
Effect of Interfacial Lubrication between Rubber and Metal on Reducing Mixer Chamber Wall Wear in Mixing Process

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
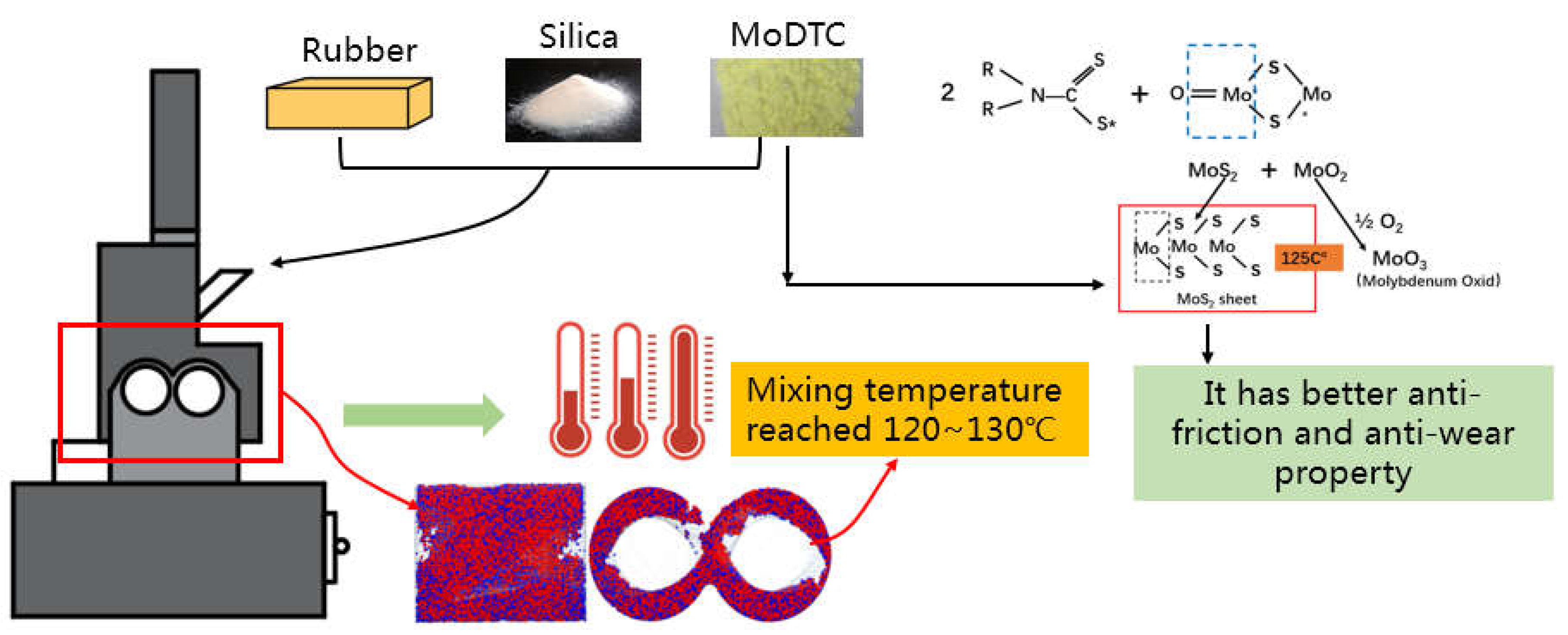
2.2. Experiment Formula and Chemical Reaction Process
- (1)
- Experiment formula
- (2)
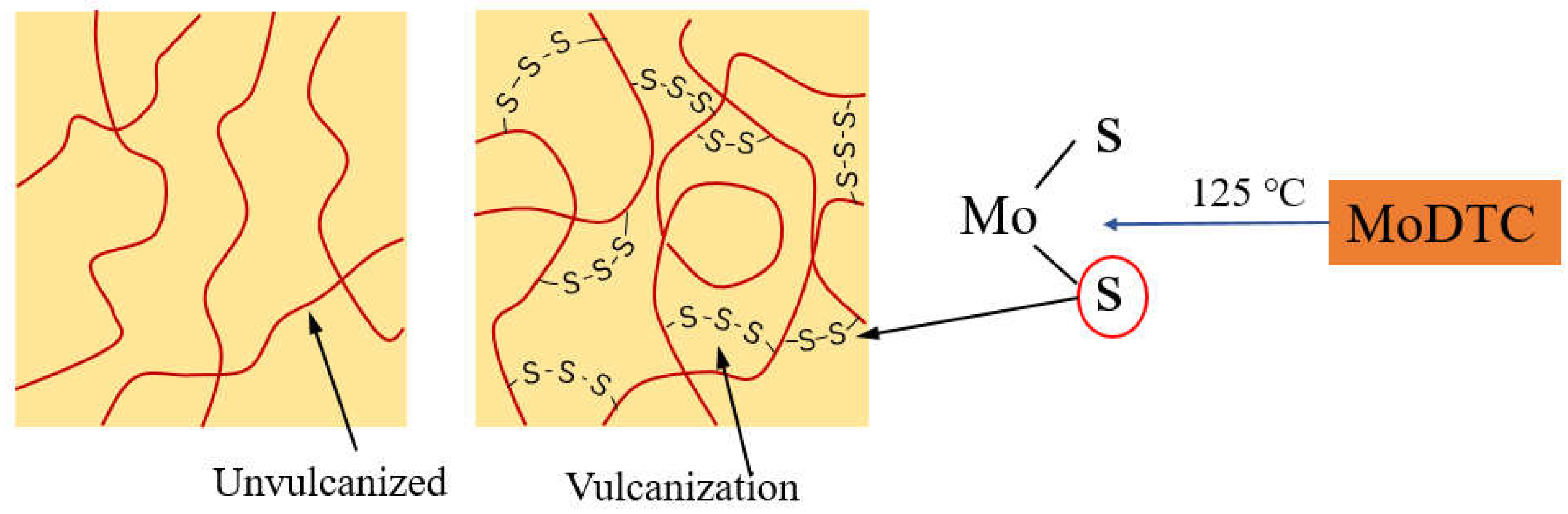
- Chemical reaction process
2.3. Experimental Process
- (1)
- Comprehensive mechanical property test
- (2)
- Sample preparation
- (3)
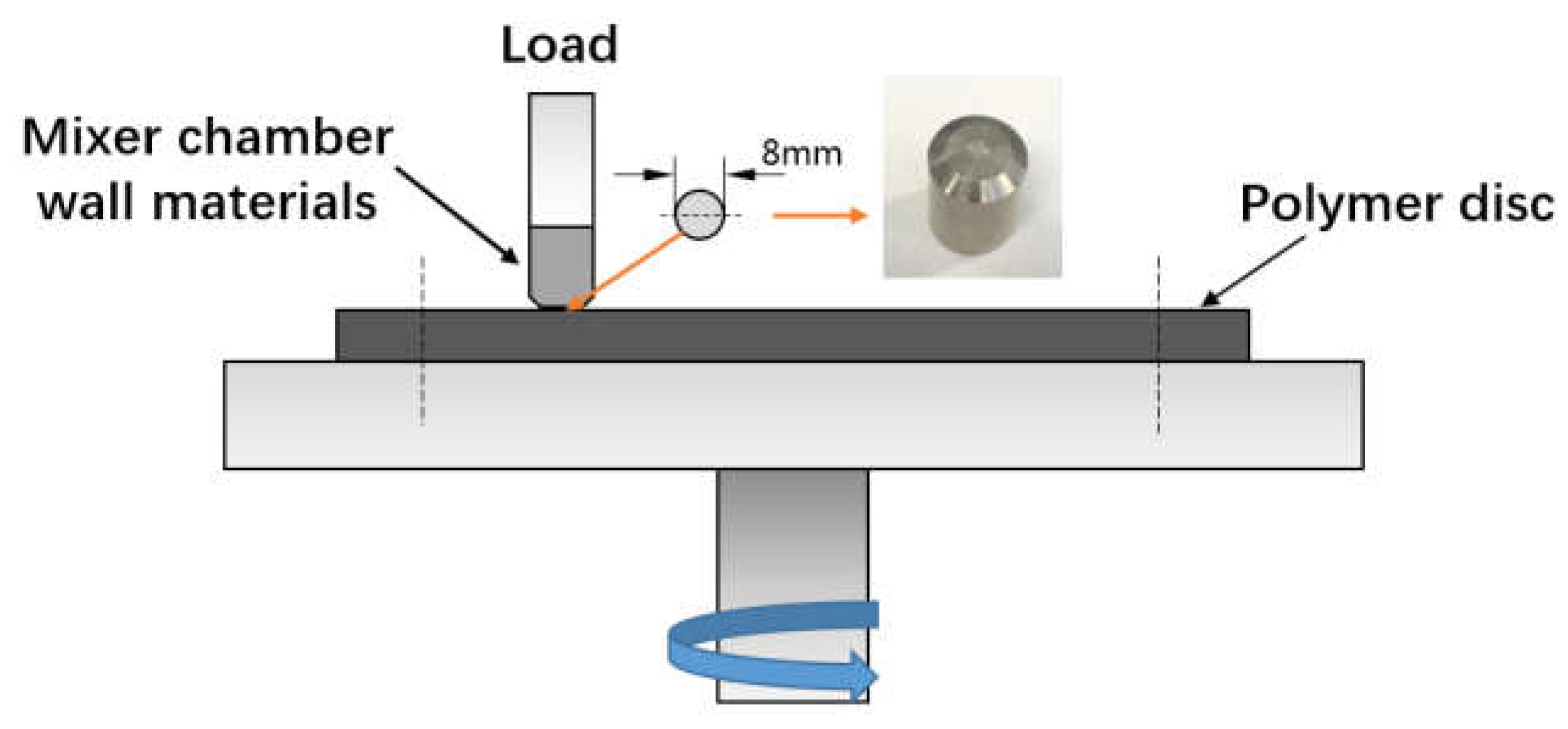
- Friction and three-dimensional morphology test
3. Results and Discussion
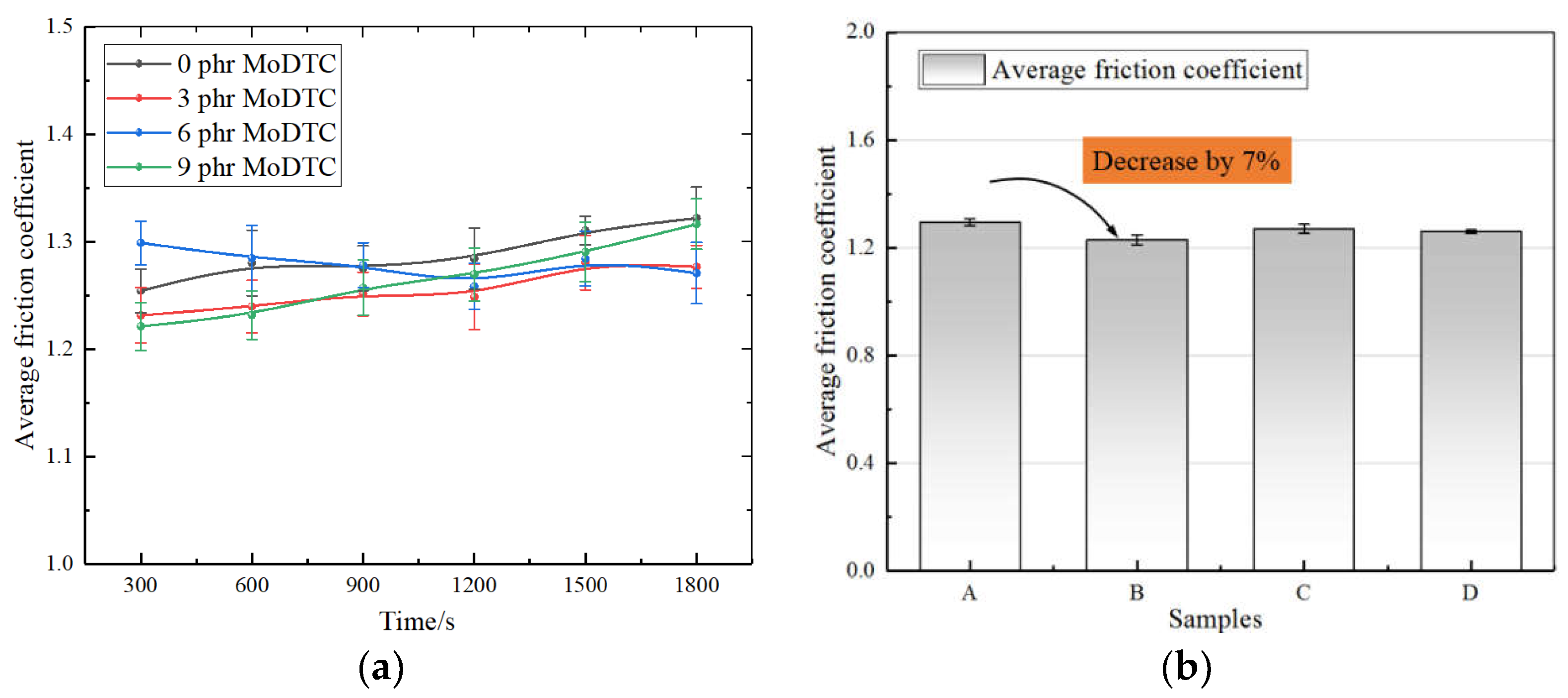
3.1. Average Friction Coefficient and Friction Coefficient Change
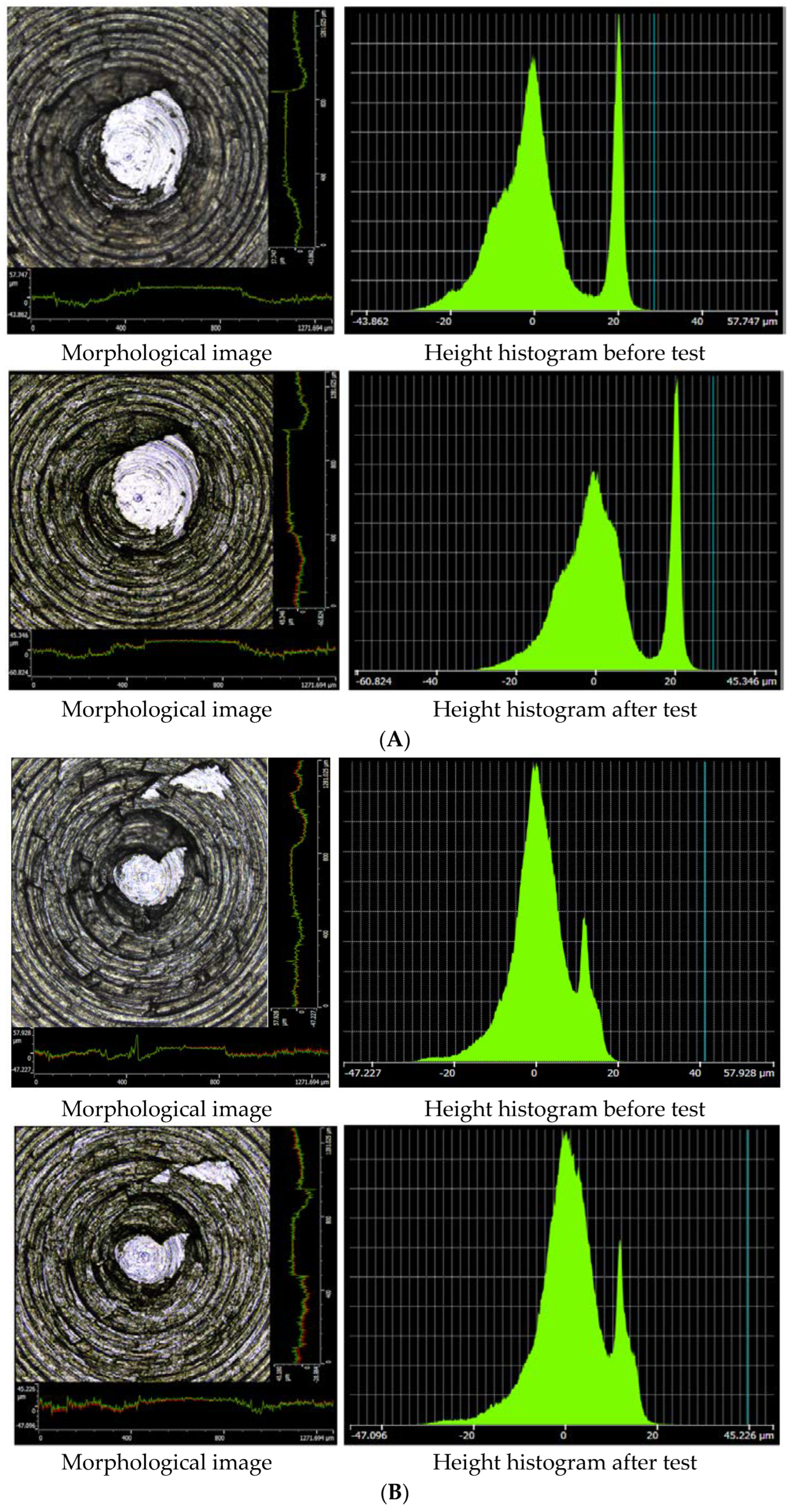
3.2. Wear Rate of Mixer Chamber Wall Materials
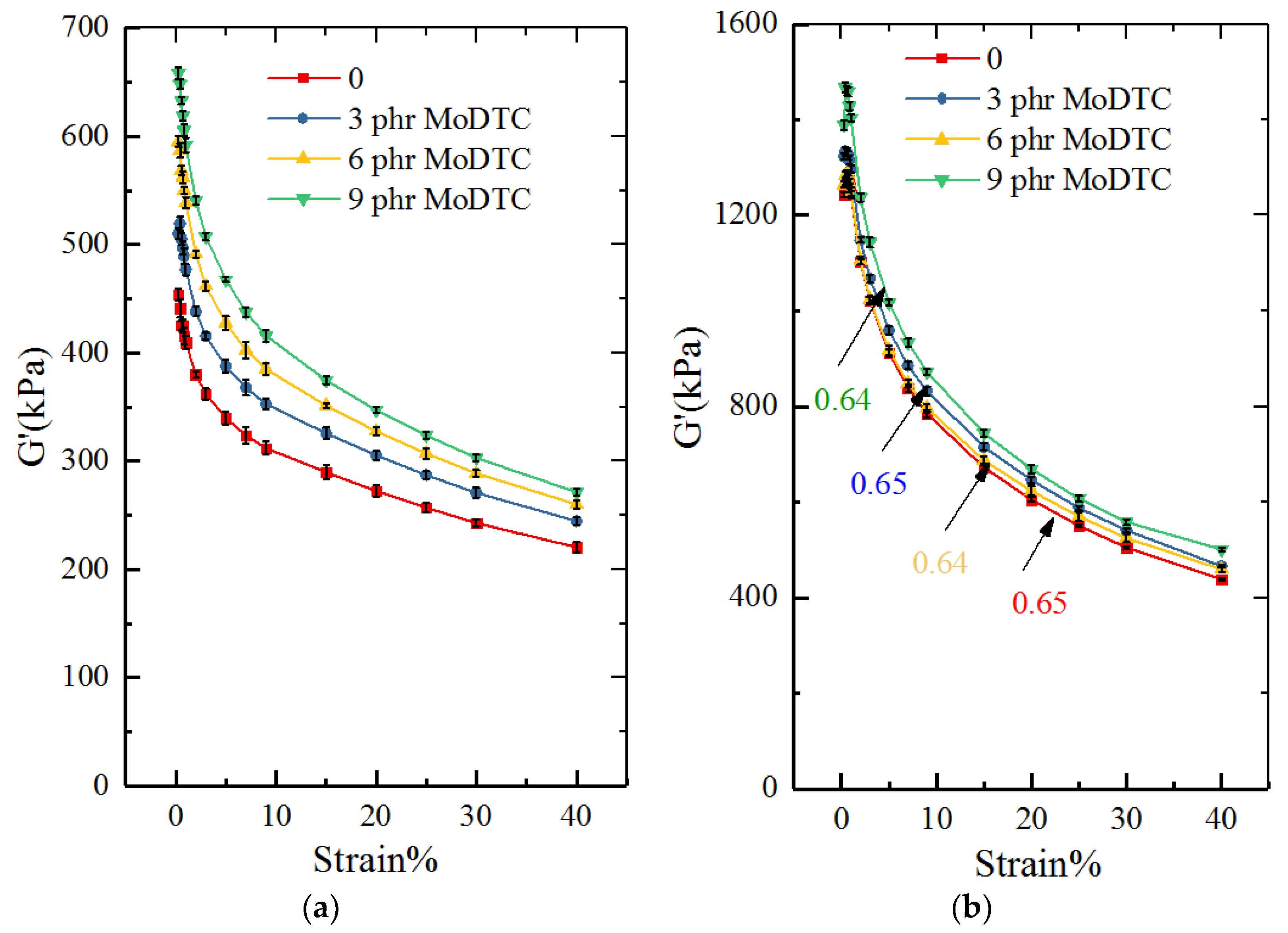
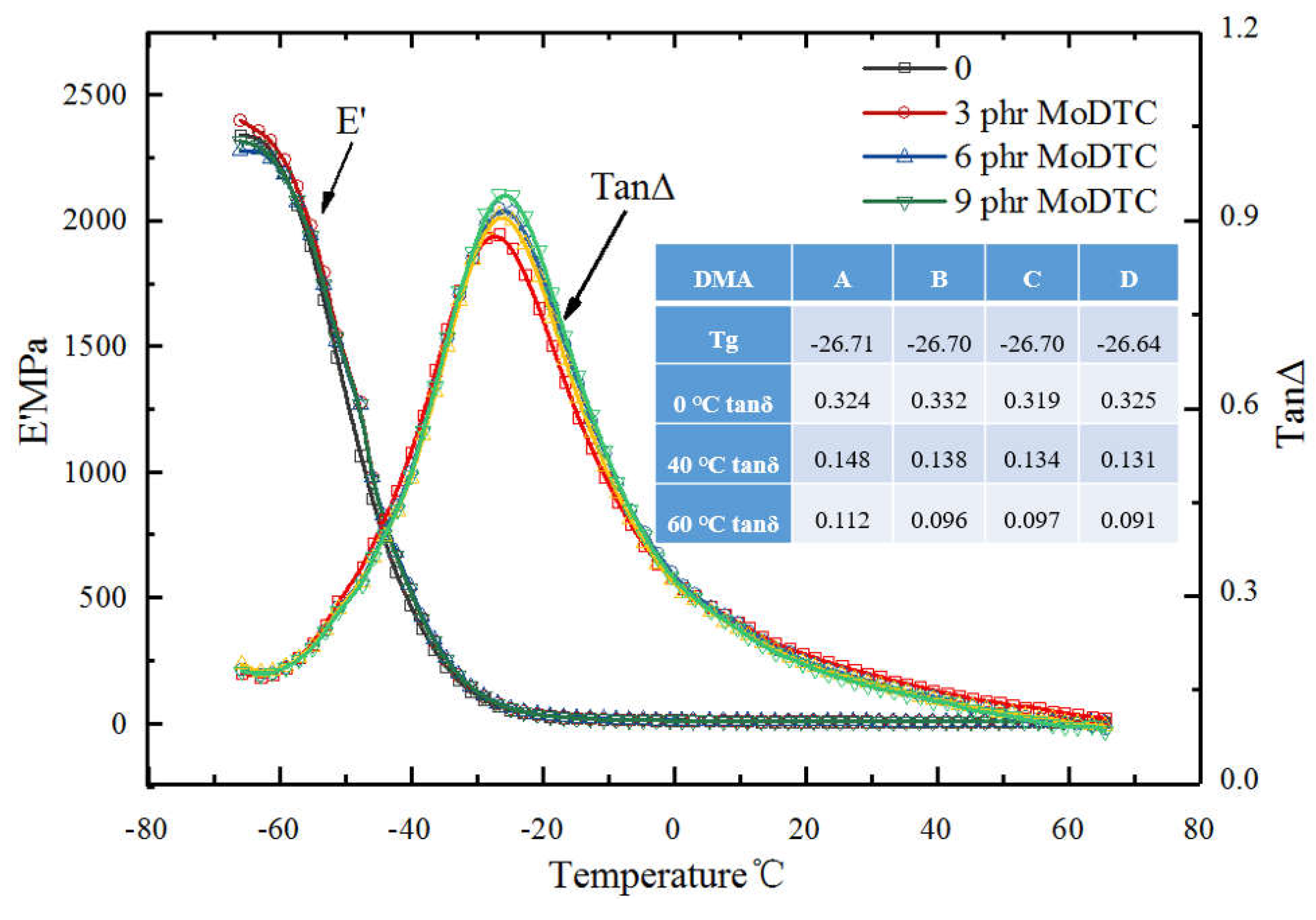
