


New Poplar-Derived Biocomposites via Single-Step Thermoforming Assisted by Phosphoric Acid Pretreatment



Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Materials and Methods
2.1. Source of Feedstock and Its Utilisation to Produce Biocomposites
2.2. Analysis of Essential Mechanical and Physical Characteristics of Biocomposite
2.3. Chemical Structure Characterisation
3. Result and Discussion
3.1. Physical Properties
3.2. Hydrophobicity of Raw Material and Biocomposites
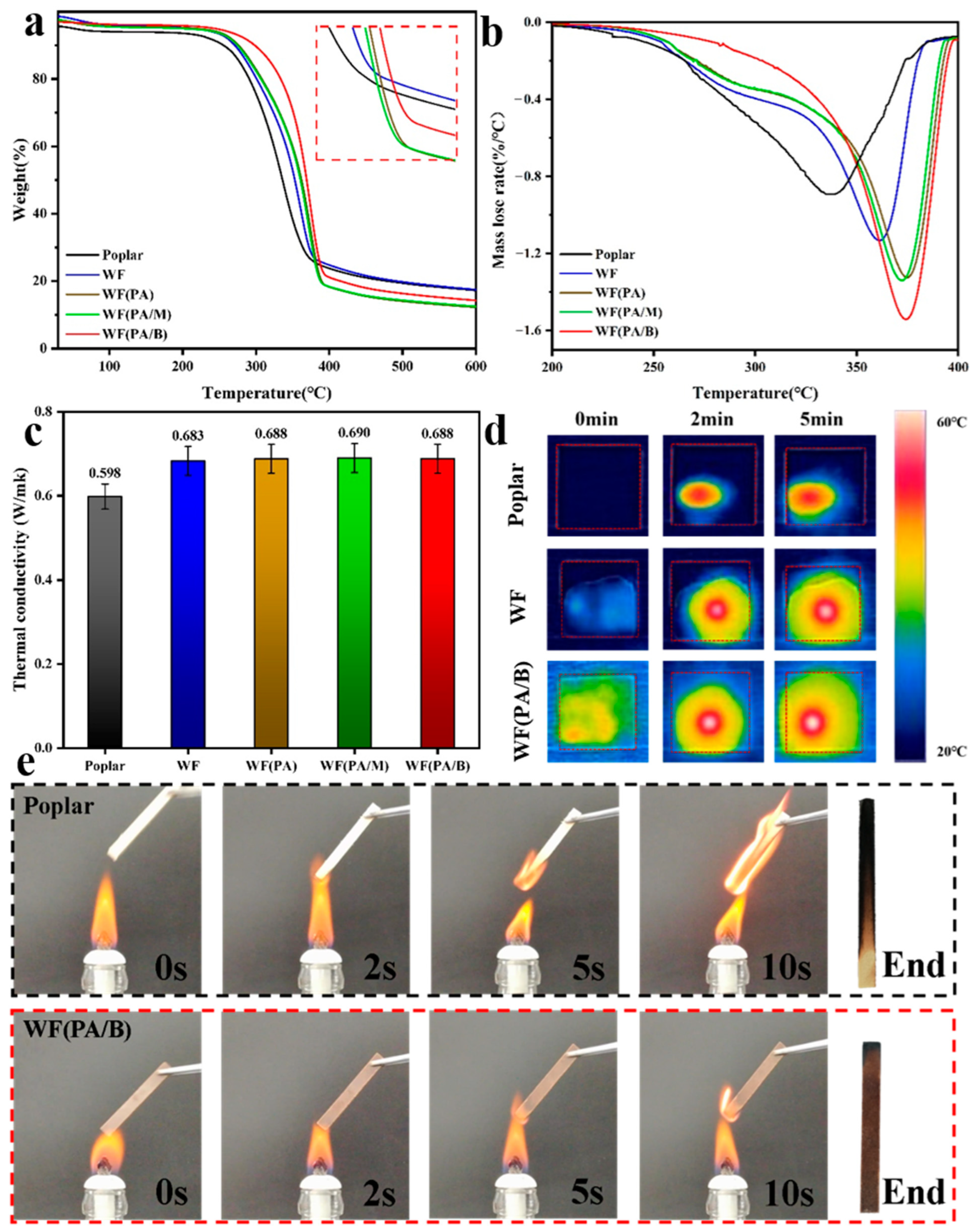
3.3. Stability of Biocomposites against High Temperature
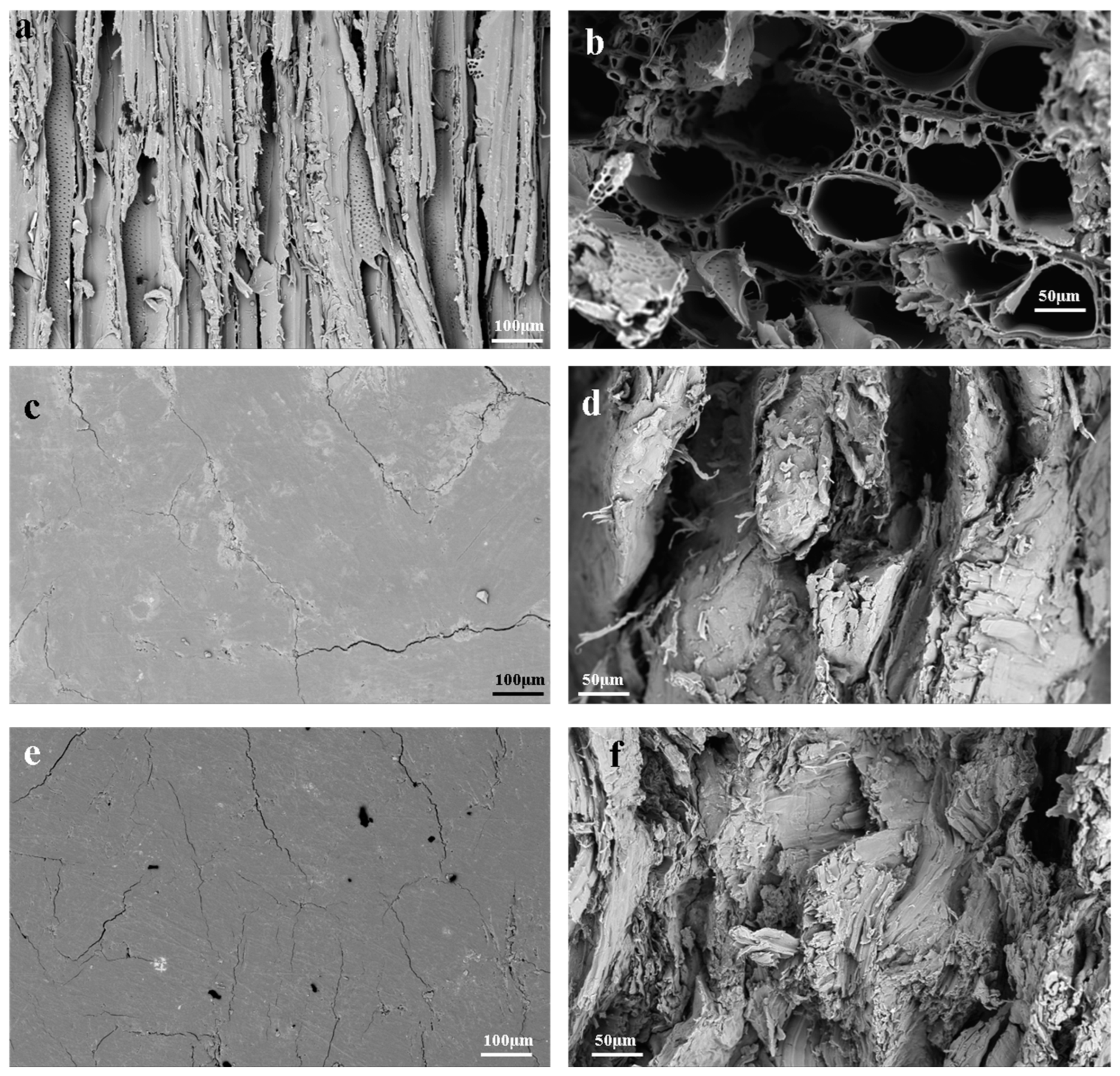
3.4. Micromorphology Investigation
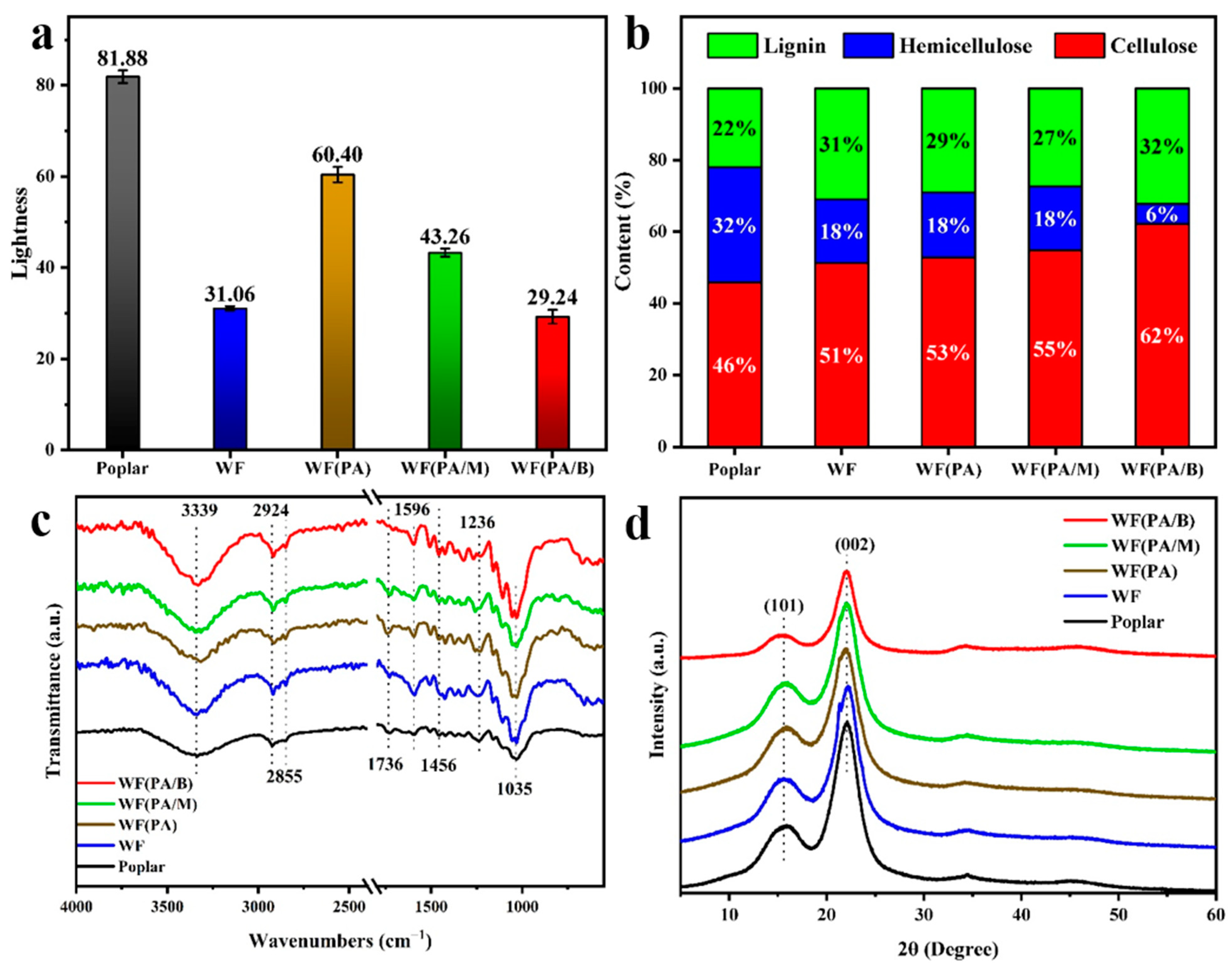
3.5. Chemical Properties of Biocomposites
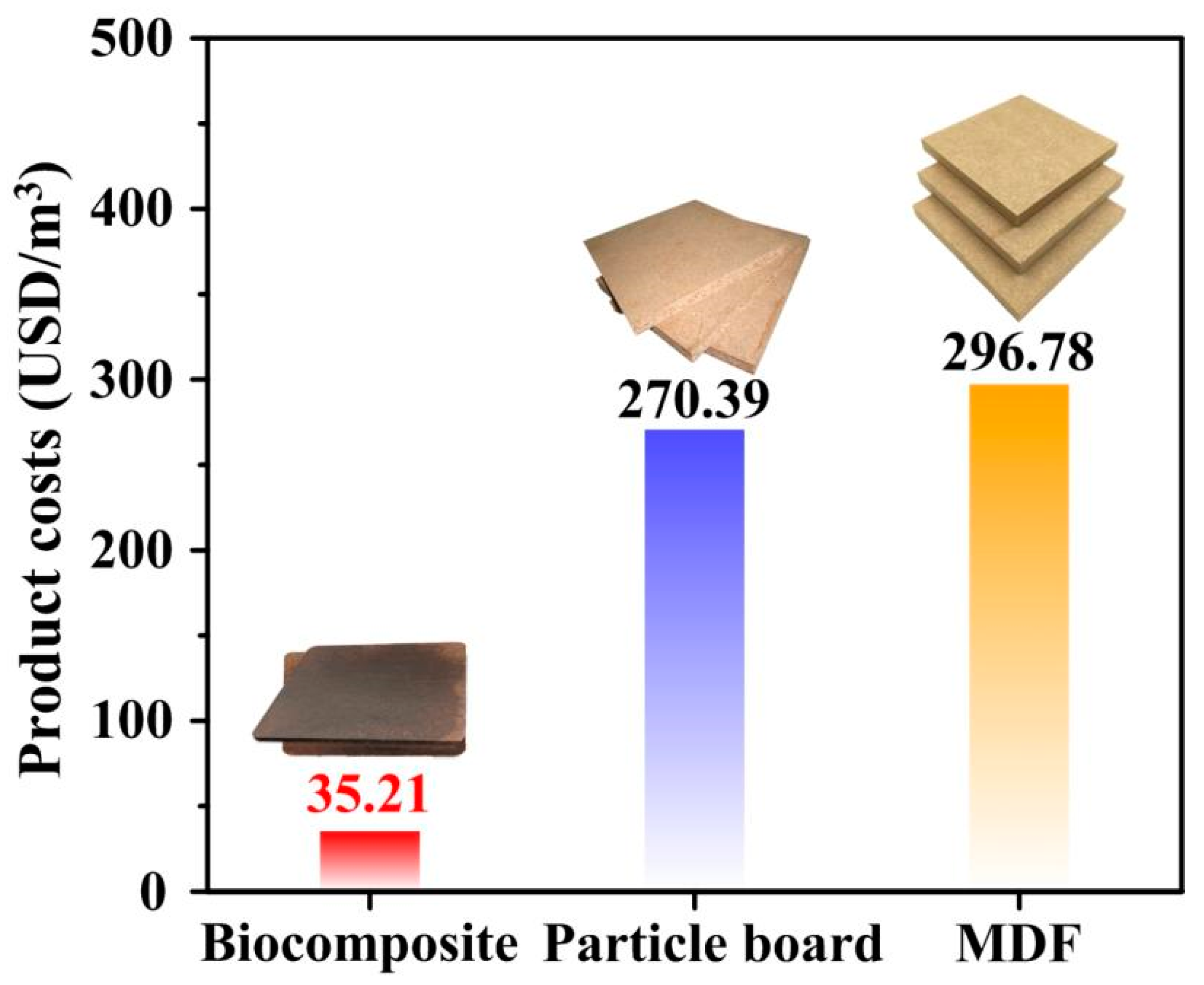
3.6. Economic Analysis and Future Development
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Watt, E.; Abdelwahab, M.A.; Snowdon, M.R.; Mohanty, A.K.; Khalil, H.; Misra, M. Hybrid biocomposites from polypropylene, sustainable biocarbon and graphene nanoplatelets. Sci. Rep. 2020, 10, 10714. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Fu, J.; Zhang, C.; Zhao, H. HPLC-DAD-ESI-MS Analysis of Flavonoids from Leaves of Different Cultivars of Sweet Osmanthus. Molecules 2016, 21, 1224. [Google Scholar] [CrossRef] [PubMed]
- Manan, S.; Ullah, M.W.; Ul-Islam, M.; Atta, O.M.; Yang, G. Synthesis and applications of fungal mycelium-based advanced functional materials. J. Bioresour. Bioprod. 2021, 6, 1–10. [Google Scholar] [CrossRef]
- Zwawi, M. A Review on Natural Fiber Bio-Composites, Surface Modifications and Applications. Molecules 2021, 26, 404. [Google Scholar] [CrossRef]
- Domínguez-Robles, J.; Tarrés, Q.; Alcalà, M.; El Mansouri, N.-E.; Rodríguez, A.; Mutjé, P.; Delgado-Aguilar, M. Development of high-performance binderless fiberboards from wheat straw residue. Constr. Build. Mater. 2020, 232, 117247. [Google Scholar] [CrossRef]
