
Recycling Waste Nonmetallic Printed Circuit Boards for Polyvinyl Chloride Composites

 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Surface Modification of Recycled NMPCB Powder
2.3. Composite Compounding
2.4. Characterization of NMPCB/PVC Composites
3. Results and Discussion
3.1. Characterization of Untreated and Treated NMPCBs
3.2. Characterization of NMPCB/PVC Composites
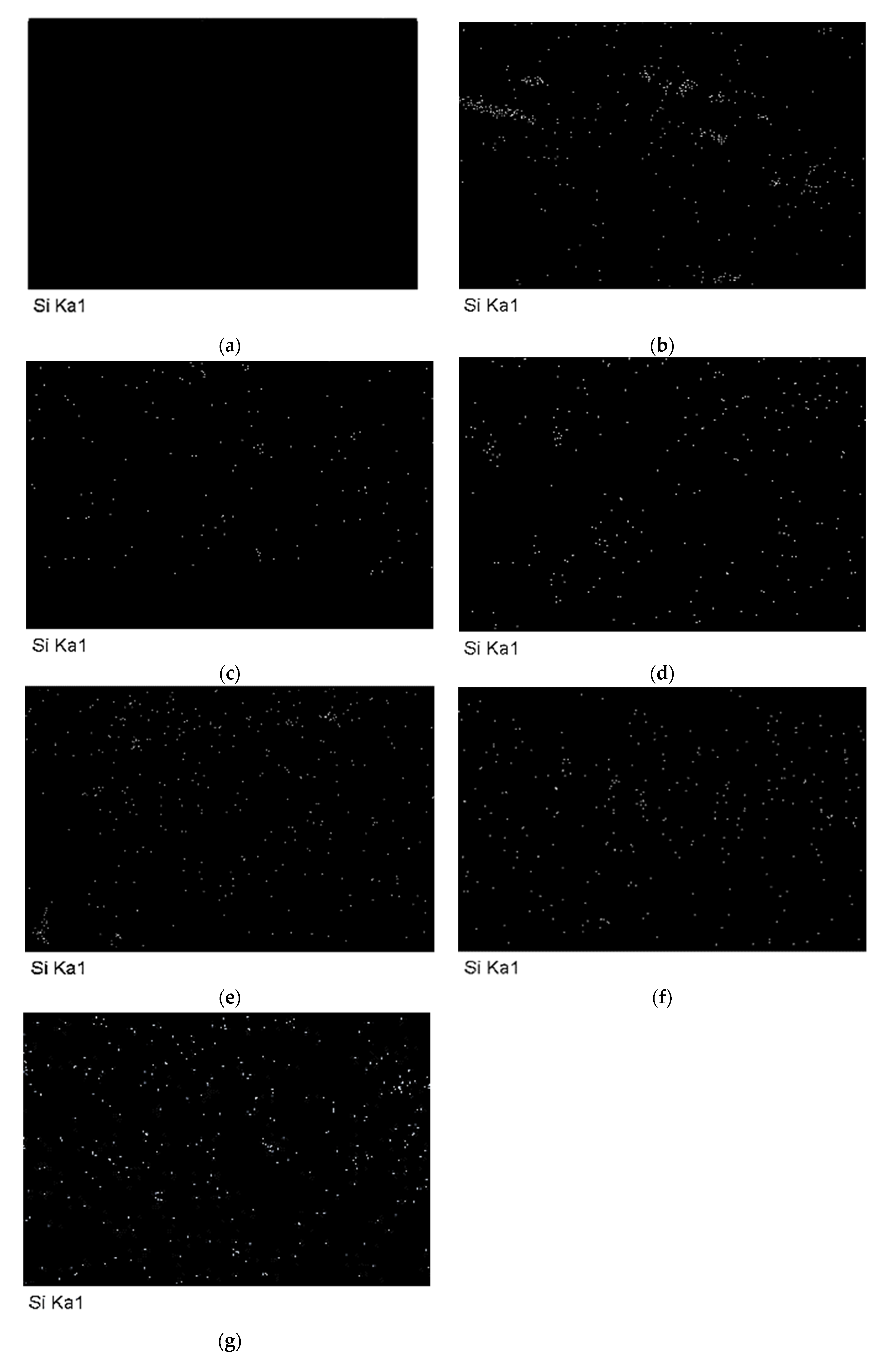
3.2.1. Morphology of NMPCB/PVC Composites
3.2.2. Density
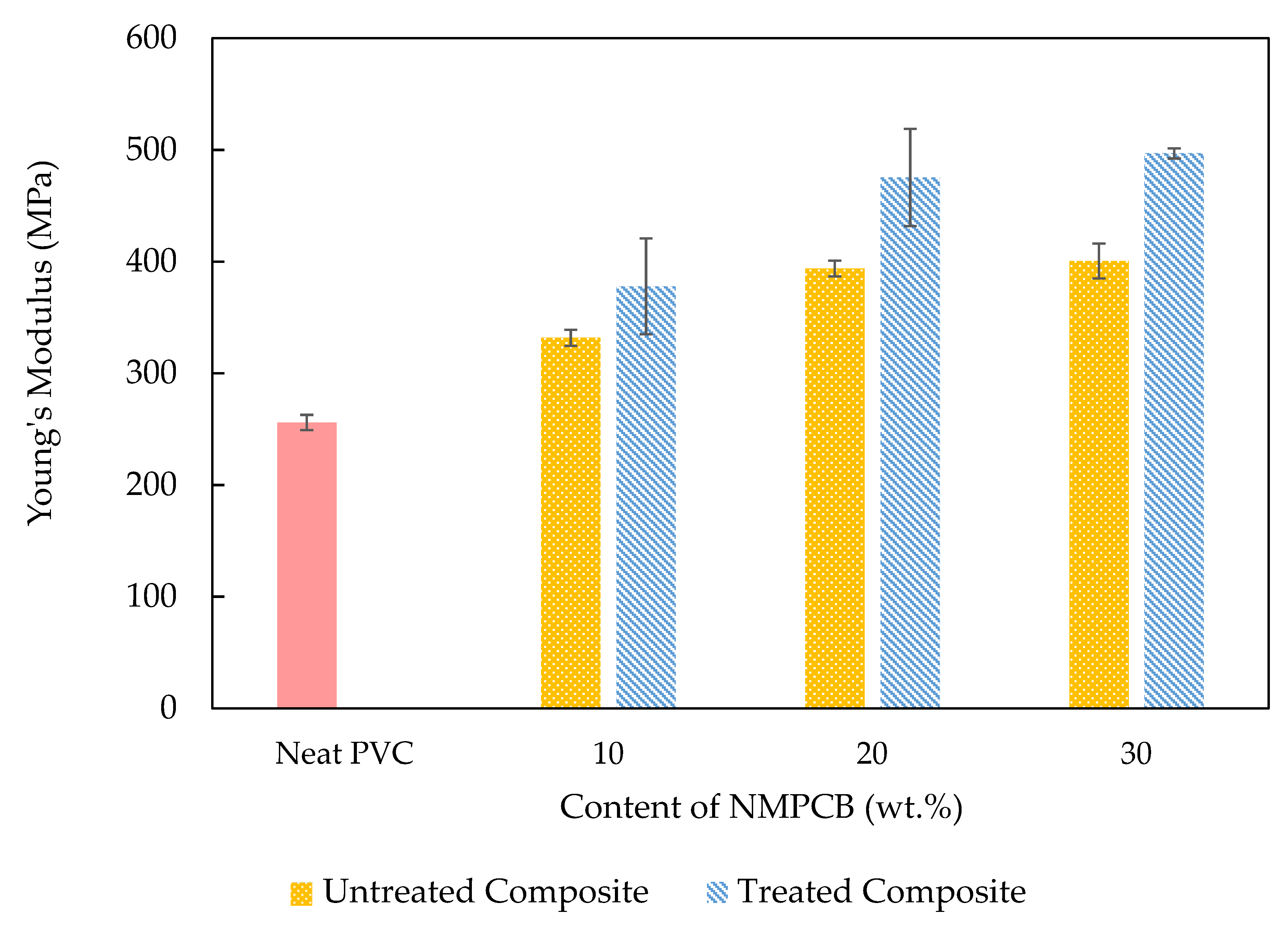
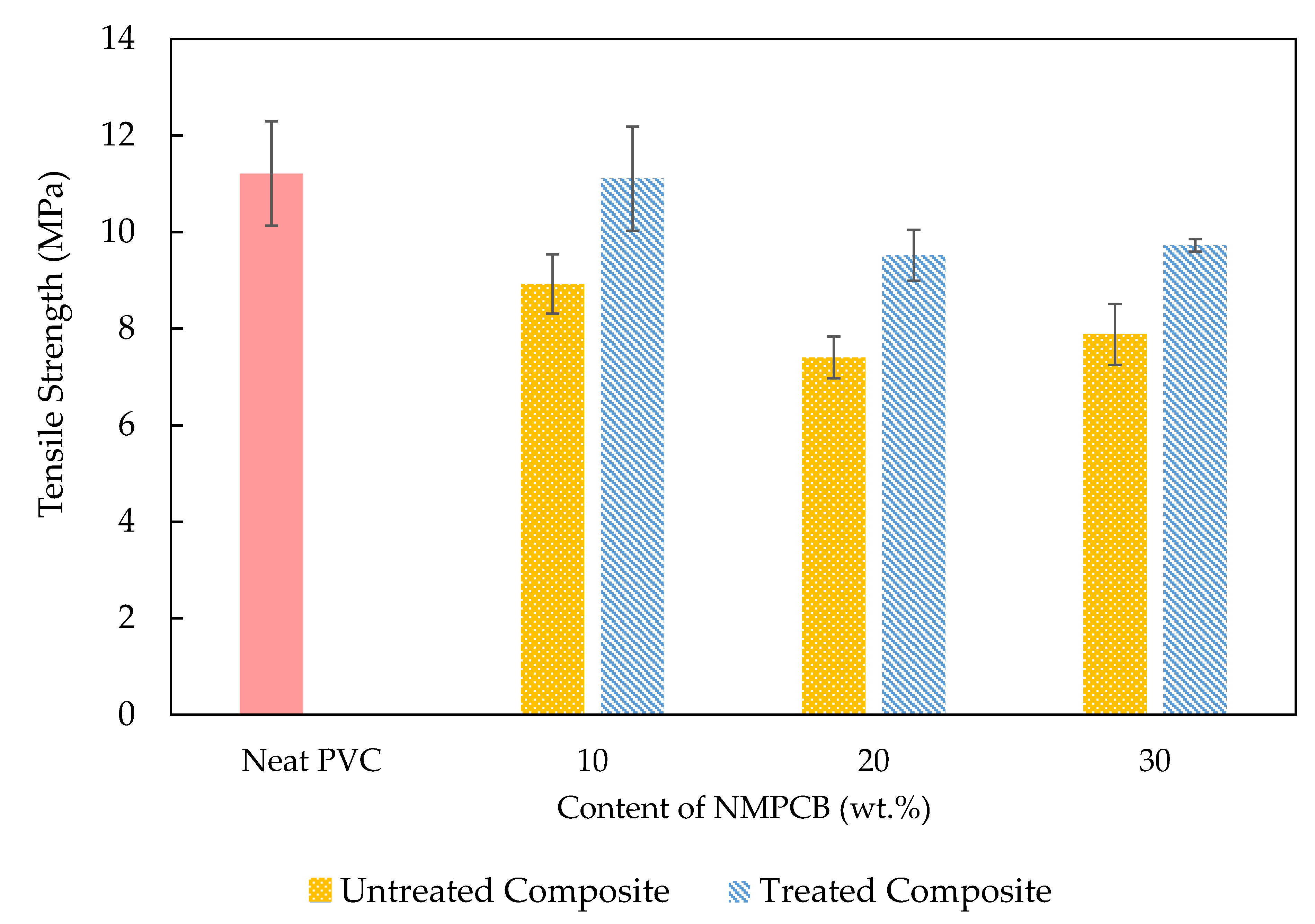
3.2.3. Mechanical Properties of NMPCB/PVC Composites
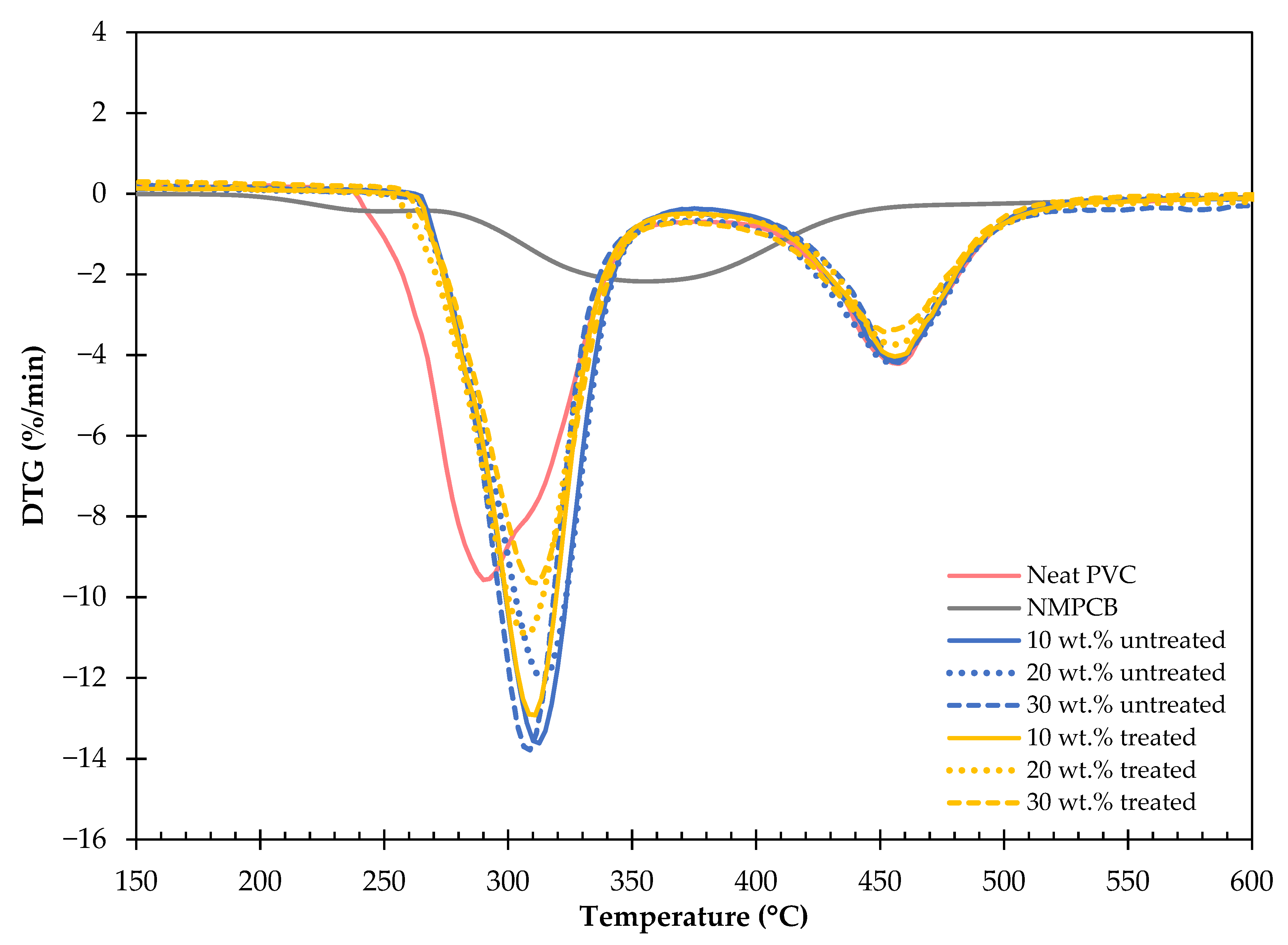
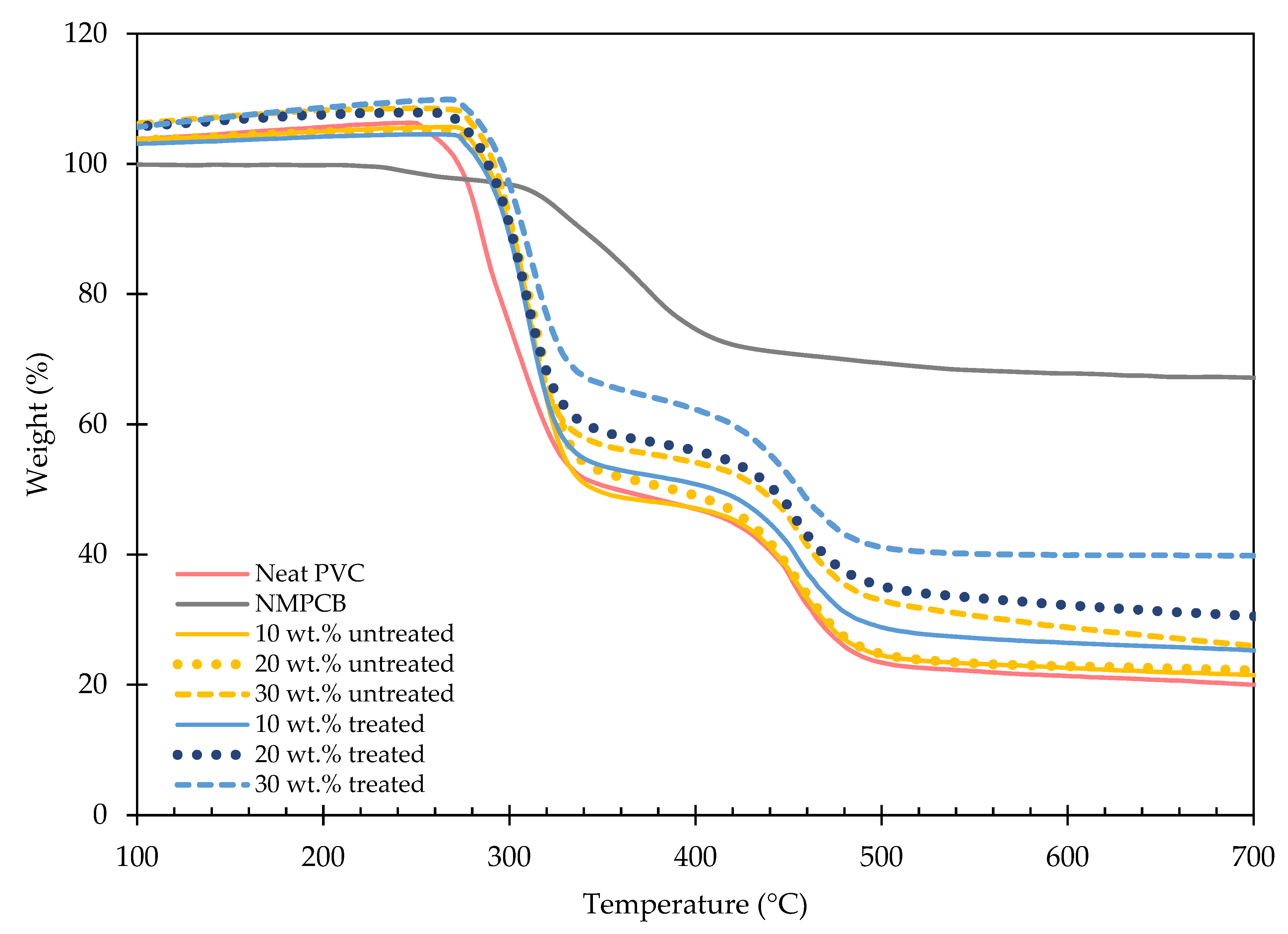
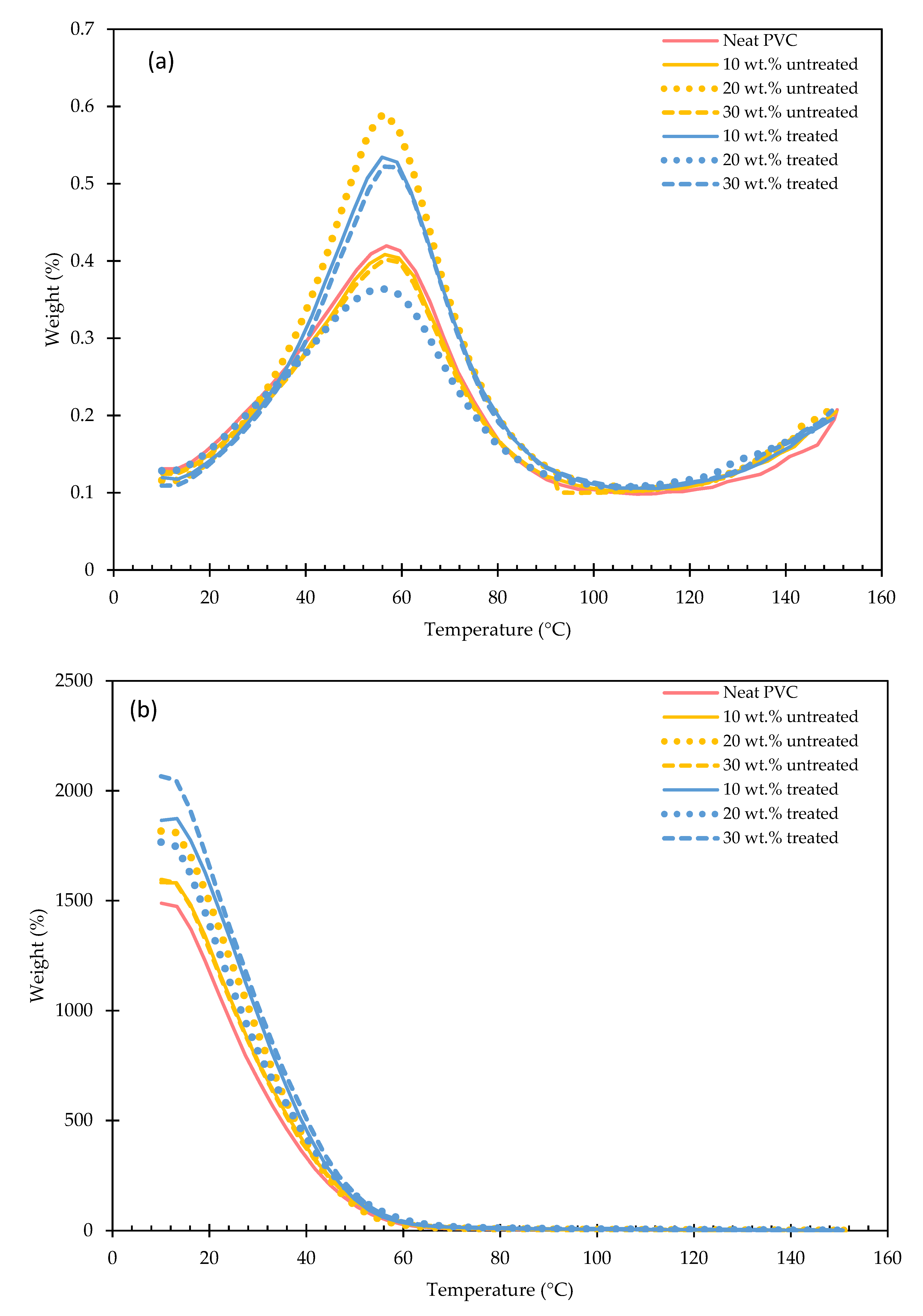
3.2.4. Thermal Property
3.2.5. Dynamic Mechanical Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Rajarao, R.; Sahajwalla, V.; Cayumil, R.; Park, M.; Khanna, R. Novel approach for processing hazardous electronic waste. Procedia Environ. Sci. 2014, 21, 33–41. [Google Scholar] [CrossRef]
- Rajagopal, R.R.; Aravinda, L.S.; Rajarao, R.; Bhat, B.R.; Sahajwalla, V. Activated carbon derived from non-metallic printed circuit board waste for supercapacitor application. Electrochim. Acta 2016, 211, 488–498. [Google Scholar] [CrossRef]
