
Basalt Fiber Composites with Reduced Thermal Expansion for Additive Manufacturing

 ,
,  ,
,  ,
, 
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Surface Modification of the Basalt Fibers
2.3. Manufacturing of the ASA-BF Composites
2.4. Characterization
3. Results
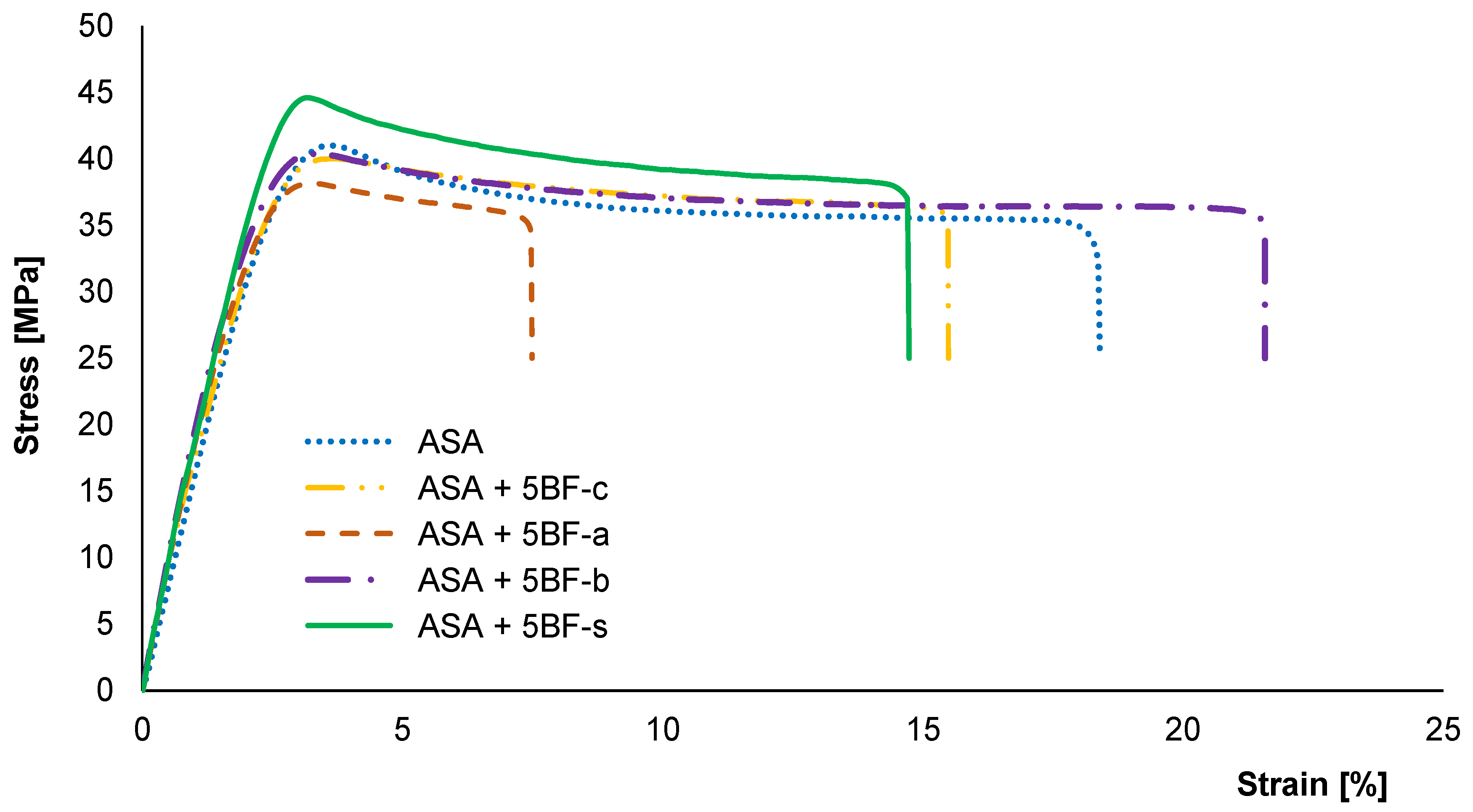
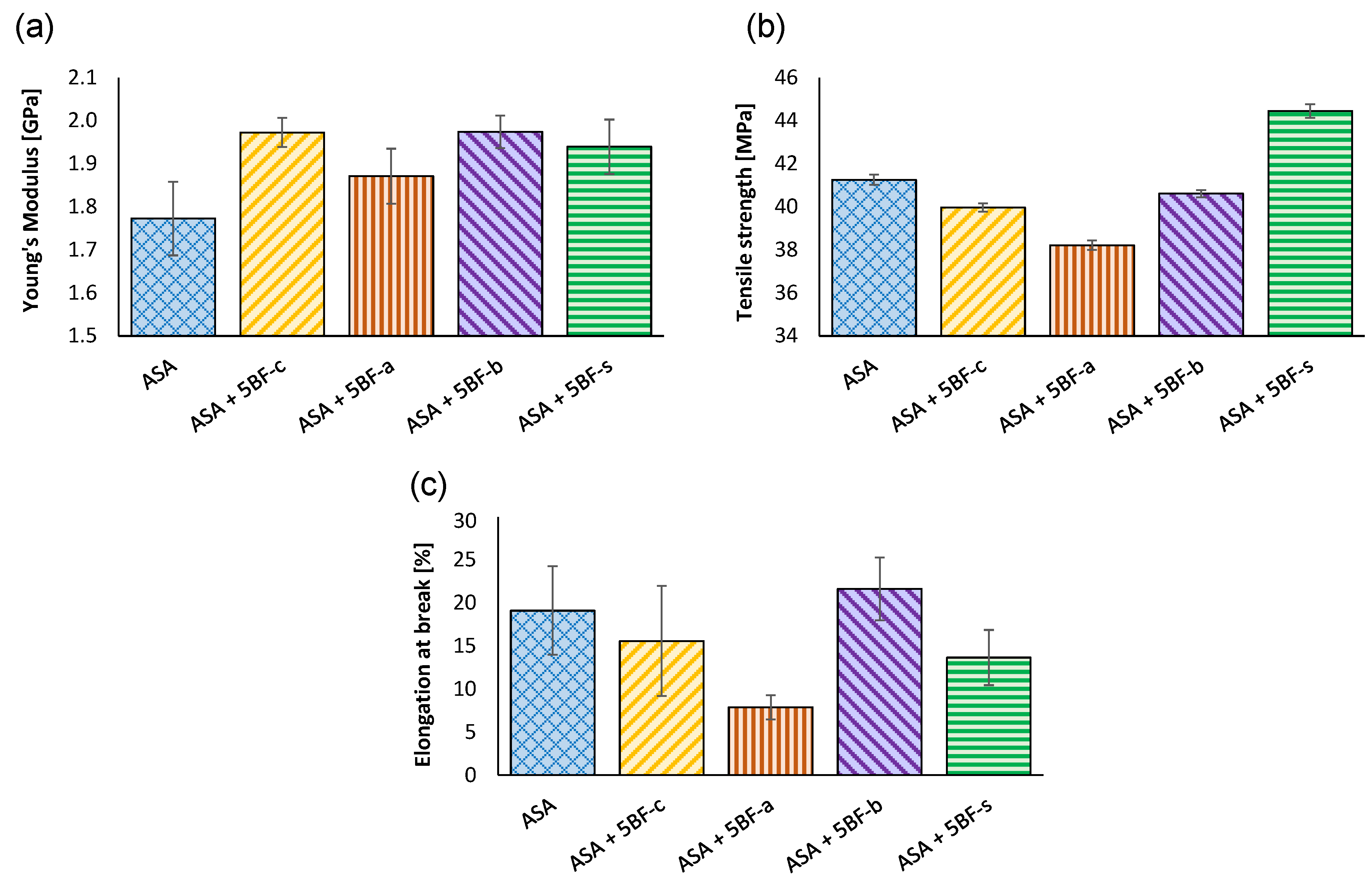
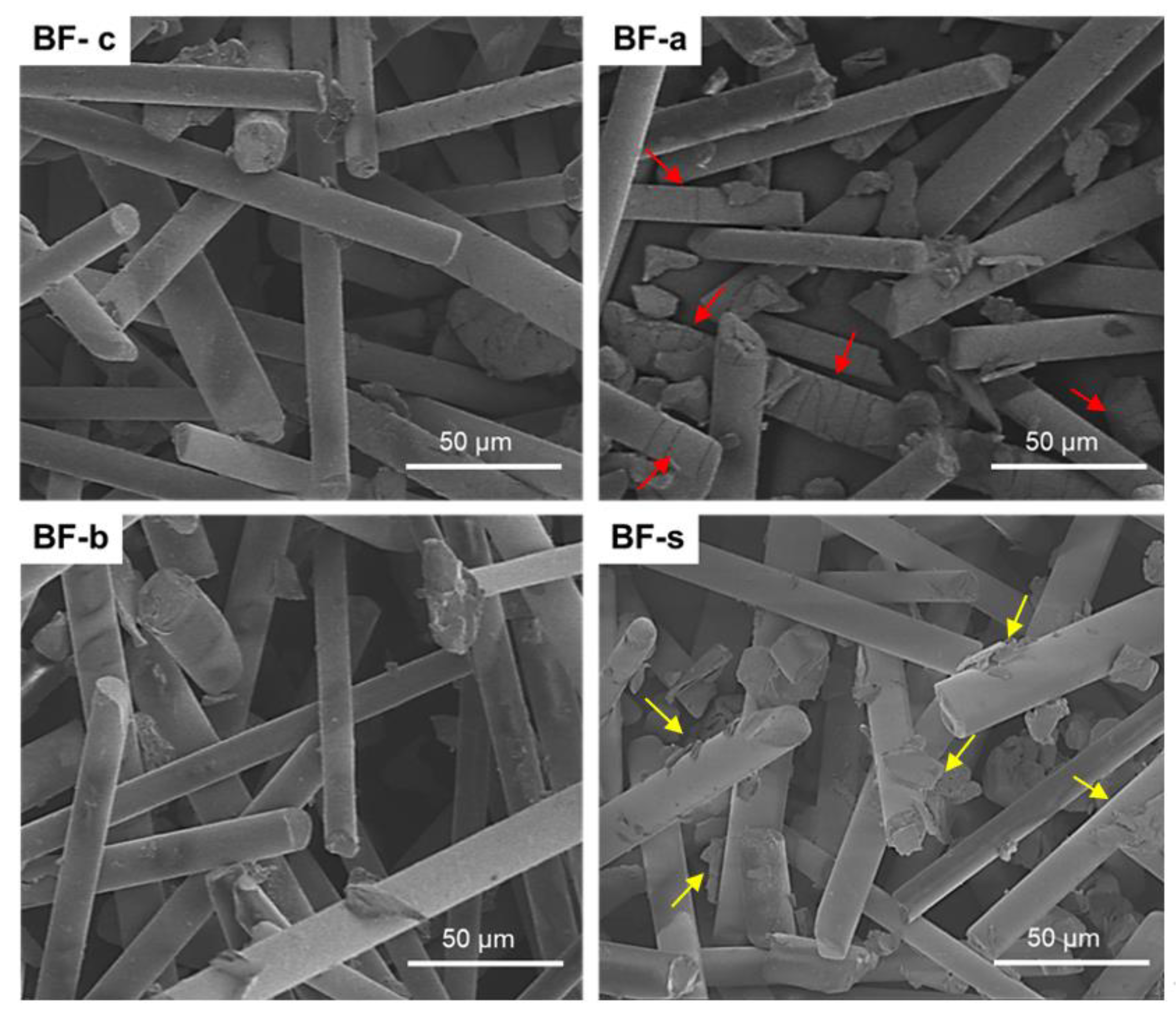
3.1. Influence of the Surface Modification of BF in the Mechanical Properties of the Composites
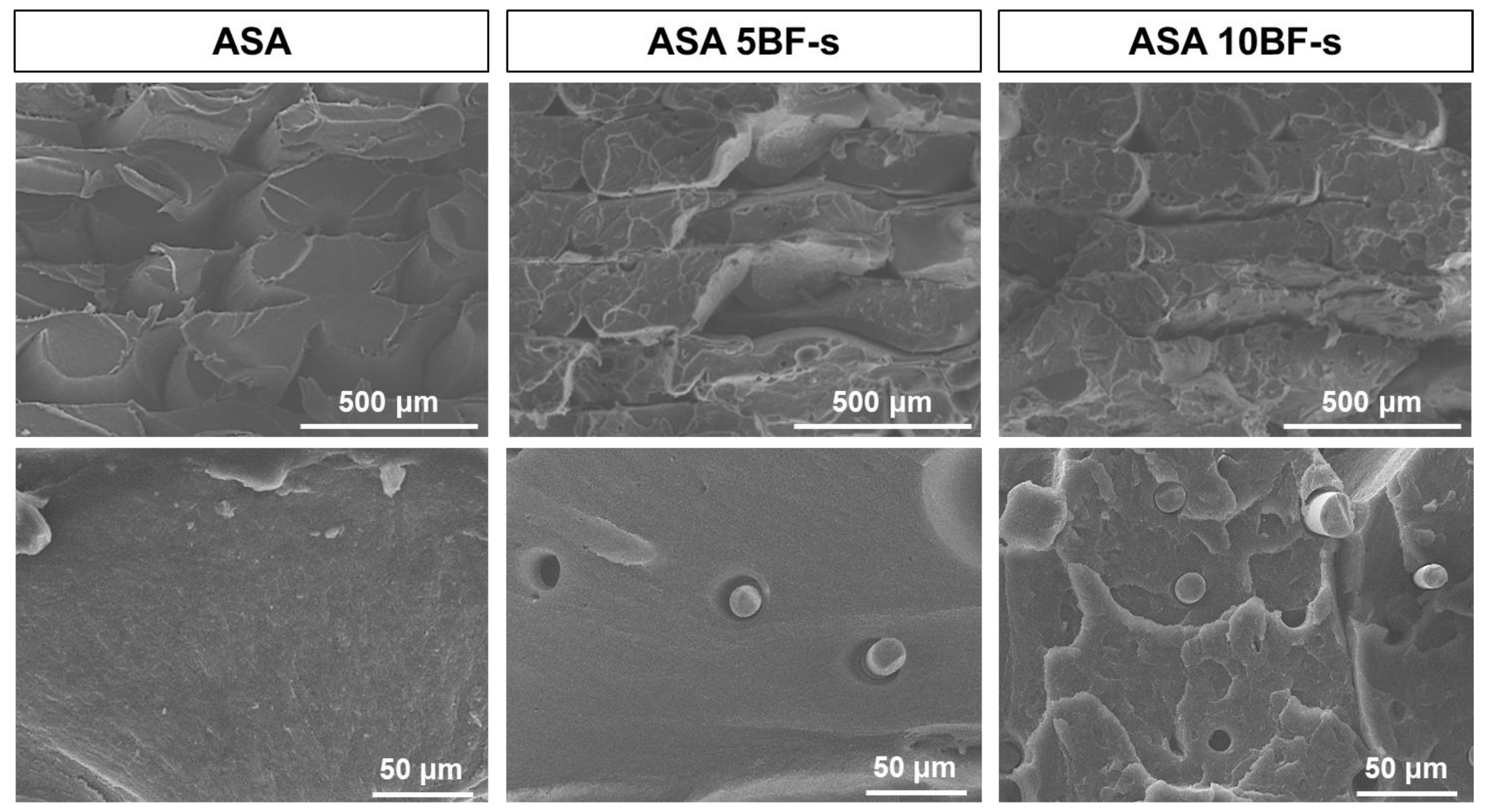
3.2. ASA-BF Composites Prepared by FFF
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kumar, L.J.; Pandey, P.M.; Wimpenny, D.I. 3D Printing and Additive Manufacturing Technologies; Springer: Singapore, 2018. