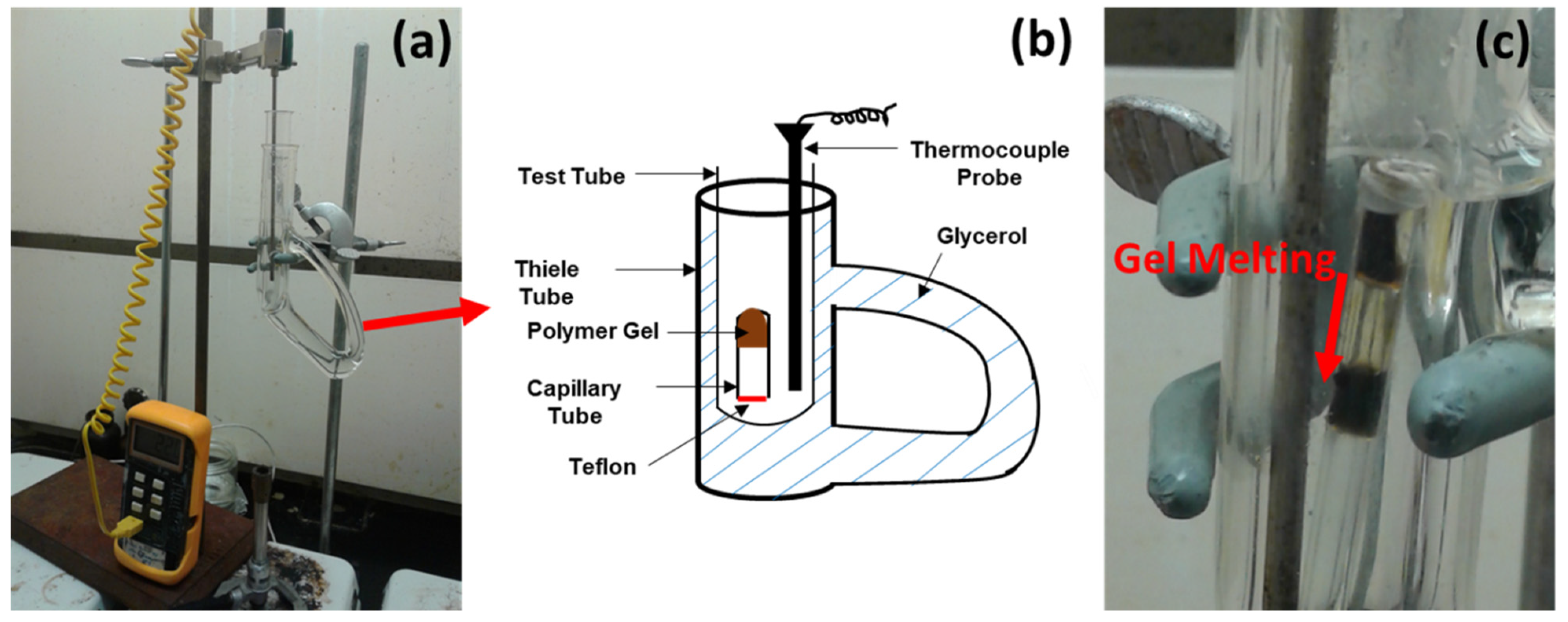
2.4. Gel Melting
2.5. Mechanical Testing
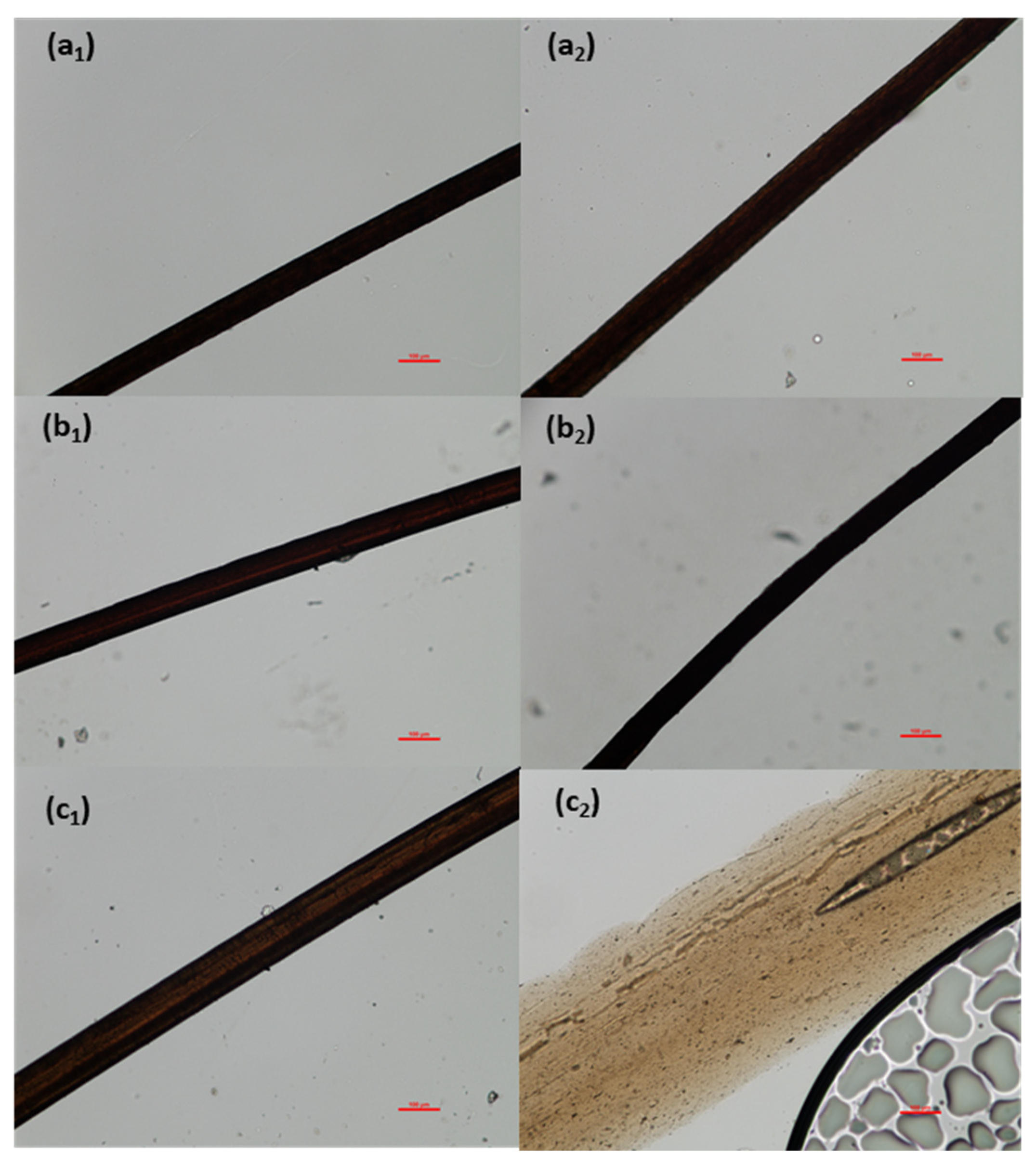
2.6. Analysis of Fiber Microscopy
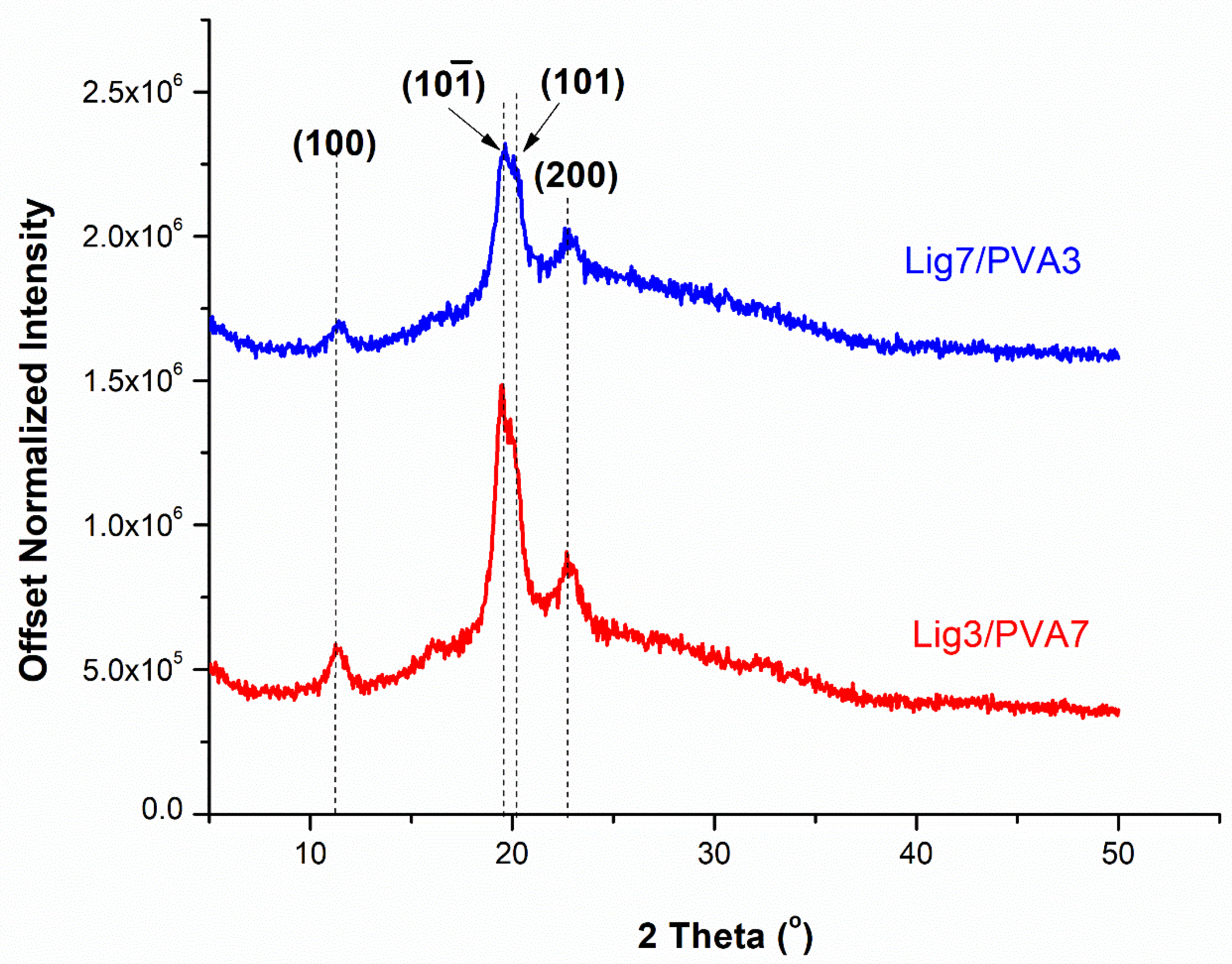
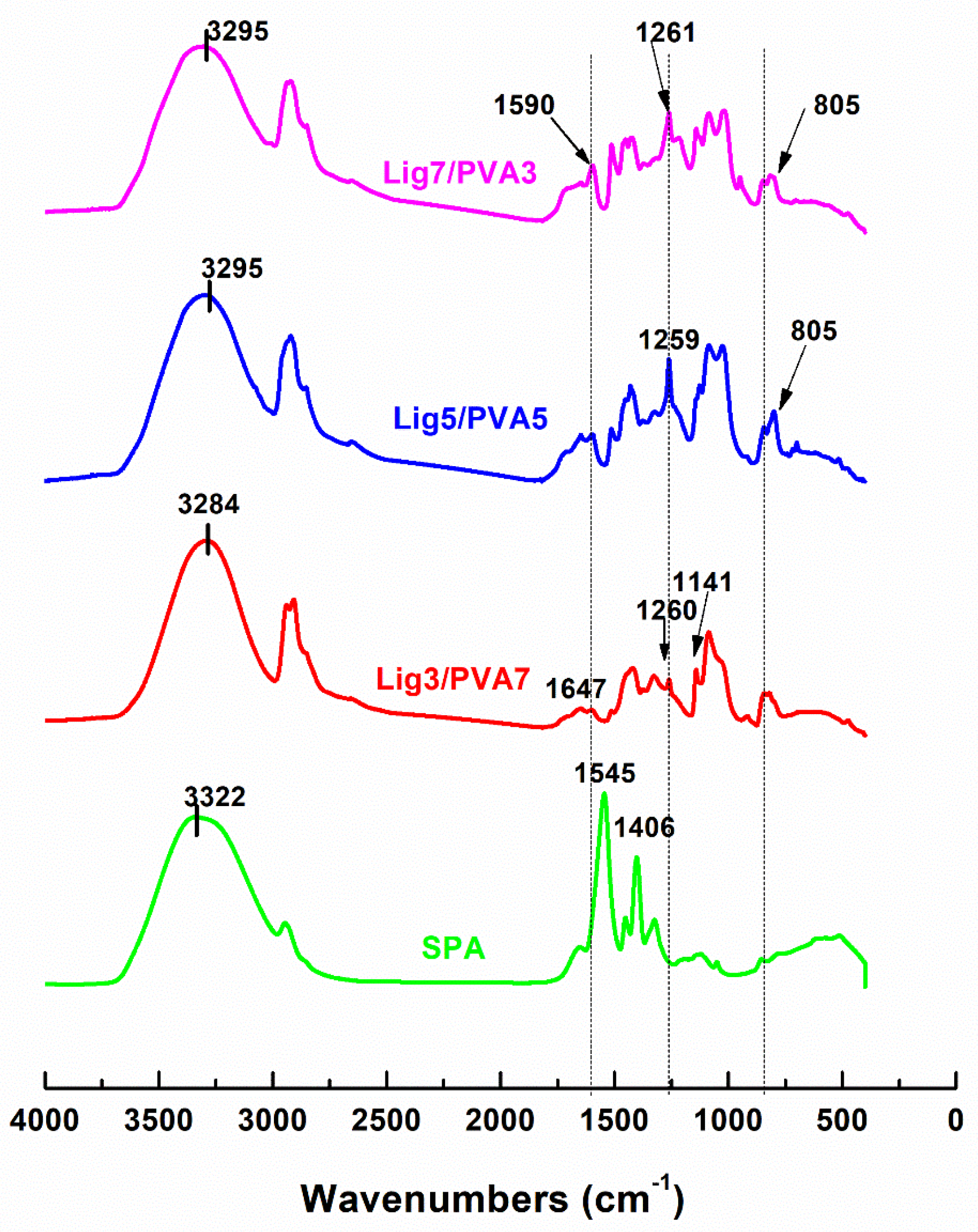
2.7. Fiber Structural Analysis by Diffraction and IR Spectroscopy
2.8. Moisture Sensitivity Measurement
3. Results and Discussion
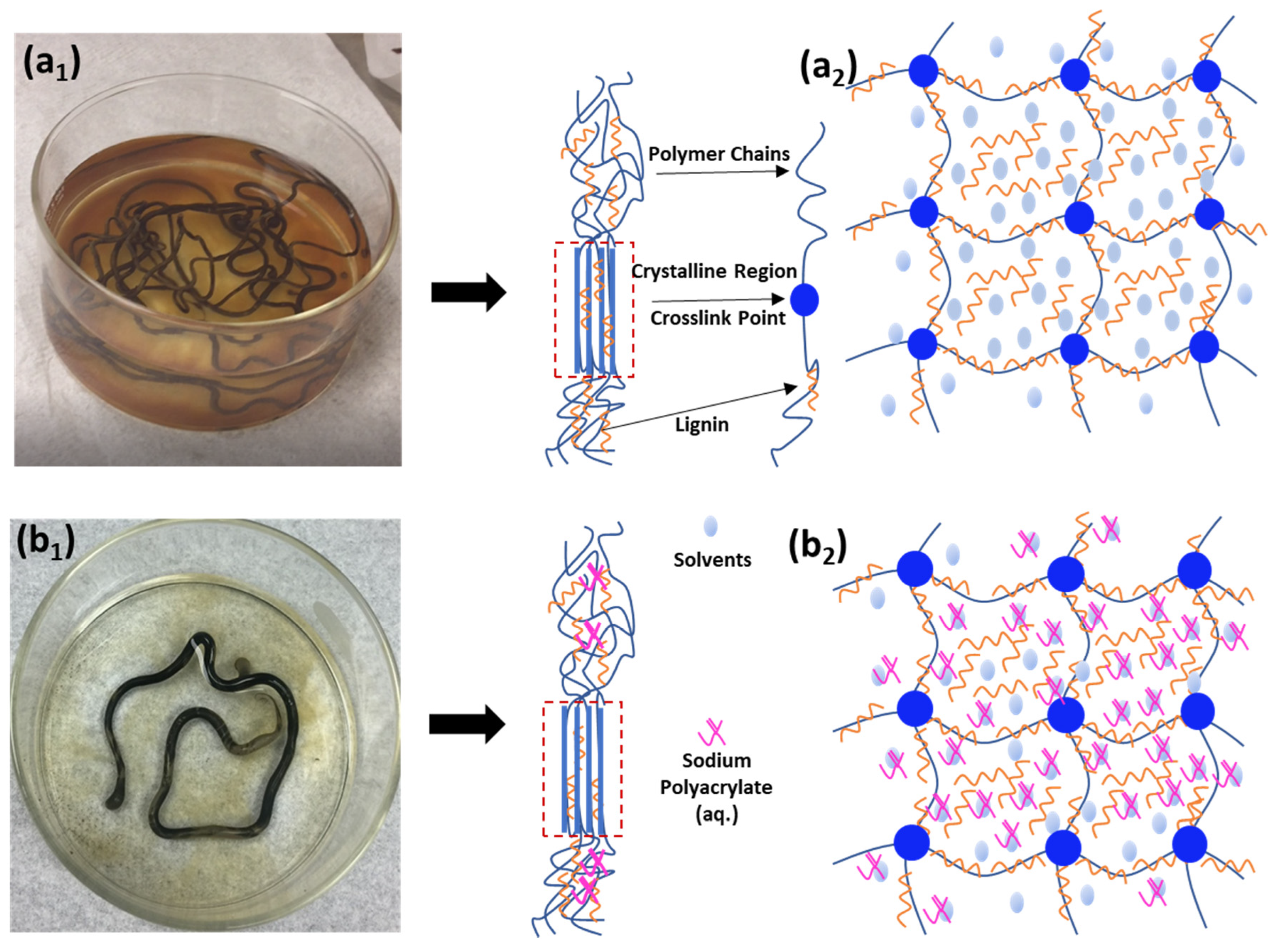
3.1. Effect of SPA on Lignin Retention in Lignin/PVA Gel Structure
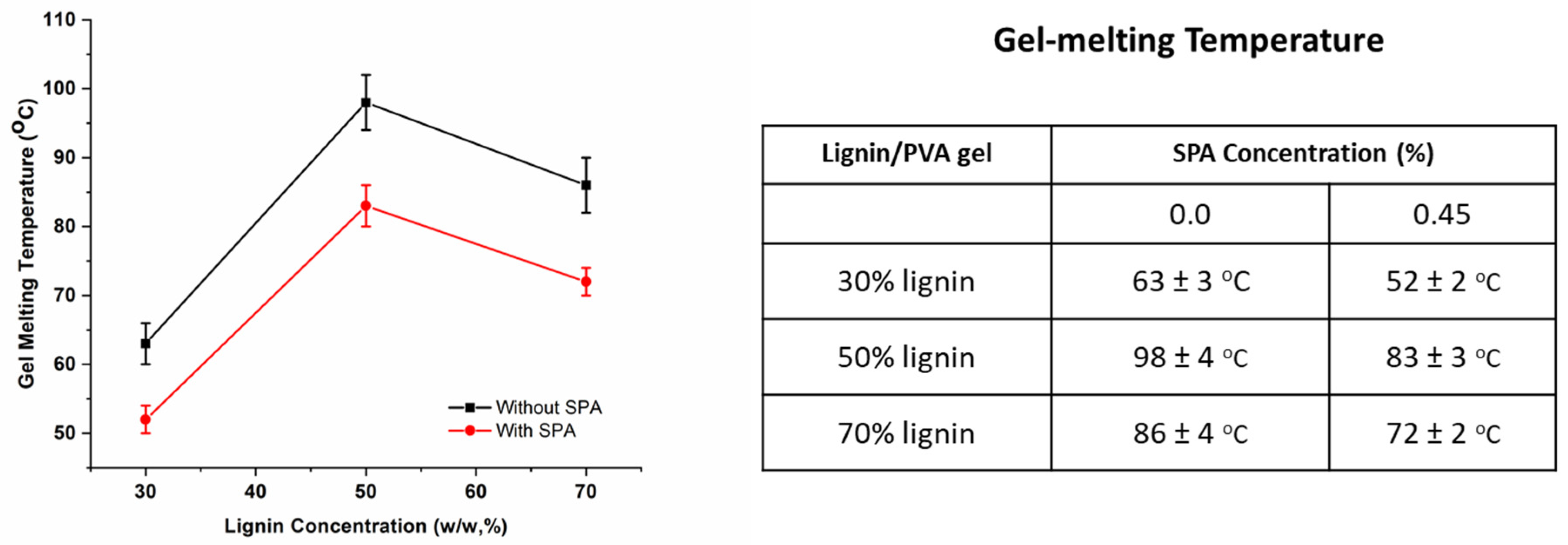
3.2. Effect of SPA on Lignin/PVA Gel Melting
3.3. Processing Condition of Lignin/PVA Gel-Spun Fibers
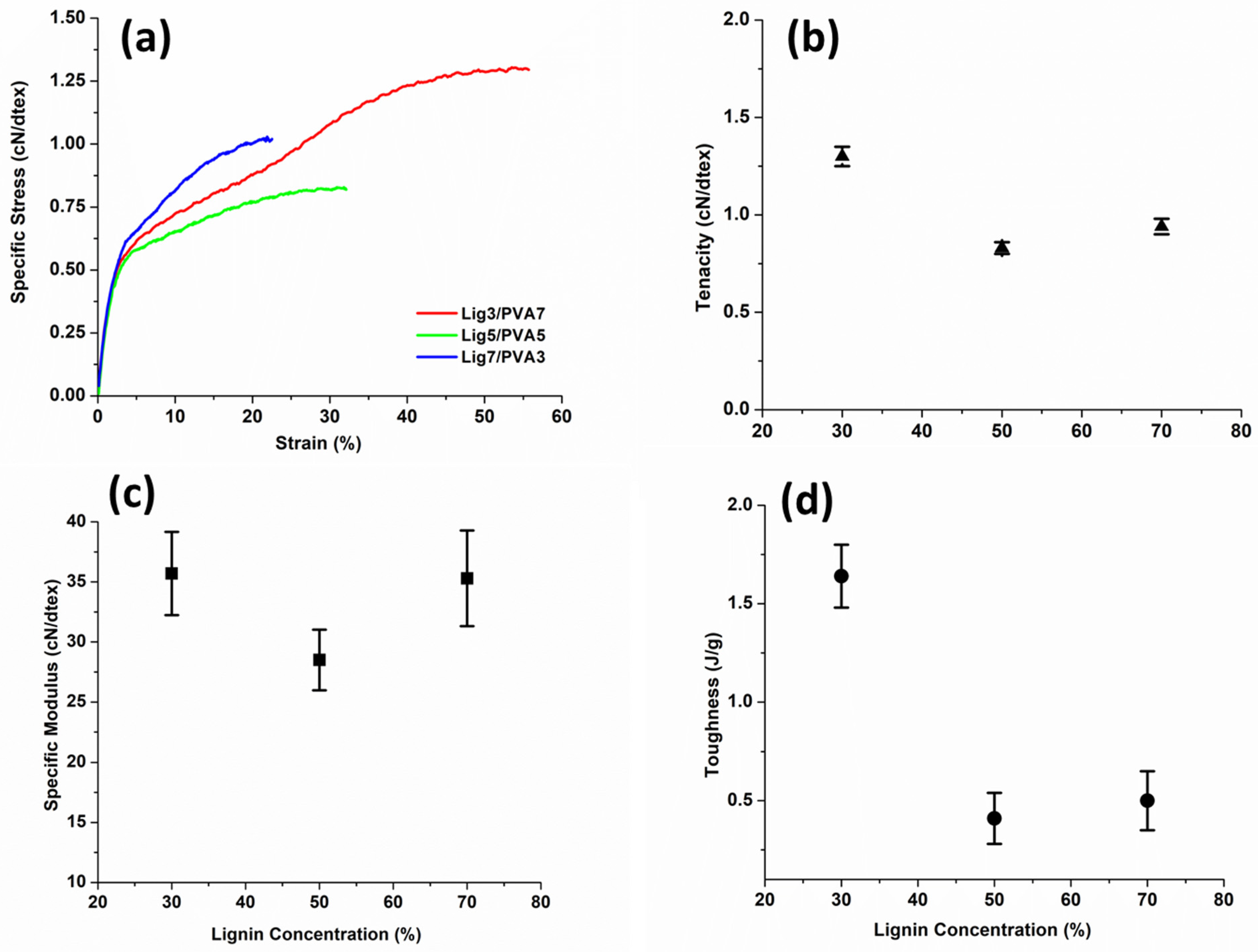
Mechanical Properties of Lignin/PVA Fibers
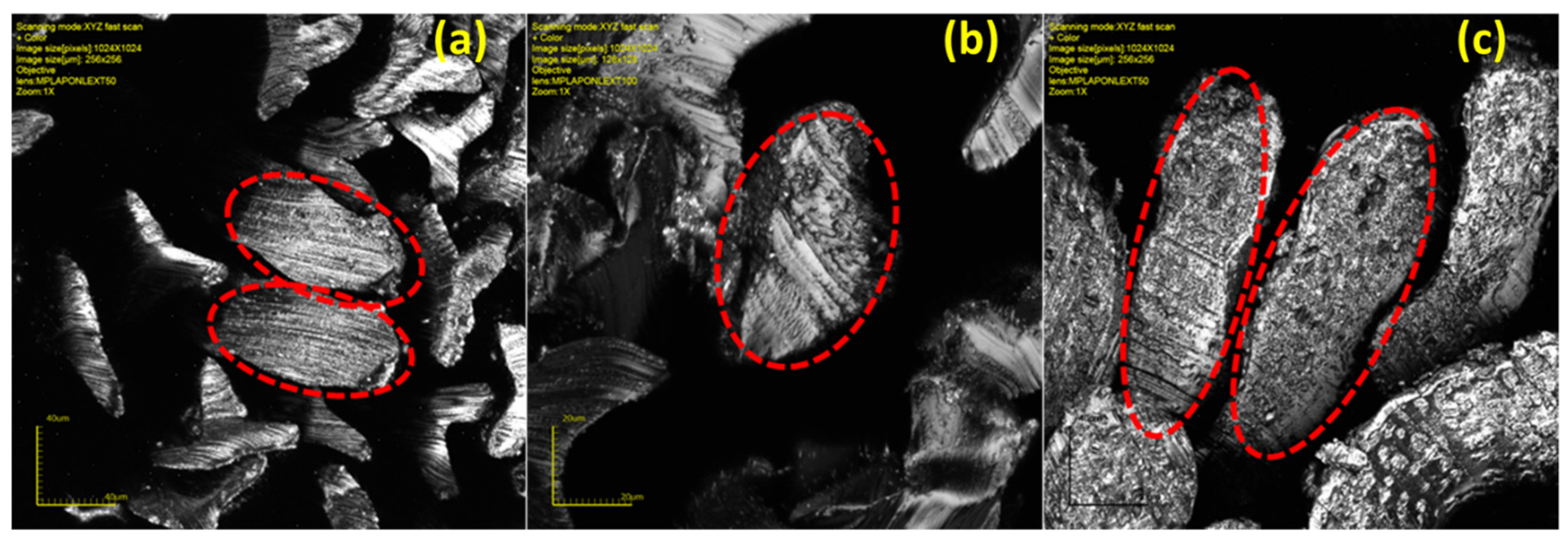
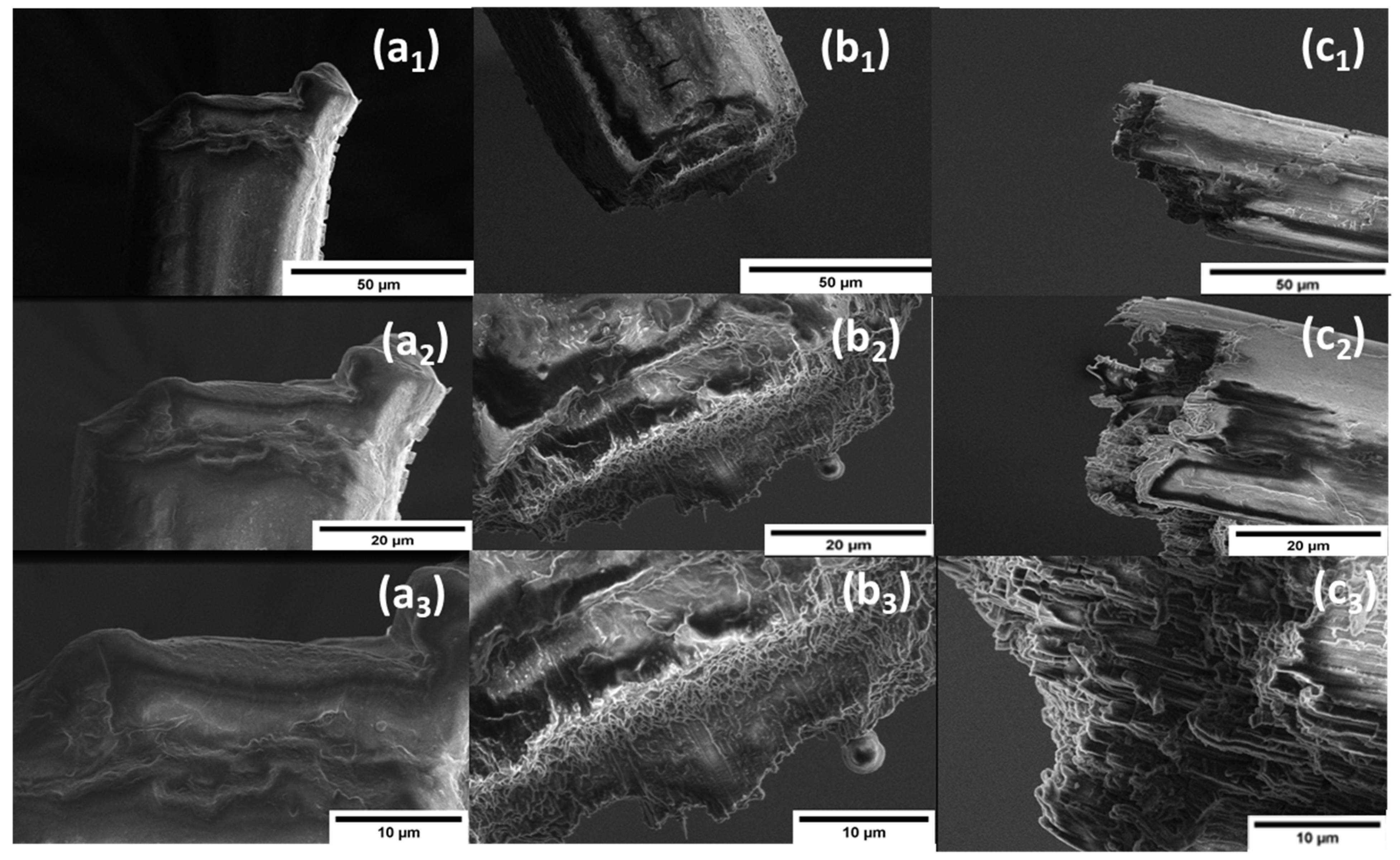
3.4. Effect of Lignin on Fiber Microstructure
3.5. Moisture Sensitivity
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dias, O.A.T.; Negrão, D.R.; Silva, R.C.; Funari, C.S.; Cesarino, I.; Leao, A.L. Studies of lignin as reinforcement for plastics composites. Mol. Cryst. Liq. Cryst. 2016, 628, 72–78. [Google Scholar] [CrossRef]