- Schwarzer, S.; De Bono, A.; Giuliani, G.; Kluser, S.; Peduzzi, P. E-waste, the hidden side of IT equipment’s manufacturing and use. Environ. Alert Bull. 2005, 5. [Google Scholar]
- Guo, J.; Xu, Z. Recycling of non-metallic fractions from waste printed circuit boards: A review. J. Hazard. Mater. 2009, 168, 567–590. [Google Scholar] [CrossRef]
- Yuanyuan, S.; Chiara, M.; Alessandro, G.; Alexander, S.; Thi Thu, L.; Annbritt, H.; Oliver, M.; Thomas, K.; Martin, D. Sustainable NaAlH4 production from recycled automotive Al alloy. Green Chem. 2022, 24, 4153–4163. [Google Scholar]
- Abdulaziz, A.; Rifan, H.; Gyorgy, S. Upcycling agricultural waste into membranes from date seed biomass to oil and solvent resistant nanofiltration. Green Chem. 2022, 24, 365–374. [Google Scholar]
- Puguan, J.M.C.; Pornea, A.G.M.; Ruello, J.L.A.; Kim, H. Double-Porous PET Waste-Derived Nanofibrous Aerogel for Effective Broadband Acoustic Absorption and Transmission. ACS Appl. Polym. Mater. 2022, 4, 2626–2635. [Google Scholar] [CrossRef]
- Joyce, C.; Rifan, H.; Gyorgy, S. Antipathogenic upcycling of face mask waste into separation materials using green solvents. Sustain. Mater. Technol. 2022, 32, 448–456. [Google Scholar]
- Moustafa, M.Y.; Zaghlou, M.Y.; Mai, M.Y.Z. Experimental and modeling analysis of mechanical-electrical behaviors of polypropylene composites filled with graphite and MWCNT fillers. Polym. Test. 2017, 6, 464–474. [Google Scholar]