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Stucker, B. Additive Manufacturing Technologies; Springer: New York, NY, USA, 2015. [Google Scholar] [CrossRef]
- ASTM-F42.91 Subcommittee; Standard Terminology for Additive Manufacturing Technologies. American Standard for Testing Materials: West Conshohocken, PA, USA, 2015.
- Duty, C.; Ajinjeru, C.; Kishore, V.; Compton, B.; Hmeidat, N.; Chen, X.; Liu, P.; Hassen, A.A.; Lindahl, J.; Kunc, V. What makes a material printable? A viscoelastic model for extrusion-based 3D printing of polymers. J. Manuf. Process. 2018, 35, 526–537. [Google Scholar] [CrossRef]
- Duty, C.E.; Drye, T.; Franc, A. Material Development for Tooling Applications Using Big Area Additive Manufacturing (BAAM); ORNL Technical Report ORNL/TM-2015/78; Oak Ridge National Laboratory (ORNL): Oak Ridge, TN, USA, 2015; pp. 1–8. [Google Scholar] [CrossRef] [Green Version]
- Nieto, D.M.; López, V.C.; Molina, S.I. Large-format polymeric pellet-based additive manufacturing for the naval industry. Addit. Manuf. 2018, 23, 79–85. [Google Scholar] [CrossRef]
- Tekinalp, H.L.; Kunc, V.; Velez-Garcia, G.M.; Duty, C.E.; Love, L.J.; Naskar, A.K.; Blue, C.A.; Ozcan, S. Highly oriented carbon fiber–polymer composites via additive manufacturing. Compos. Sci. Technol. 2014, 105, 144–150. [Google Scholar] [CrossRef] [Green Version]
- Goh, G.D.; Yap, Y.L.; Agarwala, S.; Yeong, W.Y. Recent Progress in Additive Manufacturing of Fiber Reinforced Polymer Composite. Adv. Mater. Technol. 2018, 4, 1800271. [Google Scholar] [CrossRef] [Green Version]
- Parandoush, P.; Lin, D. A review on additive manufacturing of polymer-fiber composites. Compos. Struct. 2017, 182, 36–53. [Google Scholar] [CrossRef]
- Love, L.J.; Duty, C.E.; Post, B.K.; Lind, R.F.; Lloyd, P.D.; Kunc, V.; Peter, W.H.; Blue, C.A. Breaking Barriers in Polymer Additive Manufacturing. 2015; pp. 1–17. Available online: https://www.osti.gov/servlets/purl/1185467 (accessed on 4 August 2022).