- Biswas, M.C.; Bush, B.; Ford, E. Glucaric Acid Additives for the Antiplasticization of Fibers Wet Spun from Cellulose Acetate/Acetic Acid/Water. Carbohydr. Polym. 2020, 245, 116510. [Google Scholar] [CrossRef]
- Biswas, M.C.; Dwyer, R.; Jimenez, J.; Su, H.-C.; Ford, E. Strengthening Regenerated Cellulose Fibers Sourced from Recycled Cotton T-Shirt Using Glucaric Acid for Antiplasticization. Polysaccharides 2021, 2, 10. [Google Scholar] [CrossRef]
- Thunga, M.; Chen, K.; Grewell, D.; Kessler, M.R. Bio-renewable precursor fibers from lignin/polylactide blends for conversion to carbon fibers. Carbon 2014, 68, 159–166. [Google Scholar] [CrossRef]
- Kadla, J.F.; Kubo, S.; Venditti, R.A.; Gilbert, R.D.; Compere, A.L.; Griffith, W. Lignin-based carbon fibers for composite fiber applications. Carbon 2002, 40, 2913–2920. [Google Scholar] [CrossRef]
- Kadla, J.F.; Kubo, S. Miscibility and hydrogen bonding in blends of poly (ethylene oxide) and kraft lignin. Macromolecules 2003, 36, 7803–7811. [Google Scholar] [CrossRef]
- Blackwell, C.E. Effect of Lignocellulosic Derivatives on the Structure and Properties of Gel-Spun Polyacrylonitrile Fibers; North Carolina State University: Raleigh, NC, USA, 2019. [Google Scholar]