- Fuseini, M.; Zaghloul, M.M.Y. Statistical and qualitative analyses of the kinetic models using electrophoretic deposition of polyaniline. J. Ind. Eng. Chem. 2022, 113, 475–487. [Google Scholar] [CrossRef]
- Zaghloul, M.M.Y.M. Mechanical properties of linear low-density polyethylene fire-retarded with melamine polyphosphate. J. Appl. Polym. Sci. 2018, 113, 46770. [Google Scholar] [CrossRef]
- Habib, M.; Sohaib, Q.; Ullah, A.; Habib, U.; Khan, A. Mechanical strength evaluation of composites made from waste printed circuit boards (PCBs). Part. Sci. Technol. 2015, 34, 301–307. [Google Scholar] [CrossRef]
- Grigorescu, R.M.; Ghioca, P.; Iancu, L.; David, M.E.; Ion, R.; Nicolae, C.; Gabor, R.A.; Radu, E.R.; Ganciarov, M.; Spurcaciu, B.; et al. Influence of non-metallic fraction of printed circuit boards waste on recycled polyvinyl chloride from waste wires. J. Appl. Polym. Sci. 2022, 139, 51469. [Google Scholar] [CrossRef]
- Das, R.K.; Gohatre, O.K.; Biswal, M.; Mohanty, S.; Nayak, S.K. Influence of non-metallic parts of waste printed circuit boards on the properties of plasticised polyvinyl chloride recycled from the waste wire. Waste Manag. Res. 2019, 37, 569–577. [Google Scholar] [CrossRef] [PubMed]
- Al-Harahsheh, M.; Al-Nu’Airat, J.; Al-Otoom, A.; Al-Hammouri, I.; Al-Jabali, H.; Al-Zoubi, M.; Abu Al’Asal, S. Treatments of electric arc furnace dust and halogenated plastic wastes: A review. J. Environ. Chem. Eng. 2019, 7, 102856. [Google Scholar] [CrossRef]