- Zhong, W.; Li, F.; Zhang, Z.; Song, L.; Li, Z. Short fiber reinforced composites for fused deposition modeling. Mater. Sci. Eng. A 2001, 301, 125–130. [Google Scholar] [CrossRef]
- Billah, K.M.M.; Lorenzana, F.A.; Martinez, N.L.; Wicker, R.B.; Espalin, D. Thermomechanical characterization of short carbon fiber and short glass fiber-reinforced ABS used in large format additive manufacturing. Addit. Manuf. 2020, 35, 101299. [Google Scholar] [CrossRef]
- Wu, R.H. The Application of Basalt Fiber in Building Materials. Adv. Mater. Res. 2012, 450–451, 499–502. [Google Scholar] [CrossRef]
- Monaldo, E.; Nerilli, F.; Vairo, G. Basalt-Based Fiber-Reinforced Materials and Structural Applications in Civil Engineering. Compos. Struct. 2019, 214, 246–263. [Google Scholar] [CrossRef]
- Khandelwal, S.; Rhee, K.Y. Recent advances in basalt-fiber-reinforced composites: Tailoring the fiber-matrix interface. Compos. Part B Eng. 2020, 192, 108011. [Google Scholar] [CrossRef]
- Saleem, A.; Medina, L.; Skrifvars, M.; Berglin, L. Hybrid Polymer Composites of Bio-Based Bast Fibers with Glass, Carbon and Basalt Fibers for Automotive Applications—A Review. Molecules 2020, 25, 4933. [Google Scholar] [CrossRef] [PubMed]
- Dhand, V.; Mittal, G.; Rhee, K.Y.; Park, S.-J.; Hui, D. A short review on basalt fiber reinforced polymer composites. Compos. Part B Eng. 2015, 73, 166–180. [Google Scholar] [CrossRef]
- Pareek, K.; Saha, P. Basalt fiber and its composites: An overview. In Proceedings of the National Conference on Advances in Structural Technologies (CoAST-2019), Silchar, India, 1–3 February 2019. [Google Scholar]
- Lopresto, V.; Leone, C.; De Iorio, I. Mechanical characterisation of basalt fibre reinforced plastic. Compos. Part B Eng. 2011, 42, 717–723. [Google Scholar] [CrossRef]
- Czigány, T. Special manufacturing and characteristics of basalt fiber reinforced hybrid polypropylene composites: Mechanical properties and acoustic emission study. Compos. Sci. Technol. 2006, 66, 3210–3220. [Google Scholar] [CrossRef]
- Telikapalli, S.; Schmidt, A.; Kampmann, R. Current Market Trends of Basalt FRP Rebars. Curr. Trends Civ. Struct. Eng. 2019, 3, 1–5. [Google Scholar] [CrossRef]
- Hu, Y.-J.; Jiang, C.; Liu, W.; Yu, Q.-Q.; Zhou, Y.-L. Degradation of the In-plane Shear Modulus of Structural BFRP Laminates Due to High Temperature. Sensors 2018, 18, 3361. [Google Scholar] [CrossRef] [Green Version]
- Lu, Z.; Xian, G.; Li, H. Effects of elevated temperatures on the mechanical properties of basalt fibers and BFRP plates. Constr. Build. Mater. 2016, 127, 1029–1036. [Google Scholar] [CrossRef]
- Abdellah, M.Y.; Fathi, H.I.; Abdelhaleem, A.M.M.; Dewidar, M. Mechanical Properties and Wear Behavior of a Novel Composite of Acrylonitrile–Butadiene–Styrene Strengthened by Short Basalt Fiber. J. Compos. Sci. 2018, 2, 34. [Google Scholar] [CrossRef] [Green Version]
- Botev, M.; Betchev, H.; Bikiaris, D.; Panayiotou, C. Mechanical properties and viscoelastic behavior of basalt fiber-reinforced polypropylene. J. Appl. Polym. Sci. 1999, 74, 523–531. [Google Scholar] [CrossRef]
- Chen, X.; Li, Y.; Gu, N. A novel basalt fiber-reinforced polylactic acid composite for hard tissue repair. Biomed. Mater. 2010, 5, 044104. [Google Scholar] [CrossRef]
- Coughlin, N.; Drake, B.; Fjerstad, M.; Schuster, E.; Waege, T.; Weerakkody, A.; Letcher, T. Development and Mechanical Properties of Basalt Fiber-Reinforced Acrylonitrile Butadiene Styrene for In-Space Manufacturing Applications. J. Compos. Sci. 2019, 3, 89. [Google Scholar] [CrossRef] [Green Version]
- Sang, L.; Han, S.; Li, Z.; Yang, X.; Hou, W. Development of short basalt fiber reinforced polylactide composites and their feasible evaluation for 3D printing applications. Compos. Part B Eng. 2019, 164, 629–639. [Google Scholar] [CrossRef]
