
Biaxial Elongation Behavior in Partially Molted State of Two-Layer Sheets Containing Postconsumer Material


Abstract
:1. Introduction
2. Materials and Methods
2.1. Material
2.2. Extrusion Process
2.3. Material Characterization
Molecular Structure
2.4. Thermal Analysis
2.5. Rheological Characterization
2.6. Biaxial Stretching Behavior
3. Results
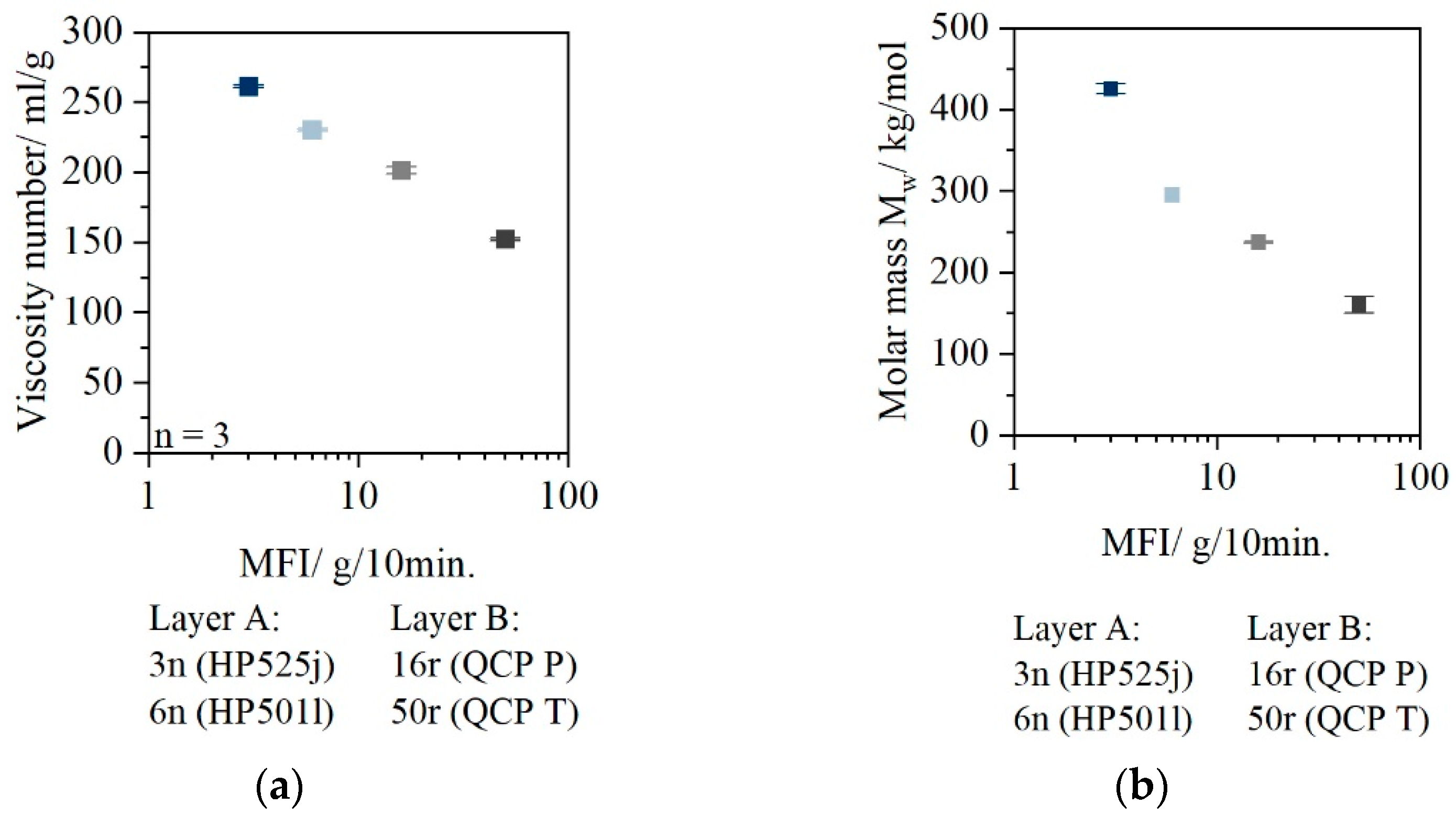
3.1. Molecular Structure
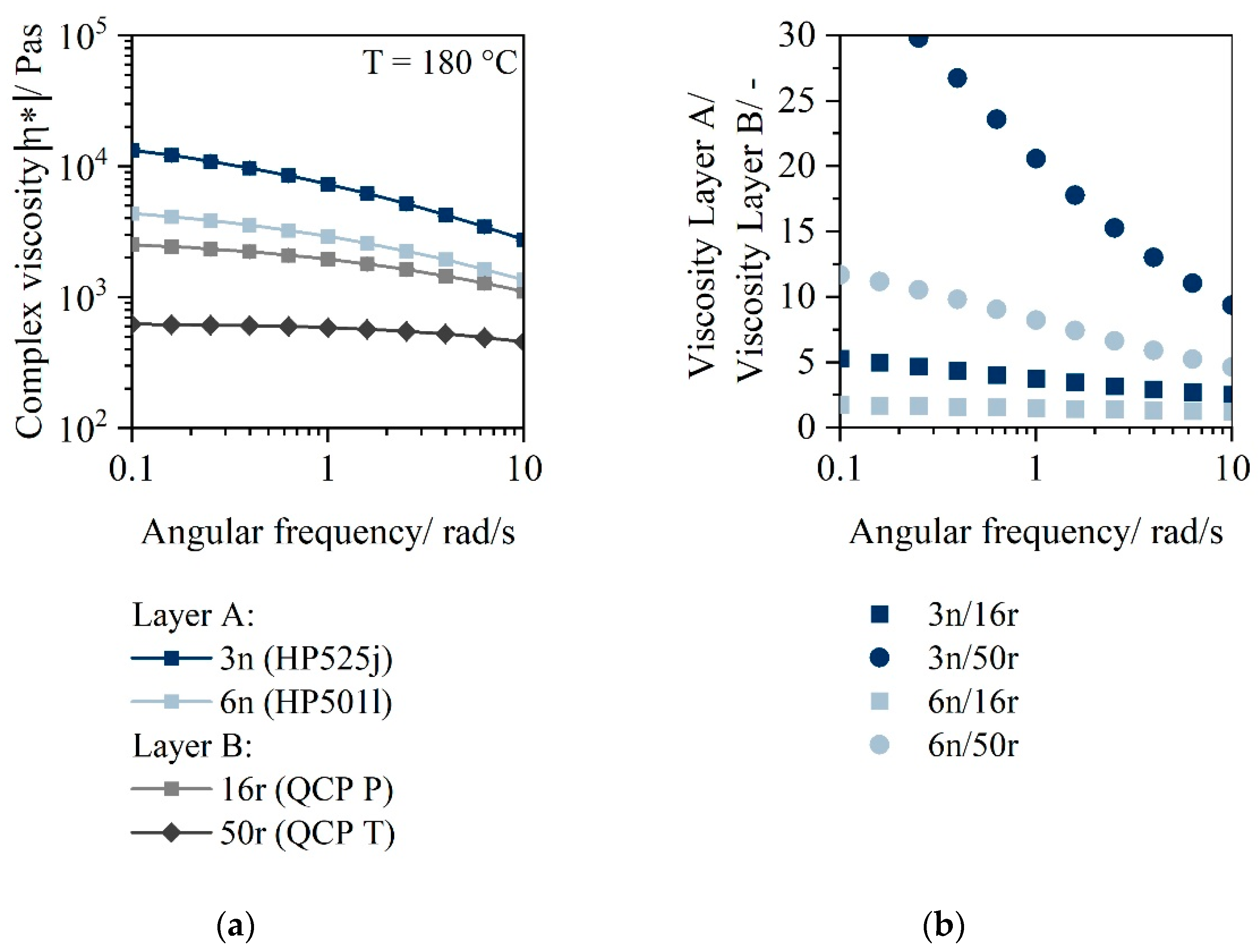
3.2. Rheological Results
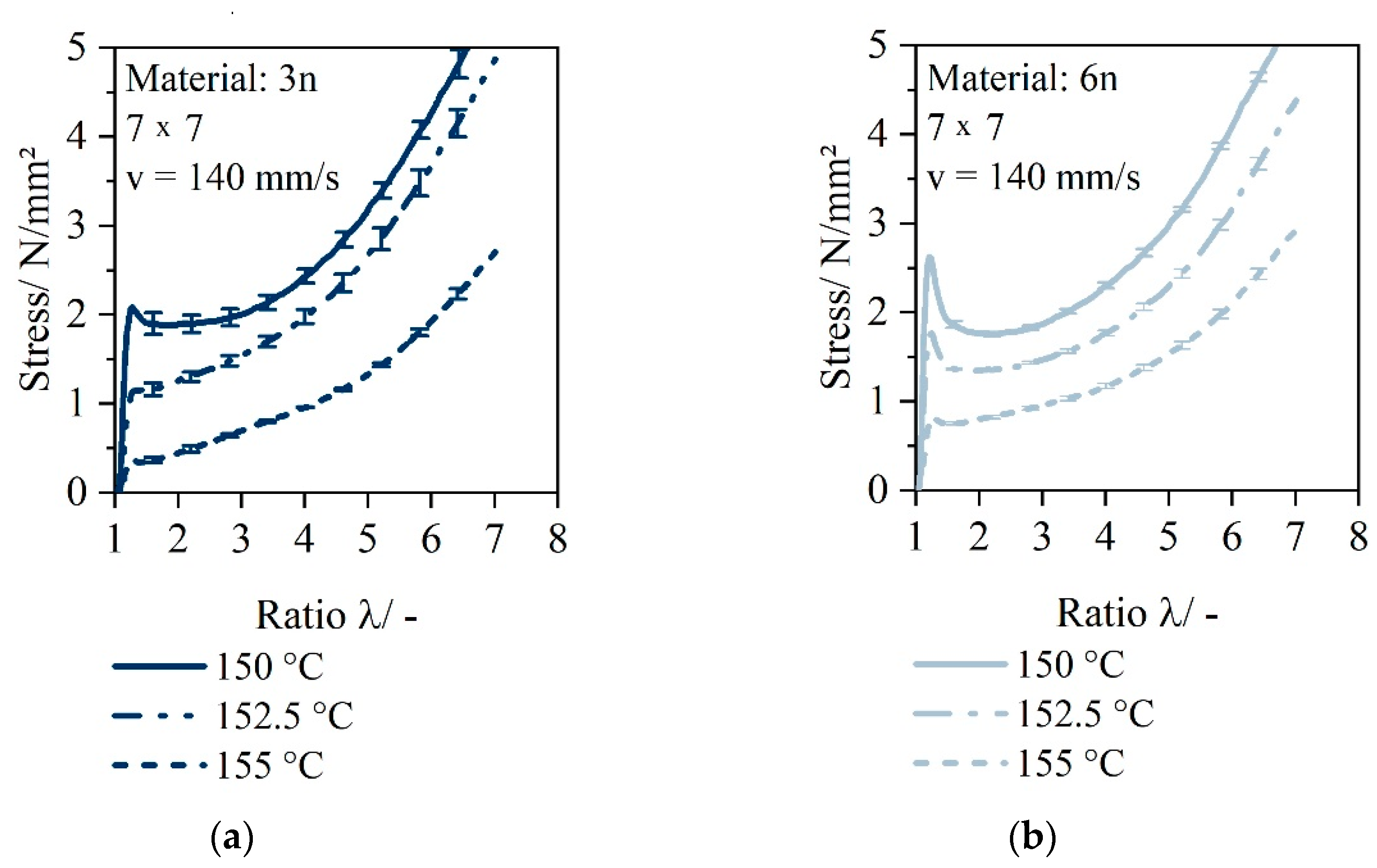