- Ma, W.G.; Mantia, F.L. Processing and mechanical properties of recycled PVC and of homopolymer blends with virgin PVC. J. Appl. Polym. Sci. 1996, 59, 759–767. [Google Scholar]
- Zheng, Y.; Shen, Z.; Cai, C.; Ma, S.; Xing, Y. The reuse of nonmetals recycled from waste printed circuit boards as reinforcing fillers in the polypropylene composites. J. Hazard. Mater. 2009, 163, 600–606. [Google Scholar] [CrossRef]
- Balgude, D.; Konge, K.; Sabnis, A. Synthesis and characterization of sol–gel derived CNSL based hybrid anti-corrosive coatings. J. Sol-Gel Sci. Technol. 2014, 69, 155–165. [Google Scholar] [CrossRef]
- Jain, R.; Steel, T. Waterborne Inorganic-Organic Hybrid Coatings on Magnesium by Sol-Gel Route. Master’s Thesis, Indian Institute of Technology Bombay, Mumbai, India, 2010. [Google Scholar]
- Badra, B.; Mohamed, T.B. Effects of Epoxidized Sunflower Oil on the Mechanical and Dynamical Analysis of the Plasticized Poly(vinyl chloride). J. Appl. Polym. Sci. 2008, 107, 3442–3450. [Google Scholar]
- Chen, J.; Li, K.; Wang, Y.; Huang, J.; Nie, X.; Jiang, J. Synthesis and Properties of a Novel Environmental Epoxidized Glycidyl Ester of Ricinoleic Acetic Ester Plasticizer for Poly(vinyl chloride). Polymers 2017, 9, 640. [Google Scholar] [CrossRef]