- Sang, L.; Han, S.; Peng, X.; Jian, X.; Wang, J. Development of 3D-printed basalt fiber reinforced thermoplastic honeycombs with enhanced compressive mechanical properties. Compos. Part A Appl. Sci. Manuf. 2019, 125, 105518. [Google Scholar] [CrossRef]
- Czigány, T. Basalt Fiber Reinforced Hybrid Polymer Composites. Mater. Sci. Forum 2005, 473–474, 59–66. [Google Scholar] [CrossRef]
- Deak, T.; Czigany, T.; Tamas, P.; Nemeth, C. Enhancement of interfacial properties of basalt fiber reinforced nylon 6 matrix composites with silane coupling agents. Express Polym. Lett. 2010, 4, 590–598. [Google Scholar] [CrossRef]
- Shafiq, M.; Yasin, T.; Shaista, R.A.M. Structural, thermal, and antibacterial properties of chitosan/ZnO composites. Polym. Polym. Compos. 2013, 16, 101–113. [Google Scholar] [CrossRef]
- Arslan, C.; Dogan, M. The effects of fiber silane modification on the mechanical performance of chopped basalt fiber/ABS composites. J. Thermoplast. Compos. Mater. 2019, 33, 1449–1465. [Google Scholar] [CrossRef]
- Sang, L.; Zhao, M.; Liang, Q.; Wei, Z. Silane-Treated Basalt Fiber–Reinforced Poly(butylene succinate) Biocomposites: Interfacial Crystallization and Tensile Properties. Polymers 2017, 9, 351. [Google Scholar] [CrossRef] [Green Version]
- Lee, S.-O.; Rhee, K.Y.; Park, S.-J. Influence of chemical surface treatment of basalt fibers on interlaminar shear strength and fracture toughness of epoxy-based composites. J. Ind. Eng. Chem. 2015, 32, 153–156. [Google Scholar] [CrossRef]
- Liu, S.; Wu, G.; Yu, J.; Chen, X.; Guo, J.; Zhang, X.; Wang, P.; Yin, X. Surface modification of basalt fiber (BF) for improving compatibilities between BF and poly lactic acid (PLA) matrix. Compos. Interfaces 2018, 26, 275–290. [Google Scholar] [CrossRef]
- Wei, B.; Cao, H.; Song, S. Tensile behavior contrast of basalt and glass fibers after chemical treatment. Mater. Des. 2010, 31, 4244–4250. [Google Scholar] [CrossRef]
- Dowling, D.P.; Abourayana, H.M.; Brantseva, T.; Antonov, A.; Dobbyn, P.J. Enhancing the mechanical performance of 3D-printed basalt fiber-reinforced composites using in-line atmospheric plasma pretreatments. Plasma Process. Polym. 2019, 17, 1900143. [Google Scholar] [CrossRef]
- Taylor, G.; Wang, X.; Mason, L.; Leu, M.C.; Chandrashekhara, K.; Schniepp, T.; Jones, R. Flexural behavior of additively manufactured Ultem 1010: Experiment and simulation. Rapid Prototyp. J. 2018, 24, 1003–1011. [Google Scholar] [CrossRef]
- Qi, Y.; Xiang, B.; Tan, W.; Zhang, J. Hydrophobic surface modification of TiO2 nanoparticles for production of acrylonitrile-styrene-acrylate terpolymer/TiO2 composited cool materials. Appl. Surf. Sci. 2017, 419, 213–223. [Google Scholar] [CrossRef]
- Qi, Y.; Chen, T.; Zhang, J. A facile method of hydrophobic surface modification for acrylonitrile-styrene-acrylate terpolymer based on the out-migration property of metallic soaps. Appl. Surf. Sci. 2018, 435, 503–511. [Google Scholar] [CrossRef]
- Xiang, B.; Zhang, J. Effects of content and surface hydrophobic modification of BaTiO3 on the cooling properties of ASA (acrylonitrile-styrene-acrylate copolymer). Appl. Surf. Sci. 2018, 427, 654–661. [Google Scholar] [CrossRef]
- Sánchez, D.M.; de la Mata, M.; Delgado, F.J.; Casal, V.; Molina, S.I. Development of carbon fiber acrylonitrile styrene acrylate composite for large format additive manufacturing. Mater. Des. 2020, 191, 108577. [Google Scholar] [CrossRef]
- UNE-EN ISO/ASTM 52902:2020; Fabricación Aditiva. Artefactos de Ensayo. Evaluación de la Capacidad Geométrica de los Sistemas de Fabricación Aditiva. AENOR: Madrid, Spain, 2020.
- ISO/ASTM 52921:2013; Terminología Normalizada para la Fabricación Aditiva Sistemas de Coordenadas y Métodos de Ensayo. Madrid, Spain. 2017. Available online: www.une.org (accessed on 4 August 2022).