3.3. Results of Biaxial Stretching
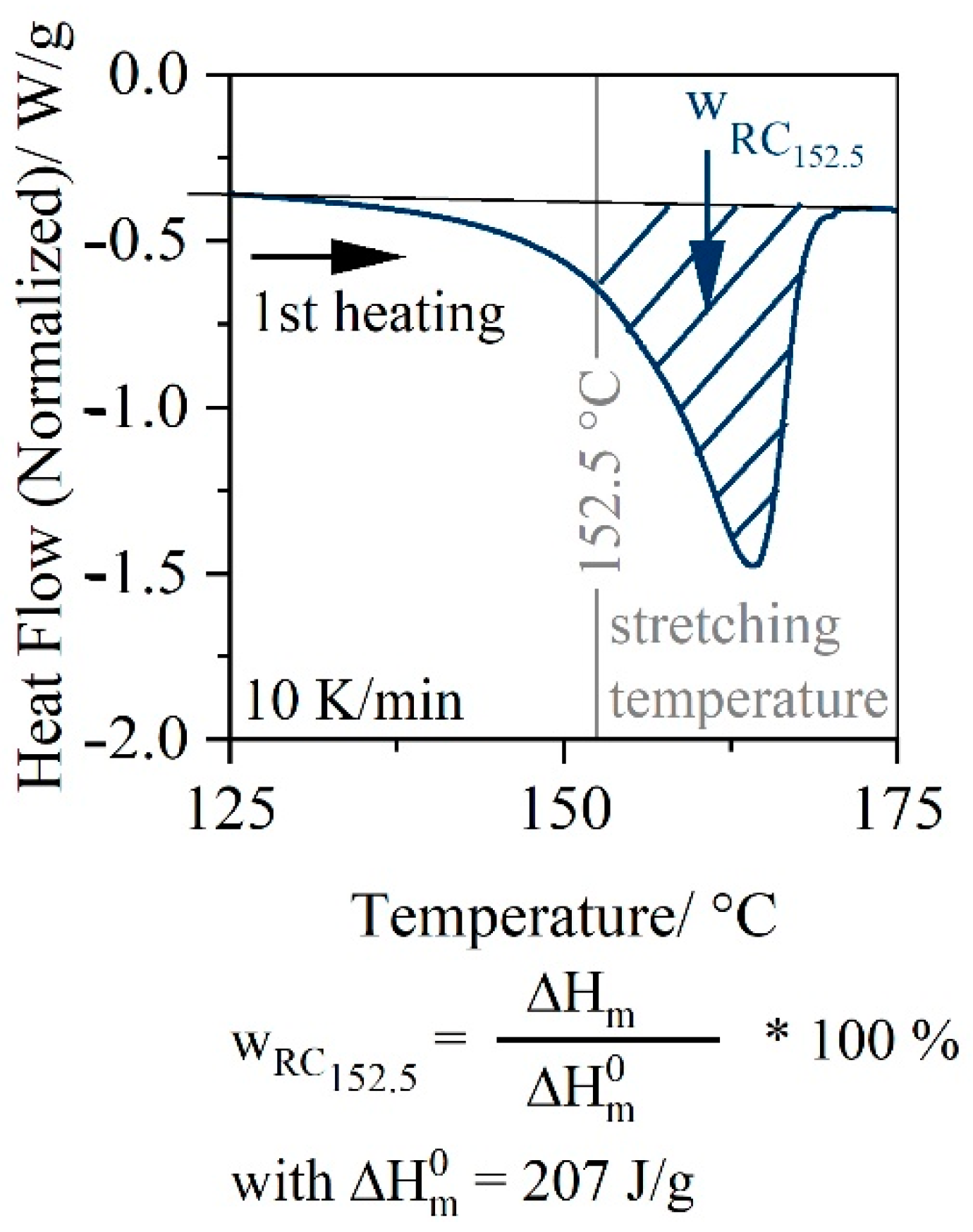
3.4. Results of Residual Crystallinity Determined by DSC
4. Discussion
5. Conclusions
- -
- The PCR PP material has low molar mass compared to thermoformable virgin material, and thus, a low viscosity, so that they are not suitable for thermoforming in a monolayer sheet.
- -
- Biaxial stretching tests in the partially molted state can only be performed at 150 °C for PCR materials in the monolayer. Only extremely low stresses can be measured and no strain hardening occurs.