- Ahmad, M.R.; Chen, B.; Haque, M.A.; Ali Shah, S.F. Development of a sustainable and innovant hygrothermal bio-composite featuring the enhanced mechanical properties. J. Clean. Prod. 2019, 229, 128–143. [Google Scholar] [CrossRef]
- Lu, L.; Wang, Y.; Li, T.; Wang, S.; Yang, S.; Qing, Y.; Li, X.; Wu, Y.; Liu, M. Calcium carbonate modified urea-formaldehyde resin adhesive for strength enhanced medium density fiberboard production. RSC Adv. 2021, 11, 25010–25017. [Google Scholar] [CrossRef]
- Ji, X.; Dong, Y.; Nguyen, T.T.; Chen, X.; Guo, M. Environment-friendly wood fibre composite with high bonding strength and water resistance. R. Soc. Open Sci. 2018, 5, 172002. [Google Scholar] [CrossRef] [PubMed]
- Li, R.; Feng, L.F.; Liang, Y.X.; Gao, J.; Yang, W.B. A new flame-retardant medium density fiberboard with no formaldehyde release: Wood fiber cell walls template zeolite via in situ thermocompression. J. Appl. Polym. Sci. 2021, 138. [Google Scholar] [CrossRef]
- Antov, P.; Savov, V.; Neykov, N. Sustainable Bio-Based Adhesives for Eco-Friendly Wood Composites a Review. Wood Res. 2020, 65, 51–62. [Google Scholar] [CrossRef]
- Thuraisingam, J.; Mishra, P.; Gupta, A.; Soubam, T.; Piah, B.M. Novel natural rubber latex/lignin-based bio-adhesive: Synthesis and its application on medium density fiber-board. Iran. Polym. J. 2019, 28, 283–290. [Google Scholar] [CrossRef]
- Stepanova, M.; Korzhikova-Vlakh, E. Modification of Cellulose Micro- and Nanomaterials to Improve Properties of Aliphatic Polyesters/Cellulose Composites: A Review. Polymers 2022, 14, 1477. [Google Scholar] [CrossRef] [PubMed]
- Dorieh, A.; Khan, A.; Selakjani, P.P.; Pizzi, A.; Hasankhah, A.; Meraj, M.; Pirouzram, O.; Abatari, M.N.; Movahed, S.G. Influence of wood leachate industrial waste as a novel catalyst for the synthesis of UF resins and MDF bonded with them. Int. J. Adhes. Adhes. 2021, 111, 102985. [Google Scholar] [CrossRef]