- Li, L.J.; He, B.; Chen, X. Epoxylsilane Crosslinking of Rigid Poly(vinyl chloride). J. Appl. Polym. Sci. 2007, 106, 3610–3616. [Google Scholar] [CrossRef]
- Li, L.J.; Xian, C.; Bobing, H. CrossLinking of Rigid Poly(vinyl chloride)With Epoxysilane. J. Vinyl Add. Technol. 2007, 13, 103–110. [Google Scholar] [CrossRef]
- McGenity, P.; Hooper, J.; Paynter, C.; Riley, A.; Nutbeem, C.; Elton, N.; Adams, J. Nucleation and crystallization of polypropylene by mineral fillers: Relationship to impact strength. Polymer 1992, 33, 5215–5224. [Google Scholar] [CrossRef]
- Franco-Marquès, E.; Méndez, J.; Pèlach, M.; Vilaseca, F.; Bayer, J.; Mutjé, P. Influence of coupling agents in the preparation of polypropylene composites reinforced with recycled fibers. Chem. Eng. J. 2011, 166, 1170–1178. [Google Scholar] [CrossRef]
- Supri, A.G.; Ismail, H.; Shuhadah, S. Effect of polyethylene-grafted maleic anhydride (PE-g-MAH) on properties of low density polyethylene/eggshell powder (LDPE/ESP) composites. Polym. Technol. Eng. 2010, 49, 347–353. [Google Scholar] [CrossRef]
- Ge, X.C.; Li, X.H.; Meng, Y.Z. Tensile properties, morphology, and thermal behavior of PVC composites containing pine flour and bamboo flour. J. Appl. Polym. Sci. 2004, 93, 1804–1811. [Google Scholar] [CrossRef]