- Lu, C. Investigating the Structural and Mechanical Reinforcement Mechanism of Gel-Spun Lignin/Poly (vinyl alcohol) Fibers; North Carolina State University: Raleigh, NC, USA, 2017. [Google Scholar]
- Kubo, S.; Kadla, J.F. The formation of strong intermolecular interactions in immiscible blends of poly (vinyl alcohol)(PVA) and lignin. Biomacromolecules 2003, 4, 561–567. [Google Scholar] [CrossRef] [PubMed]
- Nordström, Y.; Norberg, I.; Sjöholm, E.; Drougge, R. A new softening agent for melt spinning of softwood kraft lignin. J. Appl. Polym. Sci. 2013, 129, 1274–1279. [Google Scholar] [CrossRef]
- Luo, J. Lignin-Based Carbon Fiber. Ph.D. Thesis, University of Maine, Orono, ME, USA, 2010. [Google Scholar]
- Lu, C.; Rawat, P.; Louder, N.; Ford, E. Properties and Structural Anisotropy of Gel-Spun Lignin/Poly (Vinyl Alcohol) Fibers Due to Gel Aging. ACS Sustain. Chem. Eng. 2018, 6, 679–689. [Google Scholar] [CrossRef]
- Lu, C.; Blackwell, C.; Ren, Q.; Ford, E. Effect of the coagulation bath on the structure and mechanical properties of gel-spun lignin/poly (vinyl alcohol) fibers. ACS Sustain. Chem. Eng. 2017, 5, 2949–2959. [Google Scholar] [CrossRef]