- -
- The presence of an unstable layer as known from PCR materials can be compensated by choosing a material with as high a viscosity as possible. The layer content and the viscosity grade of the PCR material seem to have less influence on the stretching process. Elongation behavior is significantly influenced by the highly viscous material.
- -
- Thus, two-layer sheets can be used as a suitable method for stretching processes under elevated temperatures of less viscous materials, as known from recycling.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Schwarzmann, P. Thermoformen in der Praxis, 2nd ed.; Hanser: Munich, Germany, 2008. [Google Scholar]
- Throne, J.L. Understanding Thermoforming, 2nd ed.; Hanser: Munich, Germany, 2008. [Google Scholar]
- Engelmann, S. Advanced Thermoforming: Methods, Machines and Materials, Applications and Automation; Wiley: Hoboken, NJ, USA, 2012. [Google Scholar]
- Gahleitner, M. Melt rheology of polyolefins. Prog. Polym. Sci. 2001, 26, 895–944. [Google Scholar] [CrossRef]
- Dietrich, J. Praxis der Umformtechnik: Umform- und Zerteilverfahren, Werkzeuge, Maschinen, 12th ed.; Springer Vieweg: Wiesbaden, Germany, 2018. [Google Scholar]
- Detrois, C. Untersuchungen zur Dehnrheologie und Verarbeitbarkeit von Halbzeugen beim Thermoformen Sowie Simulation und Optimierung der Umformphase. Doctoral Dissertation, RWTH Aachen University, Aachen, Germany, 2001. [Google Scholar]
- Altenbach, H. Kontinuumsmechanik: Einführung in die Materialunabhängigen und Materialabhängigen Gleichungen, 3rd ed.; Springer Vieweg: Berlin, Germany, 2015. [Google Scholar]
- Münstedt, H. New Universal Extensional Rheometer for Polymer Melts. Measurements on a Polystyrene Sample. J. Rheol. 1979, 23, 421–436. [Google Scholar] [CrossRef]
- Meissner, J. Polymer melt elongation?: Methods, results, and recent developments. Polym. Eng. Sci. 1987, 27, 537–546. [Google Scholar] [CrossRef]
- Münstedt, H.; Laun, H.M. Elongational properties and molecular structure of polyethylene melts. Rheol Acta 1981, 20, 211–221. [Google Scholar] [CrossRef]
- Martin, P.J.; Tan, C.W.; Tshai, K.Y.; McCool, R.; Menary, G.; Armstrong, C.G.; Harkin-Jones, E.M.A. Biaxial characterisation of materials for thermoforming and blow moulding. Plast. Rubber Compos. 2005, 34, 276–282. [Google Scholar] [CrossRef]
- Münstedt, H.; Kurzbeck, S.; Stange, J. Importance of elongational properties of polymer melts for film blowing and thermoforming. Polym. Eng. Sci. 2006, 46, 1190–1195. [Google Scholar] [CrossRef]
- Kurzbeck, S. Dehnrheologische Eigenschaften von Polyolefinschmelzen und Korrelationen mit ihrem Verarbeitungsverhalten beim Folienblasen und Thermoformen. Ph.D. Thesis, University of Erlangen-Nuremberg, Erlangen, Germany, 1999. [Google Scholar]
- Cormont, J.J.M. Differences between amorphous and crystalline plastics with respect to thermoforming. Adv. Polym. Technol. 1985, 5, 209–218. [Google Scholar] [CrossRef]
- Giacomin, A.J.; Mix, A.W.; Mahmood, O. Sag in thermoforming. Polym. Eng. Sci. 2010, 50, 2060–2068. [Google Scholar] [CrossRef]
- Lau, H.C.; Bhattacharya, S.N.; Field, G.J. Melt strength of polypropylene: Its relevance to thermoforming. Polym. Eng. Sci. 1998, 38, 1915–1923. [Google Scholar] [CrossRef]