3.3. Comprehensive Mechanical Properties of the Compound with MoDTC
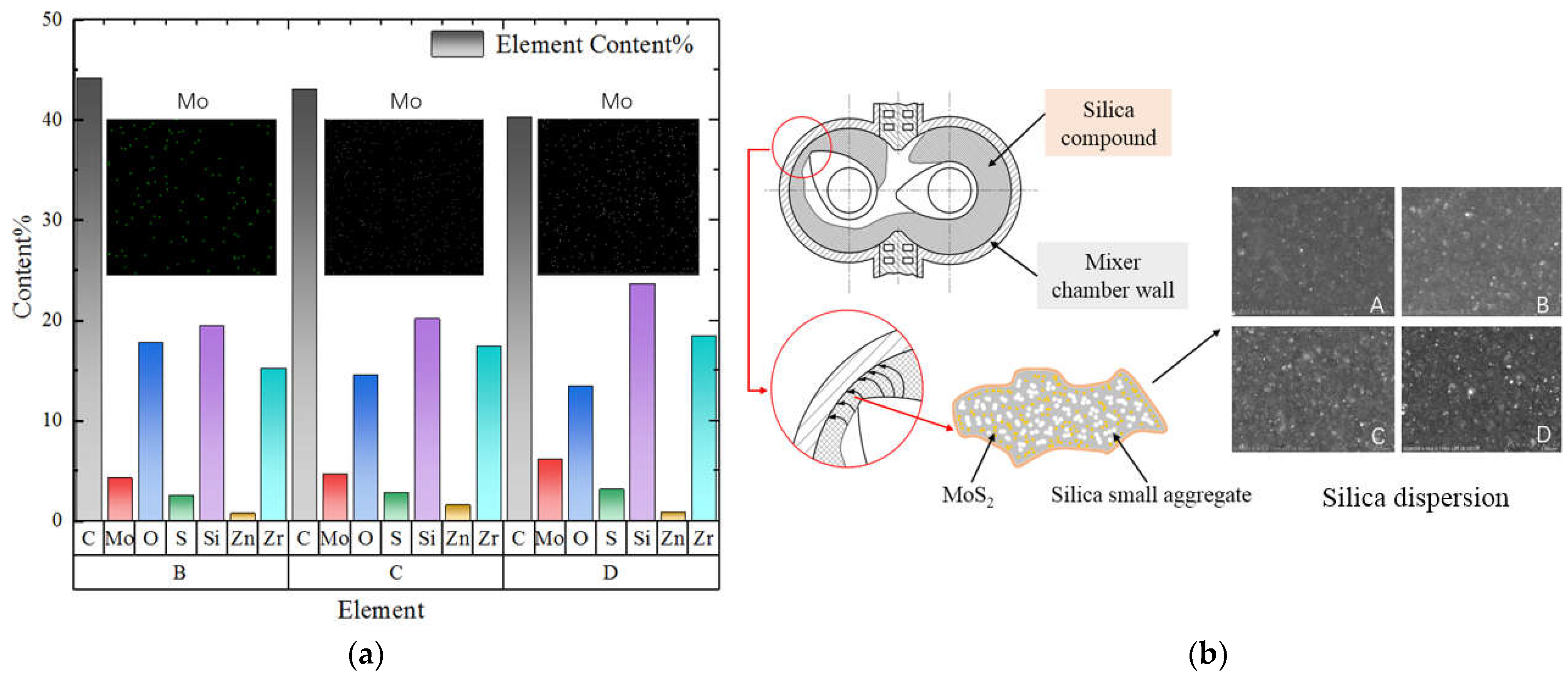
3.4. Interfacial Lubrication Mechanism of MoS2 during Silica Compound Mixing
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- An, D. Preparation and properties of natural rubber based thermal interface Composites. North Univ. China 2021, 56, 4034–4050. [Google Scholar]
- Chang, H.; Kim, J.; Rho, W.Y.; Pham, X.H.; Lee, J.H.; Lee, S.H.; Jeong, D.H.; Jun, B.H. Silica Nanoparticles. Adv. Exp. Med. Biol. 2021, 1309, 41–65. [Google Scholar] [PubMed]
- Mohammad, R.; Pourhossaini, M.R.K. Effect of silica particle size on chain dynamics and frictional properties of styrene butadiene rubber nano and micro composites. Polymer 2014, 55, 2279–2284. [Google Scholar]
- Junfei, M. Preparation and Properties of Silica/Natural Rubber Composites; Hainan University: Hainan, China, 2020. [Google Scholar]