- Kristak, L.; Antov, P.; Bekhta, P.; Lubis, M.A.R.; Iswanto, A.H.; Reh, R.; Sedliacik, J.; Savov, V.; Taghiyari, H.R.; Papadopoulos, A.N.; et al. Recent progress in ultra-low formaldehyde emitting adhesive systems and formaldehyde scavengers in wood-based panels: A review. Wood Mater. Sci. Eng. 2022. [Google Scholar] [CrossRef]
- Ge, S.; Ma, N.L.; Jiang, S.; Ok, Y.S.; Lam, S.S.; Li, C.; Shi, S.Q.; Nie, X.; Qiu, Y.; Li, D.; et al. Processed Bamboo as a Novel Formaldehyde-Free High-Performance Furniture Biocomposite. ACS Appl. Mater. Interfaces 2020, 12, 30824–30832. [Google Scholar] [CrossRef] [PubMed]
- Zhu, H.; Zhu, S.; Jia, Z.; Parvinian, S.; Li, Y.; Vaaland, O.; Hu, L.; Li, T. Anomalous scaling law of strength and toughness of cellulose nanopaper. Proc. Natl. Acad. Sci. USA 2015, 112, 8971–8976. [Google Scholar] [CrossRef] [PubMed]
- Jiang, B.; Chen, C.; Liang, Z.; He, S.; Kuang, Y.; Song, J.; Mi, R.; Chen, G.; Jiao, M.; Hu, L. Lignin as a Wood-Inspired Binder Enabled Strong, Water Stable, and Biodegradable Paper for Plastic Replacement. Adv. Funct. Mater. 2019, 30, 1906307. [Google Scholar] [CrossRef]
- Wang, X.; Xia, Q.; Jing, S.; Li, C.; Chen, Q.; Chen, B.; Pang, Z.; Jiang, B.; Gan, W.; Chen, G.; et al. Strong, Hydrostable, and Degradable Straws Based on Cellulose-Lignin Reinforced Composites. Small 2021, 17, e2008011. [Google Scholar] [CrossRef]
- Klinger, G.E.; Zhou, Y.; Foote, J.A.; Wester, A.M.; Cui, Y.; Alherech, M.; Stahl, S.S.; Jackson, J.E.; Hegg, E.L. Nucleophilic Thiols Reductively Cleave Ether Linkages in Lignin Model Polymers and Lignin. ChemSusChem 2020, 13, 4394–4399. [Google Scholar] [CrossRef]
- Vitrone, F.; Ramos, D.; Ferrando, F.; Salvadó, J. Binderless fiberboards for sustainable construction. Materials, production methods and applications. J. Build. Eng. 2021, 44, 102625. [Google Scholar] [CrossRef]
- Castanon-Rodriguez, J.F.; Torrestiana-Sanchez, B.; Montero-Lagunes, M.; Portilla-Arias, J.; Ramirez de Leon, J.A.; Aguilar-Uscanga, M.G. Using high pressure processing (HPP) to pretreat sugarcane bagasse. Carbohydr. Polym. 2013, 98, 1018–1024. [Google Scholar] [CrossRef] [PubMed]