- Tábi, T.; Tamas, P.; Kovacs, J.G. Chopped basalt fibres: A new perspective in reinforcing poly(lactic acid) to produce injection moulded engineering composites from renewable and natural resources. Express Polym. Lett. 2013, 7, 107–119. [Google Scholar] [CrossRef]
- Jang, K.-S. Mechanics and rheology of basalt fiber-reinforced polycarbonate composites. Polymer 2018, 147, 133–141. [Google Scholar] [CrossRef]
- Yu, S.; Oh, K.H.; Hwang, J.Y.; Hong, S.H. The effect of amino-silane coupling agents having different molecular structures on the mechanical properties of basalt fiber-reinforced polyamide 6,6 composites. Compos. Part B Eng. 2018, 163, 511–521. [Google Scholar] [CrossRef]
- Jiang, S.; Liao, G.; Xu, D.; Liu, F.; Li, W.; Cheng, Y.; Li, Z.; Xu, G. Mechanical properties analysis of polyetherimide parts fabricated by fused deposition modeling. High Perform. Polym. 2018, 31, 97–106. [Google Scholar] [CrossRef]
- Duty, C.; Failla, J.; Kim, S.; Lindahl, J.; Post, B.; Love, L.; Kunc, V. Reducing Mechanical Anisotropy in Extrusion-Based Printed Parts. In Solid Freeform Fabrication 2017, Proceedings of the 28th Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, Austin, TX, USA, 7–9 August 2017; Texas University: Austin, TX, USA, 2017; pp. 1602–1611. [Google Scholar] [CrossRef]
- Hmeidat, N.S.; Pack, R.C.; Talley, S.J.; Moore, R.B.; Compton, B.G. Mechanical anisotropy in polymer composites produced by material extrusion additive manufacturing. Addit. Manuf. 2020, 34, 101385. [Google Scholar] [CrossRef]
- Vaxman, A.; Narkis, M.; Siegmann, A.; Kenig, S. Void formation in short-fiber thermoplastic composites. Polym. Compos. 1989, 10, 449–453. [Google Scholar] [CrossRef]
- de León, A.; Domínguez-Calvo, A.; Molina, S. Materials with enhanced adhesive properties based on acrylonitrile-butadiene-styrene (ABS)/thermoplastic polyurethane (TPU) blends for fused filament fabrication (FFF). Mater. Des. 2019, 182, 108044. [Google Scholar] [CrossRef]
- Song, J.; Liu, X.; Zhang, Y.; Huang, B.; Yang, W. Carbon-fiber-reinforced acrylonitrile-styrene-acrylate composites: Mechanical and rheological properties and electrical resistivity. J. Appl. Polym. Sci. 2015, 133, 2–7. [Google Scholar] [CrossRef]
- Arif, M.; Alhashmi, H.; Varadarajan, K.; Koo, J.H.; Hart, A.; Kumar, S. Multifunctional performance of carbon nanotubes and graphene nanoplatelets reinforced PEEK composites enabled via FFF additive manufacturing. Compos. Part B Eng. 2019, 184, 107625. [Google Scholar] [CrossRef]
- Economidou, S.N.; Karalekas, D. Optical sensor-based measurements of thermal expansion coefficient in additive manufacturing. Polym. Test. 2016, 51, 117–121. [Google Scholar] [CrossRef]
- Hoskins, D.; Kunc, V.; Hassen, A.; Lindahl, J.; Duty, C. Characterizing Thermal Expansion of Large Scale 3D Printed Parts. In Proceedings of the SAMPE-2019, Charlotte, NC, USA, 20–23 May 2019. [Google Scholar]