- Marathe, D.; Shelar, S.; Mahajan, S.; Ahmad, Z.; Gupta, S.; Kulkarni, S.; Juvekar, V.; Lele, A. Study of Rheology and Plug Assist Thermoforming of Linear and Branched PP Homopolymer and Impact Copolymer. Int. Polym. Processing 2019, 34, 339–355. [Google Scholar] [CrossRef]
- Kamleitner, F.; Duscher, B.; Koch, T.; Knaus, S.; Archodoulaki, V.M. Upcycling of polypropylene—the influence of polyethylene impurities. Polym. Eng. Sci. 2017, 57, 1374–1381. [Google Scholar] [CrossRef]
- Kamleitner, F.; Duscher, B.; Koch, T.; Knaus, S.; Archodoulaki, V.-M. Long chain branching as an innovative up-cycling process of polypropylene post-consumer waste–Possibilities and limitations. Waste Manag. 2017, 68, 32–37. [Google Scholar] [CrossRef] [PubMed]
- da Costa, H.M.; Ramos, V.D.; de Oliveira, M.G. Degradation of polypropylene (PP) during multiple extrusions: Thermal analysis, mechanical properties and analysis of variance. Polym. Test. 2007, 26, 676–684. [Google Scholar] [CrossRef]
- Pongratz, S. Alterung von Kunststoffen während der Verarbeitung und im Gebrauch; Lehrstuhl für Kunststofftechnik, Erlangen-Nürnberg: Erlangen, Germany, 2000. [Google Scholar]
- Spicker, C.; Rudolph, N.; Kühnert, I.; Aumnate, C. The use of rheological behavior to monitor the processing and service life properties of recycled polypropylene. Food Packag. Shelf Life 2019, 19, 174–183. [Google Scholar] [CrossRef]
- Moss, S.; Zweifel, H. Degradation and stabilization of high density polyethylene during multiple extrusions. Polym. Degrad. Stab. 1989, 25, 217–245. [Google Scholar] [CrossRef]
- Incarnato, L.; Scarfato, P.; Acierno, D. Rheological and mechanical properties of recycled polypropylene. Polym. Eng. Sci. 1999, 39, 749–755. [Google Scholar] [CrossRef]
- Canevarolo, S.V. Chain scission distribution function for polypropylene degradation during multiple extrusions. Polym. Degrad. Stab. 2000, 70, 71–76. [Google Scholar] [CrossRef]
- Lamnawar, K.; Zhang, H.; Maazouz, A. Coextrusion of Multilayer Structures, Interfacial Phenomena. In Encyclopedia of Polymer Science and Technology; Wiley Interscience: Hoboken, NJ, USA, 2004; Volume 17, p. 1203. [Google Scholar]
- Giles, H.F., Jr.; Wagner, J.R., Jr.; Mount, E.M. Extrusion: The Definitive Processing Guide and Handbook, 2nd ed.; Elsevier Science: Burlington, NJ, USA, 2013. [Google Scholar]
- Wittmann, L.-M.; Drummer, D. Multilayer sheets for thermoforming non thermoformable polymers. J. Plast. Film Sheeting 2022, 38, 225–244. [Google Scholar] [CrossRef]
- Wittmann, L.-M.; Drummer, D. Two Layer Sheets for Processing Post-Consumer Materials. Polymers 2022, 14, 1507. [Google Scholar] [CrossRef] [PubMed]
- Frick, A.; Stern, C. Einführung in die Kunststoffprüfung: Prüfmethoden und Anwendungen; Hanser: München, Germany, 2017. [Google Scholar]
- Ehrenstein, G.W. Beständigkeit von Kunststoffen; Hanser: München, Germany, 2007. [Google Scholar]
- Menges, G.; Haberstroh, E.; Michaeli, W.; Schmachtenberg, E. Menges Werkstoffkunde Kunststoffe; Carl Hanser Verlag GmbH &, Co. KG: München, Germany, 2011. [Google Scholar]
- ISO 1628-3:2010; Plastics—Determination of the Viscosity of Polymers in Dilute Solution Using Capillary Viscometers—Part 3: Polyethylenes and Polypropylenes. German version EN ISO 1628-3:2010. Available online: https://www.beuth.de/de/norm/din-en-iso-1628-3/125638078 (accessed on 15 May 2022).