- Lu, C.; Ford, E. Antiplasticizing Behaviors of Glucarate and Lignin Bio-Based Derivatives on the Properties of Gel-Spun Poly (Vinyl Alcohol) Fibers. Macromol. Mater. Eng. 2018, 303, 1700523. [Google Scholar] [CrossRef]
- Tanigami, T.; Murase, K.; Yamaura, K.; Matsuzawa, S. Ageing of poly (vinyl alcohol) gels prepared from dimethylsulfoxide/water solutions. Polymer 1994, 35, 2573–2578. [Google Scholar] [CrossRef]
- Li, X.; Suo, X.; Liu, Y.; Li, Y. Effect of gelation time on the microstructures, mechanical properties and cyclization reactions of dry-jet gel-spun polyacrylonitrile fibers. New Carbon Mater. 2019, 34, 9–18. [Google Scholar] [CrossRef]
- Zhang, M.; Ogale, A.A. Carbon fibers derived from acetylated softwood kraft lignin. In Polymer Precursor-Derived Carbon; ACS Publications: Washington, DC, USA, 2014; pp. 137–152. [Google Scholar]
- Tasumi, M.; Shimanouchi, T.; Watanabe, A.; Goto, R. Infrared spectra of normal higher alcohols—I. Spectrochim. Acta 1964, 20, 629–666. [Google Scholar] [CrossRef]