- Guo, J.; Tang, Y.; Xu, Z. Performance and thermal behavior of wood plastic composite produced by nonmetals of pulverized waste printed circuit boards. J. Hazard. Mater. 2010, 179, 203–207. [Google Scholar] [CrossRef]
- Muniyandi, S.K.; Sohaili, J.; Hassan, A. Mechanical, thermal, morphological and leaching properties of nonmetallic printed circuit board waste in recycled HDPE composites. J. Clean. Prod. 2013, 57, 327–334. [Google Scholar] [CrossRef]
- Muniyandi, S.K.; Sohaili, J.; Hassan, A. Accelerated weathering properties of compatibilized composites made from recycled HDPE and nonmetallic printed circuit board waste. J. Appl. Polym. Sci. 2016. [Google Scholar] [CrossRef]
- Shi, H.; Zhao, X.; Li, Z.; Yu, L.; Li, X.; Zhang, Z. Bismuth oxychloride nanosheets for improvement of flexible poly (vinyl chloride) flame retardancy. J. Mater. Sci. 2020, 55, 631–643. [Google Scholar] [CrossRef]
- Ahmad, Z.; Al-Awadi, N.A.; Al-Sagheer, F. Thermal degradation studies in poly (vinyl chloride)/poly (methyl methacrylate) blends. Polym. Degrad. Stabil. 2008, 93, 456–465. [Google Scholar] [CrossRef]
- Li, B. Influence of polymer additives on thermal decomposition and smoke emission of poly (vinyl chloride). Polym. Degrad. Stabil. 2003, 82, 467–476. [Google Scholar] [CrossRef]
- Fang, Y.; Wang, Q.; Bai, X.; Wang, W.; Cooper, P.A. Thermal and burning properties of wood flour-poly(vinyl chloride) composite. J. Therm. Anal. 2011, 109, 1577–1585. [Google Scholar] [CrossRef]