- Xuefei, W. Synthesis of Multifunctional Silane Coupling Agent and Its Application in Carbon Black and Silica Reinforced Isoprene Rubber Composites; Xiangtan University: Hunan, China, 2021. [Google Scholar]
- Xu, H.; Fan, X.; Song, Y.; Zheng, Q. Reinforcement and Payne effect of hydrophobic silica filled natural rubber nanocomposites. Compos. Sci. Technol. 2019, 187, 107943. [Google Scholar] [CrossRef]
- Zhang, H. Analysis and improvement of main assembly and wear clearance in mixing chamber of F 370 mixer. Guangxi J. Light Ind. 2009, 133, 45–46. [Google Scholar]
- Pan, Y.; Zhu, L.; Liu, H.; Zhang, M.; Han, W.; Wang, C.; Bian, H. Friction and wear between polymer and metal in the mixing process. Materials 2019, 12, 4029. [Google Scholar] [CrossRef] [PubMed]
- Jianbing, Q. A review of research on short fatigue crack propagation in metallic materials. Adv Aeron Sci Eng 2019, 10, 247–254. [Google Scholar]
- Qiu, L.; Xu, Y.; Wang, S.; Du, Y.; Zheng, F.; Jin, Z. Cemented Carbides and Hard Coatings: Theoretical Design and Product Development (Ⅲ). Cem. Carbide 2019, 36, 399–408. [Google Scholar]
- Shuangbiao, L. Lubrication-Contact Boundary Conditions for Lubrication Problems; Tribo-Interface Design: Peachtree City, GA, USA, 2021. [Google Scholar]
- Shuangbiao, L.; Jane, Q.W.; Yip-Wah, C.; Berkebile, S. Lubrication–Contact Interface Conditions and Novel Mixed/Boundary Lubrication Modeling Methodology. Tribol. Lett. 2021, 69, 164. [Google Scholar]
- Simonovic, K.; Harvey, T.J.; Vitek, J.; Callisti, M.; Cavaleiro, A.; Polcar, T. Failure of Solid Lubricant W-S-C Coatings under Boundary Lubrication Conditions. J. Mater. Eng. Perform. 2021, 30, 3990–3999. [Google Scholar] [CrossRef]