- Ford, E.N. Carbon Nanotubes as Structural Templates within Poly (vinyl alcohol) Composite Fibers. Ph.D. Thesis, Georgia Institute of Technology, Atlanta, GA, USA, 2012. [Google Scholar]
- Shimanouchi, T. Normal vibrations of polyethylene and some vinyl polymers. J. Polym. Sci. Part C Polym. Symp. 1964, 7, 85–97. [Google Scholar] [CrossRef]
- Setyaningrum, D.L.; Riyanto, S.; Rohman, A. Analysis of corn and soybean oils in red fruit oil using FTIR spectroscopy in combination with partial least square. Int. Food Res. J. 2013, 20, 1977. [Google Scholar]
- White, R.G. Handbook of Industrial Infrared Analysis; CRC Press: Boca Raton, FL, USA, 1964. [Google Scholar]
- Kim, E.M.; Han, M.H.; Lee, Y.J.; Song, D.H.; Lee, H.K.; Kwon, O.W.; Shin, D.S.; Han, S.S.; Noh, S.K.; Shin, J.K.; et al. Characterization of poly (vinyl alcohol) films with various molecular parameters. J. Appl. Polym. Sci. 2007, 106, 3259–3267. [Google Scholar] [CrossRef]
- Tashiro, K.; Kobayashi, M.; Tadokoro, H. Polarized Raman spectra of doubly oriented poly (vinyl alcohol). Polym. Bull. 1978, 1, 61–66. [Google Scholar] [CrossRef]