- Wang, Q.; Xiao, S.; Shi, S.Q.; Cai, L. The effect of delignification on the properties of cellulosic fiber material. Holzforschung 2018, 72, 443–449. [Google Scholar] [CrossRef]
- Shi, J.; Peng, J.; Huang, Q.; Cai, L.; Shi, S.Q. Fabrication of densified wood via synergy of chemical pretreatment, hot-pressing and post mechanical fixation. J. Wood Sci. 2020, 66, 5. [Google Scholar] [CrossRef]
- Huang, R.; Fujimoto, N.; Sakagami, H.; Feng, S. Sandwich compression of sugi (Cryptomeria japonica) and hinoki (Chamaecyparis obtusa) wood: Density distribution, surface hardness and their controllability. J. Wood Sci. 2021, 67, 43. [Google Scholar] [CrossRef]
- Ozturk, H.; Demir, A.; Demirkir, C. Optimization of pressing parameters for the best mechanical properties of wood veneer/polystyrene composite plywood using artificial neural network. Eur. J. Wood Wood Prod. 2022, 80, 907–922. [Google Scholar] [CrossRef]
- Pabón Rojas, J.J.; Ramón Valencia, B.A.; Bolívar Osorio, F.J.; Ramirez, D. The role of fiber-matrix compatibility in vacuum processed natural fiber/epoxy biocomposites. Cellulose 2021, 28, 7845–7857. [Google Scholar] [CrossRef]
- Moussa, T.; Maalouf, C.; Bliard, C.; Abbes, B.; Badouard, C.; Lachi, M.; do Socorro Veloso Sodre, S.; Bufalino, L.; Bogard, F.; Beaumont, F.; et al. Spent Coffee Grounds as Building Material for Non-Load-Bearing Structures. Materials 2022, 15, 1689. [Google Scholar] [CrossRef]
- Ozkur, S.; Sezgin, H.; Yalcin-Enis, I. The Effect of Curing and Post-curing Processes on Physical and Mechanical Behaviors of Jute Fabric Reinforced AESO/Epoxy Based Bio-composites. Fiber Polym. 2022, 23, 1410–1421. [Google Scholar] [CrossRef]
- Tedjditi, A.K.; Ghomari, F.; Belarbi, R.; Cherif, R.; Boukhelf, F.; Bouhraoua, R.T. Towards understanding cork concrete behaviour: Impact of considering cork absorption during mixing process. Constr. Build. Mater. 2022, 317, 125905. [Google Scholar] [CrossRef]