- Rettenberger, S. Uni- und Biaxiales Verstrecken von Isotaktischem Polypropylen im Teilaufgeschmolzenen Zustand. Ph.D. Thesis, Friedrich-Alexander-Universität Erlangen-Nürnberg (FAU), Erlangen, Germany, 2002. [Google Scholar]
- Trouton, F.T. On the Coefficient of Viscous Traction and Its Relation to that of Viscosity. Proc. R. Soc. A Math. Phys. Eng. Sci. 1906, 77, 426–440. [Google Scholar]
- Hylton, D.C. Laboratory Techniques for Predicting Thermoformability: A review. SPE (Brookfield Conn.) 1991, 37, 580–583. [Google Scholar]
- Yamaguchi, M.; Suzuki, K.-I. Enhanced strain hardening in elongational viscosity for HDPE/crosslinked HDPE blend. II. Processability of thermoforming. J. Appl. Polym. Sci. 2002, 86, 79–83. [Google Scholar] [CrossRef]
- Vittoria, V. Properties of isotactic polypropylene. Handb. Polym. Sci. Technol. 1989, 2, 507–555. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Abbreviation | Layer | Supplier |
|---|---|---|---|
| HP525j | 3n | Layer A | LyondellBasell |
| HP501l | 6n | Layer A | LyondellBasell |
| QCP P | 16r | Layer B | LyondellBasell |
| QCP T | 50r | Layer B | LyondellBasell |
| A100 B0 | A70 B30 | A50 B50 | A30 B70 | A0 B100 | |
|---|---|---|---|---|---|
| Melt Pump A in rpm Melt Pump B in rpm | 54 0 | 38 16 | 27 27 | 16 38 | 0 54 |
| Sheet Thickness Layer A in µm Sheet Thickness Layer B in µm | 550 0 | 385 165 | 250 250 | 165 385 | 0 550 |
| 3n | x | ||||
| 3n_16r | x | x | - | ||
| 3n_50r | x | x | - | ||
| 6n | x | ||||
| 6n_16r | x | x | - | ||
| 6n_50r | x | x | - | ||
| 16r | x | ||||
| 50r | x |
| Layer Configuration | A100 B0 | A70 B30 | A50 B50 | A0 B100 | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Material | 3n | 6n | 3n 16r | 3n 50r | 6n 16r | 6n 50r | 3n 16r | 3n 50r | 6n 16r | 6n 50r | 16r | 50r |
| Temperature | ||||||||||||
| 150 °C | ☑ | ☑ | ☑ | ☑ | ☑ | ☑ | ☑ | ☑ | ☑ | ☑ | ☑ | □ |
| 152.5 °C | ☑ | ☑ | ☑ | ☑ | ☑ | ☑ | ☑ | ☑ | ☑ | ☑ | □ | □ |
| 155 °C | ☑ | ☑ | ☑ | ☑ | ☑ | ☑ | ☑ | ☑ | ☑ | ☑ | □ | □ |
| 157.5 °C | □ | □ | □ | □ | □ | □ | □ | □ | □ | □ | □ | □ |
| 160 °C | □ | □ | □ | □ | □ | □ | □ | □ | □ | □ | □ | □ |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wittmann, L.-M.; Kaschta, J.; Drummer, D. Biaxial Elongation Behavior in Partially Molted State of Two-Layer Sheets Containing Postconsumer Material. Polymers 2022, 14, 3172. https://doi.org/10.3390/polym14153172
Wittmann L-M, Kaschta J, Drummer D. Biaxial Elongation Behavior in Partially Molted State of Two-Layer Sheets Containing Postconsumer Material. Polymers. 2022; 14(15):3172. https://doi.org/10.3390/polym14153172
Chicago/Turabian StyleWittmann, Lisa-Maria, Joachim Kaschta, and Dietmar Drummer. 2022. "Biaxial Elongation Behavior in Partially Molted State of Two-Layer Sheets Containing Postconsumer Material" Polymers 14, no. 15: 3172. https://doi.org/10.3390/polym14153172
APA StyleWittmann, L.-M., Kaschta, J., & Drummer, D. (2022). Biaxial Elongation Behavior in Partially Molted State of Two-Layer Sheets Containing Postconsumer Material. Polymers, 14(15), 3172. https://doi.org/10.3390/polym14153172