- Murahashi, S.; Nozakura, S.; Sumi, M.; Matsumura, K. The preparation and some properties of highly stereoregular poly(vinyl alcohol)s. J. Polym. Sci. Part B Polym. Lett. 1966, 4, 59–63. [Google Scholar] [CrossRef]
- Shimanouchi, T. Stable conformations of syndiotactic and isotactic vinyl polymers and their two-unit and three-unit model molecules. Pure Appl. Chem. 1966, 12, 287–310. [Google Scholar] [CrossRef][Green Version]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Samples | |||
|---|---|---|---|---|
| Additive Conc. (%), [0.45% (w/w)] | Lig3/PVA7 | Lig5/PVA5 | Lig7/PVA3 | |
| As-Spun Draw Ratio (DR) (with 10 mm Air Gap) | 2.5 | 2 | 3 | |
| Hot Air Drawing | DR | 2.7 | 2.5 | 2.5 |
| Temp. ~60 (°C) | ||||
| Stage 1 Drawing | Oil Temp. (°C) | 90 | 95 | 100 |
| DR | 2.0 | 2.1 | 1.5 | |
| Stage 2 Drawing | Oil Temp. (°C) | 135 | 130 | 140 |
| DR | 1.7 | 2 | 2 | |
| Stage 3 Drawing | Oil Temp. (°C) | 170 | 165 | 180 |
| DR | 1.4 | 2 | 1.5 | |
| Stage 4 Drawing | Oil Temp. (°C) | 225 | 220 | 220 |
| DR | 1.6 | 1.9 | 1.5 | |
| * Total DR | 52 | 48 | 51 | |
| Effective Diameter (µm) | 71 | 76 | 74 | |
| Linear Density (dtex) | 28 | 32 | 30 | |
| Sample | Dry Condition | Wet Condition | ||||
|---|---|---|---|---|---|---|