- Jazaa, Y.; Sundararajan, S. Influence of Surfactants on the Tribological Behavior of Nanoparticle Additives under Boundary Lubrication Conditions. Arab. J. Sci. Eng. 2021, 46, 7967–7975. [Google Scholar] [CrossRef]
- Li, W.; Zhang, X.; Yun, X.; Li, W. Characteristics of Three Kinds of Environment-friendly Oils and Their Application in Steel Belted Radial Tire. Rubber Ind. 2017, 37, 544–550. [Google Scholar]
- Ito, S.; Takahashi, K.; Sasaki, S. Generation mechanism of friction anisotropy by surface texturing under boundary lubrication. Tribol. Int. 2019, 149, 105598. [Google Scholar] [CrossRef]
- Hikaru, O.; Chiharu, T.; Shinya, S. In Situ Raman-SLIM Monitoring for the Formation Processes of MoDTC and ZDDP Tribofilms at Steel/Steel Contacts under Boundary Lubrication. Tribology 2020, 15, 105–116. [Google Scholar]
- Masanori, K.; Shinya, K.; Atsushi, S.; Kazue, K.; Shigeyuki, M. Kinetic Study on Lubricity of MoDTC as a Friction Modifier. Tribology 2019, 14, 220–225. [Google Scholar]
- Zhou, K.; Liu, J.; Zeng, W.; Yu, H.; Zhang, G. In situ synthesis, morphology, and fundamental properties of polymer/MoS2 nanocomposites. Compos. Sci. Technol. 2015, 107, 120–128. [Google Scholar] [CrossRef]
- Yu, T.; Hefei, W.; Dongjie, G. Preparation and properties of graphene/molybdenum disulfide/epoxy resin composites. Thermo. Resin 2020, 35, 45–48. [Google Scholar]
- Parameters OF Surface Roughness. Available online: https://www.keyence.com.cn/ (accessed on 23 June 2020).



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Raw Material | A | B | C | D |
|---|---|---|---|---|
| BR9000 | 25.5 | 25.5 | 25.5 | 25.5 |
| RC2557S | 81.81 | 81.81 | 81.81 | 81.81 |