- Nieto, D.M.; Molina, S.I. Large-format fused deposition additive manufacturing: A review. Rapid Prototyp. J. 2019, 26, 793–799. [Google Scholar] [CrossRef]
- Sun, Q.; Shan, Z.; Zhan, L.; Wang, S.; Liu, X.; Li, Z.; Wu, S. Warp deformation model of polyetheretherketone composites reinforced with carbon fibers in additive manufacturing. Mater. Res. Express 2021, 8, 125305. [Google Scholar] [CrossRef]
- Fitzharris, E.R.; Watanabe, N.; Rosen, D.W.; Shofner, M.L. Effects of material properties on warpage in fused deposition modeling parts. Int. J. Adv. Manuf. Technol. 2017, 95, 2059–2070. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| wt% | SiO2 | Al2O3 | Fe2O3 | CaO | MgO | TiO2 | Na2O | Others |
|---|---|---|---|---|---|---|---|---|
| Minimum | 45 | 12 | 5 | 6 | 3 | 0.9 | 2.5 | 2.0 |
| Maximum | 60 | 19 | 15 | 12 | 7 | 2.0 | 6.0 | 3.5 |
| Denomination | Composition | BF Treatment | Manufacturing Process |
|---|---|---|---|
| ASA | 100 wt.% ASA | - | IM/FFF |
| ASA + 5BF-c | 95 wt.% ASA + 5 wt.% BF-c | Calcined | IM |
| ASA + 5BF-a | 95 wt.% ASA + 5 wt.% BF-a | Acid (H2SO4) | IM |
| ASA + 5BF-b | 95 wt.% ASA + 5 wt.% BF-b | Basic (NaOH) | IM |
| ASA + 5BF-s | 95 wt.% ASA + 5 wt.% BF-s | Silanization (APTES) | IM/FFF |
| ASA + 10BF-s | 90 wt.% ASA + 10 wt.% BF-s | Silanization (APTES) | FFF |
| Denomination | Young Modulus [GPa] | Tensile Strength [MPa] | Elongation at Break [%] | |||
|---|---|---|---|---|---|---|
| XY | XZ | XY | XZ | XY | XZ | |
| ASA | 1.6 ± 0.1 | 1.03 ± 0.11 | 41.3 ± 0.2 | 17 ± 1 | 3.88 ± 0.16 | 1.9 ± 0.1 |
| ASA + 5BF-s | 1.8 ± 0.1 | 1.2 ± 0.1 | 42 ± 2 | 11 ± 1 | 4.96 ± 1.58 | 1.1 ± 0.2 |
| ASA + 10BF-s | 1.8 ± 0.1 | 1.01 ± 0.05 | 42.1 ± 0.6 | 4 ± 1 | 3.96 ± 0.30 | 0.5 ± 0.1 |
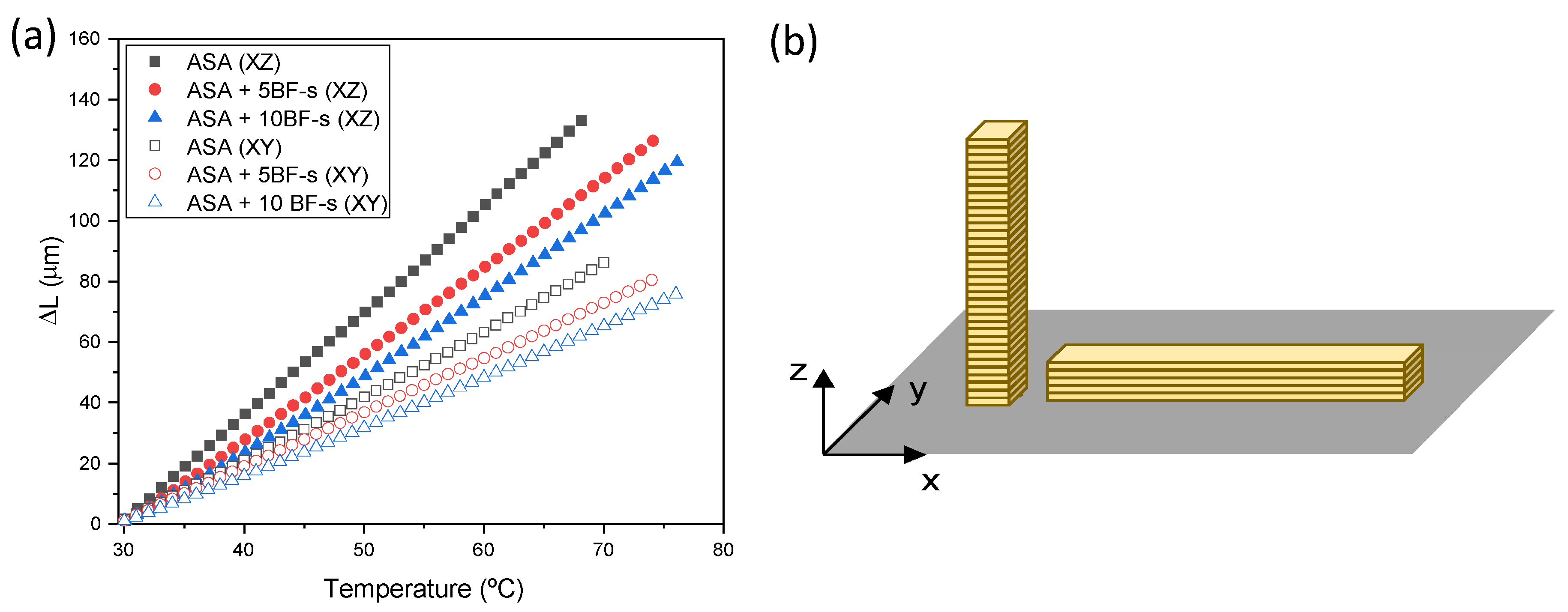
| Denomination | CTE [µm/m °C] | |
|---|---|---|
| XY | XZ | |
| ASA | 69.3 ± 16.8 | 115.4 ± 24.3 |
| ASA + 5BF-s | 60.9 ± 13.1 | 91.2 ± 21.6 |
| ASA + 10BF-s | 52.1 ± 12.6 | 79.9 ± 20.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Moreno-Sanchez, D.; Sanz de León, A.; Moreno Nieto, D.; Delgado, F.J.; Molina, S.I. Basalt Fiber Composites with Reduced Thermal Expansion for Additive Manufacturing. Polymers 2022, 14, 3216. https://doi.org/10.3390/polym14153216
Moreno-Sanchez D, Sanz de León A, Moreno Nieto D, Delgado FJ, Molina SI. Basalt Fiber Composites with Reduced Thermal Expansion for Additive Manufacturing. Polymers. 2022; 14(15):3216. https://doi.org/10.3390/polym14153216
Chicago/Turabian StyleMoreno-Sanchez, Daniel, Alberto Sanz de León, Daniel Moreno Nieto, Francisco J. Delgado, and Sergio I. Molina. 2022. "Basalt Fiber Composites with Reduced Thermal Expansion for Additive Manufacturing" Polymers 14, no. 15: 3216. https://doi.org/10.3390/polym14153216
APA StyleMoreno-Sanchez, D., Sanz de León, A., Moreno Nieto, D., Delgado, F. J., & Molina, S. I. (2022). Basalt Fiber Composites with Reduced Thermal Expansion for Additive Manufacturing. Polymers, 14(15), 3216. https://doi.org/10.3390/polym14153216