| Specific Modulus (cN/Dtex) | Tenacity (cN/Dtex) | Strain at Break, (%) | Toughness J/g | Specific Modulus (cN/Dtex) | Tenacity (cN/Dtex) | |
| Lig3/PVA7 | 35.70 ± 3.47 | 1.30 ± 0.05 | 55.73 ± 8.58 | 0.52 ± 0.05 | 17.42 ± 1.96 | 0.50 ± 0.03 |
| Lig5/PVA5 | 28.50 ± 2.52 | 0.83 ± 0.03 | 32.10 ± 2.01 | 0.15 ± 0.06 | 18.00 ± 1.41 | 0.70 ± 0.05 |
| Lig7/PVA3 | 35.30 ± 3.98 | 0.94 ± 0.04 | 22.50 ± 4.96 | 0.17 ± 0.03 | 11.29 ± 1.8 | 0.75 ± 0.04 |
| IR Frequency (cm−1) | Peak Identification & Bond Assignment | Vibration Mode | References |
|---|---|---|---|
| 3000–3700 | -OH | -OH stretching from water, PVA, and hydrogen bonding between -OH groups. | [14,19,21] |
| 2923 | -C-H (CH2) | Stretching asymmetric | |
| 1655–1665 | (H-O-H) Water bending | Bending vibration | [22,23] |
| 1456 | -CH2- | -CH2 stretching and possibly -OH bending | [18] |
| 1256–1265 | -CO stretching | indicative of -CO stretching in the guaiacylic rings present in lignin | [7] |
| 1141–1144, 1155 | PVA chain | Indicative of the conformation of PVA chains in the crystalline region. | [19,20,24,25] |