| TSR20 | 15 | 15 | 15 | 15 |
| N234 | 10 | 10 | 10 | 10 |
| Silica115MP | 60 | 60 | 60 | 60 |
| Si69mix | 7.2 | 7.2 | 7.2 | 7.2 |
| DPG | 1 | 1 | 1 | 1 |
| MoDTC | 0 | 3 | 6 | 9 |
| S | 1.3 | 1.3 | 1.3 | 1.3 |
| CZ | 1.8 | 1.8 | 1.8 | 1.8 |
| Others | Protection system: 3.5 phr; Activation system: 4 phr | |||
| Test List | A | B | C | D |
|---|---|---|---|---|
| ML(Nm) | 1.82 | 2.02 | 2.21 | 2.35 |
| MH(Nm) | 17.53 | 18.03 | 17.05 | 16.92 |
| MH-ML(Nm) | 15.91 | 16.01 | 14.84 | 14.57 |
| tc90(min) | 16.51 | 9.96 | 9.55 | 9.17 |
| Hardness (Shore A) | 61 | 61.5 | 61 | 61.5 |
| 10% Tensile Modulus (MPa) | 0.74 | 0.76 | 0.66 | 0.76 |
| 100% Tensile Modulus (MPa) | 2.11 | 2.56 | 2.46 | 2.53 |
| 300% Tensile Modulus (MPa) | 7.64 | 9.45 | 8.62 | 9.29 |
| Tensile Strength (MPa) | 15.37 | 15.96 | 13.85 | 13.64 |
| Elongation at Break (%) | 465.37 | 481.80 | 421.03 | 393.16 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pan, Y.; Sui, Z.; Chen, Y.; Pan, Y.; Tang, S.; Wang, C.; Han, W. Effect of Interfacial Lubrication between Rubber and Metal on Reducing Mixer Chamber Wall Wear in Mixing Process. Polymers 2022, 14, 3473. https://doi.org/10.3390/polym14173473
Pan Y, Sui Z, Chen Y, Pan Y, Tang S, Wang C, Han W. Effect of Interfacial Lubrication between Rubber and Metal on Reducing Mixer Chamber Wall Wear in Mixing Process. Polymers. 2022; 14(17):3473. https://doi.org/10.3390/polym14173473
Chicago/Turabian StylePan, Yiren, Zhihua Sui, Yihui Chen, Yi Pan, Shaoshu Tang, Chuansheng Wang, and Wenwen Han. 2022. "Effect of Interfacial Lubrication between Rubber and Metal on Reducing Mixer Chamber Wall Wear in Mixing Process" Polymers 14, no. 17: 3473. https://doi.org/10.3390/polym14173473