- John, M.J.; Bellmann, C.; Anandjiwala, R.D. Kenaf–polypropylene composites: Effect of amphiphilic coupling agent on surface properties of fibres and composites. Carbohydr. Polym. 2010, 82, 549–554. [Google Scholar] [CrossRef]
- Chandra, R.; Singh, S.; Gupta, K. Damping studies in fiber-reinforced composites—A review. Compos. Struct. 1999, 46, 41–51. [Google Scholar] [CrossRef]
- Tajvidi, M.; Falk, R.H.; Hermanson, J.C. Effect of natural fibers on thermal and mechanical properties of natural fiber polypropylene composites studied by dynamic mechanical analysis. J. Appl. Polym. Sci. 2006, 101, 4341–4349. [Google Scholar] [CrossRef]
- Mohanty, S.; Verma, S.K.; Nayak, S.K. Dynamic mechanical and thermal properties of MAPE treated jute/HDPE composites. Compos. Sci. Technol. 2006, 66, 538–547. [Google Scholar] [CrossRef]
- Sreenivasan, V.; Rajini, N.; Alavudeen, A.; Arumugaprabu, V. Dynamic mechanical and thermo-gravimetric analysis of Sansevieria cylindrica/polyester composite: Effect of fiber length, fiber loading and chemical treatment. Compos. Part B Eng. 2015, 69, 76–86. [Google Scholar] [CrossRef]
- Chen, G.; Tian, M.; Guo, S. A Study on the Morphology and Mechanical Properties of PVC/nano-SiO2 Composites. J. Macromol. Sci. Part B 2006, 45, 709–725. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Density (g cm−3) | |