| 1087–1120 | PVA chain | Indicative of the conformation of PVA chains in the amorphous region was affected by solvation. | [19,20,24,25] |
| 1014–1050 | -S=O Stretching | -S=O stretching originated from residual DMSO within drawn fibers. | [19,20,24,25] |
| 842 | -CH2- | Skeletal vibrations | [26] |
| 798–810 | -CH stretching | indicative of aromatic C-H stretching | [7] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Biswas, M.C.; Ford, E. Using Sodium Polyacrylate to Gel-Spin Lignin/Poly(Vinyl Alcohol) Fiber at High Lignin Content. Polymers 2022, 14, 2736. https://doi.org/10.3390/polym14132736
Biswas MC, Ford E. Using Sodium Polyacrylate to Gel-Spin Lignin/Poly(Vinyl Alcohol) Fiber at High Lignin Content. Polymers. 2022; 14(13):2736. https://doi.org/10.3390/polym14132736
Chicago/Turabian StyleBiswas, Manik Chandra, and Ericka Ford. 2022. "Using Sodium Polyacrylate to Gel-Spin Lignin/Poly(Vinyl Alcohol) Fiber at High Lignin Content" Polymers 14, no. 13: 2736. https://doi.org/10.3390/polym14132736
APA StyleBiswas, M. C., & Ford, E. (2022). Using Sodium Polyacrylate to Gel-Spin Lignin/Poly(Vinyl Alcohol) Fiber at High Lignin Content. Polymers, 14(13), 2736. https://doi.org/10.3390/polym14132736