- Zhao, Y.; Xiao, S.; Yue, J.; Zheng, D.; Cai, L. Effect of enzymatic hydrolysis lignin on the mechanical strength and hydrophobic properties of molded fiber materials. Holzforschung 2020, 74, 469–475. [Google Scholar] [CrossRef]
- Zhao, Y.; Qu, D.; Yu, T.; Xie, X.; He, C.; Ge, D.; Yang, L. Frost-resistant high-performance wood via synergetic building of omni-surface hydrophobicity. Chem. Eng. J. 2020, 385, 123860. [Google Scholar] [CrossRef]
- Chen, D.; Cen, K.; Zhuang, X.; Gan, Z.; Zhou, J.; Zhang, Y.; Zhang, H. Insight into biomass pyrolysis mechanism based on cellulose, hemicellulose, and lignin: Evolution of volatiles and kinetics, elucidation of reaction pathways, and characterization of gas, biochar and bio-oil. Combust. Flame 2022, 242, 112142. [Google Scholar] [CrossRef]
- Chen, N.; Pilla, S. A comprehensive review on transforming lignocellulosic materials into biocarbon and its utilization for composites applications. Compos. Part C Open Access 2022, 7, 100225. [Google Scholar] [CrossRef]
- Segovia, F.; Blanchet, P.; Auclair, N.; Essoua Essoua, G. Thermo-Mechanical Properties of a Wood Fiber Insulation Board Using a Bio-Based Adhesive as a Binder. Buildings 2020, 10, 152. [Google Scholar] [CrossRef]
- Dorez, G.; Ferry, L.; Sonnier, R.; Taguet, A.; Lopez-Cuesta, J.M. Effect of cellulose, hemicellulose and lignin contents on pyrolysis and combustion of natural fibers. J. Anal. Appl. Pyrolysis 2014, 107, 323–331. [Google Scholar] [CrossRef]
- Lago, A.; Hernando, H.; Moreno, J.M.; Serrano, D.P.; Fermoso, J. Valorisation of a lignin-rich residue via catalytic pyrolysis over ZrO2/ZSM-5 technical catalyst. Fuel Process. Technol. 2021, 215, 106746. [Google Scholar] [CrossRef]
- Kavitha, D.; Chandrasekaran Murugavel, S.; Thenmozhi, S. Flame retarding cardanol based novolac-epoxy/rice husk composites. Mater. Chem. Phys. 2021, 263, 124225. [Google Scholar] [CrossRef]