|---|---|---|
| Untreated | Treated | |
| Neat PVC | 1.23 ± 0.013 | |
| 10 wt.% NMPCB/PVC composite | 1.31 ± 0.002 | 1.32 ± 0.001 |
| 20 wt.% NMPCB/PVC composite | 1.34 ± 0.001 | 1.35 ± 0.005 |
| 30 wt.% NMPCB/PVC composite | 1.35 ± 0.001 | 1.36 ± 0.005 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Moe, A.K.; Chungprempree, J.; Preechawong, J.; Sapsrithong, P.; Nithitanakul, M. Recycling Waste Nonmetallic Printed Circuit Boards for Polyvinyl Chloride Composites. Polymers 2022, 14, 3531. https://doi.org/10.3390/polym14173531
Moe AK, Chungprempree J, Preechawong J, Sapsrithong P, Nithitanakul M. Recycling Waste Nonmetallic Printed Circuit Boards for Polyvinyl Chloride Composites. Polymers. 2022; 14(17):3531. https://doi.org/10.3390/polym14173531
Chicago/Turabian StyleMoe, Aung Kyaw, Jirasuta Chungprempree, Jitima Preechawong, Pornsri Sapsrithong, and Manit Nithitanakul. 2022. "Recycling Waste Nonmetallic Printed Circuit Boards for Polyvinyl Chloride Composites" Polymers 14, no. 17: 3531. https://doi.org/10.3390/polym14173531
APA StyleMoe, A. K., Chungprempree, J., Preechawong, J., Sapsrithong, P., & Nithitanakul, M. (2022). Recycling Waste Nonmetallic Printed Circuit Boards for Polyvinyl Chloride Composites. Polymers, 14(17), 3531. https://doi.org/10.3390/polym14173531