- Alharbi, M.A.H.; Hirai, S.; Tuan, H.A.; Akioka, S.; Shoji, W. Dataset on mechanical, thermal and structural characterization of plant fiber-based biopolymers prepared by hot-pressing raw coconut coir, and milled powders of cotton, waste bagasse, wood, and bamboo. Data Brief 2020, 30, 105510. [Google Scholar] [CrossRef]
- Zuo, S.; Liang, Y.; Yang, H.; Ma, X.; Ge, S.; Wu, Y.; Fei, B.; Guo, M.; Ahamad, T.; Le, H.S.; et al. High strength composites of carbon fiber sheets-veneers sandwich-structure for electromagnetic interference shielding materials. Prog. Org. Coat. 2022, 165, 106736. [Google Scholar] [CrossRef]
- Zhang, L.; Chen, Z.; Dong, H.; Fu, S.; Ma, L.; Yang, X. Wood plastic composites based wood wall’s structure and thermal insulation performance. J. Bioresour. Bioprod. 2021, 6, 65–74. [Google Scholar] [CrossRef]
- Arisht, S.N.; Abdul, P.M.; Liu, C.-M.; Lin, S.-K.; Maaroff, R.M.; Wu, S.-Y.; Jahim, J.M. Biotoxicity assessment and lignocellulosic structural changes of phosphoric acid pre-treated young coconut husk hydrolysate for biohydrogen production. Int. J. Hydrogen Energy 2019, 44, 5830–5843. [Google Scholar] [CrossRef]
- Ma, C.Y.; Xu, L.H.; Zhang, C.; Guo, K.N.; Yuan, T.Q.; Wen, J.L. A synergistic hydrothermal-deep eutectic solvent (DES) pretreatment for rapid fractionation and targeted valorization of hemicelluloses and cellulose from poplar wood. Bioresour. Technol. 2021, 341, 125828. [Google Scholar] [CrossRef] [PubMed]
- Duan, X.; Piao, X.; Xie, M.; Cao, Y.; Yan, Y.; Wang, Z.; Jin, C. Environmentally friendly wood-fibre-based moulded products with improved hydrophobicity and dimensional stability. Colloids Surf. A Physicochem. Eng. Asp. 2021, 627, 126998. [Google Scholar] [CrossRef]
- Wu, X.; Yang, F.; Gan, J.; Kong, Z.; Wu, Y. A Superhydrophobic, Antibacterial, and Durable Surface of Poplar Wood. Nanomaterials 2021, 11, 1885. [Google Scholar] [CrossRef]
- Wang, J.; Liu, J.; Li, J.; Zhu, J.Y. Characterization of Microstructure, Chemical, and Physical Properties of Delignified and Densified Poplar Wood. Materials 2021, 14, 5709. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Sun, Y.; Hao, J.; Wang, W.; Song, Y.; Zhou, Z. Interface Bonding Properties and Mechanism of Poplar Board-Veneered Wood Fiber/Polypropylene Composites with Chlorinated Polypropylene Films as an Intermediate Layer. Langmuir 2019, 35, 13934–13941. [Google Scholar] [CrossRef]
- Wang, Z.; Zou, W.; Sun, D.; Ji, X.; Yu, M. Fabrication and performance of in-depth hydrophobic wood modified by a silica/wax complex emulsion combined with thermal treatment. Wood Sci. Technol. 2020, 54, 1223–1239. [Google Scholar] [CrossRef]
- Pham Van, T.; Schöpper, C.; Klüppel, A.; Mai, C. Effect of wood and panel density on the properties of lightweight strand boards. Wood Mater. Sci. Eng. 2019, 16, 237–245. [Google Scholar] [CrossRef]
- Long, Z.Z.; Zhang, L.Q.; Tan, Z.L.; Wu, Q.D.; Yan, J. Effect of Hot-pressing Process on Mechanical Properties and Color Changes of Poplar Powder Compacts. Bioresources 2021, 16, 4934–4946. [Google Scholar] [CrossRef]
- Li, Y.; Gao, L.; Liu, Y.; Li, J. Structurally Colored Wood Composite with Reflective Heat Insulation and Hydrophobicity. J. Wood Chem. Technol. 2019, 39, 454–463. [Google Scholar] [CrossRef]
- Nishiyama, Y. Retrieving structural information from scattering and attenuation data of transparent wood and (Nano)paper. J. Bioresour. Bioprod. 2021, 6, 187–194. [Google Scholar] [CrossRef]
- Brazil, T.R.; Gonçalves, M.; Junior, M.S.O.; Rezende, M.C. Sustainable process to produce activated carbon from Kraft lignin impregnated with H3PO4 using microwave pyrolysis. Biomass Bioenergy 2022, 156, 106333. [Google Scholar] [CrossRef]
- Moulefera, I.; García-Mateos, F.J.; Benyoucef, A.; Rosas, J.M.; Rodríguez-Mirasol, J.; Cordero, T. Effect of Co-solution of Carbon Precursor and Activating Agent on the Textural Properties of Highly Porous Activated Carbon Obtained by Chemical Activation of Lignin With H3PO4. Front. Mater. 2020, 7, 153. [Google Scholar] [CrossRef]
- Shravanabelagola Nagaraja Setty, V.K.; Goud, G.; Peramanahalli Chikkegowda, S.; Mavinkere Rangappa, S.; Siengchin, S. Characterization of Chemically Treated Limonia Acidissima (Wood Apple) Shell Powder: Physicochemical, Thermal, and Morphological Properties. J. Nat. Fibers 2020, 1–12. [Google Scholar] [CrossRef]
- Lule, Z.C.; Kim, J. Surface treatment of lignocellulose biofiller for fabrication of sustainable polylactic acid biocomposite with high crystallinity and improved burning antidripping performance. Mater. Today Chem. 2022, 23, 100741. [Google Scholar] [CrossRef]
- Berthet, M.A.; Commandré, J.M.; Rouau, X.; Gontard, N.; Angellier-Coussy, H. Torrefaction treatment of lignocellulosic fibres for improving fibre/matrix adhesion in a biocomposite. Mater. Des. 2016, 92, 223–232. [Google Scholar] [CrossRef]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, D.; Xu, C.; Ye, H.; Shi, Y.; Sheng, Y.; Ge, S.; Zhang, M.; Wang, H. New Poplar-Derived Biocomposites via Single-Step Thermoforming Assisted by Phosphoric Acid Pretreatment. Polymers 2022, 14, 3636. https://doi.org/10.3390/polym14173636
Chen D, Xu C, Ye H, Shi Y, Sheng Y, Ge S, Zhang M, Wang H. New Poplar-Derived Biocomposites via Single-Step Thermoforming Assisted by Phosphoric Acid Pretreatment. Polymers. 2022; 14(17):3636. https://doi.org/10.3390/polym14173636
Chicago/Turabian StyleChen, Deming, Chunyan Xu, Haoran Ye, Yang Shi, Yequan Sheng, Shengbo Ge, Minglong Zhang, and Hui Wang. 2022. "New Poplar-Derived Biocomposites via Single-Step Thermoforming Assisted by Phosphoric Acid Pretreatment" Polymers 14, no. 17: 3636. https://doi.org/10.3390/polym14173636
APA StyleChen, D., Xu, C., Ye, H., Shi, Y., Sheng, Y., Ge, S., Zhang, M., & Wang, H. (2022). New Poplar-Derived Biocomposites via Single-Step Thermoforming Assisted by Phosphoric Acid Pretreatment. Polymers, 14(17), 3636. https://doi.org/10.3390/polym14173636